Результат интеллектуальной деятельности: СПОСОБ РАЗРЕЗАНИЯ НЕПРЕРЫВНОЛИТОГО СЛЯБА ДЛЯ ПОСЛЕДУЮЩЕЙ ГОРЯЧЕЙ ПРОКАТКИ
Вид РИД
Изобретение
Область изобретения
Настоящее изобретение относится к способу разрезания непрерывнолитого сляба для последующей горячей прокатки.
Предшествующий уровень техники
В связи с постоянным улучшением процесса непрерывного литья и горячей прокатки при горячей прокатке вместо исходных блюмов используют слябы, полученные непрерывным литьем. Как правило, свыше 90% слябов, подвергаемых горячей прокатке, являются непрерывнолитыми слябами.
В процессе непрерывного литья расплавленную сталь разливают, дожидаются затвердения и разрезают, а затем разрезанный непрерывнолитой сляб отправляют на линию горячей прокатки. В настоящее время повсеместно применяется способ разрезания непрерывнолитого сляба на прямоугольные пластины.
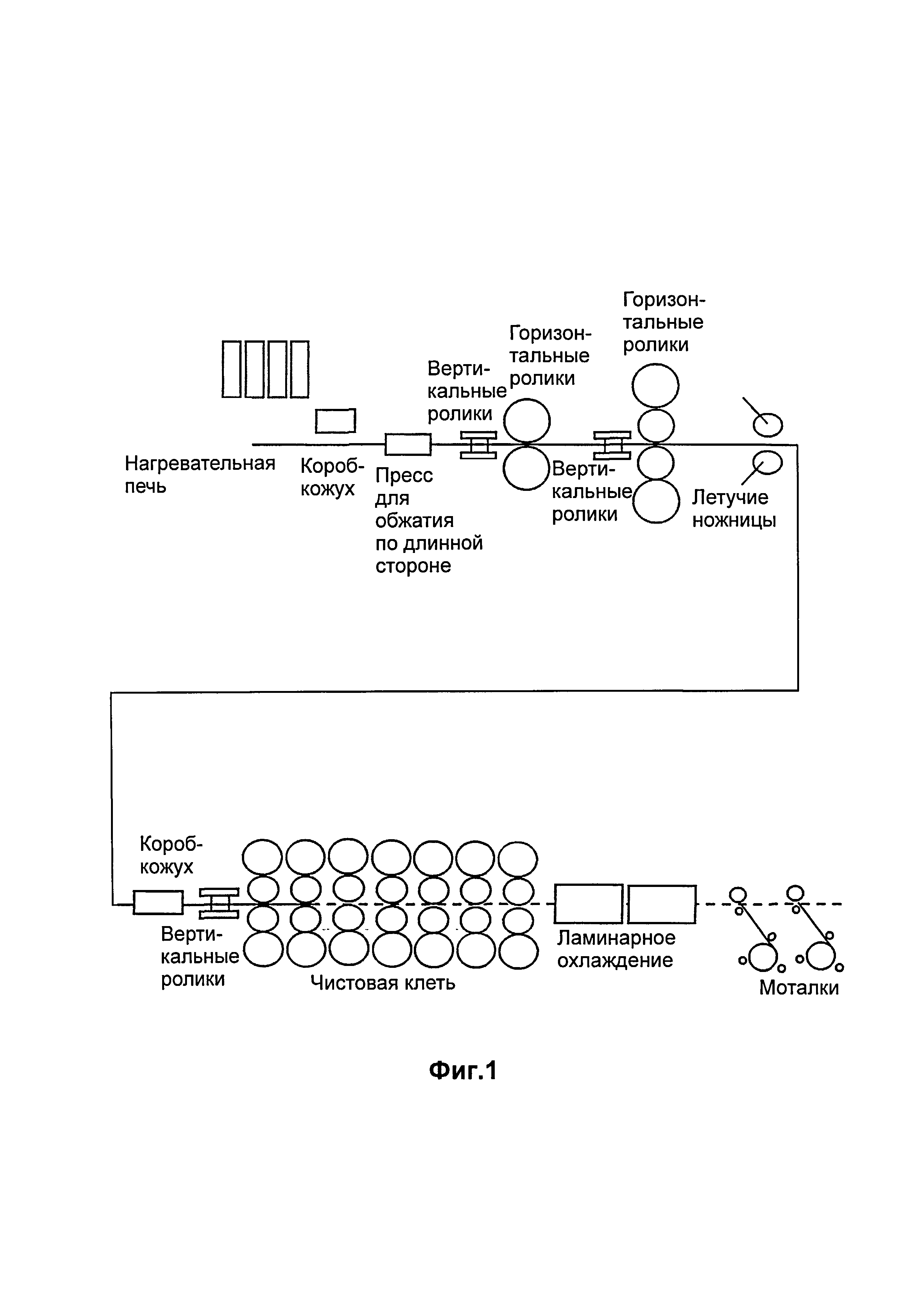
Традиционная производственная линия непрерывной горячей прокатки состоит из нагревательной печи, оборудования для черновой прокатки, оборудования для чистовой прокатки, оборудования для ламинарного охлаждения и оборудования для смотки в рулон, при этом в оборудовании для черновой прокатки имеется роликовый стол, машина для удаления окалины, пресс для слябов с фиксированной шириной, черновая клеть, измерительный прибор и т.д. Как правило, черновая клеть состоит из горизонтальной клети и вспомогательной вертикальной клети и может выполнять прокатку реверсивно, что позволяет уменьшить толщину или ширину сляба. Типичная схема оборудования прокатной линии показана на Фиг. 1.
