Результат интеллектуальной деятельности: СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПАЙКИ ТОКОВЕДУЩИХ СОЕДИНЕНИЙ
Вид РИД
Изобретение
Изобретение относится к неразрушающему контролю методом вихревых токов и может быть использовано для дефектоскопии и контроля качества пайки токоведущих соединений электрических машин преимущественно большой мощности.
Важнейшей частью промышленного производства являются отрасли, создающие электрические машины для выработки (гидро- и турбогенераторы) и потребления (электродвигатели, сверхпроводящие магниты, предназначенные для создания электромагнитных полей большой мощности и т.д.) электрической энергии. При изготовлении и эксплуатации устройств такого типа большое значение имеет достаточный уровень пропаянности их токоведущих соединений. По техническим условиям надежными считаются соединения, у которых пропаянность (объем припоя по отношению к объему свободного пространства внутри хомута) превышает 60%.
Отсутствие контроля уровня пропаянности таких соединений может приводить к существенным потерям электрической энергии и возникновению аварийных ситуаций. Таким образом, неразрушающий контроль качества пайки токоведущих соединений является актуальной задачей.
Токоведущие соединения статоров гидро- и турбогенераторов, так называемые стержни, обычно состоят из пакета шин, изготавливаемых из меди и соединяются между собой посредством хомутов различной конструкции, внутреннее пространство которых пропаивается припоями на серебряной или свинцово-оловянистой основе. Единственным реально важным и информативным параметром, характеризующим такое соединение, является его электрическое сопротивление.
Прямой способ определения пропаянности соединения стержней заключается в разрубании головки стержня сверху вдоль его проводников (между двух их рядов) и разгибании образовавшихся двух половин соединения на две стороны (при этом не нарушается целостность соединения шин стержней между собой). Затем визуально качественно определяется качество пайки соединения [К.П. Полушкин «Монтаж гидроагрегатов» «Энергия», Ленинградское отделение, 1971, 501 с. (с. 274)].
В связи с тем, что соединения имеют различные типоразмеры и располагаются достаточно близко (от 5 до 30 мм) друг от друга, возможности ультразвукового (УЗК) и радиационного методов контроля ограничены.
Уровень техники в данной области может быть охарактеризован следующими известными способами контроля качества пайки токоведущих соединений электрических машин.
Известен способ вихретокового контроля качества пайки токоведущих соединений электрических машин (вихретоковое устройство «КОНСТАНТА ВД1») достаточной толщины (от 15 до 65 мм) с использованием преобразователя экранного типа [Сясько В.А., Ройтгарц М.Б., Коротеев М.Ю., Соломенчук П.В. Контроль качества паяных соединений стержней статорных обмоток турбогенераторов на заводе «Электросила». - «В мире неразрушающего контроля», №2 (48) - июнь 2010 г., с. 1-9], включающий размещение обмотки возбуждения преобразователя с одной стороны объекта контроля, а измерительной обмотки - с противоположной. На обмотку возбуждения подается переменное (синусоидальное) напряжение с частотой fвозб. Протекающий по обмотке ток создает переменное магнитное поле, взаимодействующее с металлом объекта контроля. В объекте контроля возникают вихревые токи, направление которых противоположно направлению тока в обмотке возбуждения и стремится ослабить его. В измерительной обмотке индуцируется сигнал пропорциональный, в том числе удельной электропроводности объекта контроля. Дефекты пайки рассматривают как уменьшение его эквивалентной электропроводности. Контроль производят в два приема. Вначале преобразователь необходимо прижать щечкой обмотки возбуждения к объекту контроля с одной его стороны, а затем с другой с соблюдением их одинакового взаимного расположения. Оба результата анализируют по отдельности или усредняют.
Известно, что экранные преобразователи обычно используют для контроля объектов небольшой толщины и поле при распространении от обмотки возбуждения к измерительной существенно убывает.
В соответствии с этим, несмотря на то что это убывание поля в определенной мере компенсируется увеличением сигналов от дефектов пайки при их приближении к измерительной обмотке, значительно ограничена толщина соединений, которая может быть проконтролирована с использованием преобразователей такого типа.
Наиболее близким к заявляемому является способ вихретокового контроля качества пайки токоведущих соединений электрических машин [Коган Л.Х., Ничипурук А.П., Розенфельд Е.В., Худяков Б.А. Вихретоковый контроль качества пайки токоведущих соединений электрических машин. II. Эксперимент. Дефектоскопия, 2010, №4, с. 72-82] с использованием вихретокового преобразователя трансформаторного типа с П-образным сердечником, набранным из пластин трансформаторного железа.
Данный способ включает в себя возбуждение в контролируемом паяном соединении вихревых токов, индуцируемых в нем при подаче на токовую (возбуждающую) обмотку такого преобразователя переменного напряжения с частотой, выбираемой в зависимости от толщины соединения и рассчитываемой по формуле f=(503)2/σ·(δ)2 (где f - частота в Гц; σ - электропроводность в МСм/м; δ - толщина соединения в метрах) [Дорофеев А.Л. Электро-индуктивная дефектоскопия. М.: Машиностроение, 1967. 231 с.]. Величина этих вихревых токов пропорциональна пропаянности соединения. Регистрацию их значения производят с использованием сигналов, снимаемых с измерительной обмотки преобразователя, которые детектируют и подают на цифровой индикатор устройства контроля.
В отличие от способа с использованием преобразователя экранного типа вихретоковый преобразователь с сердечником П-образного типа имеет достаточно высокую однородность поля в межполюсном пространстве, которое несущественно изменяется при распространении от одного полюса сердечника к другому. Это позволяет, в отличие от способа, описанного в [Сясько В.А., Ройтгарц М.Б., Коротеев М.Ю., Соломенчук П.В. Контроль качества паяных соединений стержней статорных обмоток турбогенераторов на заводе «Электросила». - «В мире неразрушающего контроля», №2 (48) - июнь 2010 г., с. 1-9], с высокой достоверностью выявлять дефекты пайки такого типа соединений толщиной до 69 мм.
