Результат интеллектуальной деятельности: Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способам получения биаксиально текстурированных подложек.
Биаксиально текстурированная подложка служит основой для эпитаксиального нанесения на нее буферных и высокотемпературного сверхпроводящего (ВТСП) слоев. Готовая многослойная лента может быть использована для передачи электроэнергии с наименьшими потерями, создания сильных магнитных полей в безгелиевых ВТСП соленоидах, для проектирования экономичных, с улучшенными массогабаритными характеристиками изделий для электроэнергетики и других отраслей экономики.
Проблема получения металлических лент-подложек с высокой степенью совершенства кубической текстуры {100}<001> возникла в конце 90-х гг. в связи с появлением технологии получения высокотемпературных сверхпроводников (ВТСП) второго поколения, основанной на эпитаксиальном нанесении керамического ВТСП через буферные слои на текстурованную металлическую подложку [Goyal A., Norton D.P., Budai J.D., Phavantham N., et. al. High Critical Current Density Superconductors Tapes by Epitaxial Deposition of YBa2Cu3Ox Thick Films on Biaxially Texturated Metals // Appl. Phys. Lett. 1996. V. 69, №. 16. P. 1795-1797].
Основной характеристикой ленточных многослойных ВТСП является величина критического тока, которая в значительной степени определяется остротой кристаллографической текстуры в материале сверхпроводника, наследуемой от кубической текстуры металлической подложки. Кроме того, на величину критического тока влияет магнитное состояние материала подложки. Чем меньше магнитная проницаемость подложки, тем больше критический ток, поэтому желательно, чтобы материал подложки был немагнитен при рабочей температуре ВТСП. Для производства длинных лент в промышленности необходимо также иметь достаточно высокие прочностные свойства несущей металлической ленты, которая обеспечивает структурную целостность слоя ВТСП.
Кубическая текстура после рекристаллизационного отжига получается только в тех металлах и сплавах с гранецентрированной кубической решеткой (ГЦК), которые имеют достаточно высокие значения энергии дефектов упаковки (ЭДУ). Величина ЭДУ определяет тип многокомпонентной текстуры деформации. Текстуры деформации ГЦК металлов содержат три основные компоненты: S {123}<634>, С {112}<111> и В {110}<112> [Вишняков Я.Д., Бабарэко А.А., Владимиров С.А., Эгиз И.В. Теория образования текстур в металлах и сплавах. М.: Наука. 1979. 343 с.]. Считается, что в материалах с низкой ЭДУ, таких как α-латунь, получает развитие только компонента (В). В материалах с высокой ЭДУ, таких как А1 и Ni, преобладают в текстуре деформации компоненты S и С. В материалах со средними значениями ЭДУ, например, в Сu, присутствуют все компоненты - С, S и В. В материалах с текстурой деформации «типа меди» (материалы со средней и высокой ЭДУ) после первичной рекристаллизации формируется кубическая текстура {100}<001>, а в материалах с текстурой деформации «типа латуни», т.е. с низкой ЭДУ, кубическая текстура не образуется. При легировании металла с высоким и средним значением ЭДУ происходит снижение ЭДУ сплава и после рекристаллизационного отжига кубическая текстура будет образовываться только в тех сплавах, в которых не произошел текстурный переход от текстуры деформации «типа меди» к текстуре деформации «типа латуни». Этот переход происходит, когда сумма объемных долей компонент C (112}<111> и S {123}<634> примерно равна удвоенной объемной доле компоненты B {110}<112> [Гервасьева И.В., Соколов Б.К., Родионов Д.П., Хлебникова Ю.В. Образование текстуры в сплавах никеля с некоторыми d - переходными металлами. 1. Текстура деформации // ФММ. 2003. Т. 95. №1. C. 77-84; Гервасьева И.В., Соколов Б.К., Родионов Д.П., Хлебникова Ю.В., Подкин Я.В. Образование текстуры в сплавах никеля с некоторыми d-переходными металлами. 2. Текстура рекристаллизации // ФММ. 2003. T. 96. №2. C. 95-101].
Подложка может быть текстурирована с применением деформационных процессов, таких как деформация с использованием прокатки и рекристаллизационного отжига подложки. Примером такого процесса является процесс биаксиального текстурирования подложки с помощью прокатки (RABiTS-процесс, от англ. «rolling-assisted biaxially textured substrate»). В этом случае большие количества металла могут быть экономично обработаны путем деформации холодной прокаткой и рекристаллизационного отжига, в результате чего приобретают высокую степень текстурированности [Патенты США №5739086, №5741377, №5898020].