Возникающие в процессе горячей прокатки перепады температуры отрицательно влияют на характеристики материала и стабильность прокатки. Для обеспечения требуемой температуры прокатки в процессе чистовой прокатки вся линия в целом должна обеспечивать производство с минимальным числом проходов и наибольшей скоростью, чтобы снизить теплопотери. Если число проходов в устройстве четное, требуется добавлять один холостой проход, что может приводить к напрасному падению температуры. Поэтому для минимизации теплопотерь материала число проходов в прокатном устройстве должно всегда быть нечетным. При использовании производственной линии, оборудованной двумя черновыми клетями (R1, R2), число проходов в клетях R1/R2 может составлять 1/5, 3/3 и т.п.
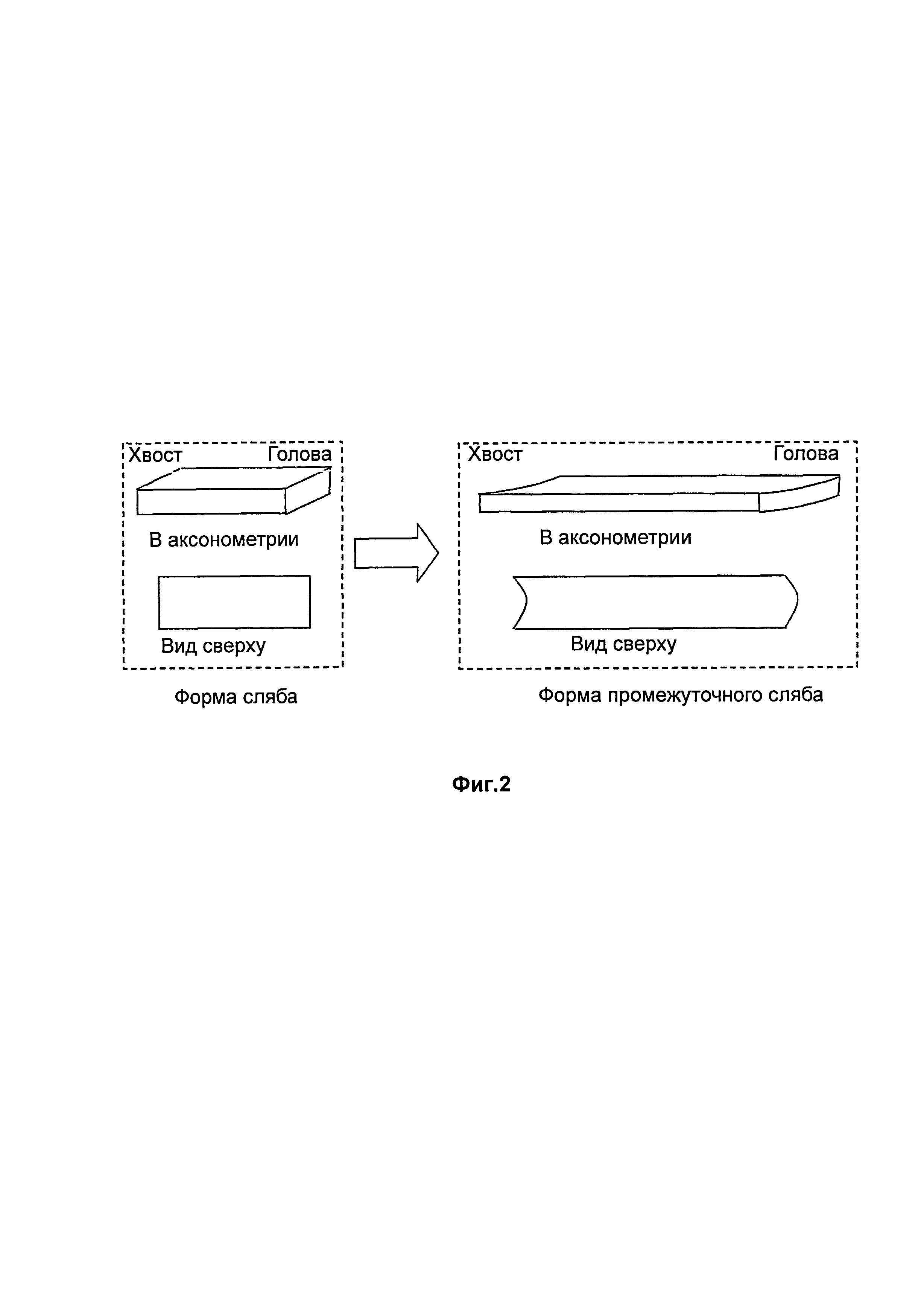
Из-за необходимости осуществлять нечетное число проходов и эффекта вертикальной прокатки деформация материала в головной и хвостовой частях оказывается несимметричной, что приводит к асимметрии форм обработанных заготовок в головной и хвостовой частях. Промежуточный сляб, полученный после обработки типичного прямоугольного сляба в оборудовании для черновой прокатки, может иметь концы в форме «ласточкиного гнезда» и «рыбьей головы» (см. Фиг. 2).
В процессе чистовой прокатки тонкой горячекатаной стальной полосы применяется техника высокоскоростной прокатки, которая позволяет повысить эффективность использования оборудования и уменьшить перепад температуры. Неровная форма головной и хвостовой частей промежуточного сляба, полученного после черновой прокатки, может приводить к неполадкам при подаче материала в чистовую клеть, таким как невозможность плавного прохождения головной части через валки или нарушение стабильности прокатки хвостовой части. Из-за этого необходимо между черновой клетью и чистовой клетью размещать набор летучих ножниц для обрезки неровных участков головной и хвостовой частей промежуточного сляба, что приводит к потерям выхода продукции, снижая эффективность производства на линии горячей прокатки. Опытным путем получено, что потери от обрезки головной и хвостовой частей промежуточного сляба составляют около 30% от всех потерь выхода продукции на линии горячей прокатки. Если длина промежуточного сляба равна 60 м, и головную и хвостовую части отрезают на 150 мм каждую, то суммарная длина обрезки составит 300 мм, т.