Сечение токоведущих стержней гидро- и турбогенераторов обычно составляет 60-70% от внешнего сечения хомутов соединений. При этом не возникает проблем с влиянием изменений внешнего сечения хомутов на результаты контроля.
Однако данный способ не может быть непосредственно использован для контроля качества пайки токоведущих шин, соединяющих между собой сверхпроводящие магниты большой мощности. Токоведущие шины представляют собой полосы из сверхпроводящего кабеля сечением 15,1×1,5 мм, заключенные в толстую медную оболочку с внешним сечением 20×16 мм. Электропроводность таких кабелей на два порядка меньше, чем у меди. По техническим условиям допуск на внешнее сечение исследуемых соединений как по толщине, так и по высоте не должен превышать ±0,1 мм. В месте соединения концы сверхпроводящих кабелей длиной 135 мм освобождают от медной оболочки и накладывают друг на друга. Между ними вставляют пластинку припоя толщиной 0,4 мм, такие же пластинки прижимают к кабелям сверху и снизу. Этот пятислойный «сэндвич» вкладывается в П-образную медную оправку длиной 150 мм и закрывается медной пластиной (толщиной 6,5 мм), которая с небольшим зазором входит между стенками оправки. В результате оба сверхпроводящих кабеля вместе с тремя пластинами припоя оказываются внутри закрытого медного короба, сечение которого совпадает с сечением соединяемых шин. На последней стадии все соединяемые элементы плотно прижимают друг к другу и нагревают, так что припой плавится и в идеальном случае должен заполнить все зазоры.
По сравнению с токоведущими соединениями гидро- и турбогенераторов сечение 2-х сверхпроводящих кабелей (15,1×3,0 мм) по отношению к внешнему сечению вышеописанного токоведущего соединения (16×20 мм) составляет величину только 14,7%. Вследствие этого описанный выше способ [Коган Л.Х., Ничипурук А.П., Розенфельд Е.В., Худяков Б.А. Вихретоковый контроль качества пайки токоведущих соединений электрических машин. II. Эксперимент. Дефектоскопия, 2010, №4, с. 72-82] не может быть непосредственно использован для контроля такого типа соединений, поскольку изменения их внешних сечений при той чувствительности вихретокового устройства, которая необходима для проведения контроля, будут оказывать существенное влияние на результаты контроля.
В таких соединениях, чье пространство, по которому сверхпроводящие кабели пропаиваются между собой, по длине составляет 135 мм, важным является не только определение уровня пропаянности соединения, но и выявление локальных дефектов пайки, расположенных в разных местах пропаиваемого пространства.
В основу изобретения положена задача повышения достоверности выявления дефектов пайки токоведущих кабелей, соединяющих между собой сверхпроводящие магниты большой мощности, за счет уменьшения влияния изменений внешних сечений этих токоведущих соединений на результаты контроля.
Поставленная задача решается тем, что в способе вихретокового контроля качества пайки токоведущих соединений электрических машин, преимущественно большой мощности, с помощью вихретокового устройства контроля с преобразователем, снабженным сердечником П-образного типа, путем возбуждения в контролируемом паяном соединении вихревых токов, индуцируемых в нем при подаче на токовую обмотку преобразователя переменного напряжения, величина которых пропорциональна его пропаянности и регистрацию их значения с использованием сигналов, снимаемых с измерительной обмотки преобразователя, которые детектируют и подают на цифровой индикатор устройства контроля, согласно изобретению предварительно определяют уровень пропаянности контролируемого соединения при низкой чувствительности вихретокового устройства к изменению внешних сечений контролируемого соединения, для чего калибруют первую шкалу цифрового индикатора вихретокового устройства контроля, устанавливая на ней значение 100 мВ, соответствующее 100% пропаянности, которое получают возбуждением вихревых токов в аттестованном образце соединения со 100% пропаянностью, и нулевое значение этой шкалы, которое получают возбуждением вихревых токов в образце, имитирующем нулевую пропаянность, с зазором между стенками П-образной оправки и вкладываемой в нее медной пластиной, запаянным только по их поверхности, что обуславливает низкую чувствительность вихретокового устройства контроля и соответствует уменьшению влияния изменений внешних сечений контролируемых токоведущих соединений на результаты контроля, снимают зависимость показаний цифрового индикатора устройства контроля, полученную при перемещении преобразователя по всей длине контролируемого соединения, по которой судят об уровне пропаянности этого соединения, затем определяют дефекты пайки, для чего калибруют вторую шкалу, соответствующую высокой чувствительности вихретокового устройства контроля, устанавливая на ней также значение 100 мВ, соответствующее 100% пропаянности, и нулевое значение пропаянности для этой шкалы, которое получают возбуждением вихревых токов в образце, имитирующем нулевую пропаянность для этой шкалы, с зазором между стенками П-образной оправки и вкладываемой в нее медной пластиной, запаянным на глубину 5÷6 мм (это обеспечивает высокую чувствительность данного вихретокового устройства), снимают зависимость показаний цифрового индикатора устройства контроля, полученную при перемещении преобразователя по всей длине соединения, по которой судят о наличии или отсутствии дефектов пайки контролируемого соединения относительно предварительно определенного уровня пропаянности указанного соединения.
Показания вихретокового устройства, при той чувствительности, которая необходима для проведения контроля описанных выше токоведущих кабелей, соединяющих сверхпроводящие магниты, зависят как от наличия дефектов пайки, так и от внешнего сечения контролируемого соединения. Для того чтобы существенно уменьшить влияние внешнего сечения на определение пропаянности соединения, необходимо использовать достаточно низкую чувствительность измерений. Но при такой чувствительности невозможно определить насколько тот или иной дефект пайки влияет на качество пайки соединения. Поэтому наряду с определением уровня пропаянности при достаточно низкой чувствительности измерений необходимо достоверно выявлять дефекты пайки, для чего необходимо существенно увеличить чувствительность измерений.