Известен способ изготовления биаксиально текстурированной подложки, включающий выплавку, ковку, холодную прокатку и последующий рекристаллизационный отжиг, в котором используются различные чистые металлы: Ni, Cu, Pd, Pt, Ag и некоторые сплавы перечисленных металлов [Патент США №6180570].
Однако перечисленные чистые металлы обладают в текстурированном состоянии очень низким значением предела текучести. К тому же изготовление ленты-подложки в промышленных масштабах из биаксиально текстурированного палладия (или платины) невозможно из-за высокой стоимости металла. В описанном способе изготовления подложки не все металлы обеспечивают после соответствующих технологических процедур формирование острой кубической текстуры и необходимого уровня прочности. Например, в серебре при прокатке при комнатной температуре образуется текстура деформации такого компонентного состава, что становится невозможно получить кубическую текстуру рекристаллизации при последующем отжиге [Вассерман Г., Гревен И. Текстуры металлических материалов. М.: Металлургия, 1969. 655 с.]. В чистой меди, а также в чистом никеле, после высоких степеней холодной прокатки образуется текстура такого компонентного состава, что обеспечивается формирование в ленте после первичной рекристаллизации острой кубической текстуры, но низкие прочностные свойства не позволяют производить длинные ленты.
Известен способ производства биаксиально текстурированной подложки, включающий выплавку, ковку, холодную реверсивную прокатку до степени деформации более 97% и рекристаллизационный отжиг при температуре ≥1000°C, в котором используют различные бинарные сплавы на основе никеля, наиболее предпочтительным из которых является бинарный сплав на основе Ni с 5 мас. % W [Патент РФ №2408956].
Такой сплав обладает высокой степенью совершенства кристаллографической текстуры и необходимой прочностью, но никель сильный ферромагнетик и при 77 К, т.е. рабочей температуре ВТСП, сплав Ni с 5 мас. % W является ферромагнитным. Поскольку на величину критического тока в сверхпроводящем слое влияет магнитное состояние материала подложки (чем меньше магнитная проницаемость подложки, тем больше критический ток), необходимо, чтобы материал подложки был немагнитен при рабочей температуре ВТСП. К тому же использование в качестве легирующего элемента тугоплавкого вольфрама создает ряд технологических трудностей на стадии выплавки сплава, в частности при изготовлении лигатур.
Известен также способ изготовления биаксиально текстурированной подложки из медно-никелевого сплава, включающий выплавку, ковку, холодную реверсивную прокатку до степени деформации более 95% и рекристаллизационный отжиг при температуре ≥800°C, в котором в качестве медно-никелевого сплава используют бинарные сплавы с содержанием меди от 30 до 55 ат. %, предпочтительным из которых является немагнитный при температуре 77 К бинарный сплав Ni-55 ат. % Cu. [Патент США 5964966]. Такой медно-никелевый сплав обладает трехкратным упрочнением (по σ0,2) в сравнении с чистой медью.
Однако стремление уменьшить толщину металлической подложки с целью уменьшения веса конструкции ВТСП-провода диктует необходимость дальнейшего увеличения прочности ленты. Увеличение прочности медно-никелевого сплава за счет увеличения содержания в нем никеля невозможно, поскольку содержанием никеля 45-46 ат. % является предельным для сохранения парамагнитного состояния сплава (немагнитного при температуре жидкого азота 77 К). Следовательно, нет возможности достичь необходимого уровня прочности, используя двойные медно-никелевые сплавы.
Наиболее близким к заявляемому по технической сущности является способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе - константана, включающий выплавку, ковку, холодную реверсивную прокатку до степени деформации более 95% и рекристаллизационный отжиг при температуре ≥900°C [Varanasi C.V., Brunke L., J Burke, Maartense I., Padmaja N., Efstathiadis H., Chaney A. and Barnes P.N. Biaxially textured constantan alloy (Cu 55 wt%, Ni 44 wt%, Mn 1 wt%) substrates for YBa2Cu3O7-x coated conductors // Supercond. Sci. Technol. 2006. V. 19. P. 896-901.] Этот сплав по составу близок к промышленному константану Cu-43% Ni-1,5% Mn (американский стандарт С - 72150).
