Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ДНИЩА ГЛУХОГО ОТВЕРСТИЯ И СПОСОБ ШЛИФОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов, а именно к шлифованию, и в частности к обработке методом шлифования сферического днища глухого отверстия.
Известны методы шлифования отверстий на внутришлифовальных станках, в том числе и глухих отверстий, не имеющих канавок для выхода инструмента (см., например, http://delta-grup.ru/bibliot/26/73.htm).
Известна также финишная обработка внутренних поверхностей отверстий, в том числе глухих, с помощью шлифовальных кругов на шлифовальных станках (см., например, «Справочник технолога-машиностроителя», под ред. А.Г. Косиловой, М., 1986, т. 1, стр. 415).
Известен ряд переносных шлифовальных инструментов, например машины шлифовальные, которые также могут использоваться для финишной обработки внутренних поверхностей отверстий, в том числе глухих, в частности прямо шлифовальные машины (см., например, «Каталог электроинструмента». Балтоптторг, Санкт-Петербург, 2007, стр. 20, №REBIR TSM-1 150). Однако использование одного экземпляра указанного оборудования-инструмента и без применения при этом специального приспособления не позволяет обработать с необходимыми точностью и качеством днища глухого отверстия.
Известно и приспособление для шлифования внутренней поверхности отверстия или трубы (см., например, патент РФ №75976 на полезную модель «Приспособление для шлифования внутренней поверхности отверстия или трубы»). При этом указанное приспособление, которое обеспечивает возможность шлифования внутренней поверхности глубокого отверстия или трубы большого диаметра на всю глубину с достижением соосности внутренней поверхности отверстия и наружной поверхности обрабатываемой детали, при обработке глухого отверстия не позволяет обработать его днище с требуемыми точностями и качеством, в том числе и потому, что шлифовальный инструмент не везде одинаково подходит к сферической поверхности днища.
Технической задачей, которую решает заявляемое изобретение, представленное в виде устройства для шлифования сферического днища глухого отверстия и способа шлифования с помощью этого устройства, является обеспечение процесса шлифования сферической поверхности днища глухого отверстия с получением равномерной точности и требуемого качества по всей этой сферической поверхности.
Для решения указанной задачи предлагается устройство для шлифования сферического днища глухого отверстия, содержащее шар с абразивным материалом, соединенный с валом приводной машины, причем вал приводной машины выполнен гибким и проходит эксцентрично оси глухого отверстия через отверстие кольца, расположенного между входом и днищем глухого отверстия. При этом для придания гибкости вал приводной машины может содержать шарнир равных угловых скоростей, или карданный шарнир, кроме того, сам шар может быть выполнен из древесины с отверстием для фиксации и передачи вращения в осевом направлении, и на ее поверхности может быть размещен абразивный материал требуемой зернистости, кроме того, шар может быть выполнен из пластика или композита с отверстием для фиксации и передачи вращения в осевом направлении, и на ее поверхности может быть размещен абразивный материал требуемой зернистости, кроме того, шар может быть выполнен из металла с отверстием для фиксации и передачи вращения в осевом направлении, и на ее поверхности может быть размещен абразивный материал требуемой зернистости. При этом в качестве абразивного материала могут быть использованы абразивная паста или абразивная шкурка с ворсистой изнаночной поверхностью, а также между поверхностью шара и абразивным материалом может быть размещена упруго-эластичная подложка, например войлок. Кроме того, для решения указанной задачи предлагается способ шлифования с помощью указанного выше устройства, заключающийся в том, что в процессе шлифования сферического днища глухого отверстия расположенное между его входом и днищем кольцо, через которое эксцентрично оси глухого отверстия проходит вал приводной машины, проворачивают вокруг оси глухого отверстия с таким расчетом, чтобы эксцентричное отверстие, выполненное в кольце, сделало бы не менее одного полного оборота вокруг оси глухого отверстия.
