Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ НОРМАЛИЗОВАННОЙ КРЕМНИСТОЙ СТАЛИ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу получения высококачественных листов нормализованной кремнистой стали.
Уровень техники
Производство нетекстурированной электротехнической стали как в своей стране, так и заграницей постепенно вступает в эру избыточного производства, и изделия из текстурированной кремнистой стали низкого сорта также вступают в стадию насыщения. Для того чтобы сохранить для изделий место в жесткой конкуренции на рынке, большое значение имеет повышение качества изделия или снижение его цены. Способы получения кремнистой стали включают выплавку стали, горячую прокатку, нормализацию, кислотное травление, холодную прокатку и последующий отжиг. Нетекстурированную кремнистую сталь часто подвергают обработке нормализацией, чтобы получить крупнозернистую структуру для горячекатаного листа перед холодной прокаткой так, чтобы достичь высокой прочности 0vw текстуры для холоднокатаного листа после отжига. Нормализация изделий из текстурированной кремнистой стали направлена на регулирование размера зерна и текстуры, осуществление регулирования твердой фазы, образование свободного С и N, осаждение ALN (алюмонитридов) и т.д.
Если процесс нормализации не подвергается тщательному регулированию, т.е. в фактическом способе производства неэффективно регулируют уровень потребляемой энергии, коэффициент избытка не достигает уровня стабильного регулирования <1,0, и фактический коэффициент избытка составляет >1,0. В результате возникает локальная избыточная концентрация кислорода в печи, и восстановительная атмосфера не может сохраняться во всей секции печи для безокислительного нагрева. Локальный избыток кислорода взаимодействует с Si, Al, Mn и т.д. Эти оксиды, присоединенные к поверхности листа, очень трудно удалить при последующей дробеструйной обработке и кислотном травлении. После холодной прокатки пылевидные точечные дефекты и не ощутимые на ощупь полосы можно обнаружить локально или по всей ширине поверхности прокатанного твердого листа.
Япония является мировым лидером в показателях уровня технологии получения кремнистой стали. Например, в японской патентной публикации SHO 48-19048 главное внимание уделено тому, как усилить обработку кислотным травлением для удаления уже полученных плотных оксидов настолько, насколько это возможно. В китайской книге Electrical Steel под редакцией Не Zhongzhi, также описывают, как устранить оксиды, присоединенные к поверхности листа. Конкретно, операции являются следующими: обработка кислотным травлением отпущенного стального листа в концентрированной соляной кислоте, содержащей 10% HF или 1~2% HF + 6% HNO3 при 70°С, или обработка его химическим полированием посредством Н3РО4 + HF или электролитическим полированием. После полного удаления присоединенных оксидов лист подвергают последующей обработке, и потери железа в готовых изделиях из кремнистой стали значительно снижаются.
Во всех вышеприведенных документах предшествующего уровня техники предложено усиление обработки кислотным травлением, чтобы удалить плотные оксиды с поверхности листа на стадиях, которые следуют за нормализацией, но это представляет собой только последующие восстановительные меры. Они обычно создают такие проблемы, как сложный способ и повышенная стоимость на стадиях, следующих за нормализацией. Таким образом, все еще остается потребность в обеспечении способа предотвращения образования плотных оксидов в процессе нормализации.
Описание изобретения
Целью настоящего изобретения является обеспечение способа получения нормализованной кремнистой листовой стали высокого качества. «Высокое качество» означает, что после нормализации посредством этого способа на листе не образуется никаких плотных оксидов, которые нельзя удалить последующим кислотным травлением. Способ по настоящему изобретению может успешно предотвратить образование плотных оксидов при нормализации и позволяет повысить качество нормализованной кремнистой листовой стали. Посредством способа по настоящему изобретению упрощаются стадии, которые следуют за нормализацией, и снижается стоимость.
В настоящем изобретении обеспечивают способ получения нормализованной кремнистой листовой стали, включающий стадии выплавки стали, горячей прокатки и нормализации, где печь для нормализации включает секцию печи для безокислительного нагрева, которую используют на стадии нормализации и которая включает три или более зоны печи, отличающийся тем, что уровень подвода энергии зон печи, используемых в указанной секции печи для безокислительного нагрева, регулируют так, чтобы обеспечить коэффициент избытка α в указанной секции печи для безокислительного нагрева в диапазоне 0,8≤α<1,0, где уровень подвода энергии представляет собой отношение фактической мощности нагрузки при горении форсунок, используемых в зоне печи, к полной мощности нагрузки форсунок, используемых в зоне печи, и коэффициент избытка представляет собой отношение фактического количества воздуха для горения к теоретическому количеству воздуха для горения.
В способе по настоящему изобретению уровень подвода энергии зон печи, используемых в указанной секции печи для безокислительного нагрева, настраивают так, что он находится в диапазоне 15%~95%.
В способе по настоящему изобретению уровни подвода энергии используемых указанных зон печи настраивают посредством закрытия, по меньшей мере, одной зоны указанной секции печи для безокислительного нагрева.
