Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ВЫСОКОГО ДАВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к способам изготовления тройников, работающих при высоком давлении.
Известно, что при изготовлении деталей, работающих под высоким давлением, большое значение имеет выбор заготовки, из которой в дальнейшем будут делать эту деталь (см., например, заявку РФ на изобретение №2007124432/06, 19.05.2005). При этом заготовка должна отвечать предъявленным к ней требованиям, связанным с отсутствием внутренних дефектов в материале заготовки.
Известно также, что при выборе заготовки для изготовления деталей, работающих под высоким давлением, большое значение имеет из какой части заготовки делают требуемую деталь. Это связано с тем, что сердцевина металла, например, большой заготовки перестает отвечать предъявляемым требованиям по причине металлургического происхождения проката как круглого, так и плоского, т.к. в нем появляется дефектная зона (см., например, Г.Н.Кулик «Прокат или поковка?», Металлообработка, №5, 2010, стр.54-55).
Известно, кроме того, что при изготовлении тройников, работающих под высоким давлением, выбор заготовки, как и при изготовлении других деталей ответственного назначения, необходимо производить, обязательно учитывая влияние технологической наследственности на их качество (см., например, Г.Н.Кулик «Пример выбора заготовки с учетом влияния технологической наследственности», Металлообработка, №1, 2011, стр.50-52).
Существует способ, снижающий влияние сердцевины металла заготовки при изготовлении тройников (см., например, заявка №59-166338, Япония, «Способ изготовления тройников»), при котором, перед окончательной штамповкой, заготовку изгибают таким образом, чтобы при ней дефектная сердцевина заготовки вышла в объем металла центрального отростка тройника и в последующем была удалена при механической обработке. Однако данный способ изготовления тройников возможно применить только при крупносерийном производстве, при мелкосерийном и единичном производстве применение способа штамповки невыгодно и он не применяется.
