Результат интеллектуальной деятельности: Способ сверления глубокого отверстия в заготовке на универсальном токарном станке
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно: к способам сверления на универсальном токарном станке глубокого отверстия в заготовке при единичном производстве без использования специализированного оборудования.
Известен способ сверления глубоких отверстий малого диаметра, включающий выполнение пилотного заходного отверстия обычным сверлом с последующим сверлением лопаточным сверлом одностороннего резания (см., например, Троицкий Н.Д. «Глубокое сверление», 1971, стр. 142, 143). При этом глубокими считаются отверстия, у которых L/d0>5, где L - длина отверстия, а d0 - диаметр отверстия.
Известно также осуществление процесса глубокого рассверливания длинномерной трубы, у которой L/d0>100, с использованием при этом универсального токарного станка с некоторой его модернизацией и с обеспечением при этом требуемого качества внутренней поверхности длинномерной трубы (см., например, патент РФ №2457081). Однако выполнение требуемого глубокого отверстия в заготовке любой формы указанным способом не всегда возможно.
Технический результат предлагаемого изобретения заключается в осуществлении при единичном производстве процесса глубокого сверления в заготовке с использованием универсального токарного станка, на котором осуществлена некоторая модернизация.
Указанный технический результат достигают тем, что сверление глубокого отверстия в заготовке осуществляют на универсальном токарном станке, выполняя последовательно следующие операции: сначала в заготовке, закрепленной одним концом в патроне токарного станка, а вторым - в люнете, сверлят с использованием заднего центра наметочное отверстие на глубину, определяемую по формуле: l=0,75(d-100)+300 мм, где l - глубина наметочного отверстия, d - требуемый диаметр глубокого отверстия, далее отверстие растачивают на эту глубину до требуемого диаметра d с помощью оправки, зажатой в резцедержателе, после чего резцедержатель и задний центр снимают со станка, и на место резцедержателя на суппорте устанавливают стебледержатель с открытым зажимным устройством, после чего суппорт уводят от заготовки на величину глубокого отверстия, а на станину станка посередине между суппортом и заготовкой устанавливают стеблевой люнет, при этом такой же стеблевой люнет зеркально устанавливают за суппортом, затем на стеблевые люнеты и стебледержатель кладут стебель, имеющий коаксиальную конструкцию «труба в трубе» с закреплением внутренней трубы на концах внешней, причем во внешней трубе в окончании переднего закрепления просверлены косые отверстия с направлением по ходу сверления, кроме этого на передней стороне стебля выполнена резьба, на которую навернуто сверло глубокого сверления, а за косыми отверстиями установлено фторопластовое кольцо, плотно охватывающее стебель и уплотняющее его, кроме того, в задней части стебля выполнены ввод во внешнюю трубу и вывод из внутренней трубы, причем стебель, с присоединенными к нему патрубками входа смазочно-охлаждающей жидкости и выхода ее вместе со стружкой, имеет возможность вдвигаться в просверленное отверстие до уплотнения его фторопластовым кольцом, плотно охватывающим стебель, но имеющим возможность скольжения по нему, после чего стебель закрепляют в стебледержателе и стеблевых люнетах, включают систему подачи и отвода смазочно-охлаждающей жидкости, вращение патрона станка и подачу суппорта, при этом начиная сверление, которое завершают при достижении сверлом глубокого сверления требуемой глубины сверления или выхода его с другой стороны заготовки.
При такой последовательности осуществляемых операций даже при единичном производстве обеспечивается возможность процесса сверления глубокого отверстия в заготовке на универсальном токарном станке с некоторой его модернизацией без применения при этом специализированного оборудования.