В способе по настоящему изобретению уровни подвода энергии используемых указанных зон печи настраивают посредством регулирования количества форсунок, обслуживающих зоны в указанной секции печи для безокислительного нагрева.
В способе по настоящему изобретению уровни подвода энергии используемых указанных зон печи настраивают посредством регулирования уровня нагревания в процессе нагревания в указанной секции печи для безокислительного нагрева.
Способ по настоящему изобретению позволяет успешно предотвратить образование плотных оксидов в процессе нормализации и повысить качество нормализованной кремнистой листовой стали. Посредством способа по настоящему изобретению упрощаются стадии, следующие за нормализацией, и снижается стоимость.
Краткое описание чертежей
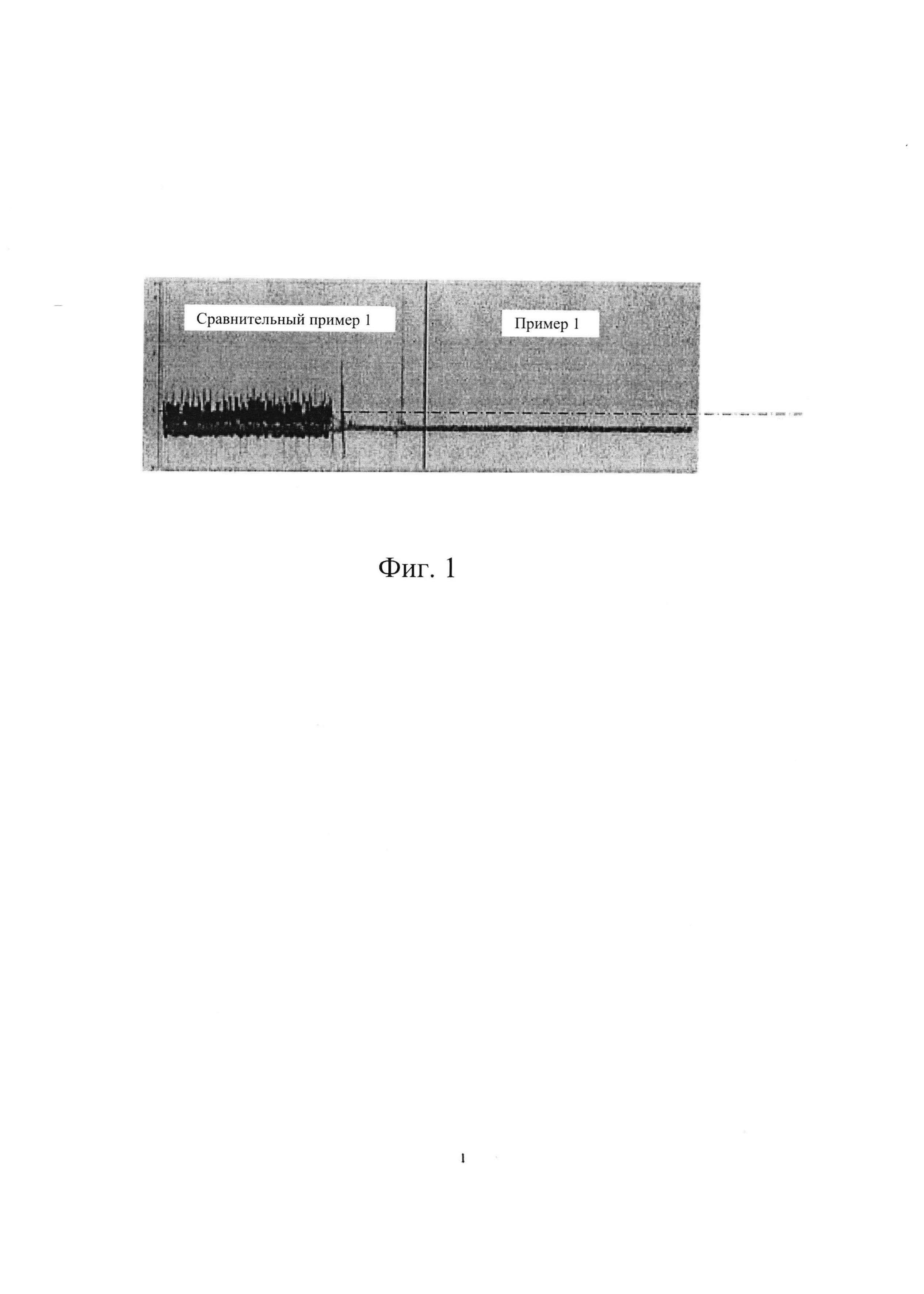
На Фиг. 1 показано влияние уровня подвода энергии зон печи в секции безокислительного нагрева печи для нормализации на фактический коэффициент избытка.
