Результат интеллектуальной деятельности: Способ производства электротехнической стали
Вид РИД
Изобретение
Изобретение относится к металлургии и может быть использовано для улучшения эксплуатационных характеристик холоднокатаных электротехнических полос сталей.
Ускоренное развитие электроэнергетики и прогресс в производстве электротехнического оборудования диктуют необходимость постоянного повышения качества используемых электротехнических материалов и, в частности, улучшения магнитных свойств электротехнической анизотропной стали (ЭАС). Магнитные свойства ЭАС (особенно удельные магнитные потери P1,7/50) определяет магнитная доменная структура (размер, конфигурация и расположение областей самопроизвольной намагниченности в кристаллитах - магнитных доменов) и ее динамическое поведение (перестройка путем перемещения границ доменов) при намагничивании и перемагничивании, которые в значительной степени зависят от геометрии холоднокатаной полосы. Под геометрией полосы следует понимать ее планшетность (плоскостность) и состояние поверхности (шероховатость). Задача получения полосы с гладкой поверхностью является наиболее перспективным направлением исследований по улучшению магнитных свойств ЭАС [Редикульцев А.А., Цырлин М.Б. Производство электротехнических сталей: вчера, сегодня, завтра. Черная металлургия. 2013. №1. С. 44-63].
При изучении поверхности прокатанных на конечную толщину полос ЭАС, произведенных на ОАО «Ашинский металлургический завод» и ООО «ВИЗ-Сталь», обнаружен волнообразный микрорельеф - гофры, расположенные вдоль и поперек направления прокатки. Такой рельеф не имеет ничего общего с нарушениями планшетности полосы (елочкой, коробоватостью и т.п.), причины появления которых давно известны [Лифанов В.Ф. Прокатка трансформаторной стали. - М.: Металлургия, 1975. 200 с.]. Наблюдаемый микрорельеф, как показано в [Губернаторов В.В., Соколов Б.К., Гервасьева И.В., Владимиров Л.Р. О формировании полосовых структур в структурно однородных материалах при деформации. Физическая мезомеханика. 1999. Т. 2. №1-2. С. 156-162], неизбежно сопутствует прокатке (особенно листовой). Образование такой шероховатости является следствием градиента напряженно-деформированного состояния по сечению полосы и стесненности течения различных слоев металла в очаге деформации [Губернаторов В.В., Владимиров Л.Р., Сычева Т.С., Долгих Д.В. Явление гофрирования и формирование структуры и текстуры в металлических материалах при деформации и рекристаллизации: 1. Геометрическая модель пластического течения структурно-однородных сред при прокатке. Физическая мезомеханика. 2001. Т. 4. №5. С. 97-101]. Наличие выступов и впадин (более ±2 мкм) на поверхности препятствует перемещению границ магнитных доменов при перемагничивании и существенно ухудшает магнитные свойства ЭАС.
Известны способы производства ЭАС, в которых наряду с базовым набором операций, который включает выплавку и разливку стали, горячую прокатку, двух- или однократную холодную прокатку полосы, обезуглероживающий отжиг в промежуточной или конечной толщине, нанесение термостойкого антипригарного покрытия, высокотемпературный отжиг, выпрямляющий отжиг и нанесение электроизоляционного покрытия, для повышения уровня магнитных свойств предложены дополнительные операции по улучшению геометрии полосы.
В способе производства тонколистовой электротехнической анизотропной стали [Патент РФ №2233892] в базовом наборе операций после второй холодной прокатки добавляют правку предварительно подогретой до 50-200°С полосы путем растяжения с изгибом. Этот способ может повлиять только на планшетность полосы, а шероховатость может даже усугубиться; кроме того, дополнительный подогрев требует увеличения затрат.
В способе производства анизотропной электротехнической стали [Заявка РФ №92010347] в базовом наборе операций выпрямляющий отжиг ведут совместно с пластической деформацией полосы в диапазоне 0,3-0,6% путем растяжения в направлении прокатки. Но таким способом можно устранить только рулонную кривизну.
В способе получения листовой электротехнической стали с ориентированными зернами и повышенными магнитными характеристиками. [Заявка Японии №63-295338] в базовом наборе операций шероховатость поверхности листа регулируют в пределах 6-15 мкм путем проведения холодной прокатки до получения полосы конечной толщины за ≥2 прохода. Наличие такого грубого рельефа, несомненно, отрицательно влияет на уровень магнитных свойств, а увеличение числа проходов >2 ведет к удорожанию производства.
В способе изготовления анизотропной кремнистой стали с низкими потерями в железе [Заявка Японии №60-146709] в базовом наборе операций после высокотемпературного отжига поверхность полосы полируют до средней высоты микронеровностей ≤0,4 мкм. Способ дает желаемый результат, но очень нетехнологичен, так как нереально полировать тысячи тонн продукции.
