Результат интеллектуальной деятельности: Способ изготовления пропитанных смолой деталей из композиционного материала
Вид РИД
Изобретение
Изобретение относится к способам изготовления пропитанных смолой деталей из композиционного материала и может применяться в различных областях (авиационной, космической, судостроительной, автомобильной и других).
Аналогом изобретения является патент RU 2480335 С1, МПК В29С 70/44, опубл. 27.04.2013 г. Изобретение относится к способу изготовления упрочненных волокном деталей из сухих заготовок на основе композитного материала методом вакуумной инфузии. Способ реализуется на устройстве, которое включает полости, ограниченные мембранами, за счет чего достигается эффективное удаление газообразных включений и избыточного количества смолы по всей поверхности волокнистой преформы и, таким образом, достигается высокое качество упрочненных волокном деталей.
Недостатком известного изобретения является необходимость применения дополнительного устройства, сложная конструкция оснастки и сложная упаковка, что влечет за собой повышенную трудоемкость и материалоемкость при изготовлении деталей из композиционного материала.
Наиболее близким по технической сущности к заявляемому изобретению является способ изготовления пропитанных смолой деталей из композиционного материала, обладающих улучшенными конструкционными характеристиками и внешним видом поверхности, по патенту US №7585448 В2, опубл. как US 20080079193 А1, кл. В29С 70/44, 03.04. 2008 - прототип.
Способ изготовления пропитанных смолой деталей из композиционного материала включает размещение сухой композитной преформы на формующем элементе устройства, размещение трубки для распределения смолы, обернутой в распределительную среду, над
преформой, размещение линии отвода смолы в непосредственной близости от преформы, упаковку преформы, обернутой в распределительную среду трубки для распределения смолы и линии отвода смолы в вакуумный мешок, введение смолы в упакованную в мешок преформу через трубку для распределения смолы и отверждение пропитанной смолой преформы, упакованной в мешок. Трубка для распределения смолы размещается в складке вакуумного мешка над преформой таким образом, чтобы трубка для распределения смолы не соприкасалась с преформой, что позволяет избежать отпечатывания вспомогательных материалов на рабочей поверхности пропитанной смолой детали из композиционного материала.
Недостатками известного способа являются необходимость применения вспомогательных приспособлений и материалов для размещения трубки для распределения смолы над преформой, сложная упаковка, а также повышенный расход смолы при пропитке композитной преформы.
Все указанные выше недостатки ведут к увеличению трудоемкости и материалоемкости при изготовлении пропитанной смолой детали из композиционного материала.
Задачей настоящего изобретения является снижение трудоемкости и материалоемкости при изготовлении пропитанных смолой деталей из композиционного материала за счет исключения вспомогательных приспособлений и материалов, а также снижения расхода смолы при пропитке композитной преформы за счет размещения трубки для распределения смолы в материале преформы в зоне технологического припуска.
Задача решается тем, что:
1. Способ изготовления пропитанных смолой деталей из композиционного материала, включающий размещение сухой композитной преформы и трубки для распределения смолы на формующем элементе устройства, размещение линии отвода смолы в непосредственной близости от преформы, упаковку преформы и линии отвода смолы в вакуумный мешок, введение смолы в упакованную в мешок преформу через трубку для распределения смолы и отверждение пропитанной смолой преформы, упакованной в мешок, отличающийся тем, что размещение трубки для распределения смолы производится в ходе изготовления преформы путем внедрения трубки для распределения смолы в материал преформы в зоне технологического припуска.
2. Способ может дополнительно включать фиксацию трубки для распределения смолы в материале преформы путем прошивки.
3. Способ может использовать разное количество трубок для распределения смолы в зависимости от сложности конструкции.
Размещение трубки для распределения смолы выполнялось в ходе изготовления преформы путем внедрения в материал преформы в зоне технологического припуска. Для дополнительной фиксации трубки в материале преформы может использоваться прошивка.
Подготовленная таким образом композитная преформа с трубкой для распределения смолы размещается на формующем элементе устройства, упаковывается в вакуумный мешок, пропитывается смолой и отверждается. После отверждения трубка для распределения смолы удаляется вместе с технологическим припуском механическим способом.
Такой способ изготовления пропитанных смолой деталей из композиционного материала исключает необходимость использования вспомогательных приспособлений и материалов для размещения трубки над композитной преформой. Кроме того, размещение трубки для распределения смолы в зоне технологического припуска позволяет снизить расход смолы при пропитке преформы. За счет этого достигается снижение трудоемкости и материалоемкости при изготовлении пропитанной смолой детали из композиционного материала.