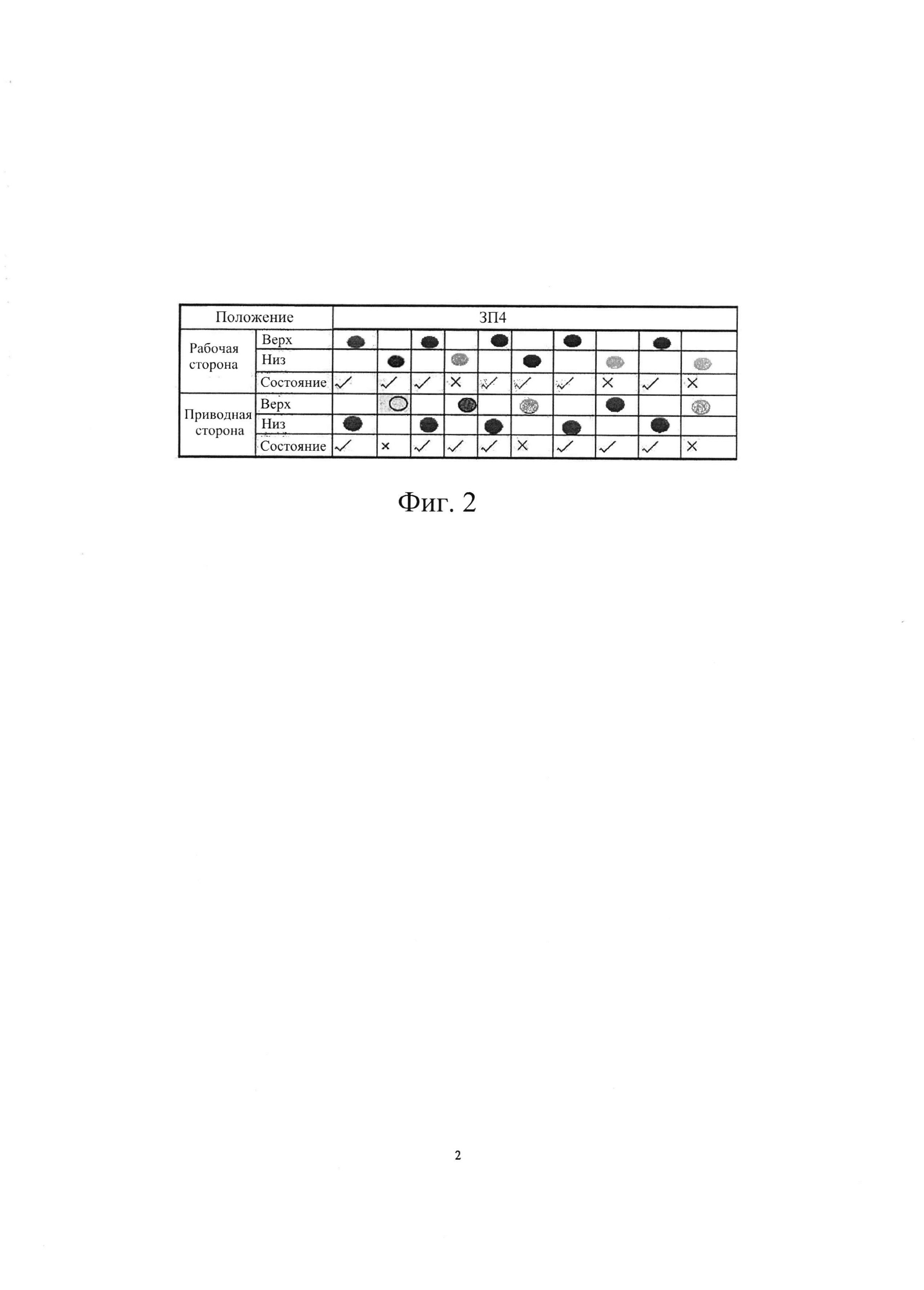
На Фиг. 2 показана схема подачи и закрытия форсунок в четвертой зоне (NOF4), используемой в секции печи для безокислительного нагрева печи для нормализации, где форсунки распределены в верхней части или в нижней части рабочей стороны или приводной стороны печи для нормализации, v представляет собой состояние подачи в форсунку, тогда как х обозначает закрытие форсунки.
Наилучший режим реализации изобретения
Ниже подробно описан способ по настоящему изобретению, в сопровождении с нижеприведенными чертежами и примерами, но настоящее изобретение не ограничивается этим.