Наиболее близким по технической сущности к заявляемому является способ производства анизотропной электротехнической стали [Патент РФ №2098493], включающий выплавку стали, горячую прокатку, травление, двукратную холодную прокатку, обезуглероживающий отжиг в промежуточной или конечной толщине, предварительный отжиг в колпаковой или проходной печи, дрессировку отожженных при 550-800°С полос, нанесение защитного покрытия, высокотемпературный отжиг, выпрямляющий отжиг с нанесением электроизоляционного покрытия.
Дрессировка - это холодная прокатка с малыми обжатиями, которая проводится, прежде всего, для улучшения плоскостности полосы [Зотова В.Ф., Елина В.Е. Холодная прокатка металла. - М: Металлургия. 1988. С. 193-196.].
Недостатки этого способа: он не может гарантировать исчезновения шероховатости на поверхности полосы в силу неизбежного образования собственного микрорельефа по причине неоднородности напряженно-деформированного состояния и стесненности течения металла в очаге деформации; малые степени деформации при дрессировке могут оказаться критическими, что повлечет образование аномально крупного зерна при последующем высокотемпературном отжиге, то есть ухудшение структуры и текстуры, а значит, и магнитных свойств; дрессировка требует проведения предварительного отжига, что ведет к увеличению себестоимости продукции.
В основу заявляемого изобретения положена задача уменьшения удельных магнитных потерь за счет уменьшения шероховатости поверхности полосы после холодной прокатки на конечную толщину.
Поставленная задача решается тем, что в способе производства полосы из электротехнической стали, включающем выплавку и разливку стали, горячую прокатку, две холодные прокатки полосы в рабочих валках клети прокатного стана, обезуглероживающий отжиг, нанесение термостойкого покрытия, высокотемпературный отжиг и выпрямляющий отжиг полосы с нанесением электроизоляционного покрытия, согласно изобретению после окончательной холодной прокатки осуществляют обжатие полосы со степенью не более 10% для уменьшения шероховатости ее поверхности путем протяжки холоднокатаной полосы через рабочие валки стана при отключенном приводе.
Суть изобретения заключается в следующем. Рельеф поверхности полосы ЭАС формируется при холодной прокатке. Поэтому предлагается после окончательной холодной прокатки в техпроцесс производства ЭАС включить операцию обжатия полосы для улучшения поверхности полосы. Эту операцию можно провести путем протяжки полосы с минимальным обжатием, например, на стане для холодной прокатки при отключенном приводе рабочих валков с помощью моталок, без привлечения дополнительного оборудования. Операция обжатия обеспечивает весьма гладкую поверхность и необходимую планшетность [Днестровский Н.З. Волочение цветных металлов и сплавов. - М.: Металлургиздат, 1954. 271 с.]. Приобретенный при этом дополнительный наклеп слишком незначителен по сравнению со степенью холодной прокатки (которая составляет ~70%) и не влияет на последующие стадии производства ЭАС. В результате включения в техпроцесс операции обжатия путем протяжки холоднокатаной полосы через рабочие валки стана при отключенном приводе достигается: улучшение магнитных свойств готовой стали, так как удалены помехи на ее поверхности, препятствующие перемещению границ магнитных доменов при перемагничивании; повышение качества термостойкого и электроизоляционного покрытий и экономия материалов для них, так как эти показатели существенно зависят от состояния покрываемой поверхности.
Таким образом, новый технический результат, обеспечиваемый заявляемым изобретением, заключается в уменьшении шероховатости поверхности полосы ЭАС путем включения операции обжатия путем протяжки холоднокатаной полосы через рабочие валки стана при отключенном приводе после окончательной холодной прокатки, что приводит к уменьшению удельных магнитных потерь на 10%.
Способ осуществлялся следующим образом.