Однако введение в медно-никелевую основу такого третьего элемента как марганец не дает преимуществ с точки зрения упрочнения сплава. Присутствующий в промышленном константане марганец является технологической добавкой при раскислении жидкого металла во время выплавки. Марганец при введении его в медный твердый раствор оказывается в 5-6 раз менее эффективным упрочнителем в расчете на 1% легирующего элемента, чем такие элементы, как хром и железо [Мальцев М.В., Барсукова Т.А., Борин Ф.А. Металлография цветных металлов и сплавов. М.: ГНТИ по черной и цветной металлургии, 1960. 372 с. (с. 15)]. Следовательно, марганец, присутствующий в данном тройном сплаве на медно-никелевой основе, не позволяет достичь необходимого уровня прочности.
В основу изобретения положена задача повышения прочности биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе для эпитаксиального нанесения высокотемпературных сверхпроводящих слоев, при сохранении остроты кристаллографической текстуры и немагнитности при рабочей температуре высокотемпературного сверхпроводника 77 К.
Поставленная задача решается тем, что в способе изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе для эпитаксиального нанесения высокотемпературных сверхпроводящих слоев, включающем выплавку тройного сплава, ковку, холодную реверсивную прокатку ленты до степени деформации ≥97% и рекристаллизационный отжиг при температуре ≥1000°C, согласно изобретению в качестве при выплавке в сплав на медно-никелевой основе в качестве легирующего элемента вводят железо, или ванадий, или хром при следующем соотношении компонентов, ат. %:
железо ≤ 3 ат. %, или
ванадий ≤ 1.1 ат. %, или
хром ≤ 3 ат. %,
никель - 40-45 ат. %,
медь - остальное.
Для создания тройных сплавов на медной основе, в которых можно получить острую кубическую текстуру, целесообразно использовать сплавы с содержанием никеля не более 45 ат. %, поскольку они немагнитные при температуре жидкого азота 77 К.
Легирование медно-никелевого твердого раствора некоторыми 3d-переходными элементами 4 периода, такими как хром, железо и ванадий, существенно повысит прочностные свойства прокатанной ленты, поскольку упрочняющая способность этих металлов выше, чем у марганца, содержащегося в известном тройном сплаве на медно-никелевой основе [Varanasi C.V., Brunke L., J Burke, Maartense I., Padmaja N., Efstathiadis H., Chaney A. and Barnes P.N. Biaxially textured constantan alloy (Cu 55 wt%, Ni 44 wt%, Mn 1 wt%) substrates for YBa2Cu3O7-x coated conductors // Supercond. Sci. Technol. 2006. V. 19. P. 896-901].
Легирование медно-никелевого сплава любым из перечисленных элементов: железо, ванадий, хром, не приводит к изменению типа текстуры деформации в сторону снижения склонности к образованию кубической текстуры рекристаллизации при отжиге сплава. Нами был исследован процесс изменения компонентного состава текстуры деформации и образования кубической ориентировки после первичной рекристаллизации в тройных сплавах на медно-никелевой основе с добавками хрома, железа или ванадия, а также для сравнения в чистых меди, никеле и двойном медно-никелевом сплаве.
Для всех тройных сплавов сумма основных деформационных компонент C и S больше удвоенного количества компоненты В (табл. 1) и после рекристаллизационного отжига при температуре ≥1000°C в прокатанных лентах из этих сплавов формируется острая кубическая текстура с объемной долей зерен, имеющих ориентацию {001}<100>±10° более 99% (фиг. 1).
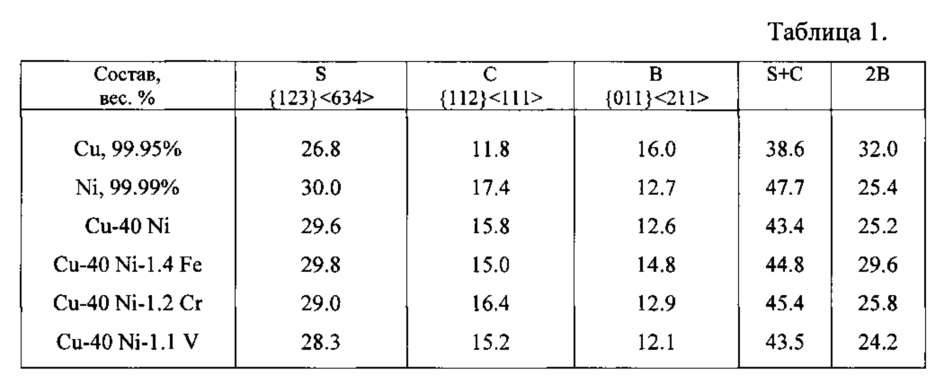
В таблице 1 приведена объемная доля (±10°) основных компонент текстуры деформации в образцах меди, никеля, сплава Cu-40% Ni и тройных сплавов на медно-никелевой основе, %.
