Результат интеллектуальной деятельности: СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЫ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к обработке металлов, а именно к способам герметизации труб, необходимой для защиты их внутренней поверхности от воздействия неблагоприятных факторов, например, при изготовлении крутоизогнутых отводов труб из высоколегированной стали воздействия атмосферы печи при их нагреве, штамповке и термообработке.
Известен процесс герметизации труб при их гидравлических испытаниях (см., например, патент РФ 2186355). При этом процессе используется заглушка, содержащая корпус с каналами подвода и уплотнительный элемент, и снабженная камерой высокого давления, выполненной в виде установленной между корпусом и уплотнительным элементом упругой втулки с замкнутой полостью, сообщающейся с каналом подвода рабочей среды под давлением, и разрезной цилиндрической вставкой с наружной фрикционной поверхностью, размещенной между упругой втулкой и изделием. Указанный способ герметизации позволяет исключить выдавливание заглушки из полости изделия под действием испытательного давления в результате воздействия радиальных усилий со стороны камеры высокого давления как на уплотнительный элемент, так и на цилиндрическую вставку с фрикционной поверхностью, повышает надежность герметизации труб при их гидравлических испытаниях, но его применение при изготовлении крутоизогнутых отводов, где также необходима герметизация трубы, совершенно невозможно.
Известен также способ герметизации металлической трубы (см., например, патент РФ 2303742), в частности ее концов, когда герметизацию осуществляют методом прошивки по меньшей мере, одного слоя пластмассы с воздействием энергией ультразвуковых колебаний. Амплитуду колебаний устанавливают в интервале 60-2 микрон, а ее величину во время прошивки изменяют плавно или скачкообразно от максимальных до минимальных значений. При наложении ультразвуковых колебаний на пластмассу направление их распространения ориентируют вдоль оси трубы. При наложении колебаний на трубу на ее прошивающем пластмассу торце создают пучность смещений ультразвуковой волны. Приведенный способ герметизации также не может быть использован при защите внутренней поверхности трубы от влияния печной атмосферы, например, при изготовлении крутоизогнутых отводов.
Технический результат заявляемого изобретения заключается в осуществлении процесса герметизации части трубы - патрубка, позволяющего создать замкнутое пространство внутри нее, наполненное инертным газом, обеспечивающее тем самым изготовление отвода из высоколегированной стали с требуемым качеством его внутренней поверхности.
Указанный технический результат достигают тем, что в способе герметизации трубы с заполнением ее внутренней полости инертным газом, содержащем операцию закрытия торцов трубы заглушками, в соответствии с изобретением в трубу вставляют проволочный кондуктор с прикрепленным к нему банником, затем на один торец трубы, в которой находится банник, приваривают заглушку, имеющую резьбовую втулку, в которую вкручен штуцер для прокачки автомобильных тормозов, с надетым на него шлангом, присоединенным к баллону с инертным газом, далее после включения подачи инертного газа и с помощью проволочного кондуктора банник постепенно выдвигают из трубы вплоть до его полного извлечения, затем, не сбрасывая давления, на второй торец трубы наваривают вторую заглушку, после чего, осуществляя поворот штуцера для прокачки автомобильных тормозов, трубу герметизируют. При этом в качестве инертного газа можно использовать аргон, а в случае, если герметизировать необходимо трубу, имеющую на концах резьбу, концевые заглушки изготавливают в виде глухой емкости, на внутренней боковой поверхности которой выполнена резьба, имеющая размер, идентичный размеру на герметизируемой трубе, а в одну из заглушек вмонтирован штуцер для прокачки автомобильных тормозов. Кроме того, для уплотнения соединения герметизируемой трубы с концевой заглушкой используют металлические прокладки из пластичных материалов, в частности медь, сталь 10 и т.д.
Следует иметь в виду, что герметизация обычно проводят для того, чтобы и внутреннее и внешнее пространство патрубка, входящего в какое-то устройство, были работоспособны, т.е не вызывали дефектов, не совместимых с их жизнедеятельностью. Например, фонарь, способный светить при погружении в воду на различную глубину, герметизируется резьбовыми втулками с резиновым уплотнением.
Известно, что окислы (окалина) и обезуглероживание, возникающие на поверхности при нагреве являются дефектами. Борьба с ними ведется различными способами: создание дополнительного припуска, удаляемого при дальнейшей механической обработке; нагрев в защитной атмосфере или вакууме; закрытие поверхности, которой запрещен контакт с атмосферой, различными приспособлениями: втулки, теплоизоляционный материал и т.д.