Способ получения нормализованных листов кремнистой стали включает стадии выплавки стали, горячей прокатки и нормализации. На стадии нормализации печь для нормализации последовательно включает вдоль направления движения полосы стали секцию предварительного нагрева, секцию безокислительного нагрева, перемычку шахты печи (высота камеры печи резко уменьшается), различные последовательно расположенные секции печи для нормализационной обработки и герметизированное выпускное устройство. Чтобы точно регулировать повышение температуры в секции печи для безокислительного нагрева, секция печи для безокислительного нагрева может включать две зоны печи и преимущественно включает три зоны печи. При этом различные последовательно расположенные секции печи для нормализационной обработки включают по меньшей мере одну секцию печи, выбранную из секции нагревания/охлаждения с помощью радиационной трубы, секции выдержки стали с помощью электрической/радиационной трубы и секции охлаждения с помощью радиационной трубы/водной рубашки, и указанные различные последовательно расположенные секции печи для нормализационной обработки расположены в случайной последовательности. Нагрев перед перемычкой шахты печи является безокислительным нагревом путем непосредственного пламенного сжигания и защитный газ N2 загружают между перемычкой шахты печи и герметизированным выпускным устройством (включая перемычку шахты печи и герметизированное выпускное устройство). Функции печи для нормализации включают предварительный нагрев, нагрев, выдержку стали и охлаждение.
В настоящем изобретении путем настройки уровня подвода энергии (тепловой нагрузки) зон печи, используемых в секции печи для безокислительного нагрева, регулируют коэффициент избытка α секции печи для безокислительного нагрева в диапазоне 0,8≤α<1,0, осуществляя стабильное сжигание в восстановительной атмосфере, полностью исключая источник кислорода, необходимый для образования плотных оксидов, и улучшая качество листов нормализованной кремнистой стали. Массовые процентные соотношения основных элементов кремнистой стали описываются ниже: 0,5≤Si≤6,5%, 0,05≤Mn≤0,55%, 0,05≤Al≤0,7%, С≤0,05%, Р≤0,03%, S≤0,03%, и остальное представляет собой Fe и неизбежные примеси. Это только общий химический состав кремнистой стали и настоящее изобретение не ограничивается этим составом, а также может включать другие химические соединения.
Уровень подвода энергии представляет собой отношение фактической мощности нагрузки при горении форсунок, используемых в зоне печи, к полной мощности нагрузки форсунок, используемых в зоне печи, и коэффициент избытка представляет собой отношение фактического количества воздуха для горения к теоретическому количеству воздуха для горения. При определенной нагрузке при горении форсунки секции печи для безокислительного нагрева вообще имеют стабильную производительность горения с коэффициентом избытка, установленном между 0,80 и 1,0. В настоящем исследовании изобретатель обнаружил, что в отношении больших нагревательных печей для нормализации стабильное регулирование фактического коэффициента избытка относится не только к самим форсункам, но также к конкретной структуре печи и размещению форсунок.
Целью регулирования уровня подвода энергии является обеспечение горения форсунок при оптимальном уровне подвода энергии и осуществлении стабильного горения при коэффициенте избытка, составляющем 0,8-1,0 в способе производства. Когда дым от горения приходит в контакт с полосой стали, воздух и топливо полностью сгорают, и отсутствует избыток кислорода. В случае несоответствующего уровня подвода энергии, хотя коэффициент избытка устанавливают между 0,8 и 1,0, фактический коэффициент избытка будет превышать 1 и избыточный кислород будет локально присутствовать внутри камеры печи; это означает, что будет присутствовать кислород для образования плотных оксидов, и не будет поддерживаться восстановительная атмосфера внутри всей камеры печи. Например, когда уровень подвода энергии зон печи, используемых в секции печи для безокислительного нагрева, составляет менее 15%, возмущение потока воздуха внутри печи возрастает, нельзя удовлетворить требованию по нагрузке для стабильного горения форсунок, горение угольного газа является несоответствующим и присутствует локальный избыток кислорода. Когда уровень подвода энергии зон печи, используемых в секции печи для безокислительного нагрева, составляет более 95%, регулятор потока (особенно двухстворчатый клапан) переходит в нечувствительную к регулированию зону, регулирование потока становится неустойчивым, и наконец становится невозможным осуществлять регулирование коэффициента избытка и некоторый избыток кислорода будет присутствовать локально в секции печи для безокислительного нагрева. Чтобы избежать локального избытка кислорода в данной секции печи, вызванного двумя указанными выше условиями, уровень подвода энергии зон печи, используемых в секции печи для безокислительного нагрева, необходимо регулировать от 15% до 95%, так чтобы регулировать коэффициент избытка а секции печи для безокислительного нагрева в диапазоне 0,8≤α<1,0, окончательно обеспечивая восстановительную атмосферу во всей секции печи, полностью исключая источник кислорода, необходимый для образования плотных оксидов, при этом получая листы высококачественной нормализованной кремнистой стали и изготавливая высококачественные конечные изделия из кремнистой стали посредством дробеструйной обработки, кислотного травления, холодной прокатки и последующего отжига.