Следует сказать, что в качестве упомянутых шарнира равных угловых скоростей и карданного шарнира могут использоваться, соответственно, известные в технической литературе шарнир равных угловых скоростей и карданный шарнир (см., например, справочник Википедия, http://wikipedia.org). Кроме того, в качестве упомянутого абразивного материала может использоваться абразивная шкурка с ворсистой изнаночной поверхностью, т.е. «липучка», а для ее крепления поверхность шара может быть обтянута или обклеена крючковатой частью ленты «контакт» (см., например, лента Вельпро, «hooh end loop»).
Благодаря наличию приведенных существенных отличительных признаков устройства для шлифования сферического днища глухого отверстия и способа шлифования с помощью этого устройства обеспечивается равномерная шероховатость по всей поверхности днища глухого отверстия.
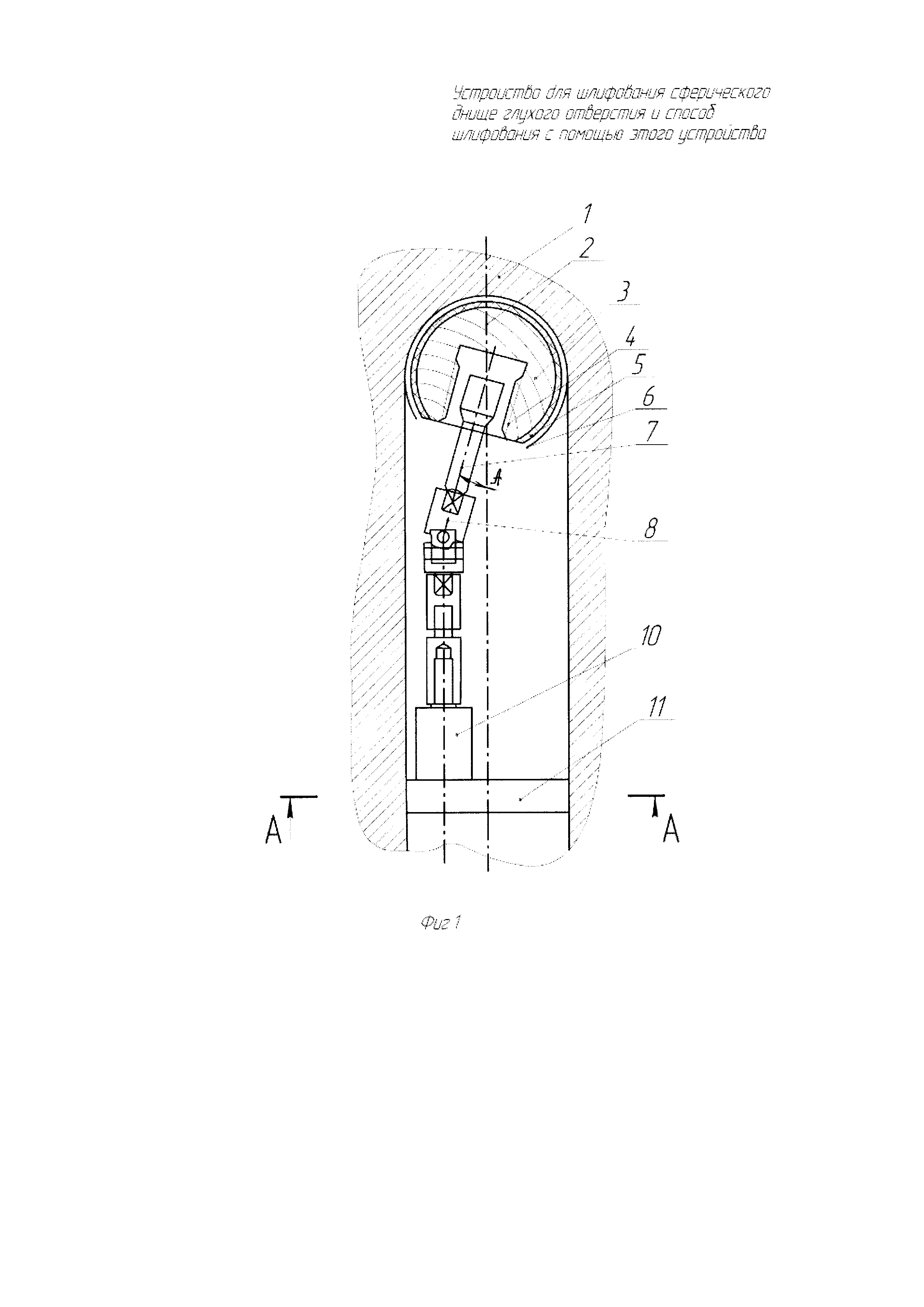