В заявляемом случае все дополнительные припуски уже реализованы, защитную атмосферу в печи создать трудно, поскольку для этого требуются специальные печи, которые не везде есть и которые создают в расчете на какую-то серийную продукцию. Продукция в виде крутоизогнутых отводов является мелкосерийной, поэтому применение специальных печей является нецелесообразным.
Благодаря наличию приведенных признаков в заявляемом способе обеспечивается возможность герметизации патрубков трубы, например, при изготовлении крутоизогнутых отводов из высоколегированной стали с достижением при этом требуемой шероховатости на внутренней поверхности и исключения окисления этой внутренней поверхности трубы.
В качестве используемого при заявляемом способе герметизации труб штуцера для прокачки автомобильных тормозов можно применять штуцер… (см., например, Автомобиль ВАЗ 2105 (многокрасочный альбом), 1985. стр.52 (позиции на рисунках 3 и 32).
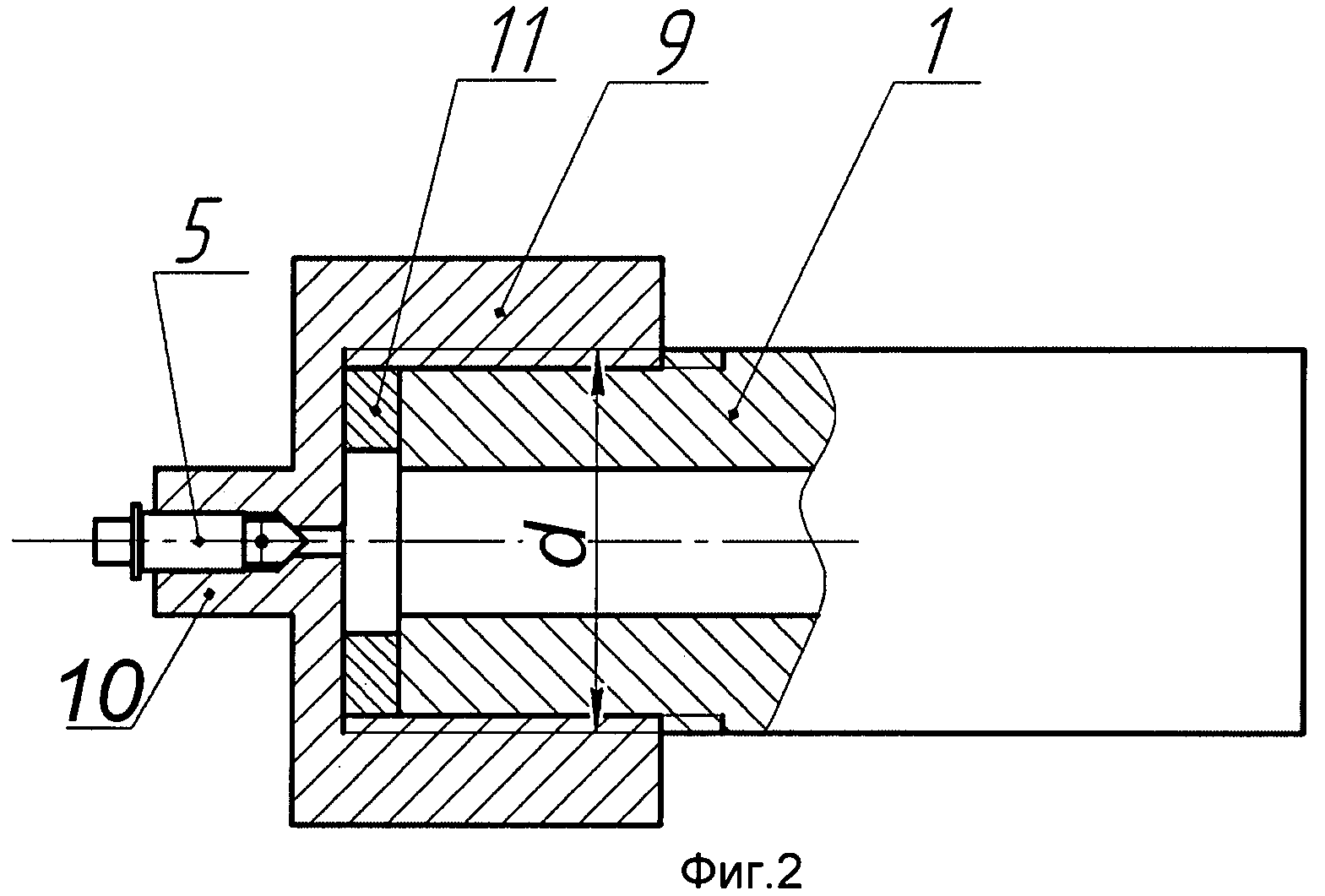
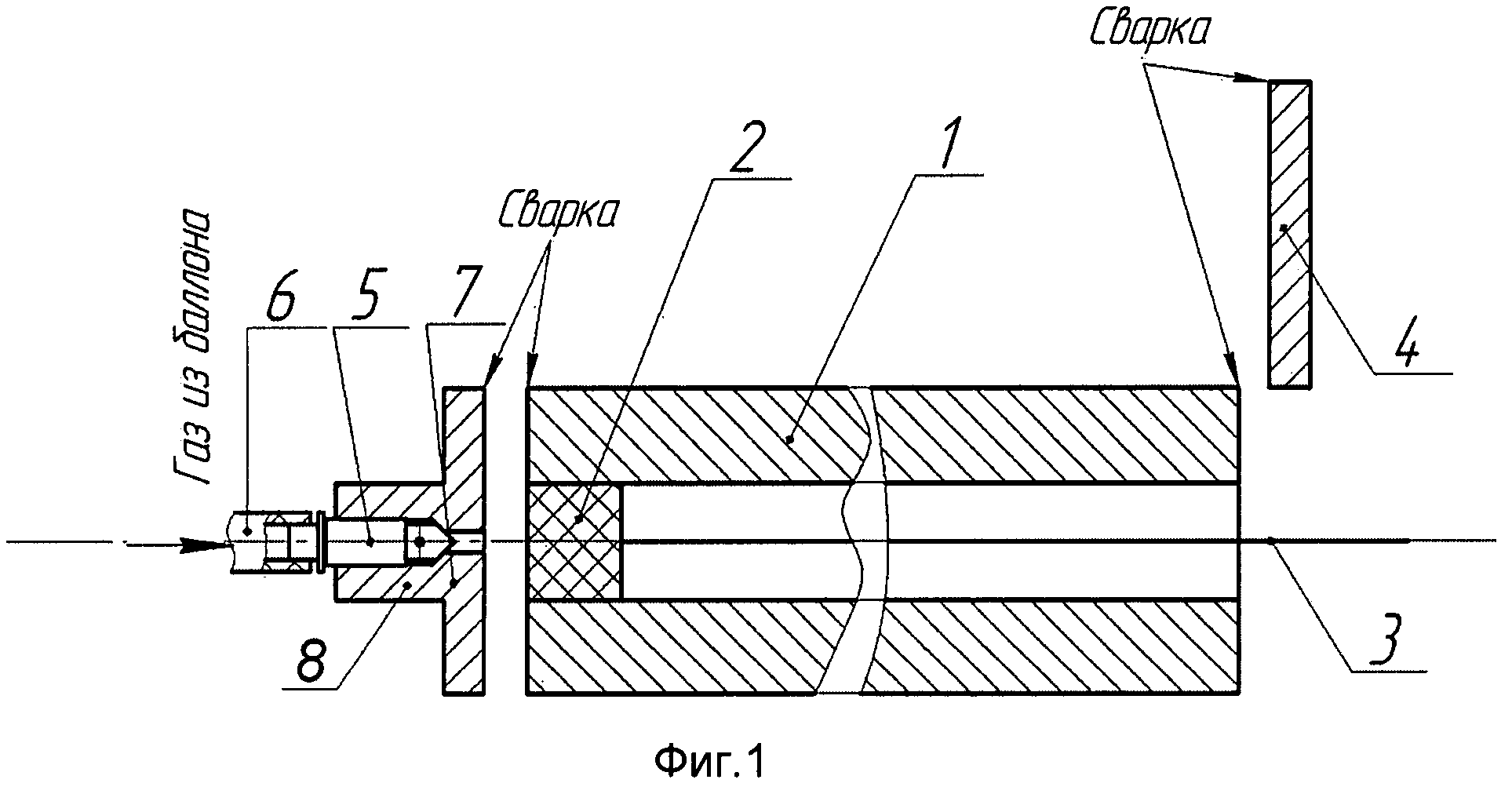
На фиг.1 представлена часть трубы, которую герметизируют в соответствии с заявляемым способом. На фиг.2 - часть трубы, у которой на концах выполнена резьба, также герметизируемая в соответствии с заявляемым способом.
На фиг.1 и 2 изображены: герметизируемая труба 1, банник 2, кондуктор 3; глухая заглушка 4, штуцер 5 для прокачки автомобильных тормозов, резиновая трубка для подачи газа 6, заглушка 7, имеющая резьбовую втулку 8 для ввинчивания штуцера 5 для прокачки автомобильных тормозов, резьбовая заглушка 9, имеющая резьбовую втулку 10 для ввинчивания штуцера 5 для прокачки автомобильных тормозов и прокладка 11 из пластичного металла, например, из меди или стали 10.