Уровень подвода энергии используемых зон печи можно настроить путем закрытия, по меньшей мере, одной зоны печи указанной секции печи для безокислительного нагрева. Закрытие определенной зоны печи секции печи для безокислительного нагрева означает полное закрытие всех клапанов зоны печи, так чтобы никакое количество воздуха или угольного газа не могло поступать в печную камеру зоны печи секции печи для безокислительного нагрева. На основании своего определения уровень подвода энергии представляет собой отношение фактической мощности нагрузки при горении форсунок, используемых в зоне печи, к полной мощности нагрузки форсунок, используемых в зоне печи. Так как тепло, требуемое для нагрева полосы стали от нормальной температуры до выбранной целевой температуры, является постоянным, закрытие определенной зоны печи означает увеличение фактической нагрузки при горении других незакрытых зон печи, то есть увеличение фактической мощности нагрузки при горении работающих форсунок в используемых зонах печи. Принимая во внимание, что спроектированная полная мощность нагрузки форсунок в каждой зоне печи постоянна, таким образом, уровень подвода энергии первоначальной зоны печи перераспределяется на другие незакрытые зоны печи. Таким образом, уровень подвода энергии используемых зон печи настраивают путем закрытия, по меньшей мере, одной зоны печи секции печи для безокислительного нагрева. Помимо этого, количество подлежащих закрытию зон печи можно определить с помощью требуемого диапазона коэффициента избытка секции печи для безокислительного нагрева.
С другой стороны, уровень подвода энергии используемых зон печи можно настроить путем подбора количества работающих форсунок в зонах печи в указанной секции печи для безокислительного нагрева. На основании своего определения уровень подвода энергии представляет собой отношение фактической мощности нагрузки при горении форсунок, используемых в зоне печи, к полной мощности нагрузки форсунок, используемых в зоне печи. Закрывая определенные форсунки в зоне печи, уменьшают полную мощность нагрузки используемых форсунок и таким образом настраивают уровень подвода энергии используемых зон печи. Таким образом, уровень подвода энергии используемых зон печи настраивают путем закрытия, по меньшей мере, одной форсунки используемых зон печи в секции печи для безокислительного нагрева. Помимо этого, количество подлежащих закрытию форсунок можно определить с помощью требуемого диапазона коэффициента избытка секции печи для безокислительного нагрева.
Помимо этого уровень подвода энергии используемых зон печи можно настроить путем подбора уровня нагрева в способе нагрева секции печи для безокислительного нагрева. С изменением уровня нагрева также изменяется подвод энергии и таким образом настраивают уровень подвода энергии используемых зон печи.
В способе по настоящему изобретению путем настройки уровня подвода энергии (тепловой нагрузки) зон печи, используемых в секции печи для безокислительного нагрева, можно регулировать коэффициент избытка α секции печи для безокислительного нагрева в диапазоне 0,8≤α<1,0, так чтобы стабильно регулировать восстановительную атмосферу всей секции печи для безокислительного нагрева, полностью исключая источник кислорода, необходимый для образования плотных оксидов во всей секции печи, получая листы высококачественной нормализованной кремнистой стали и изготавливая высококачественные конечные изделия из кремнистой стали посредством дробеструйной обработки, обработки кислотным травлением, холодной прокатки, отжига и обработки по нанесению покрытия.
Примеры приготовления
Способы получения рулона горячекатаной стали включают такие стадии, как выплавку стали и горячую прокатку, как описано ниже:
1) Способ выплавки стали включает продувку конвертера, циркуляционно-вакуумное рафинирование и способ непрерывной разливки. Посредством указанных выше способов можно строго контролировать составляющие, включения и микроструктуру изделий, поддерживать неизбежные примеси и остаточные элементы в стали на относительно низком уровне, уменьшать количество включений в стали и укрупнять их, и попытаться получить литые заготовки с высокой долей равноосных зерен при разумных затратах посредством ряда технологий выплавки стали и согласно различным категориям изделий.
2) Способ горячей прокатки включает различные стадии, подобные нагреву, черновой прокатке, прецизионной прокатке, ламинарному охлаждению и навивке в рулон при различных температурах применительно к заготовкам сортов стали непрерывного литья, сконструированных на стадии 1. Основываясь на способе горячей прокатки, независимо разработанном Baosteel, можно эффективно сберегать энергию и получать высококачественные горячие рулоны с высокой производительностью с превосходной характеристикой, которая может удовлетворять требованиям к характеристике и качеству конечных изделий. Химические составляющие стали приготовленного рулона горячекатаной стали описаны ниже: 0,5≤Si≤6,5%, 0,05≤Mn≤0,55%, 0,05≤Al≤0,7%, С≤0,05%, Р≤0,03%, S≤0,03%, и остальное является Fe и неизбежными примесями.
Примеры
Рулон горячекатаной стали, состоящей из С: 0,0074%, Si: 3,24%, Mn: 0,08%, Р; 0,005% и S: менее 0,007%, проводили через нормализацию с помощью различных способов и качество поверхности изделия после кислотного травления и холодной прокатки описано в таблице 1.