е. 0,5% от всего материала. Таким образом, улучшение формы головной и хвостовой частей и уменьшение длины обрезки сляба является важной целью для металлургических заводов.
Для улучшения формы головной и хвостовой частей промежуточного сляба после черновой прокатки и для увеличения выхода продукции на линии горячей прокатки специалистами разработано множество видов оборудования и способов. Например, для сжатия по ширине применяются прессы для обжатия по длинной стороне, проход вертикальных валков на участке черновой прокатки контролируется при помощи метода контроля с коротким ходом головной и хвостовой частей, что позволяет улучшить их форму. Однако даже при использовании различных способов потери выхода продукции из-за неоптимальной формы головной и хвостовой частей промежуточного сляба по-прежнему представляют собой серьезную проблему.
Раскрытие изобретения
Перед настоящим изобретением ставится задача создания способа разрезания непрерывнолитого сляба для последующей горячей прокатки, позволяющего существенно сократить длину неровных деформированных участков головной и хвостовой частей промежуточного сляба, тем самым снижая объем их обрезки.
Для решения поставленной задачи в соответствии с настоящим изобретением способ разрезания непрерывнолитого сляба для последующей горячей прокатки включает предварительную обрезку головной и хвостовой частей непрерывнолитого сляба, при которой торцевой поверхности головной части придают вогнутую внутрь форму, а торцевой поверхности хвостовой части - выгнутую наружу форму, причем обрезку головной и хвостовой частей сляба выполняют по кривой, симметричной осевой линии по ширине сляба, при этом высота дуги Н, представляющая собой максимальное значение вогнутости головной части или максимальное значение выпуклости хвостовой части, составляет менее 50 мм.