Легирование меди никелем приводит не к уменьшению, а, наоборот, к некоторому увеличению ЭДУ чистого металла [Gallagher P.C.J. The Influence of Alloying, Temperature, and Related Effects on the Stacking Fault Energy // Met. Trans. 1970. V. 1. P. 2429-2460], что, в свою очередь, приводит к изменению типа текстуры деформации в сторону усиления склонности к образованию кубической текстуры рекристаллизации при отжиге двойного медно-никелевого сплава. Комплексное легирование меди никелем и 3 d-переходным металлом 4 периода при создании тройного сплава на медно-никелевой основе позволяет добиться существенного упрочнения ленты, при сохранении немагнитности и склонности двойных медно-никелевых сплавов к образованию совершенной кубической текстуры рекристаллизации. Добавка в качестве третьего элемента хрома, железа или ванадия в двойной медно-никелевый сплав, приводящая к четырехкратному упрочнению ленты-подложки (табл. 2), позволяет уменьшить толщину ленты-подложки и, следовательно, вес всей конструкции ВТСП-провода. Нами установлены пороговые значения содержания легирующего элемента (Cr, Fe или V) в тройных сплавах на медно-никелевой основе, вес. %: 0.5≤Cr≤3; 0.5≤Fe≤3; 0.5≤V≤1.1. При содержании в тройном сплаве на медно-никелевой основе Cu-Ni-Me (Me=Cr, Fe, V) менее 0.5 вес. % легирующей добавки не будет достигаться необходимый уровень прочности ленты-подложки. С другой стороны, количество хрома 3 вес. % в тройном сплаве на медно-никелевой основе соответствует его предельной растворимости в ГЦК медно-никелевой матрице и превышение этого значения может привести к появлению частиц второй фазы, что в свою очередь может привести к деградации кубической текстуры. Аналогичная ситуация наблюдается и для сплава Cu-Ni-V с той разницей, что величина предельной растворимости ванадия в медно-никелевой ГЦК-матрице ниже и составляет ≤1.1 вес. %. При создании тройного сплава Cu-Ni-Fe необходимо учитывать еще и тот факт, что добавки ферромагнитного железа повышают температуру Кюри сплава и при содержании железа более 3% подложка из тройного сплава на медно-никелевой основе будет магнитной при рабочей температуре сверхпроводника.
Степень совершенства кубической текстуры рекристаллизации исследованных нами тройных сплавов Cu-Ni-Fe, Cu-Ni-Cr, Cu-Ni-V представлена на фиг. 1 и в табл. 2.
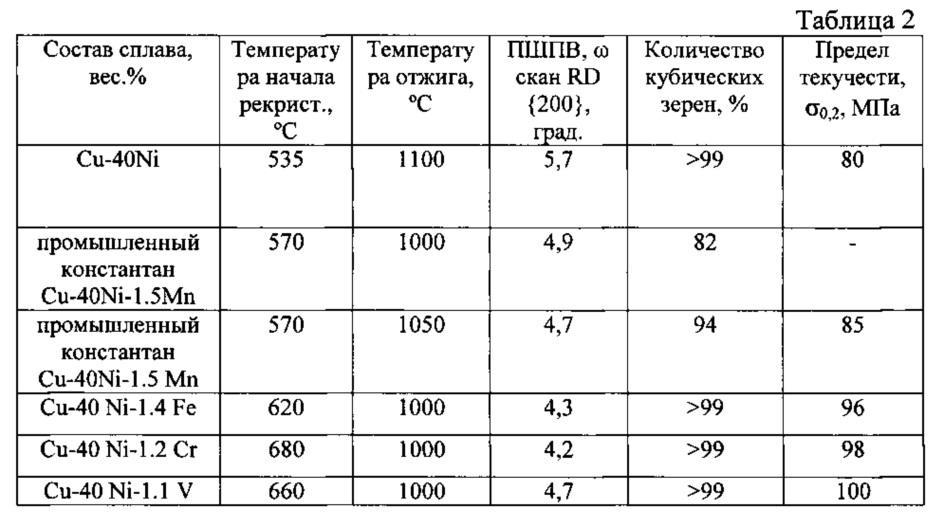
В таблице 2 приведен химический состав, механические свойства и параметры кубической текстуры исследованных тройных сплавов на медно-никелевой основе.