Суть данного изобретения заключается в том, что, используя для калибровки 2-х шкал вихретокового устройства два образца, имитирующих пропаянность 0%, у которых зазор между стенками П-образной оправки и вкладываемой в нее медной пластиной запаян на разную глубину, можно, если этот зазор запаян только по поверхности, определять уровень пропаянности соединения, при существенном уменьшении влияния изменений внешних сечений токоведущих соединений на результаты контроля, и выявлять наличие дефектов пайки соединений с необходимой для достоверного контроля чувствительностью при использовании образца имитирующего пропаянность 0% с зазором, запаянным на большую (6,0÷6,5 мм) глубину, относительно предварительно определенного уровня пропаянности указанного соединения.
Таким образом, новый технический результат, достигаемый изобретением, состоит в повышении достоверности выявления дефектов пайки токоведущих соединений, соединяющих магниты большой мощности, за счет уменьшении влияния изменений внешних сечений на результаты контроля.
Способ поясняется чертежами.
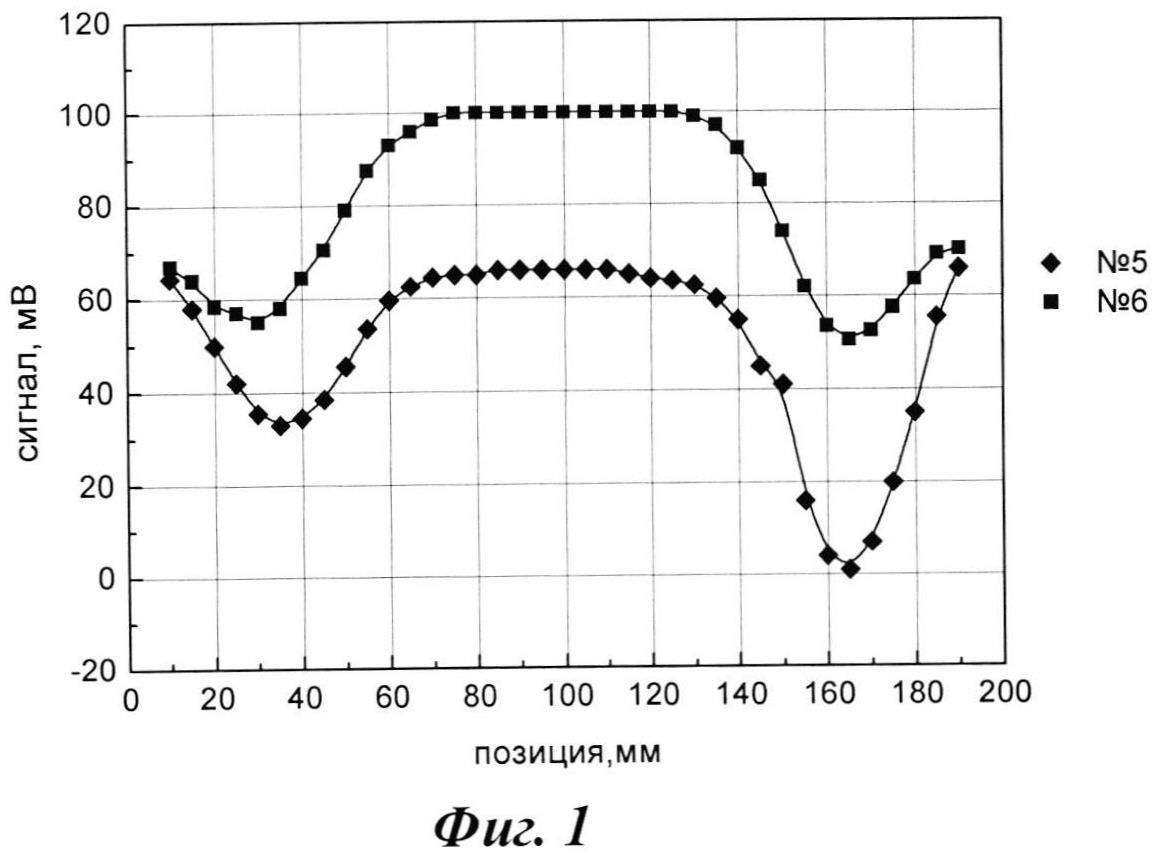
На фиг. 1 представлены зависимости показаний цифрового индикатора вихретокового устройства, полученные при перемещении его П-образного преобразователя по всей длине образцов №5 и №6 с использованием для калибровки устройства образцов №1 (зазор запаян на глубину 2,5-3,0 мм) и №6.