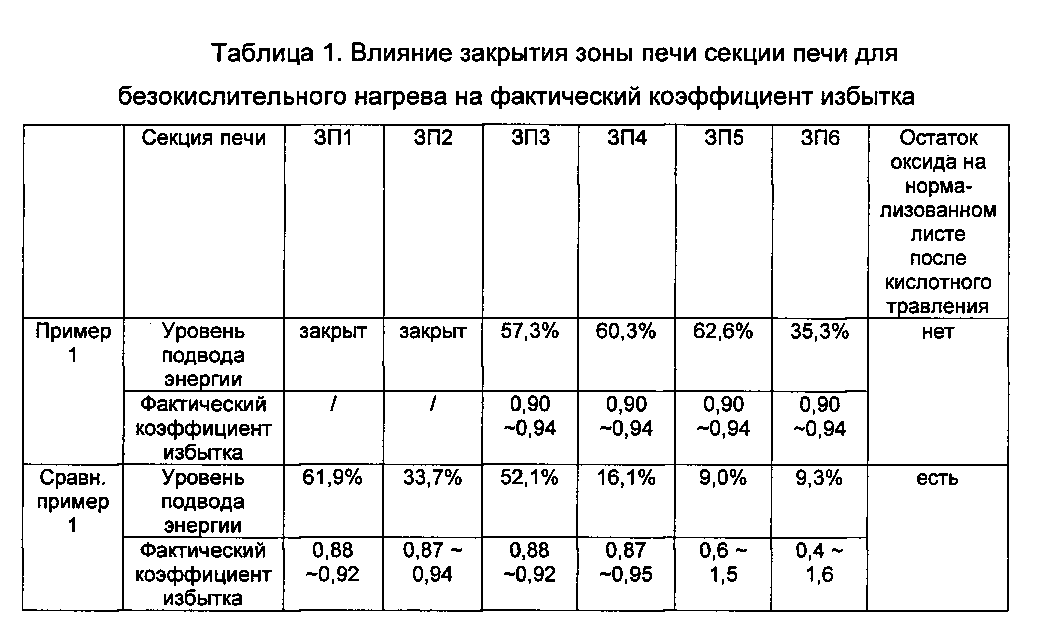
ЗП1~6 относятся к зонам печи от первой до шестой в секции безокислительного нагрева печи для нормализации.
В сравнительном примере 1 уровень подвода энергии последних двух зон печи в секции печи для безокислительного нагрева обе ниже 15%, так что коэффициент избытка α последних двух зон печи в секции печи для безокислительного нагрева нельзя регулировать в пределах диапазона 0,8≤α<1,0. В этом случае возмущение потока воздуха внутри печи возрастает, нельзя удовлетворить требованию по нагрузке для стабильного горения форсунок, горение угольного газа является несоответствующим и присутствует локальный избыток кислорода, так что невозможно осуществить стабильное регулирование восстановительной атмосферы и исключить источник кислорода, требуемого для образования плотных оксидов. Так как изделие должно проходить через все зоны печи, если одна зона печи не удовлетворяет требованию, то на нормализованных листах после кислотного травления будет присутствовать остаток оксида.
В примере 1 первые две зоны в секции печи для безокислительного нагрева закрыты, уровни подвода энергии других четырех зон печи в секции печи для безокислительного нагрева настраивают так, чтобы они попадали в диапазон 15%~95%, коэффициент избытка α различных зон печи в секции печи для безокислительного нагрева регулируют внутри диапазона 0,8≤α<1,0, чтобы стабильно регулировать восстановительную атмосферу во всей секции печи для безокислительного нагрева и полностью исключить источник кислорода, требуемого для образования плотных оксидов во всей секции печи. В этом случае на нормализованных листах после кислотного травления отсутствует остаток оксида.
На Фиг. 1 показано влияние уровня подвода энергии на фактический коэффициент избытка в примере 1 и сравнительном примере 1. Прерывистая линия представляет линию с коэффициентом избытка 1. В примере 1 первые две зоны печи в секции печи для безокислительного нагрева закрыты, уровни подвода энергии других четырех зон печи в секции печи для безокислительного нагрева настраивают так, чтобы они попадали в диапазон 15%~95%, коэффициент избытка α различных зон печи в секции печи для безокислительного нагрева можно регулировать внутри диапазона 0,8≤α<1,0. В сравнительном примере 1, так как уровни подвода энергии последних двух зон печи в секции печи для безокислительного нагрева обе ниже 15%, фактический коэффициент избытка значительно флуктуирует и его нельзя регулировать внутри диапазона 0,8≤α<1,0.
Рулон горячекатаной стали, состоящей из С: 0,0028%, Si: 2,75%, Mn: 0,09%, Al: 0,12%, Р; 0,005% и S: менее 0,007%, проводили через нормализацию с помощью различных способов и качество поверхности изделия после кислотного травления и холодной прокатки описано в таблице 2.