При работе герметизацию осуществляют следующим образом. Сначала в трубу 1 вставляют проволочный кондуктор 3 с прикрепленным к нему банником 2, затем на один торец трубы 1, в которой находится банник 2, приваривают заглушку 4, имеющую резьбовую втулку 8, в которую вкручен штуцер 5 для прокачки автомобильных тормозов, с надетым на него шлангом, присоединенным к баллону с инертным газом (не показаны), далее после включения подачи инертного газа и с помощью проволочного кондуктора 3 банник 2 постепенно выдвигают из трубы 1 вплоть до его полного извлечения, затем, не сбрасывая давления, на второй торец трубы 1 наваривают вторую заглушку 4, после чего, осуществляя поворот штуцера 5 для прокачки автомобильных тормозов, трубу 1 герметизируют. При этом в качестве инертного газа можно использовать аргон. В случае, если герметизировать необходимо трубу 1, имеющую на концах резьбу, концевые заглушки 7 изготавливают в виде глухой емкости, на внутренней боковой поверхности которой выполнена резьба с диаметром d, имеющим размер, идентичный размеру на герметизируемой трубе 1, а в одну из заглушек 7 вмонтирован штуцер 5 для прокачки автомобильных тормозов.
В качестве примера конкретного исполнения заявляемого способа можно рассмотреть пример термообработки трубы ⌀48/⌀25×5000 мм из стали 30Х2Н2МФА-Ш, имеющей чистоту обработки внутренней поверхности Ra=0,2…0,4 мкм. При этом режим термообработки: закалка при температуре ≈900°C с охлаждением в воде и отпуск при температуре ≈600°C с охлаждением на воздухе. Для защиты внутренней поверхности трубы 1 заполняют ее внутреннее пространство аргоном с герметизацией полости. Для этого продвигают кондуктор 3 виде мягкой стальной проволоки 01 мм на конце, которого привязан банник 2, сделанный из хлопчатобумажной ветоши, сквозь трубу 1, так чтобы банник 2 оказался на ее конце. Приставляют к этому концу заглушку 7, имеющую резьбовую втулку 8 с вкрученным в нее штуцером 5 для прокачки автомобильных тормозов и обваривают ее по периметру. Соединяют данный штуцер 5 с баллоном аргона посредством резинового шланга 6. Дают газу немного продуть пространство шланга 6, а затем выдвигают банник 2 посредством кондуктора 3 из внутренней полости трубы 1. Не уменьшая подачу газа, приставлют к свободному концу трубы 1 глухую заглушку 4 и обваривают ее, при этом по мере обварки снижают давление газа. После полной обварки по всему периметру закрывают баллон и поворачивают штуцер 5 для прокачки автомобильных тормозов до упора, тем самым герметизируем внутреннее пространство трубы 1.
В качестве второго примера можно рассмотреть термообработку колена ⌀95/⌀40 мм с радиусом гиба 1300 мм из стали 30Х2Н2МФА-Ш, полученное холодной гибкой трубы, имеющую чистоту обработки внутренней поверхности Ra=0,2…0,4 мкм и на концах резьбу М90. Режим термообработки: отпуск при температуре ≈600°C с охлаждением на воздухе. Последовательность действий в этом случае аналогична последовательности действий в предыдущем примере, за исключением того, что берут заглушки 9 в виде глухой емкости. С резьбой М90 на боковой внутренней поверхности и между ними и герметизируемой трубой 1 устанавливают медные прокладки 11 в виде шайб. При этом в данном случае возможно использовать медь, поскольку температура отпуска намного меньше температуры плавления меди.
Способ изготовления ступенчатых полых поковок
Способ изготовления тройников высокого давления
Способ изготовления ступенчатых полых деталей
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана
Устройство для шлифования сферического днища глухого отверстия и способ шлифования с помощью этого устройства
Способ изготовления оправок для трубопрокатного стана
Способ сверления глубокого отверстия в заготовке на универсальном токарном станке
Способ правки корытообразного изделия
Способ изготовления ступенчатых полых поковок
Способ изготовления тройников высокого давления
Способ изготовления ступенчатых полых деталей
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана
Устройство для шлифования сферического днища глухого отверстия и способ шлифования с помощью этого устройства
Способ изготовления оправок для трубопрокатного стана
Способ сверления глубокого отверстия в заготовке на универсальном токарном станке
Способ правки корытообразного изделия