Технический результат настоящего изобретения заключается в определении при изготовлении тройников, работающих при высоком давлении, в материале заготовки зоны с плохой технологической наследственностью и исключении этой зоны из зоны обработки заготовки при изготовлении тройников.
Указанный технический результат достигают тем, что при изготовлении тройников высокого давления первоначально заготовку выбирают в виде кованого или катаного круга, затем выделяют в нем центральную отягощенную дефектной технологической наследственностью зону, разделяя при этом круг на три зоны с получением центральной дефектной зоны и двух «горбушек» по краям, после чего определяют возможность размещения контуров требуемых тройников высокого давления в каждой из «горбушек» и осуществляют их механическую обработку для изготовления поместившихся в них тройников высокого давления из материала этих «горбушек».
Таким образом, заранее определив центральную отягощенную дефектной технологической наследственностью зону, исключают ее из обработки, целью которой является получение тройников высокого давления.
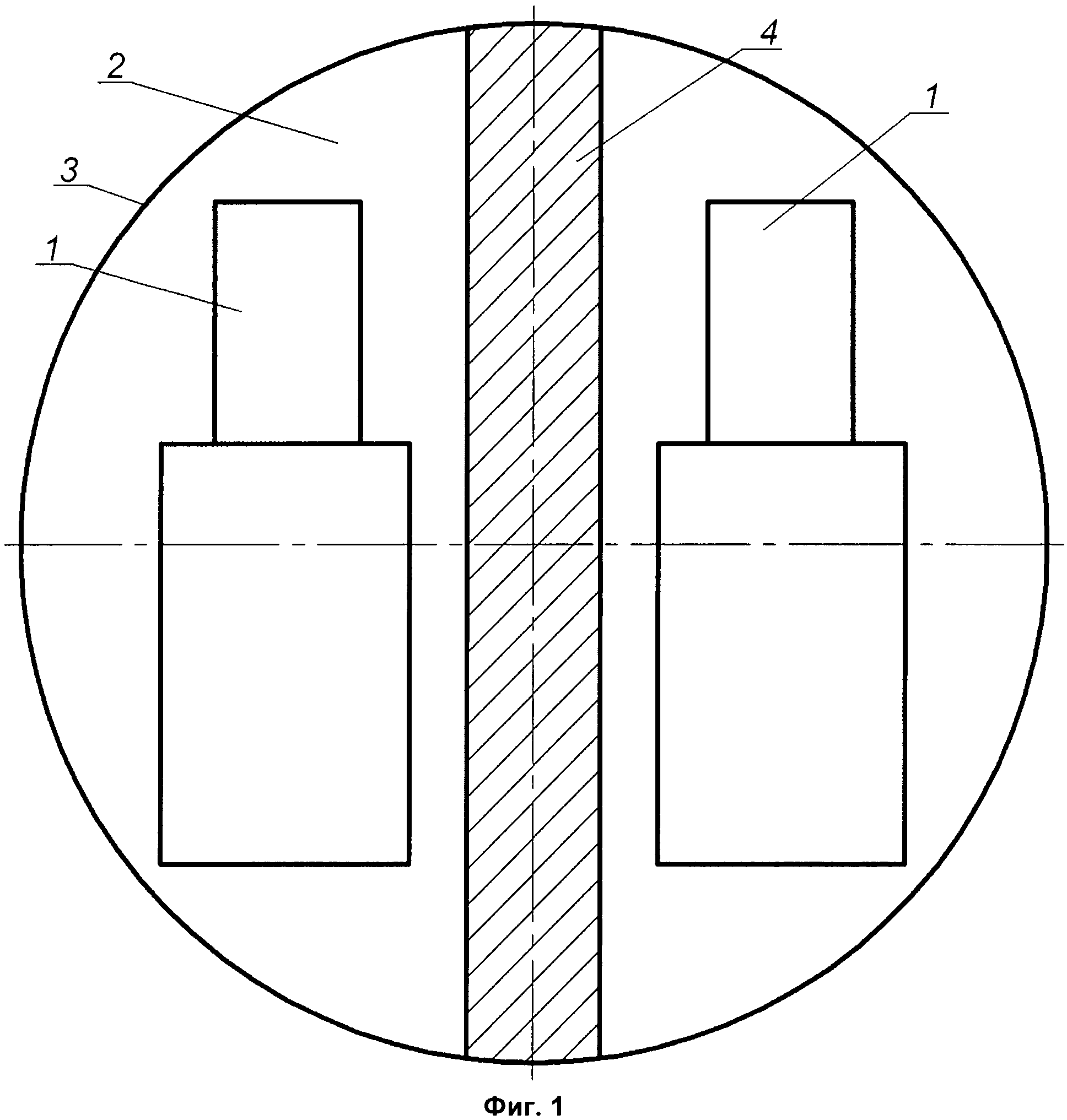
На фиг.1 представлен раскрой заготовки при изготовлении тройников высокого давления; на фиг.2 - пример изготовления двух тройников.
Процесс изготовления тройников высокого давления 1 начинают с выбора заготовки 2, учитывая влияние ее технологической наследственности на качество изготовления тройников высокого давления 1, затем уже осуществляют последующую механическую обработку. Первоначально заготовку 2 выбирают в виде кованого или катаного круга 3, затем выделяют в нем центральную, отягощенную дефектной технологической наследственностью зону 4, разделяя при этом круг 3 на три зоны с получением центральной дефектной зоны 4 и двух «горбушек» 5 по краям, после чего определяют возможность размещения контуров требуемых тройников высокого давления 1 в каждой из «горбушек» 5 и производят их механическую обработку для изготовления поместившихся в них тройников высокого давления 1 из материала этих «горбушек» 5.