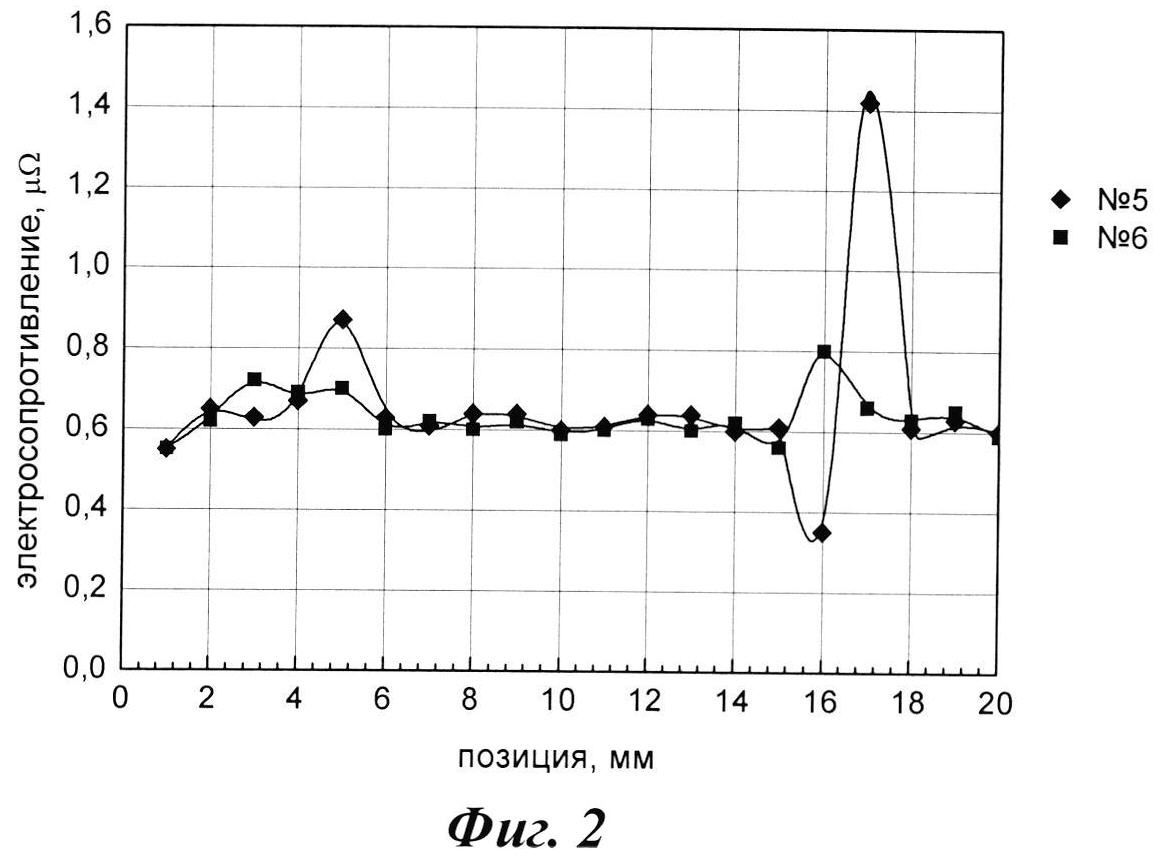
На фиг. 2 представлены зависимости электрического сопротивления, полученные при перемещении его П-образного преобразователя по всей длине образцов №5 и №6.
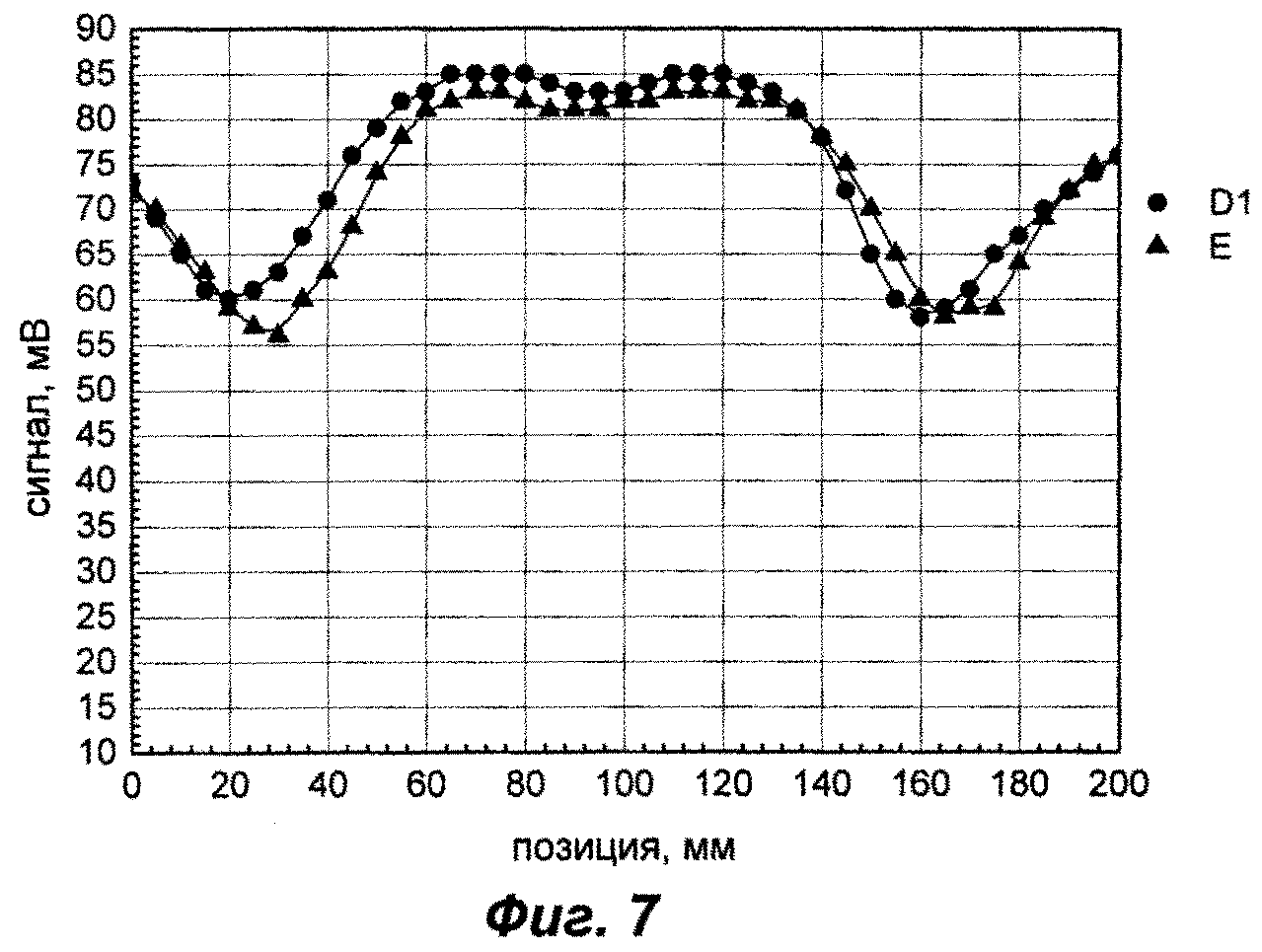
На фиг. 3 приведены результаты рентгеновского исследования образцов №5 и №6.