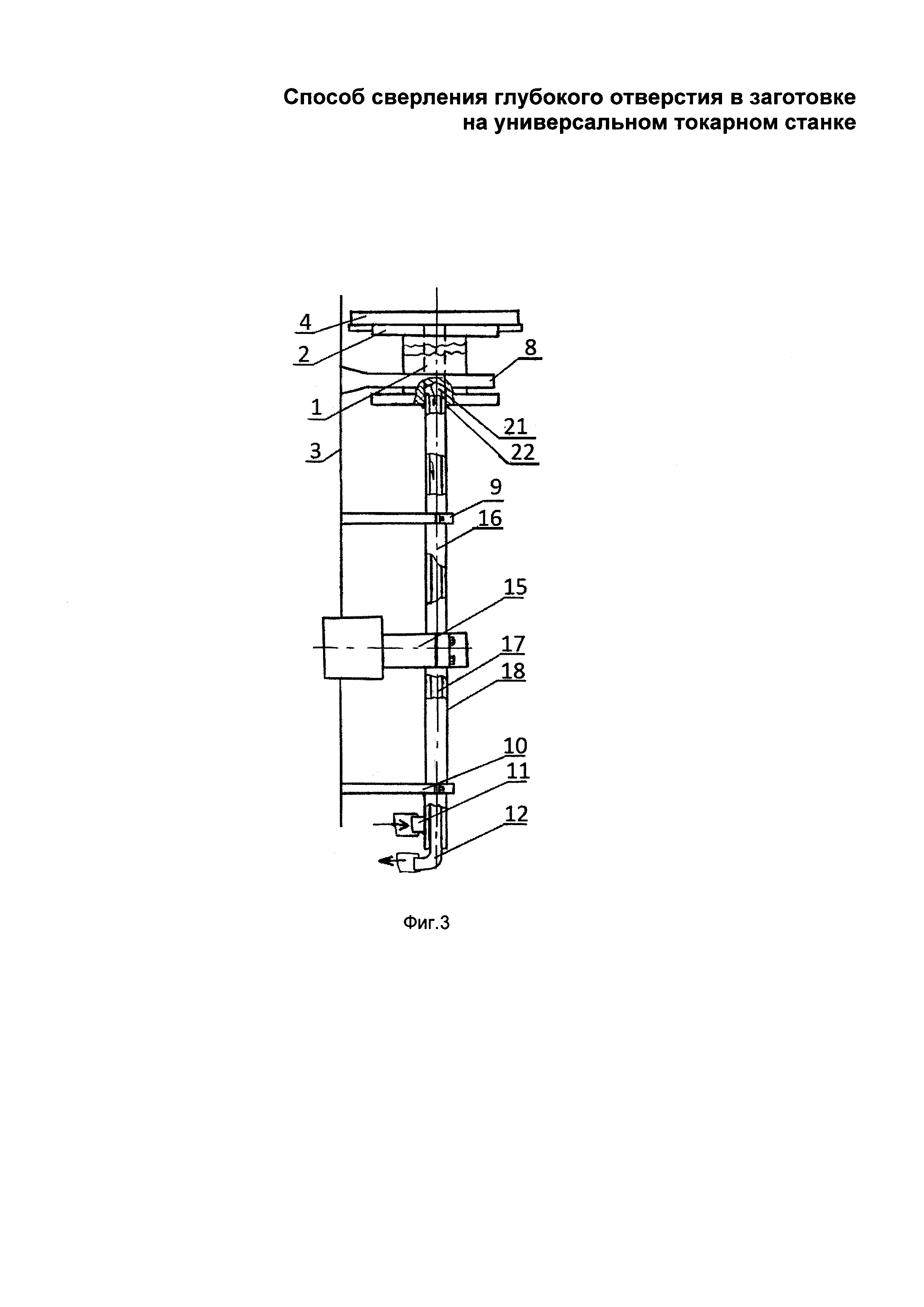
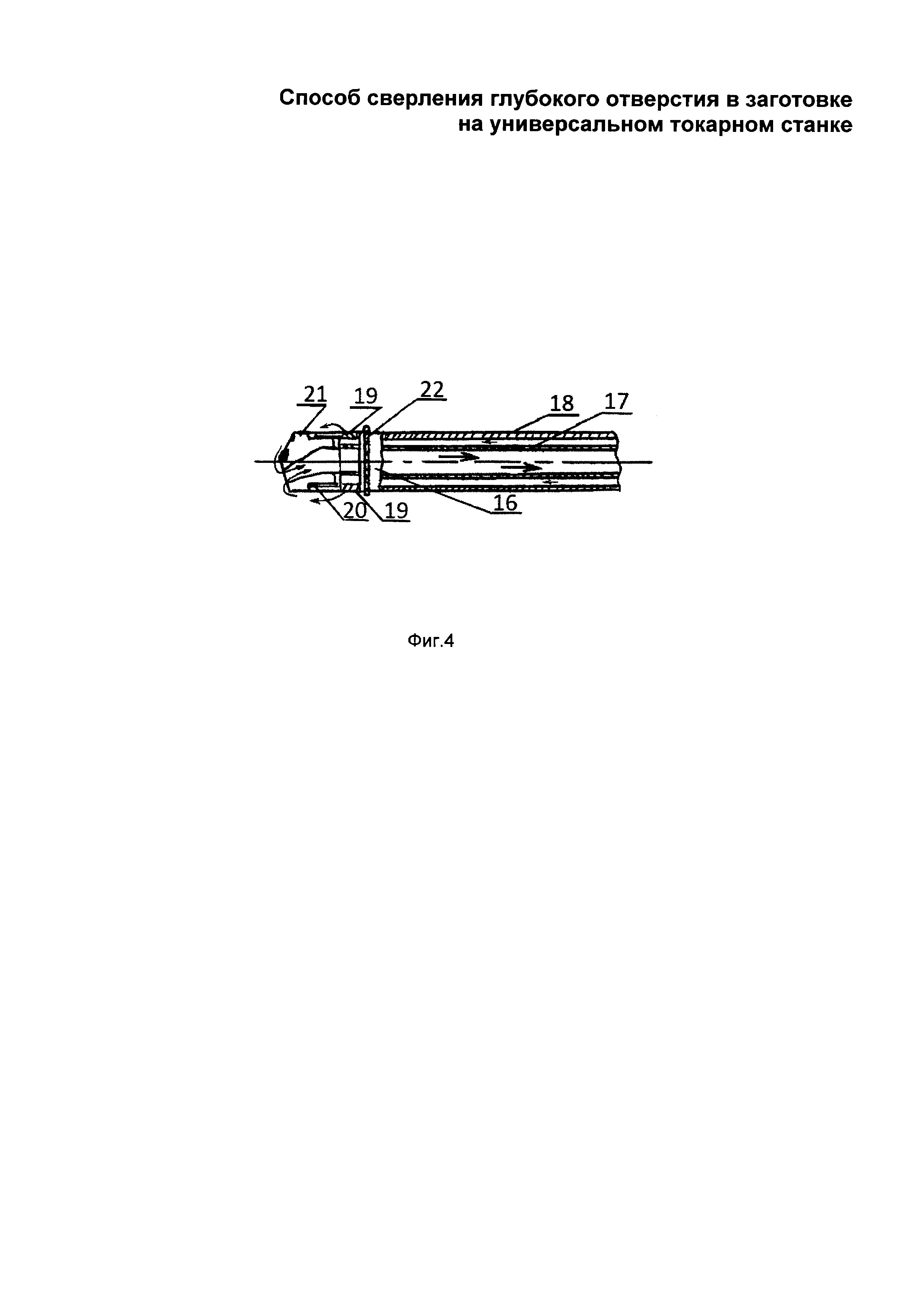
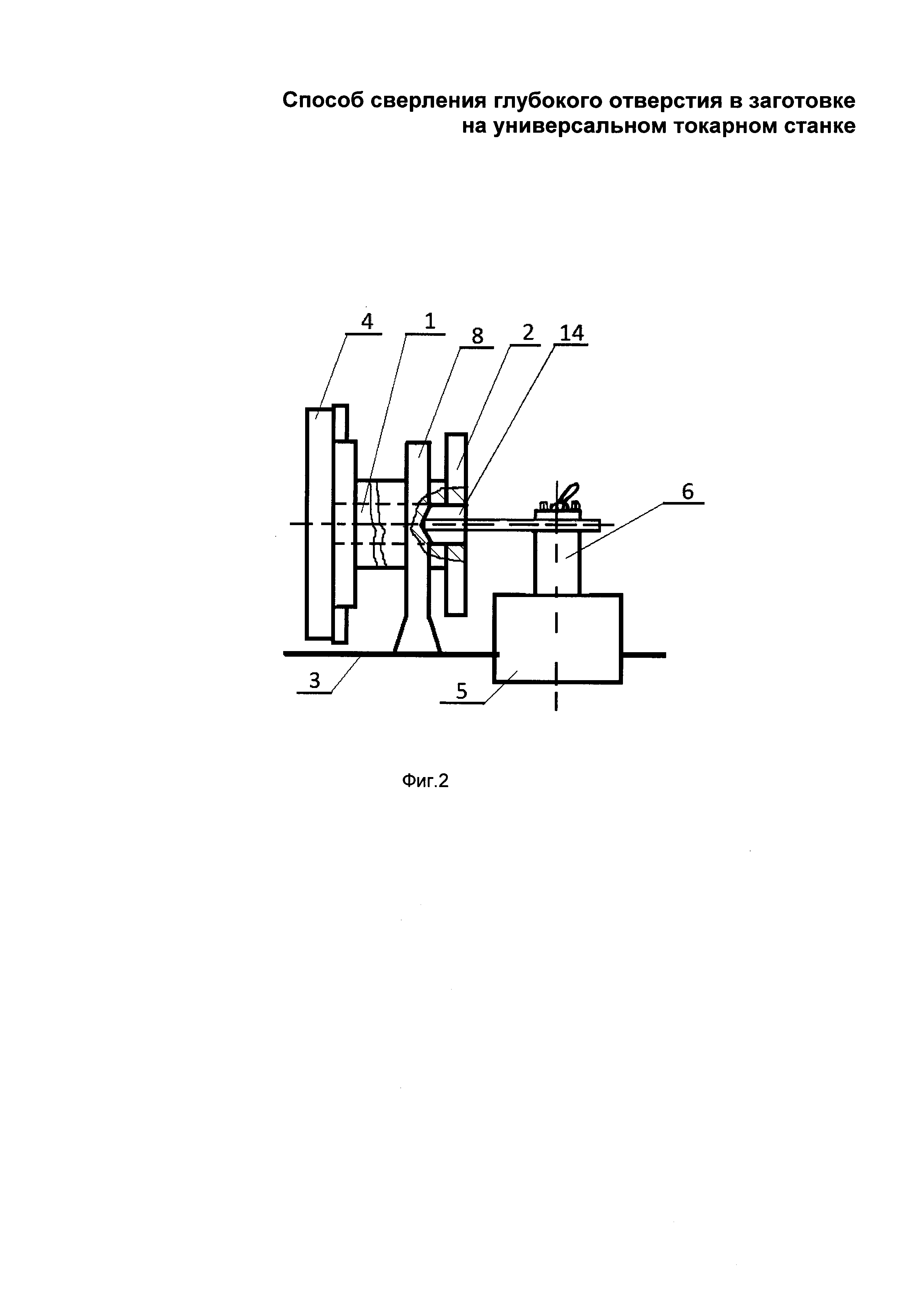
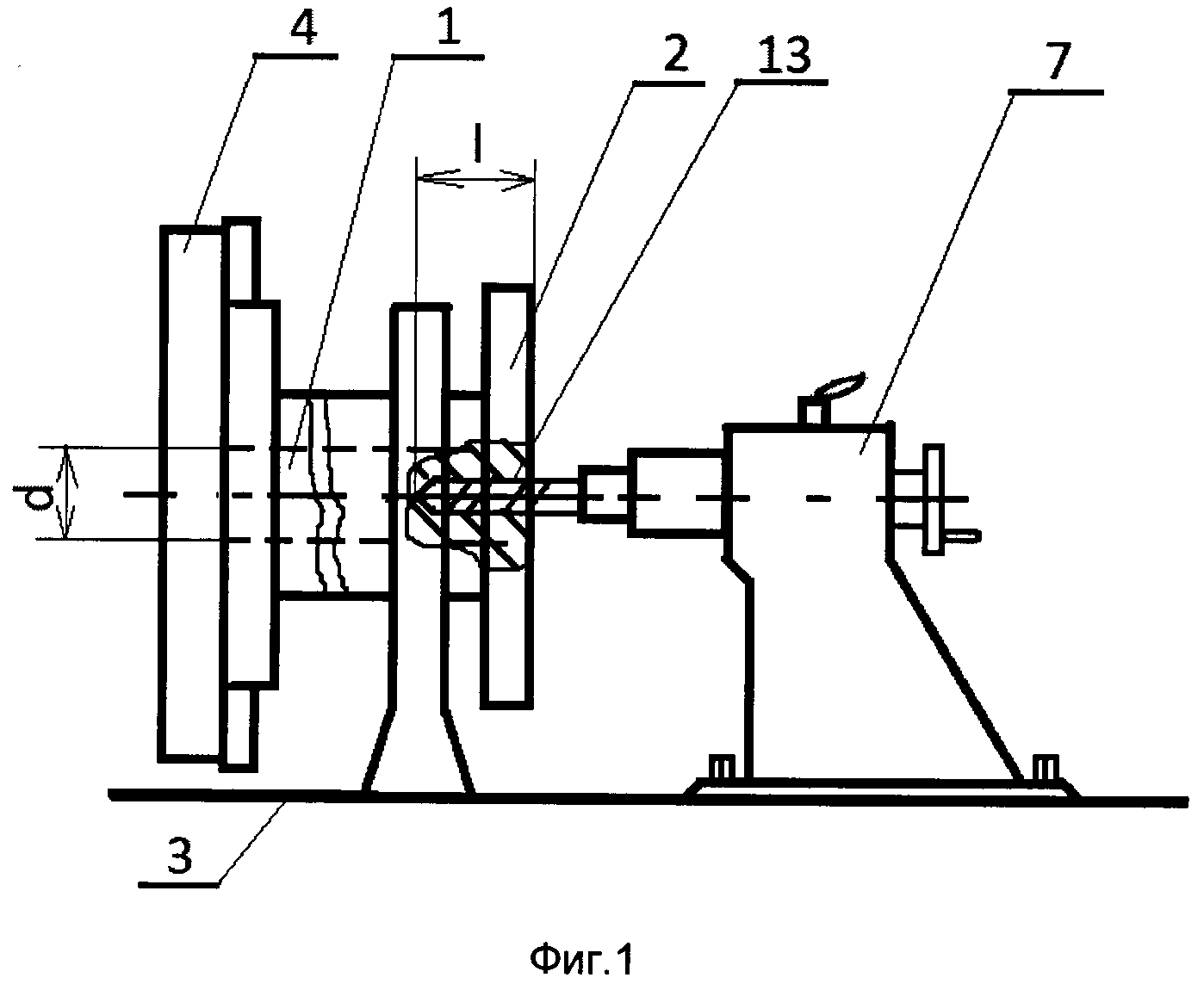
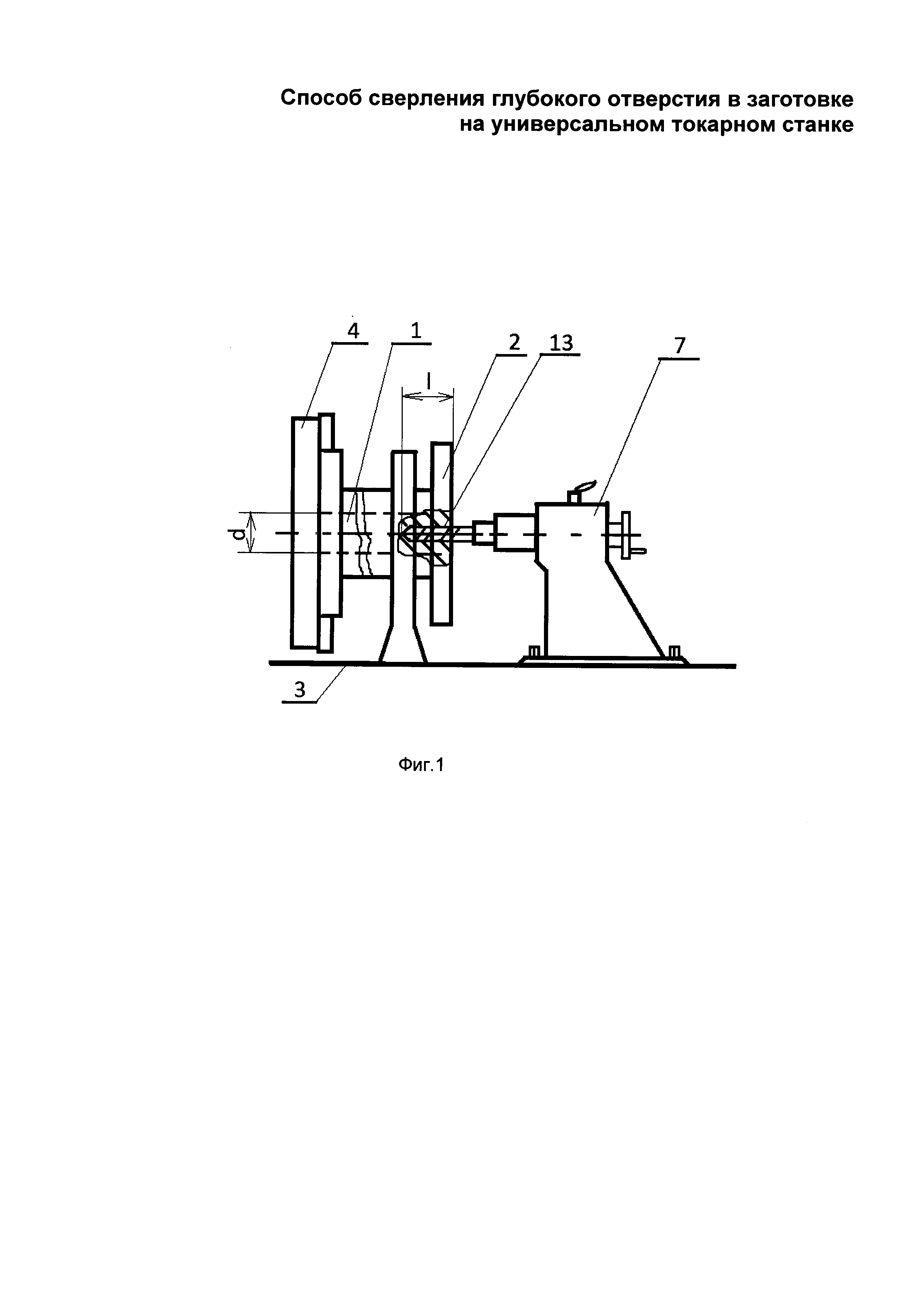
На фиг. 1 изображена схема сверления наметочного отверстия на универсальном токарном станке на глубину l=0,75(d-100)+300 мм; на фиг. 2 - схема растачивания наметочного отверстия на глубину l=0,75(d-100)+300 мм до требуемого диаметра d с помощью оправки, зажатой в резцедержателе; на фиг. 3 - схема сверления оставшейся части глубокого отверстия на универсальном токарном станке с помощью коаксиального стебля; на фиг. 4 - конструкция передней части коаксиального стебля.
При заявляемом способе сверления глубокого отверстия 1 в заготовке 2 на универсальном токарном станке 3, включающем патрон 4, суппорт 5, резцедержатель 6, задний центр 7 и люнет 8 и стеблевые люнеты 9, 10, а также с использованием системы подачи 11 и отвода 12 смазочно-охлаждающей жидкости (СОЖ) сначала в заготовке 2, закрепленной одним концом в патроне 4 токарного станка 3, а вторым - в люнете 8, предназначенном для поддержки заготовки 2, сверлят с использованием заднего центра 7 наметочное отверстие 13, являющееся частью отверстия 1, на глубину, определяемую по формуле: l=0,75(d-100)+300 мм, где l - глубина наметочного отверстия 13, d - требуемый диаметр глубокого отверстия 1. Далее наметочное отверстие 13 растачивают на эту глубину до требуемого диаметра d с помощью оправки 14, зажатой в резцедержателе 6, после чего резцедержатель 6 и задний центр 7 снимают с универсального токарного станка 3 и на место резцедержателя 6 на суппорте 5 устанавливают стебледержатель 15 с открытым зажимным устройством, после чего суппорт 5 уводят от заготовки 2 на величину глубокого отверстия 1, а на станину универсального токарного станка 3 по середине между суппортом 5 и заготовкой 2 устанавливают стеблевой люнет 9, при этом такой же стеблевой люнет 10 зеркально устанавливают за суппортом 5. Затем на стеблевые люнеты 9, 10 и стебледержатель 15 кладут стебель 16, имеющий коаксиальную конструкцию «труба в трубе» с закреплением внутренней трубы 17 на концах внешней 18, причем во внешней трубе 18 в окончании переднего закрепления просверлены косые отверстия 19 с направлением по ходу сверления, кроме этого на передней стороне стебля 16 выполнена резьба 20, на которую навернуто сверло 21 глубокого сверления, а за косыми отверстиями 19 установлено фторопластовое кольцо 22, плотно охватывающее стебель 16 и уплотняющее его, кроме того, в задней части стебля 16 выполнены система подачи 11 СОЖ во внешнюю трубу 18 и отвода СОЖ из внутренней трубы 17, причем стебель 16, с присоединенными к нему патрубками входа 11 смазочно-охлаждающей жидкости и выхода 12 ее вместе со стружкой, имеет возможность вдвигаться в просверленное отверстие 13 до уплотнения его фторопластовым кольцом 22, которое плотно охватывает стебель 16, но имеет