Предпочтительно, форма головной части сляба совпадает с формой хвостовой части первого сляба, а форма хвостовой части сляба совпадает с формой головной части второго сляба, т.е. первый и второй слябы вырезают из одного и того же непрерывнолитого сляба.
Кривая линия может представлять собой дугу окружности, дугу эллипса, синусоидальную кривую или полиномиальную кривую.
В соответствии с распространенной ситуацией, когда головная часть промежуточного горячекатаного сляба выступает наружу, а хвостовая часть вогнута внутрь, в настоящем изобретении за счет принципа обратной компенсации используется способ разрезания непрерывнолитого сляба, включающий предварительную обрезку головной и хвостовой частей непрерывнолитого сляба, при которой торцевой поверхности головной части придают вогнутую внутрь форму, а торцевой поверхности хвостовой части - выгнутую наружу форму, что значительно сокращает длину неровных участков промежуточного сляба после прокатки с использованием оборудования для черновой прокатки и тем самым уменьшает объем обрезки головной и хвостовой частей, улучшая выход продукции.
Настоящее изобретение изменяет используемый в настоящее время способ обрезки непрерывнолитого сляба по прямой линии.
В сравнении способа разрезания по настоящему изобретению с предшествующим уровнем техники положительные эффекты настоящего изобретения заключаются в следующем.