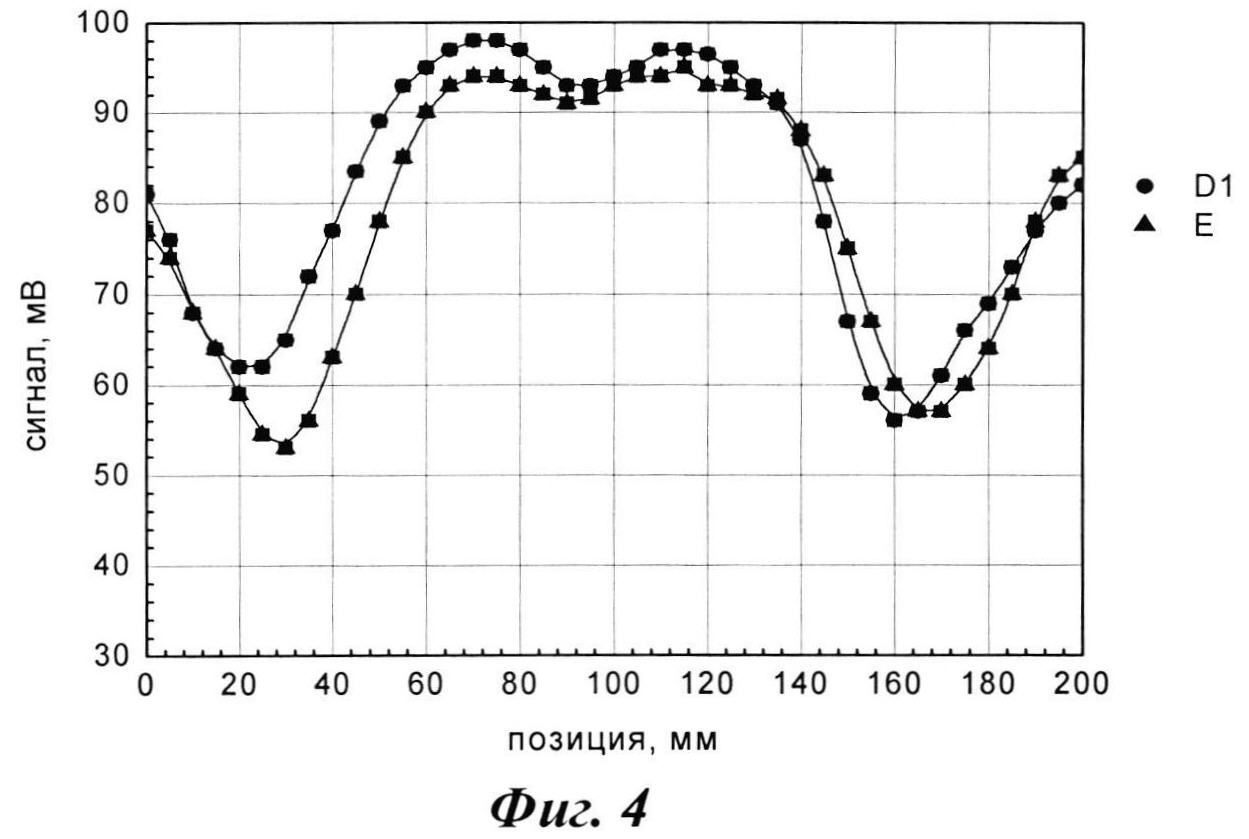
На фиг. 4 представлены зависимости показаний цифрового индикатора вихретокового устройства, полученные при перемещении его П-образного преобразователя по всей длине образцов D1 и E с использованием для калибровки устройства образцов №1 (зазор запаян на глубину 2,5÷3,0 мм) и №6.
На фиг. 5 представлены зависимости электрического сопротивления, полученные при перемещении его П-образного преобразователя по всей длине образцов D1 и E.
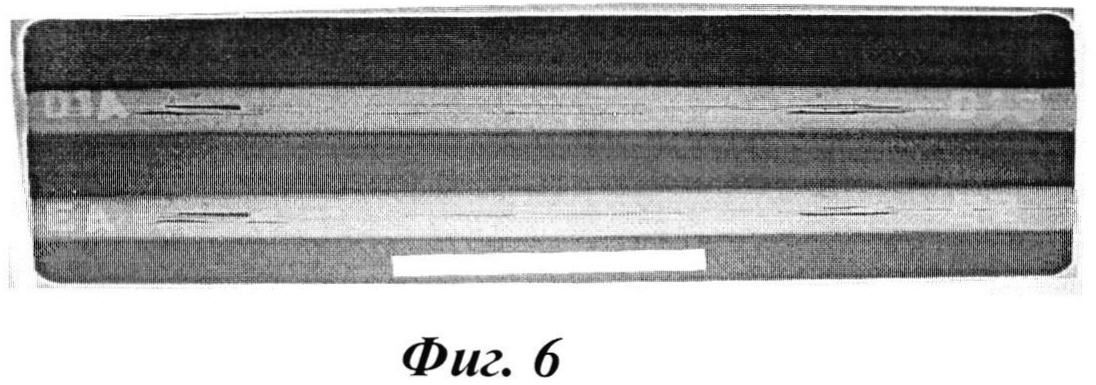
На фиг. 6 приведены результаты рентгеновского исследования образцов № D1 и E.