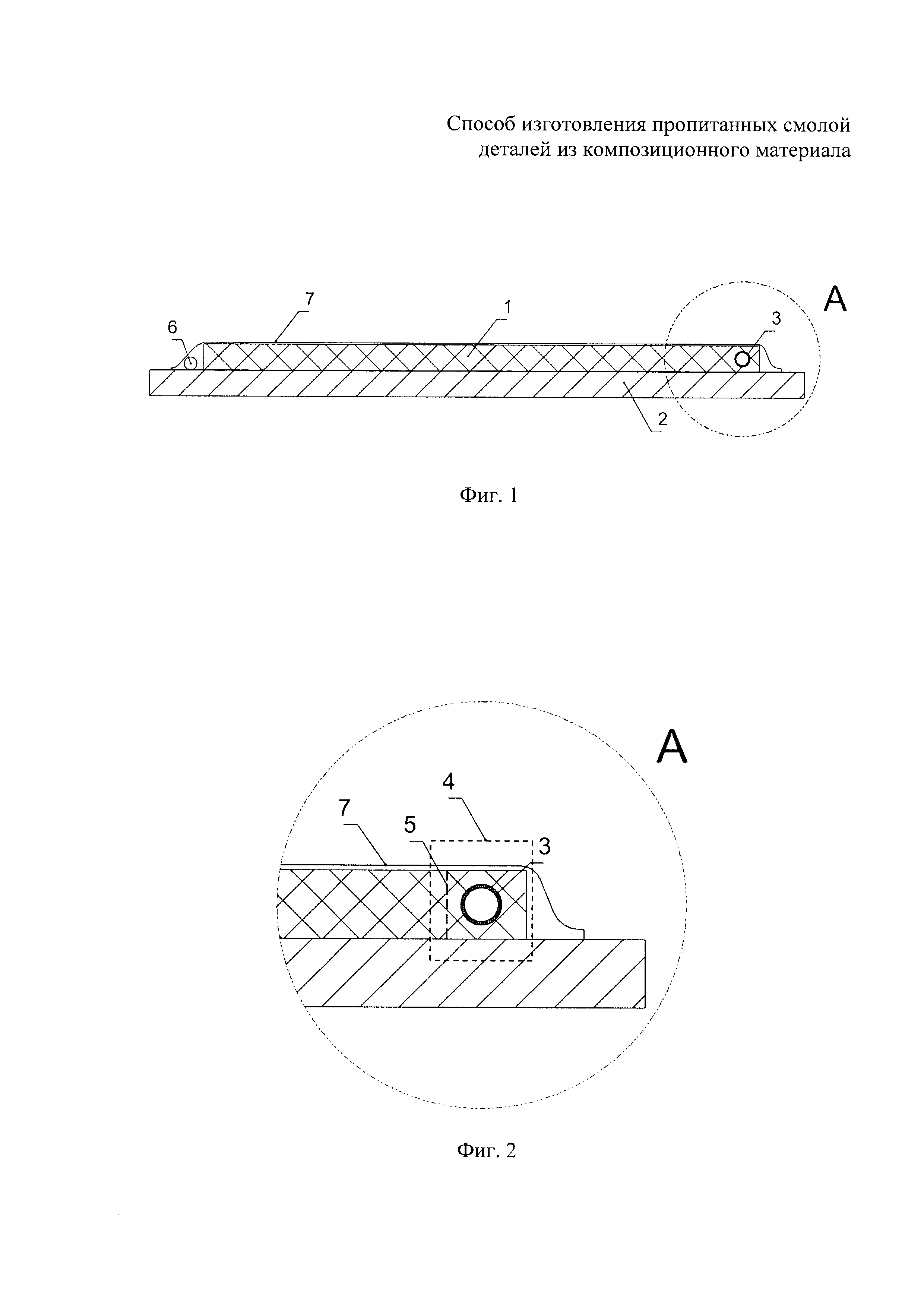
На фиг. 1 изображено сечение упакованной в вакуумный мешок преформы плоской пластины.
На фиг. 2 изображено сечение преформы в зоне технологического припуска.
Предлагаемый способ изготовления пропитанных смолой деталей из композиционного материала включает размещение сухой композитной преформы 1 на формующем элементе устройства 2. Преформа 1 содержит трубку для распределения смолы 3 в зоне технологического припуска 4, внедренную в материал преформы в ходе ее изготовления. Для дополнительной фиксации трубки для распределения смолы 3 в материале преформы 1 может использоваться прошивка 5. После размещения преформы 1 на формующем элементе устройства 2 устанавливается линия отвода смолы 6. Затем преформа 1, линия отвода смолы 6 упаковываются в вакуумный мешок 7, после чего смола вводится в преформу 1 через трубку для распределения смолы 3 и происходит отверждение пропитанной смолой преформы.
Предлагаемый способ изготовления пропитанных смолой деталей из композиционного материала позволяет снизить трудоемкость и материалоемкость при изготовлении пропитанных смолой деталей из композиционного материала за счет исключения необходимости использования вспомогательных приспособлений и материалов, а также снижения расхода смолы за счет размещения трубки для распределения смолы в материале преформы в зоне технологического припуска.
Способ изготовления высокопористого абразивного инструмента
Способ правки шлифовального круга с выпуклым профилем с помощью алмазного ролика
Способ формования ударостойких прозрачных полимерных листов
Сплав на основе никеля для нанесения износо- и коррозионностойких покрытий микроплазменным или холодным сверхзвуковым напылением
Аппарат на воздушной подушке
Гиперзвуковой прямоточный воздушно-реактивный двигатель и способ организации рабочего процесса
Способ определения статических и нестационарных аэродинамических производных моделей летательных аппаратов и устройство для его осуществления
Способ получения 11бета, 17альфа, 21-тригидрокси-16альфа-метил-9альфа-фторпрегна-1,4-диен-3,20-диона (дексаметазона) из фитостерина
Векторное приемное устройство
Способ контроля подводного шума плавсредства с помощью забортного гидроакустического средства измерений (варианты)
Способ изготовления стеклокерамического материала кордиеритового состава
Стенд для определения вращательных производных аэродинамических сил и моментов модели в аэродинамической трубе
Комплект спецодежды
Способ приготовления абразивной массы для высокопористого инструмента
Способ изготовления абразивного инструмента
Пневмосистема для судна с воздушными кавернами на днище
Стенд для измерения массы и координат центра масс изделий
Сплав на основе меди
Способ изготовления листов и плит из алюминиевых сплавов
Способ создания потока газа в гиперзвуковой аэродинамической трубе и аэродинамическая труба