(1) Способ разрезания непрерывнолитого сляба для последующей горячей прокатки согласно настоящему изобретению позволяет уменьшить потери продукции при обрезке головной и хвостовой частей. Испытания показали, что способ позволяет уменьшить потери от обрезки головной и хвостовой частей на 20 мм каждую, т.е. длина обрезки головной и хвостовой частей может быть уменьшена с 300 мм до 260 мм (на 13,3%), увеличивая суммарный выход продукции на 0,05%. Для предприятия с годовым объемом производства в 10 млн. тонн горячекатаной стальной полосы объем обрезки может быть сокращен на 5 тысяч тонн в год. Если принять выгоду от экономии одной тонны за 2000 юаней, то суммарная выгода составит 10 млн. юаней в год. Также значительно повышается энергетическая эффективность.
(2) Способ по настоящему изобретению не влияет на выход материала на участке непрерывного литья.
(3) Способ по настоящему изобретению может быть реализован путем внесения определенных изменений в устройства для резки непрерывнолитого сляба.
Краткое описание чертежей
На Фиг. 1 схематично показана традиционная производственная линия горячей прокатки.
На Фиг. 2 схематично показана деформация головной и хвостовой частей материала до и после черновой прокатки.
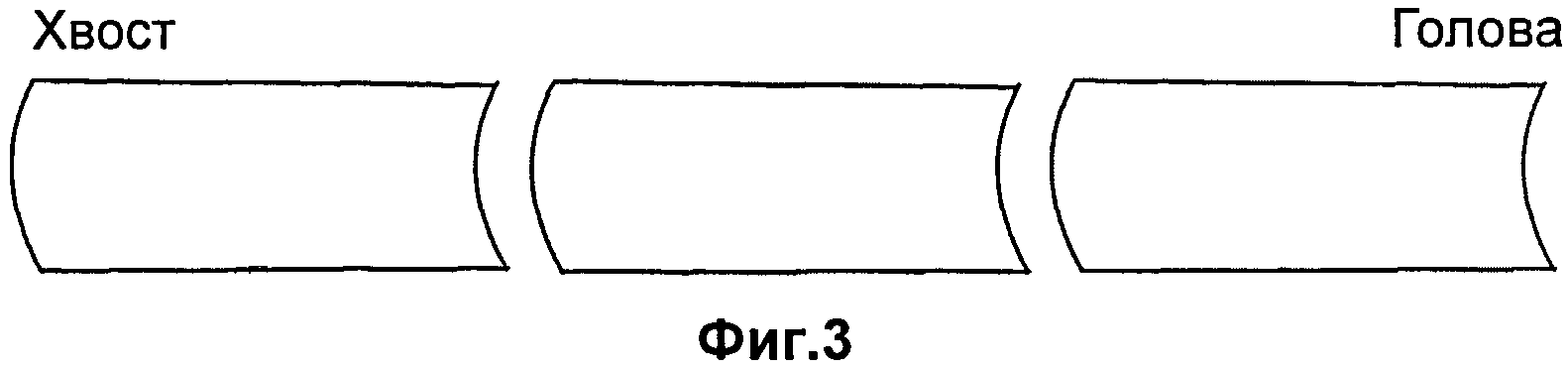
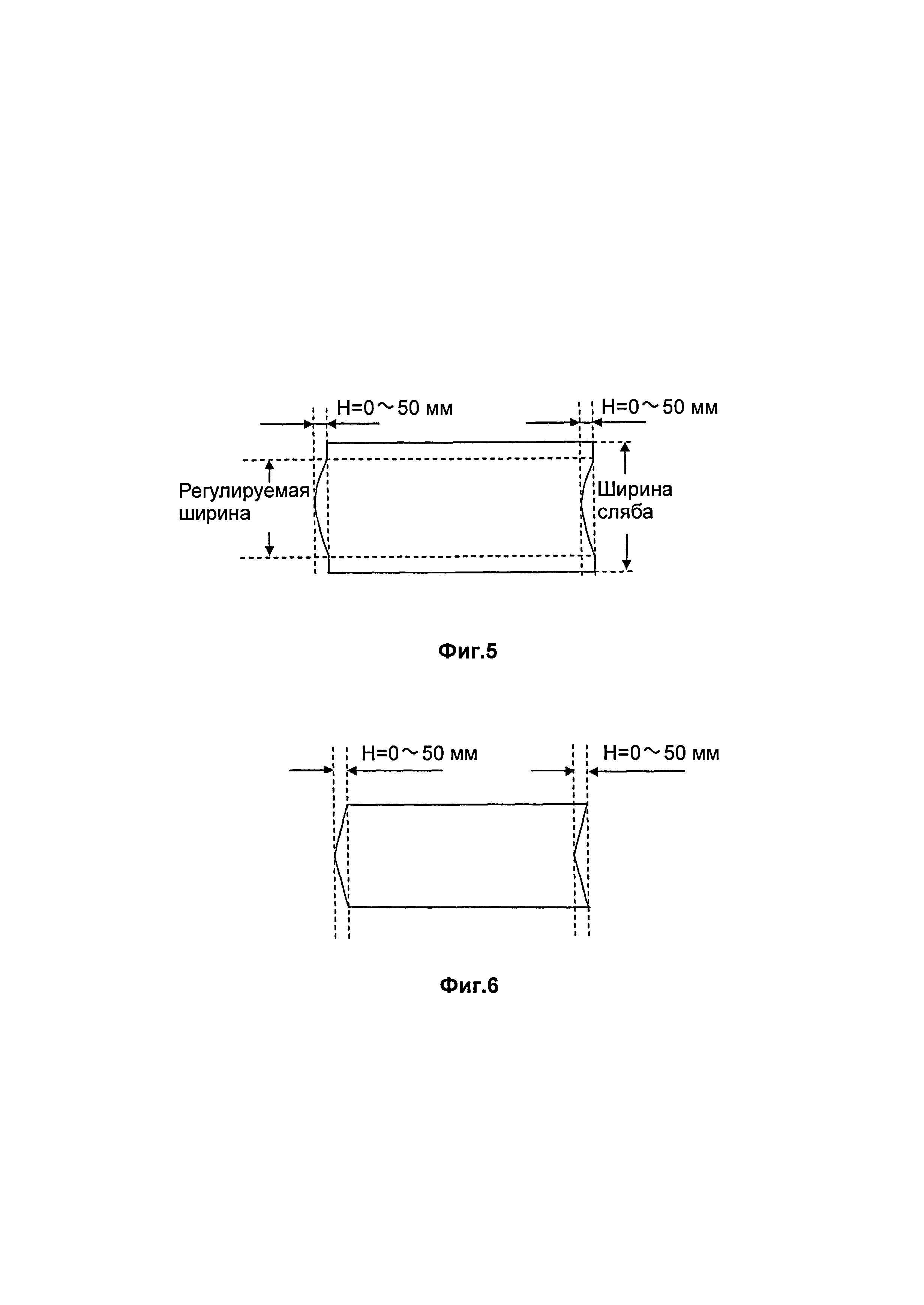
На Фиг. 3 схематично изображен способ разрезания непрерывнолитого сляба для последующей горячей прокатки (вид сверху сляба) в соответствии с настоящим изобретением.
На Фиг. 4 схематично изображен способ обрезки по кривой в соответствии с настоящим изобретением.
На Фиг. 5 схематично изображен способ обрезки по прямой и по дуге в соответствии с настоящим изобретением.
На Фиг. 6 схематично изображен способ обрезки по ломаной линии в соответствии с настоящим изобретением.