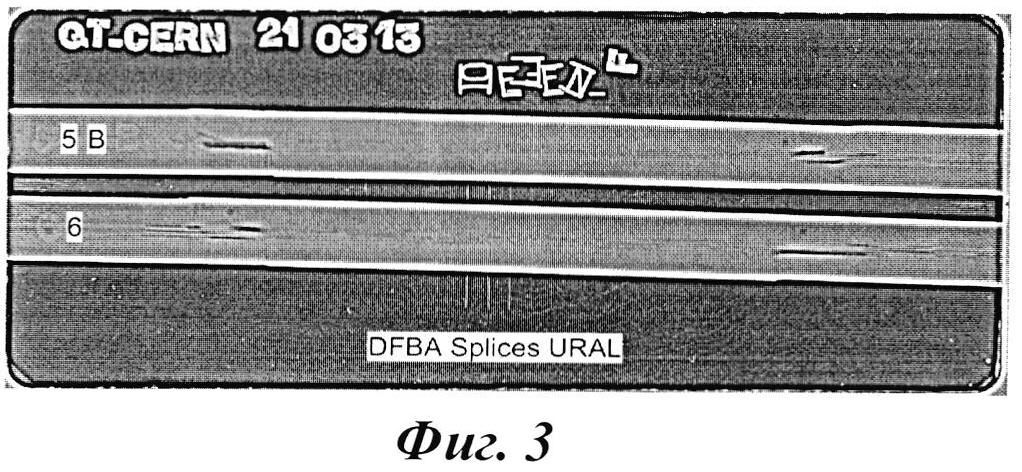
На фиг. 7 представлены зависимости показаний цифрового индикатора вихретокового устройства, полученные при перемещении его П-образного преобразователя по всей длине образцов D1 и E с использованием для калибровки устройства образцов №2 (зазор запаян на глубину 1,0÷1,2 мм) и сплошного медного образца №7.
Для реализации заявляемого способа контроля качества пайки сверхпроводящих токоведущих соединений разработано и изготовлено вихретоковое устройство с использованием преобразователя с сердечником П-образного типа (ширина полюса 20 мм), в котором была применена компенсационная схема измерений, позволяющая свести к минимуму дрейф нуля при контроле.
Для того чтобы экспериментально показать, как изменение внешнего сечения соединения и наличие естественных и искусственных дефектов пайки влияет на показания устройства контроля, изготавливали образцы №6, D1 и E с одинаковым внешним сечением 16,20×20,08 мм и длиной 220 мм, которые подвергали стандартной процедуре пайки, но у образцов D1 и E в центральной их части были созданы искусственные дефекты пайки за счет обертывания сверхпроводящих кабелей образца D1 каптоновой пленкой толщиной 50 мкм (длиной 60 мм) и помещения между сверхпроводящими кабелями образца E такой же длины пленки толщиной 100 мкм. Кроме того, был специально изготовлен стандартно пропаянный образец №5, который имел существенно меньшую высоту внешнего сечения (15,69×19,98 мм) и сплошные медные образцы №4 и №7 с таким же сечением, как у образцов №6, D1 и E.
В качестве образцов, имитирующих пропаянность 0%, использовали образец №1, который не подвергали стандартной процедуре пайки, но у которого зазор между стенками оправки и вкладываемой в нее медной пластиной вручную был запаян на глубину 2,5÷3,0 мм, и аналогичный образец №2 с зазором, запаянным на глубину 1,0÷1,2 мм.
Сначала калибровку производили с использованием образца №1 (зазор запаян на глубину 2,5÷3,0 мм), что обеспечивало достаточно высокую чувствительность вихретокового устройства. П-образный преобразователь устанавливали в центральной части исследуемых образцов. При этом:
а) 0 мВ цифрового индикатора устройства устанавливали при помещении в П-образный преобразователь образца №1;
б) 100 мВ цифрового индикатора устройства устанавливали при помещении в П-образный преобразователь образца №6.
Показания вихретокового устройства при измерении на образце №5 при данной калибровке составляли 66 мВ.
Поскольку допуск на изготовление исследуемых соединений, как по толщине, так и по высоте составляет ±0,1 мм, измерения на образце №4 были произведены как в исходном состоянии, так и после шлифования по обоим размерам на 0,1 мм.
Проведенные исследования показали, что уменьшение толщины соединения (образец №4) на 0,1 мм приводит к изменению показаний устройства на 3%, высоты на ту же величину - на 6%. Эта погрешность может быть легко учтена при контроле путем измерения их сечения и внесения соответствующей поправки в показания цифрового индикатора устройства.
Имея выше приведенные данные, определяли пропаянность образца №5 в его центральной части с учетом его внешнего сечения.
По сравнению с образцом №6 (высотой 16,20 мм и толщиной 20,08 мм), при измерении на котором показания цифрового индикатора вихретокового устройства составляли 100 мВ, образец №5 имеет на 0,51 мм меньшую высоту (поправка + 30,6 мВ) и на 0,1 мм меньшую толщину (поправка + 3 мВ).
Таким образом, с учетом приведенных выше поправок, показания цифрового индикатора вихретокового устройства при измерении на образце №5 равны:
α(мВ) = 66 мВ + 30,6 мВ + 3 мВ = 99,6 мВ.
То есть можно утверждать, что пропаянность образцов №5 и №6 в центральной их части одинакова.
Как видно из вышеизложенного, изменение внешнего сечения контролируемых образцов существенно влияет на показания вихретокового устройства и, следовательно, для повышения достоверности контроля необходимо учитывать влияние этого фактора.
На образцах №5, №6, D1 и E, подвергнутых стандартной процедуре пайки, были проведены измерения при перемещении преобразователя устройства по всей их длине. Кроме того, они были подвергнуты рентгеновским исследованиям и определению их электросопротивления с шагом в 1 см по длине образцов, полученного путем измерения падения напряжения при пропускании тока величиной 20 А.
Анализируя результаты исследований, приведенных на фиг. 1÷7, необходимо отметить, что на всех образцах имеются естественные дефекты пайки, которые очевидно обусловлены тем, что припой с трудом проникает в те части образцов, где сверхпроводящий кабель выходит из медной оболочки. Кроме того, на образцах D1 и E (фиг. 4÷6 и 7) видны искусственные дефекты пайки, созданные, как указывалось выше, с использованием каптоновой пленки.
Данные фиг. 1÷3, на котором представлены результаты исследований образцов №5 и №6, показывают, что, согласно данным рентгенографии, пропаянность в центральной части этих образцов составляет 100% и различные показания вихретокового устройства (Δα=34 мВ), полученные при измерении на этих образцах, обусловлены их разным внешним сечением.