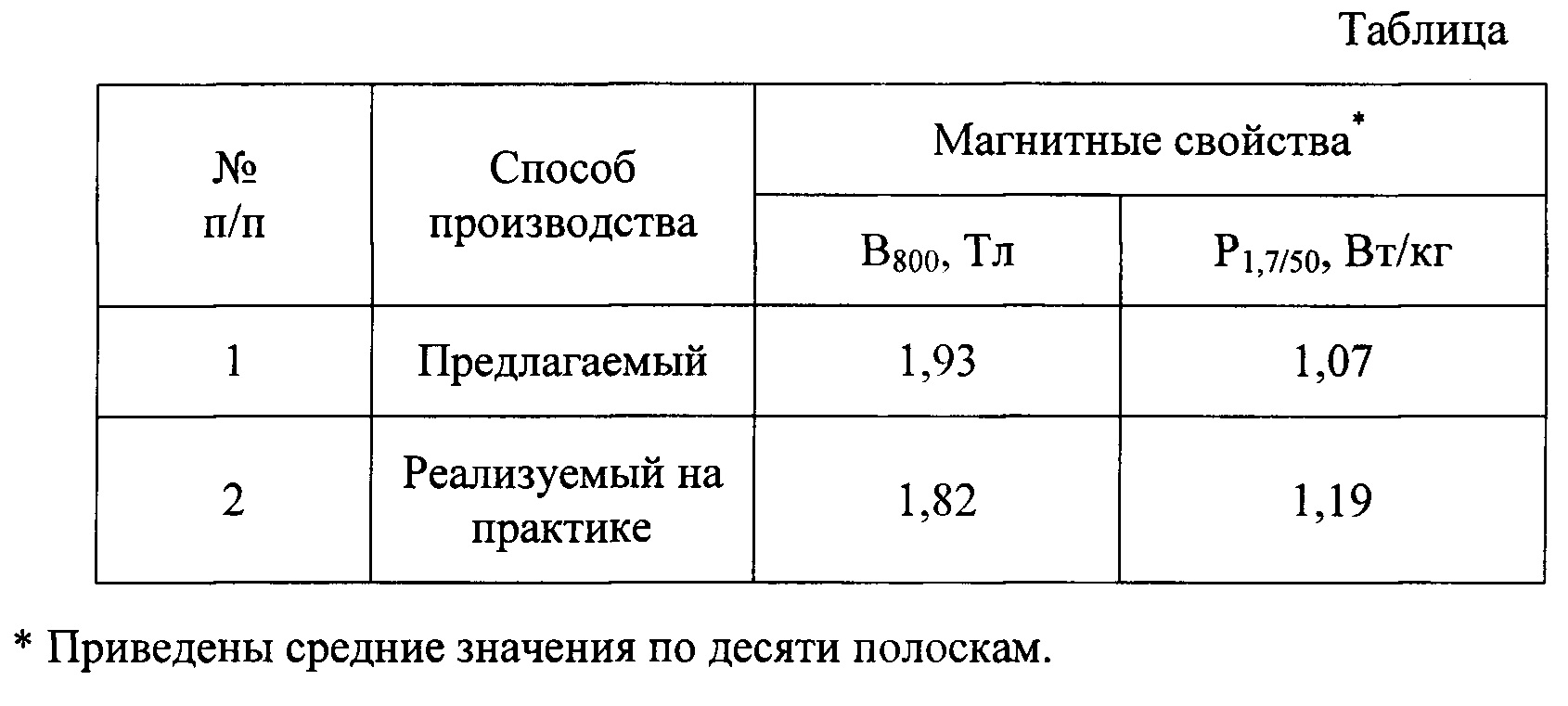
На холоднокатаных полосках ЭАС (состав: кремний 3.00, углерод 0.030, медь 0.50, алюминий 0.010, азот 0.011, марганец 0.30 мас.%, остальное железо) размером 0,23×30×280 мм, имеющих гофры на поверхности с высотой выступов до 2,5 мкм, устраняли рельеф обжатием со степенью 3% на лабораторном стане кварто при комнатной температуре. При этом высота выступов уменьшилась до 0,5 мкм. Затем был произведен высокотемпературный отжиг гладких и шероховатых полосок при 1150°С в течение 24 часов, после которого были измерены магнитные свойства. В таблице приведены данные, полученные при реализации заявляемого способа, в сравнении со способом производства ЭАС, осуществляемым в отечественной промышленности [Производство анизотропной электротехнической стали: Сквозная технологическая инструкция ТИ 106 ПХЛ 2-16-95. - Липецк, АО НЛМК, 1995], взятым за базу сравнения. Их анализ (см. Таблицу) показывает, что включение операции обжатия привело к уменьшению показателя индукции B800 на 5,7%, то есть совершенство зерен и острота кристаллографической текстуры после высокотемпературного отжига не снижаются, а даже немного повышаются; а магнитные потери P1,7/50 снижаются на 10%. Снижение магнитных потерь обусловлено тем, что при обжатии путем протяжки холоднокатаной полосы через рабочие валки стана при отключенном приводе ликвидируется шероховатость полосы, препятствующая перемещению границ магнитных доменов при перемагничивании.
Исходя из данных таблицы, можно сделать вывод, что задача, на решение которой направлено техническое решение, выполнена, при этом достигается получение технического результата, заключающегося в уменьшении шероховатости поверхности полосы ЭАС, путем включения операции обжатия после окончательной холодной прокатки.
Способ термомагнитной обработки анизотропных магнитомягких материалов
Способ производства листовой электротехнической анизотропной стали и листовая электротехническая анизотропная сталь
Способ неразрушающего контроля качества пайки токоведущих соединений
Индикатор магнитного поля
Винтовой имплантат для остеосинтеза шейки бедренной кости
Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе
Сложный оксид кадмия и железа и способ его получения
Способ производства электротехнической анизотропной стали
Скважинный акустический излучатель
Способ ультразвуковой упрочняющей обработки деталей
Способ термомагнитной обработки анизотропных магнитомягких материалов
Способ производства листовой электротехнической анизотропной стали и листовая электротехническая анизотропная сталь
Способ неразрушающего контроля качества пайки токоведущих соединений
Индикатор магнитного поля
Винтовой имплантат для остеосинтеза шейки бедренной кости
Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе
Сложный оксид кадмия и железа и способ его получения
Устройство для контроля остаточных механических напряжений в деформированных ферромагнитных сталях
Способ производства электротехнической анизотропной стали
Скважинный акустический излучатель