возможность скольжения по нему. После чего стебель 16 закрепляют в стебледержателе 15 и стеблевых люнетах 9, 10, включают систему подачи 11 СОЖ и отвода 12 СОЖ, вращение патрона 4 универсального токарного станка 3 и подачу суппорта 5, при этом начиная сверление, которое завершают при достижении сверлом 21 глубокого сверления требуемой глубины сверления или выхода его с другой стороны заготовки 2.
При такой последовательности осуществляемых операций даже при единичном производстве обеспечивается возможность процесса сверления глубокого отверстия 1 в заготовке 2 любой формы на универсальном токарном станке 3 с некоторой его модернизацией без применения при этом специализированного оборудования.
В качестве примера использования указанного способа можно рассмотреть выполнение требования: просверлить сквозное отверстие диаметром 125 мм в заготовке фланцевого вала из стали 40Х2Н2МА с диаметром фланцев 1200 мм, диаметром средней части 400 мм и общей длинной 4000 мм. Для этого на универсальном токарном станке 1К660 указанную заготовку 2 фланцевого вала одним фланцем закрепляют в патроне 4, а среднюю часть заготовки 2 фланцевого вала перед вторым фланцем зажимают в люнете 8. С использованием заднего центра 7, в том числе сверла диаметром 65 мм, просверливают наметочное отверстие 13 на глубину 319 мм, а затем его растачивают с помощью оправки 14, зажатой в резцедержателе 6. После этого резцедержатель 6 снимают и на его место устанавливают стебледержатель 15, а также стеблевые люнеты 9 и 10 для поддержания стебля 16. Далее вводят в наметочное отверстие 13 сверло глубокого сверления 21, закрепленное на стебле 16, до уплотнения фторопластовым кольцом 22, зажимают стебель 16, включают систему подачи 11 СОЖ и ее отвода 12, вращение патрона 4 и движение суппорта 5. По мере продвижения суппорта 5 продвигают и стеблевой люнет 10 для удержания стебля 16, установленный между суппортом 5 и заготовкой 2. Благодаря коаксиальной конструкции «труба в трубе» стебля 16 осуществляют подачу 11 СОЖ и ее вывод вместе со стружкой из зоны резания.
Способ изготовления ступенчатых полых поковок
Способ герметизации трубы
Способ изготовления тройников высокого давления
Способ изготовления ступенчатых полых деталей
Размыкатель электропитания по давлению
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана
Устройство для шлифования сферического днища глухого отверстия и способ шлифования с помощью этого устройства
Способ изготовления оправок для трубопрокатного стана
Способ изготовления ступенчатых полых поковок
Способ герметизации трубы
Способ изготовления ступенчатых полых деталей
Размыкатель электропитания по давлению
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана
Устройство для шлифования сферического днища глухого отверстия и способ шлифования с помощью этого устройства
Способ изготовления оправок для трубопрокатного стана
Рельсовый путь для наклонного подъемника ядерного реактора