Кроме того, из фиг. 1÷3, а также данных фиг. 4÷6 следует, что сигналы П-образного вихретокового преобразователя устройства имеют достаточно высокую корреляцию с геометрическими размерами естественных «линзообразных» дефектов пайки. Это подтверждается приведенными на этих же фигурах совместными результатами измерения электрического сопротивления различных участков образцов и данными рентгенографических исследований.
Что касается определения уровня пропаянности непосредственно сверхпроводящих кабелей между собой, то, как иллюстрирует фиг. 4÷6, контроль качества пайки может быть осуществлен только с использованием вихретоковой методики. Из сравнения данных фиг. 4÷6 и фиг. 1÷3 также следует, что сигналы П-образного вихретокового преобразователя существенно зависят не только от площади протяженного «линзообразного» дефекта пайки, но и от его толщины.
Результаты проведенных исследований показали, что, с одной стороны, имеет место существенное влияние внешних сечений соединений на результаты контроля, с другой - довольно низкая чувствительность к тонким (порядка 100 мкм) дефектам пайки сверхпроводящих токоведущих кабелей между собой.
Был изготовлен образец №2 (имитирующий пропаянность 0%), у которого зазор между стенками оправки и вкладываемой в нее медной пластиной был запаян на меньшую (1,0÷1,2 мм) глубину, чем у образца №1. Данные измерений с использованием этого образца, сплошного медного образца №7 для калибровки цифрового индикатора устройства, а также образцов 6 и 5, приведены в таблице 1.
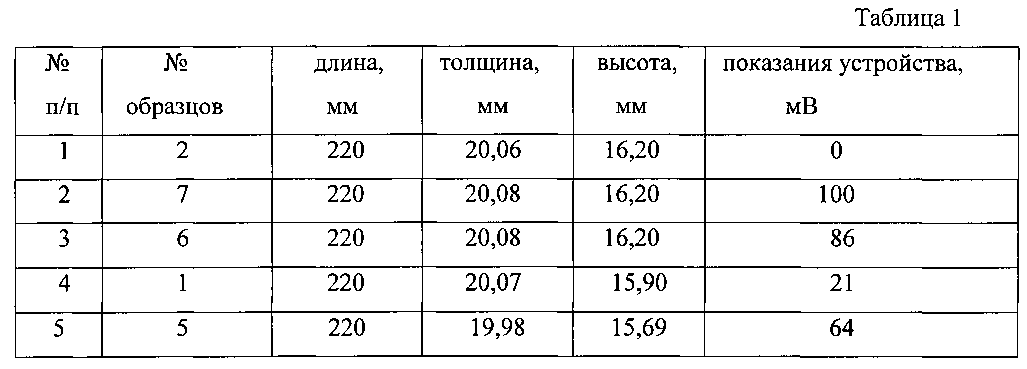
Из данных таблицы 1 следует, что чувствительность шкалы измерений устройства при использовании для калибровки образцов №2 и №7 в К = 65 мВ / 100 мВ = 0,65 раза меньше, чем при аналогичном использовании образцов №1 и №6. Вследствие этого соответствующим образом уменьшилось влияние внешнего сечения соединения на результаты контроля и разность показаний устройства при измерении на образцах №6 и №5 стала равной 22 мВ (вместо 34 мВ при использовании для калибровки образцов №1 и №6).
На фиг. 3 приведены результаты исследований образцов D1 и E при установке 0 мВ и 100 мВ устройства с использованием образца №2 и сплошного медного образца №7 сечением 16,20×20,08 мм.
Из фиг. 3 следует, что при этой калибровке изменение показаний вихретокового устройства при измерении на образце E за счет искусственно созданного каптоновой пленкой (100 мкм) дефекта пайки равно α = 83 мВ - 81 мВ = 2 мВ. При использовании для калибровки образцов №1 и №6 (см. фиг. 2) эта разница составляет α = 94 мВ - 91 мВ = 3 мВ и отношение этих величин (2 мВ / 3 мВ = 0,67) близко к соотношению чувствительностей шкал измерений (К=0,65) при обоих вариантах калибровки.
Для образца D1, у которого сверхпроводящие кабели обернуты каптоновой пленкой толщиной 50 мкм, это изменение показаний вихретокового устройства еще более существенно (Δα = 85 мВ - 83 мВ = 2 мВ и Δα = 97,5 мВ - 93,5 мВ = 4,0 мВ).
Очевидно, что чувствительность к дефектам пайки сверхпроводящих токоведущих кабелей между собой может быть более существенно повышена, чем в приведенных выше экспериментах, если у образца, имитирующего 0% пропаянности, зазор между стенками оправки и вкладываемой в нее медной пластиной запаять на большую глубину. При этом будет не важен тот факт, что вся зависимость показаний устройства, полученная при перемещении П-образного преобразователя по всей длине соединения (см. фиг. 2 и 3), будет смещаться ниже или выше по шкале измерений в зависимости от изменений внешних сечений соединения.