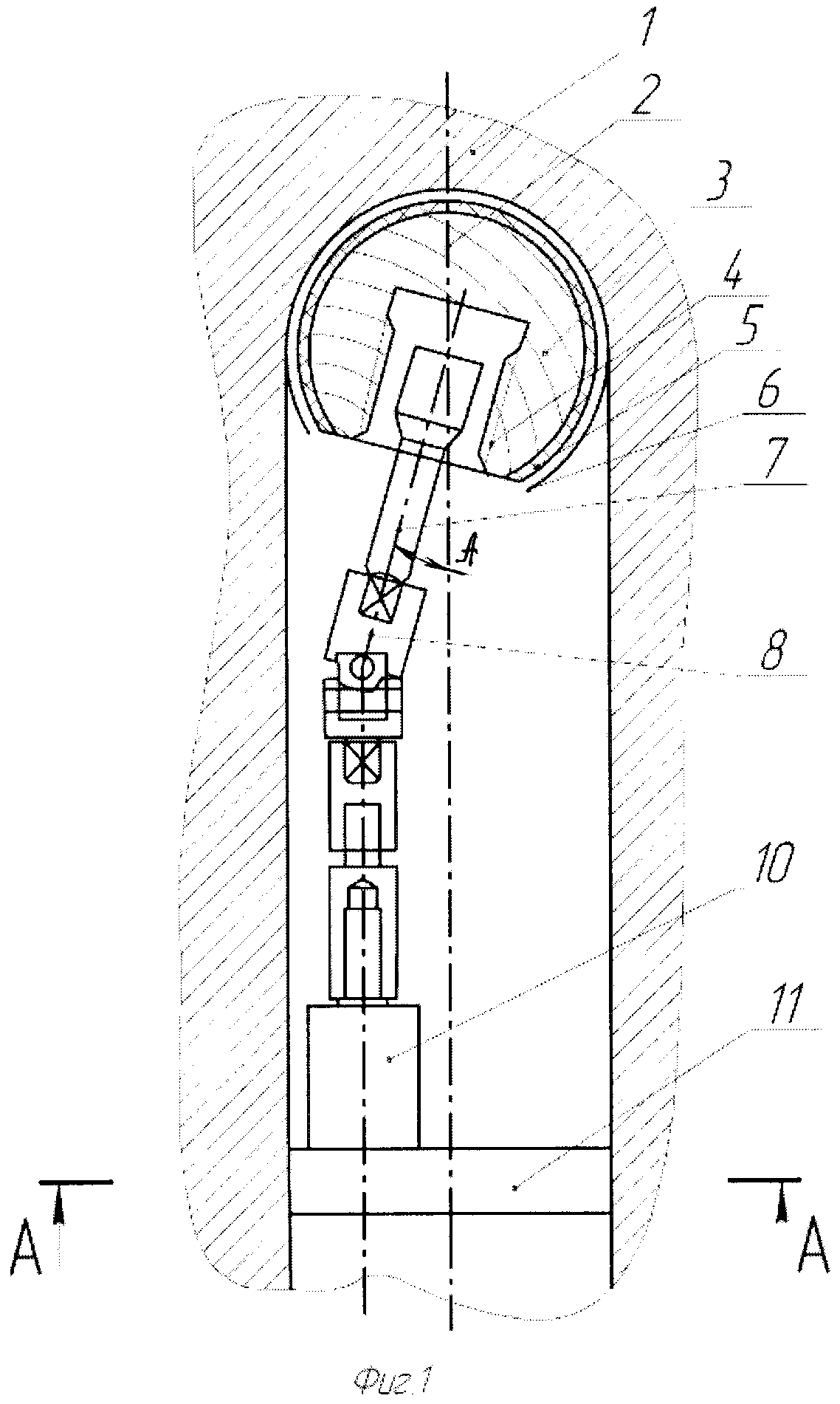
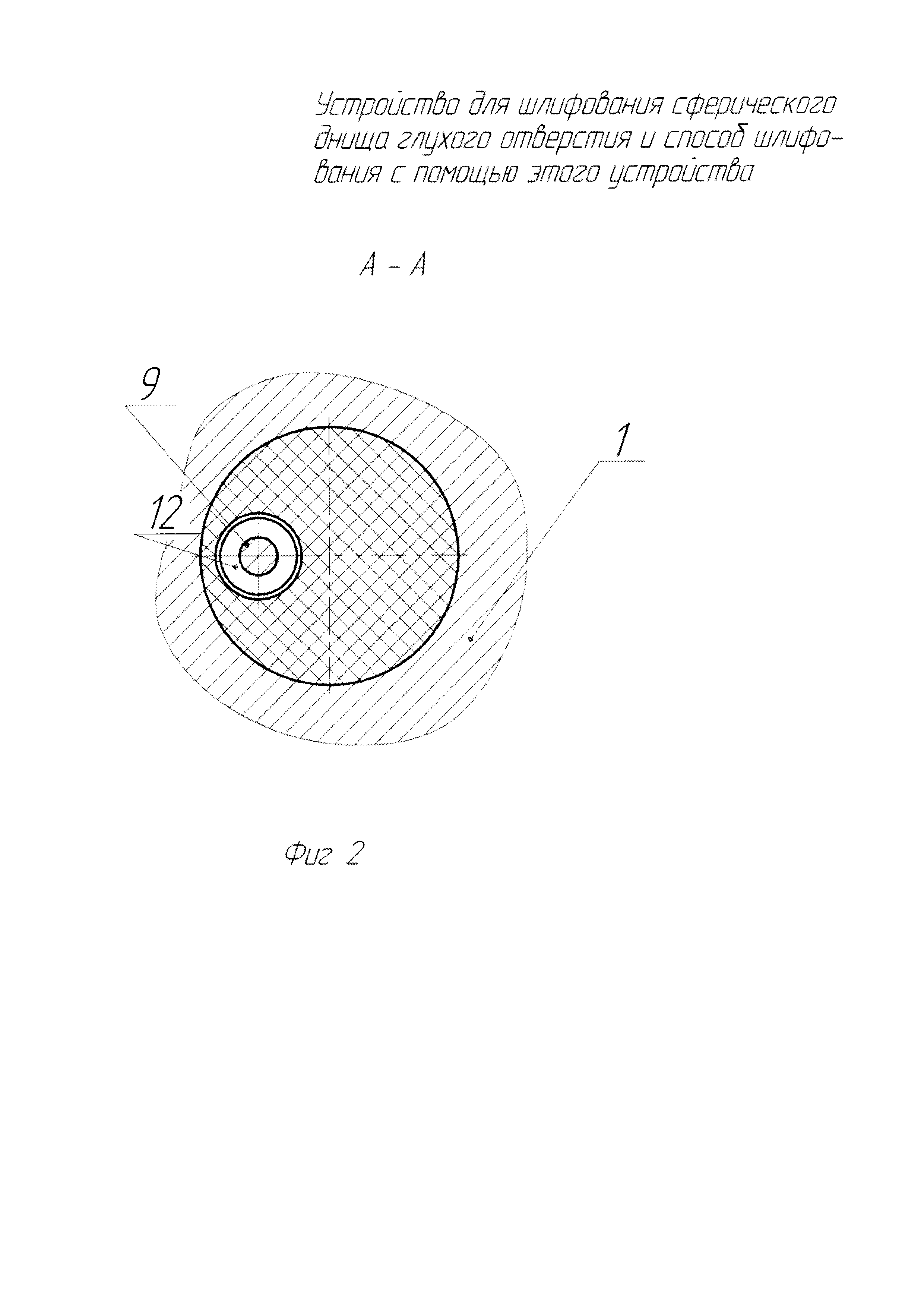
На фиг. 1 представлен разрез обрабатываемой детали с глухим отверстием при шлифовании его сферического днища заявляемым устройством, у которого гибкость вала приводной машины достигается с помощью шарнира равных угловых скоростей или карданного шарнира; на фиг. 2 - разрез эксцентричного кольца с проходящим через него валом приводной машины.