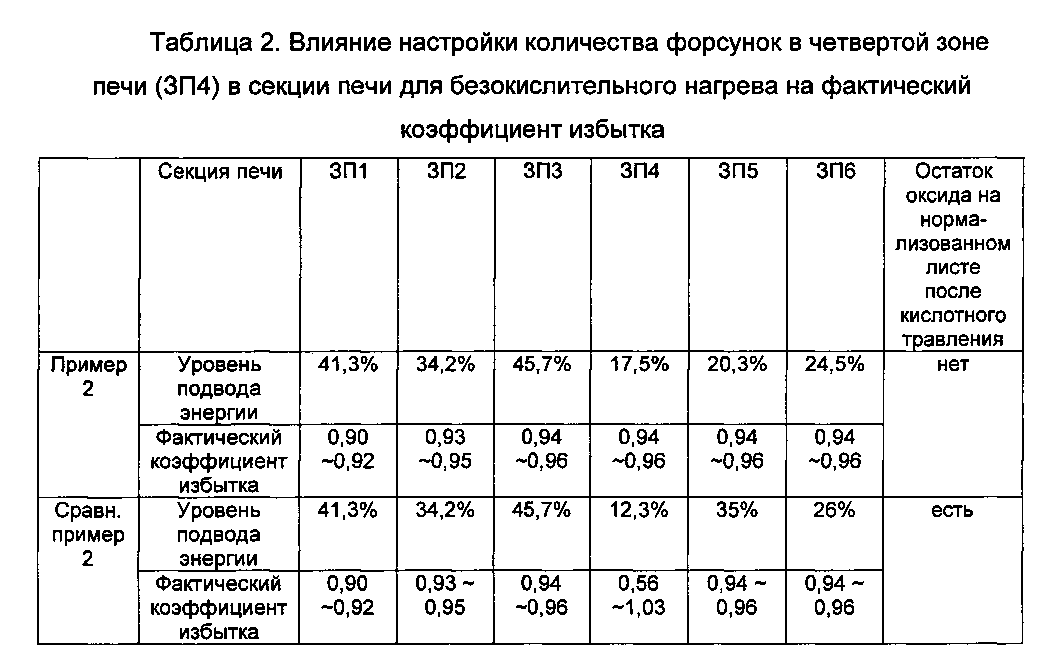
В сравнительном примере 2 уровень подвода энергии четвертной зоны печи (ЗП4) в секции печи для безокислительного нагрева составляет менее 15%, так что коэффициент избытка α четвертой зоны печи (ЗП4) в секции печи для безокислительного нагрева нельзя регулировать в пределах диапазона 0,8≤α<1,0. В этом случае возмущение потока воздуха внутри печи возрастает нельзя удовлетворить требованию по нагрузке для стабильного горения форсунок, горение угольного газа является несоответствующим и присутствует локальный избыток кислорода, так что невозможно осуществить стабильное регулирование восстановительной атмосферы и таким образом исключить источник кислорода, требуемого для образования плотных оксидов. Так как изделие должно проходить через все зоны печи, если одна зона печи не удовлетворяет требованию, то на нормализованных листах после кислотного травления будет присутствовать остаток оксида.
В примере 2 путем закрытия форсунок в различных местах четвертой зоны печи (ЗП4) в секции печи для безокислительного нагрева (то есть трех форсунок на рабочей стороне и трех на приводной стороне, как показано на Фиг. 2) уровень подвода энергии четвертой зоны печи (ЗП4) настраивают так, чтобы она попадала в диапазон 15%~95%, коэффициент избытка α четвертой зоны печи (ЗП4) регулируют внутри диапазона 0,8≤α<1,0, так чтобы стабильно регулировать восстановительную атмосферу во всей секции печи для безокислительного нагрева и полностью исключить источник кислорода, требуемого для образования плотных оксидов во всей секции печи. В этом случае на нормализованных листах после кислотного травления отсутствует остаток оксида.
Рулон горячекатаной стали, состоящий из стали, где С: 0,0074%, Si: 3,24%, Mn: 0,08%, Р; 0,005% и S: менее 0,007%, проводили через нормализацию с помощью различных способов и качество поверхности изделия после кислотного травления и холодной прокатки описывают в таблице 3.