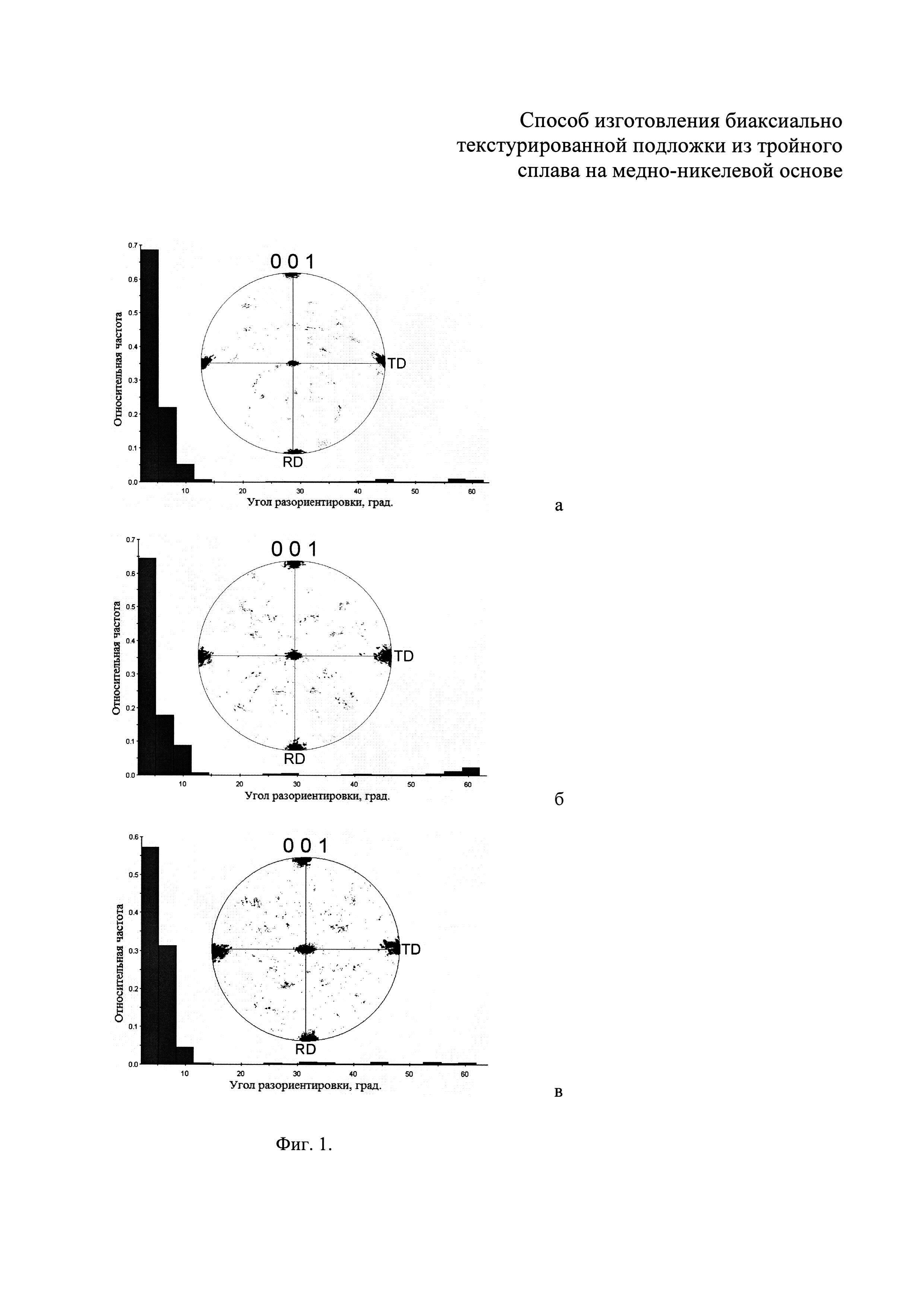
На фиг. 1. показаны гистограммы разориентировки границ зерен и полюсные фигуры {001} для лент из сплавов Cu - 40% Ni - 1.4% Fe (а), Cu - 40% Ni - 1.2% Cr (б), Cu - 40% Ni - 1.1% V (в) после рекристаллизационного отжига 1100°C, 1 ч. Объемная доля кубических зерен с рассеянием ±10° составляет более 99%.
Способ осуществляют следующим образом.