На фигурах 1 и 2 представлены: обрабатываемая деталь 1, ось вращения 2 обрабатываемой детали 1, шар 3, выполненный либо из дерева с отверстием 4 для фиксации и передачи вращения в осевом направлении, либо из пластика или композита с отверстием 4 для фиксации и передачи вращения в осевом направлении, либо из металла с отверстием 4 для фиксации и передачи вращения в осевом направлении, и имеющий подложку 5, например, изготовленную из войлока. Снаружи шар 3 обтянут или обклеен крючковатой частью ленты «контакт» для размещения на ней абразивного материала 6, например, выполненного в виде абразивной шкурки с ворсистой изнаночной поверхностью. В отверстие 4 на шаре 3 помещается хвостовик 7 приводной машины, соединяемый через шарнир равных угловых скоростей 8 или карданный шарнир 8 с валом 9 приводной машины, который имеет кожух 10, и проходит через эксцентричное кольцо 11 отверстием 12. Благодаря наличию шарнира равных угловых скоростей 8 или карданного шарнира 8 между хвостовиком 7 и валом 9 приводной машины шар 3 с абразивным материалом 6, ось вращения абразивного инструмента наклонена к оси 2 обрабатываемого отверстия в детали 1, образуя угол А. Это позволяет осуществить процесс шлифования на всей сферической поверхности и получить при этом равномерную точность и требуемую качество.
Процесс шлифования с помощью заявляемого устройства осуществляют следующим образом: вводят шар в отверстие, вводят в отверстие эксцентричное кольцо, не доводя шар до днища, включают вращение и производят касание шара и шлифуемой поверхности и через каждые тридцать секунд работы делают поворот эксцентричного кольца до момента, когда это кольцо сделает поворот вокруг своей оси. После этого шар отводят от шлифовальной поверхности, выключают его вращение и вытаскивают из отверстия. Производят оценку качества шлифования. При недостижении требуемых показателей заменяют абразивный материал на более мелкий и производят процедуру заново. И так до тех пор, пока не будет достигнута требуемая шероховатость.
При заявляемом способе в процессе шлифования сферического днища глухого отверстия расположенное между его входом и днищем кольцо 11, через которое эксцентрично оси 2 глухого отверстия проходит вал 9 приводной машины, проворачивают вокруг оси 2 глухого отверстия с таким расчетом, чтобы эксцентричное отверстие 12, выполненное в кольце 11, сделало бы не менее одного полного оборота вокруг оси 2 глухого отверстия.
Способ изготовления ступенчатых полых поковок
Способ герметизации трубы
Способ изготовления тройников высокого давления
Способ изготовления ступенчатых полых деталей
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана
Способ изготовления оправок для трубопрокатного стана
Способ сверления глубокого отверстия в заготовке на универсальном токарном станке
Способ правки корытообразного изделия
Способ изготовления ступенчатых полых поковок
Способ герметизации трубы
Способ изготовления ступенчатых полых деталей
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана
Способ изготовления оправок для трубопрокатного стана
Способ сверления глубокого отверстия в заготовке на универсальном токарном станке
Способ правки корытообразного изделия