Способ изготовления тройников высокого давления, включающий выбор заготовки, учитывающий влияние ее технологической наследственности на качество изготовления тройников высокого давления, и ее последующую механическую обработку, отличающийся тем, что первоначально выбирают кованую или катаную заготовку в виде круга, затем выделяют в ней центральную, отягощенную дефектной технологической наследственностью зону, разделяют круг на три зоны с получением упомянутой центральной зоны и двух зон в виде «горбушек» по краям, после чего определяют возможность размещения контуров требуемых тройников высокого давления в каждой из зон по краям и осуществляют их механическую обработку для изготовления из материала этих зон поместившихся в них тройников высокого давления.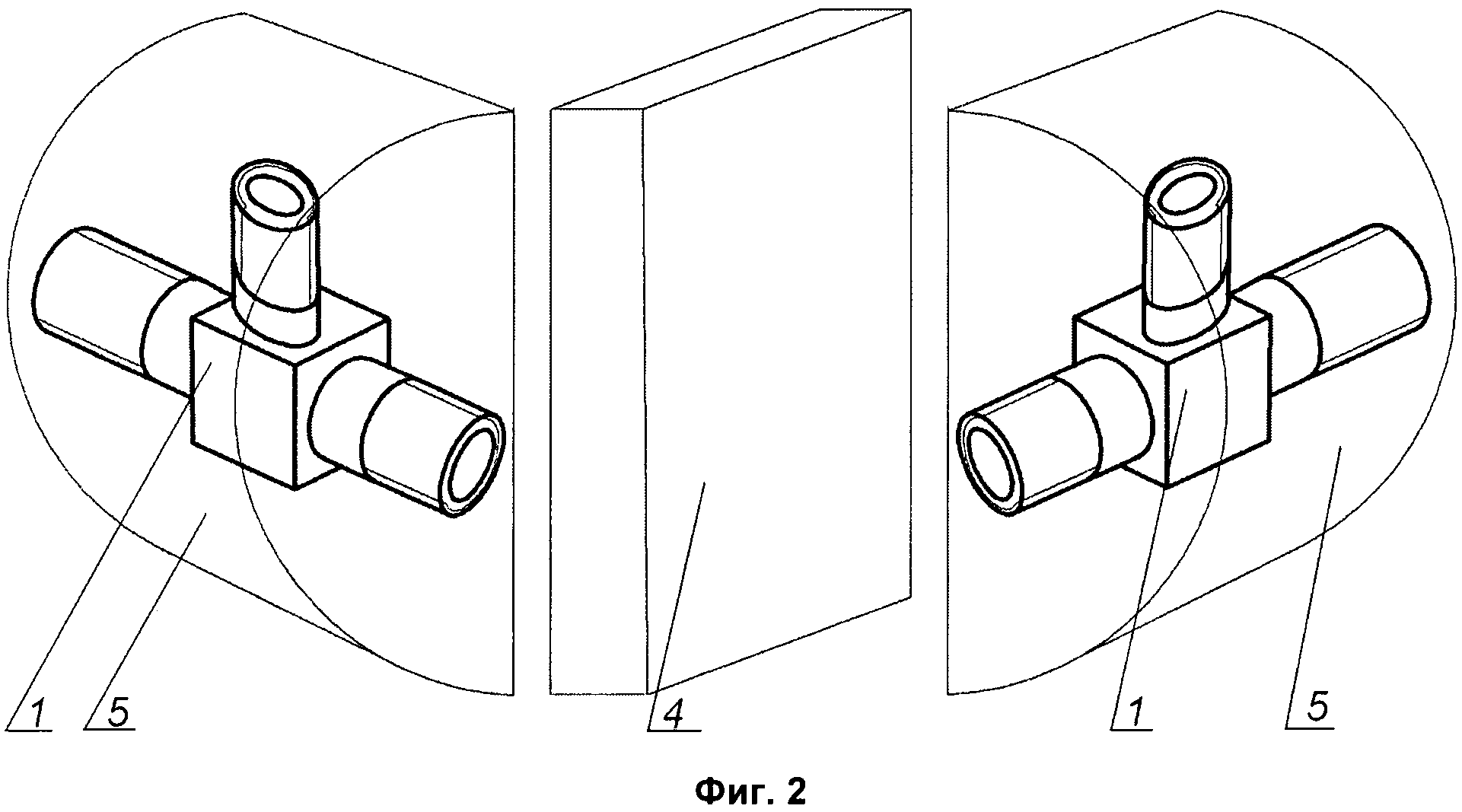
Способ изготовления ступенчатых полых поковок
Способ герметизации трубы
Способ изготовления ступенчатых полых деталей
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана
Устройство для шлифования сферического днища глухого отверстия и способ шлифования с помощью этого устройства
Способ изготовления оправок для трубопрокатного стана
Способ сверления глубокого отверстия в заготовке на универсальном токарном станке
Способ правки корытообразного изделия
Способ изготовления ступенчатых полых поковок
Способ герметизации трубы
Способ изготовления ступенчатых полых деталей
Способ термообработки оправок трубопрокатных станов
Способ изготовления внутреннего прямолинейного канала в длинномерной трубе на токарном станке
Способ изготовления оправок для трубопрокатного стана