Тройные сплавы на медно-никелевой основе выплавляют в алундовых тиглях в атмосфере аргона в вакуумной индукционной печи. Используют бескислородную медь чистотой 99.95%, никель чистотой 99.99%, карбонильное переплавленное железо чистотой 99.94%, хром и ванадий чистотой не ниже 99.93%. Слитки подвергают ковке при температуре в интервале 1000-800°C на прутки сечением 10×10 мм. После шлифовки получают заготовки 9×9×150 мм, которые отжигают при 550-600°C в течение 1.5 ч. Средняя величина зерна в заготовках не должна превышать 40-50 мкм. Холодную прокатку заготовок осуществляют в два этапа: 1 этап на прокатном стане с диаметром валков 180 мм (деформация ~90%, число проходов 35-40); 2 этап - на двухвалковом прокатном стане с полированными валками диаметром 55 мм до ленты толщиной 80-100 мкм, степень холодной деформации составляет 98-99%. Прокатка реверсивная. Рекристаллизационный отжиг для получения биаксиальной текстуры проводят в течение 1 часа в вакуумной печи (3⋅10-5 мм рт. ст.) при температурах 900, 950, 1000, 1050 или 1100°C. Нагрев ленточных образцов, помещенных в вакуумный контейнер, осуществляют посадкой в печь, нагретую до требуемой температуры, охлаждение образцов после отжига - вне печного пространства. После рекристаллизационного отжига при температуре ≥1000°C в прокатанных лентах из всех сплавов формируется острая кубическая текстура с объемной долей зерен, имеющих ориентацию {001}<100>±10° более 99%.
Пример 1
Сплав: Ni - 40%, V - 1,1%, Cu - остальное, выплавлен в атмосфере аргона в вакуумной индукционной печи. Используется бескислородная медь чистотой 99.95 вес. %, никель чистотой 99.99 вес. % и ванадий чистотой не ниже 99.93 вес. %. Слиток весом 500 г прокован при 1000-800°C на пруток сечением 10×10 мм. Полученный пруток подвергался шлифовке до размера 9×9×150 мм. Далее проводили отжиг прутка при температуре 600°C в течение 1.5 ч для создания однородной мелкозернистой структуры. Отожженный пруток шлифовался на сечение 6×6 мм. Исходный размер зерна перед холодной прокаткой составлял 40 мкм. Реверсную прокатку осуществляли при комнатной температуре. Степень деформации составляла 98.6%, конечная толщина ленты ~85 мкм. Сумма объемных долей компонент текстуры деформации составляла: S+C=42.5%, 2B=24,2% (табл. 1). Сумма объемных долей компонент S и С намного превышает удвоенную объемную долю компоненты В, что говорит о реализации в ленте острой кубической текстуры после рекристаллизационного отжига. В результате рекристаллизационного отжига в вакууме при температуре 1000°C в течение 1 ч в сплаве сформировалась острая кубическая текстура с содержанием зерен ориентации {001}<100>±10°≥99% (см. фиг. 1в).
Сплав: Ni - 40%, V - 1,1%, Cu - остальное, обладает высокой термической устойчивостью к развитию вторичной рекристаллизации. Предел текучести готовой ленты составляет 100 МПа (см. табл. 2), что почти в 4 раза превышает предел текучести ленты из чистой меди и на 15 МПа выше предела текучести тройного сплава на медно-никелевой основе с добавкой марганца (см. табл. 2). Сплав является немагнитным при рабочих температурах высокотемпературного сверхпроводника.
Способ неразрушающего контроля качества пайки токоведущих соединений
Индикатор магнитного поля
Винтовой имплантат для остеосинтеза шейки бедренной кости
Способ производства электротехнической стали
Сложный оксид кадмия и железа и способ его получения
Способ производства электротехнической анизотропной стали
Скважинный акустический излучатель
Способ изготовления ленты из железоникелевого сплава fe-(49-50,5) мас. % ni, имеющей острую кубическую текстуру
Способ ультразвуковой упрочняющей обработки деталей
Способ изготовления резистивного материала из упорядочивающегося сплава на основе cu-pd
Способ неразрушающего контроля качества пайки токоведущих соединений
Индикатор магнитного поля
Винтовой имплантат для остеосинтеза шейки бедренной кости
Способ производства электротехнической стали
Сложный оксид кадмия и железа и способ его получения
Устройство для контроля остаточных механических напряжений в деформированных ферромагнитных сталях
Способ производства электротехнической анизотропной стали
Скважинный акустический излучатель
Способ изготовления ленты из железоникелевого сплава fe-(49-50,5) мас. % ni, имеющей острую кубическую текстуру
Способ ультразвуковой упрочняющей обработки деталей