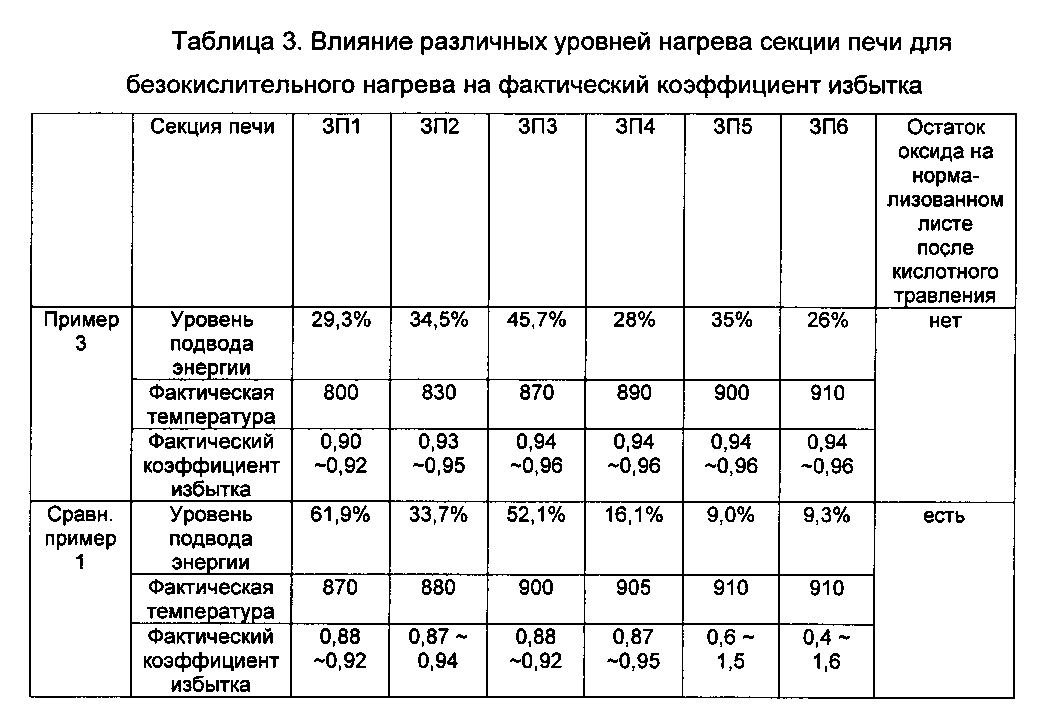
В сравнительном примере 1 уровни подвода энергии последних двух зон печи в секции печи для безокислительного нагрева обе ниже 15%, так что коэффициент избытка α последних двух зон печи в секции печи для безокислительного нагрева нельзя регулировать в пределах диапазона 0,8≤α<1,0. В этом случае возмущение потока воздуха внутри печи возрастает, нельзя удовлетворить требованию по нагрузке для стабильного горения форсунок, горение угольного газа является несоответствующим и присутствует локальный избыток кислорода, так что невозможно осуществить стабильное регулирование восстановительной атмосферы и исключить источник кислорода, требуемого для образования плотных оксидов. Так как изделие должно проходить через все зоны печи, если одна зона печи не удовлетворяет требованию, то на нормализованных листах после кислотного травления будет присутствовать остаток оксида.
В примере 3 путем настойки уровня нагрева указанной секции печи для безокислительного нагрева, уровень подвода энергии различных зон печи в секции печи для безокислительного нагрева настраивают так, чтобы он попадал в диапазон 15%~95%, коэффициент избытка α различных зон печи в секции печи для безокислительного нагрева регулируют внутри диапазона 0,8≤α<1,0, так чтобы стабильно регулировать восстановительную атмосферу во всей секции печи для безокислительного нагрева и полностью исключить источник кислорода, требуемого для образования плотных оксидов во всей секции печи. В этом случае на нормализованных листах после кислотного травления отсутствует остаток оксида.
Промышленная применимость
Способ получения высококачественного листа нормализованной кремнистой стали по настоящему изобретению может успешно препятствовать образованию плотных оксидов в процессе нормализации и улучшать качество листа нормализованной кремнистой стали. С помощью способа по настоящему изобретению упрощают стадии, следующие за нормализацией, и понижают расходы, и его можно использовать для крупномасштабного производства высококачественных листов нормализованной кремнистой стали.
Способ разрезания непрерывнолитого сляба для последующей горячей прокатки
Стальная полоса с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью и способ ее производства
Способ изготовления горячекатаной кремнистой стали
Способ получения обычной текстурированной кремнистой стали с высокой магнитной индукцией
Противозадирное покрытие для резьбового соединения насосно-компрессорных и обсадных труб и способ его получения
Текстурированная кремнистая сталь и способ ее производства
Флюс для непрерывного литья низкоуглеродистой стали
Высокопрочная стальная полоса с низким отношением предела текучести к пределу прочности и способ ее производства
Система рециркуляции восстановительного газа для печи непрерывного отжига без травления и способ её применения
Горячеплакированное изделие, имеющее оксидный слой, способ его изготовления и использования
Способ разрезания непрерывнолитого сляба для последующей горячей прокатки
Стальная полоса с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью и способ ее производства
Способ изготовления горячекатаной кремнистой стали
Способ получения обычной текстурированной кремнистой стали с высокой магнитной индукцией
Противозадирное покрытие для резьбового соединения насосно-компрессорных и обсадных труб и способ его получения
Текстурированная кремнистая сталь и способ ее производства
Флюс для непрерывного литья низкоуглеродистой стали
Соединение, представляющее собой пролекарство ланостерина, а также способ его получения и его применение
Скрайбированная лазером текстурированная кремнистая сталь, стойкая к отжигу для снятия напряжений, и способ ее изготовления
Сталь для трубопровода и способ её изготовления