Способ неразрушающего контроля качества пайки токоведущих соединений электрических машин, преимущественно большой мощности, с помощью вихретокового устройства контроля с преобразователем с сердечником П-образного типа, путем возбуждения в контролируемом паяном соединении вихревых токов, индуцируемых в нем при подаче на токовую обмотку преобразователя переменного напряжения, величина которых пропорциональна пропаянности этого соединения, и регистрации их значений с использованием сигналов, снимаемых с измерительной обмотки преобразователя, которые детектируют и подают на цифровой индикатор устройства контроля, отличающийся тем, что предварительно определяют уровень пропаянности контролируемого соединения при низкой чувствительности вихретокового устройства к изменению внешних сечений контролируемого соединения, для чего калибруют первую шкалу цифрового индикатора вихретокового устройства контроля, устанавливая на ней значение 100 мВ, соответствующее 100% пропаянности, которое получают возбуждением вихревых токов в аттестованном образце соединения со 100% пропаянностью, и нулевое значение этой шкалы, которое получают возбуждением вихревых токов в образце, имитирующем нулевую пропаянность, с зазором между стенками П-образной оправки и вкладываемой в нее медной пластиной, запаянным по их поверхности, снимают зависимость показаний цифрового индикатора устройства контроля, полученную при перемещении преобразователя по всей длине контролируемого соединения, по которой судят об уровне пропаянности этого соединения, затем определяют дефекты пайки, для чего калибруют вторую шкалу, соответствующую высокой чувствительности вихретокового устройства контроля, устанавливая на ней значение 100 мВ, соответствующее 100% пропаянности, и нулевое значение пропаянности этой шкалы, которое получают возбуждением вихревых токов в образце, имитирующем нулевую пропаянность, с зазором между стенками П-образной оправки и вкладываемой в нее медной пластиной, запаянным на глубину 5÷6 мм, снимают зависимость показаний цифрового индикатора устройства контроля, полученную при перемещении преобразователя по всей длине соединения, по которой судят о наличии или отсутствии дефектов пайки контролируемого соединения, относительно предварительно определенного уровня пропаянности указанного соединения.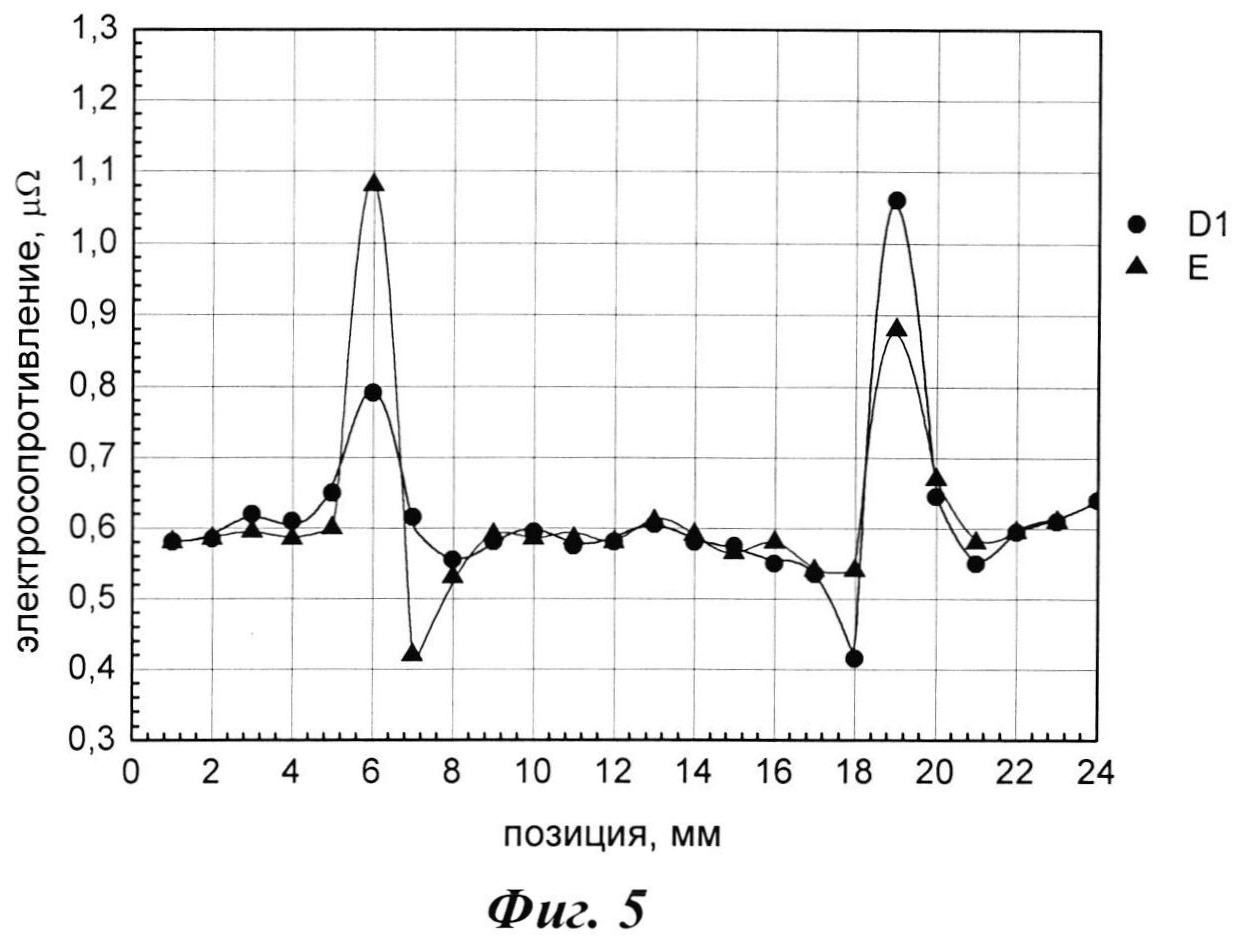
Индикатор магнитного поля
Винтовой имплантат для остеосинтеза шейки бедренной кости
Способ производства электротехнической стали
Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе
Сложный оксид кадмия и железа и способ его получения
Устройство для контроля остаточных механических напряжений в деформированных ферромагнитных сталях
Способ производства электротехнической анизотропной стали
Скважинный акустический излучатель
Способ ультразвуковой упрочняющей обработки деталей
Способ изготовления резистивного материала из упорядочивающегося сплава на основе cu-pd
Индикатор магнитного поля
Винтовой имплантат для остеосинтеза шейки бедренной кости
Способ производства электротехнической стали
Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе
Сложный оксид кадмия и железа и способ его получения
Устройство для контроля остаточных механических напряжений в деформированных ферромагнитных сталях
Способ производства электротехнической анизотропной стали
Скважинный акустический излучатель
Способ изготовления ленты из железоникелевого сплава fe-(49-50,5) мас. % ni, имеющей острую кубическую текстуру
Способ ультразвуковой упрочняющей обработки деталей