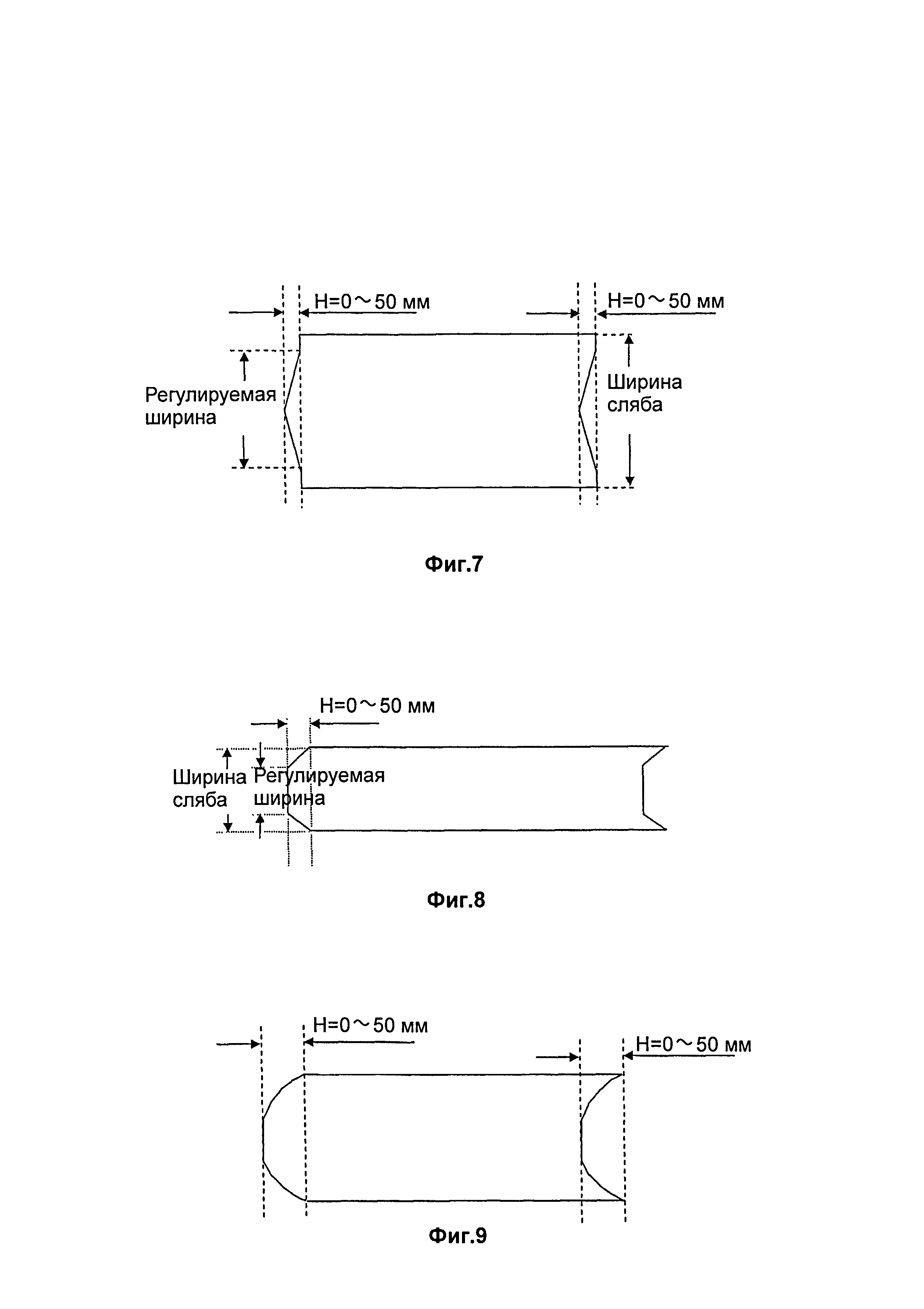
На Фиг. 7 схематично изображен способ обрезки по прямой и по ломаной линии в соответствии с настоящим изобретением.
На Фиг. 8 схематично изображен способ обрезки по трапециевидной линии в соответствии с настоящим изобретением.
На Фиг. 9 схематично изображен способ обрезки по составной ломаной линии в соответствии с настоящим изобретением.
Лучший вариант осуществления изобретения
Далее настоящее изобретение описывается на примере конкретных вариантов его осуществления со ссылками на чертежи.
Обращаясь к Фиг. 3, в способе разрезания непрерывнолитого сляба для последующей горячей прокатки применяется предварительная обрезка головной и хвостовой частей непрерывнолитого сляба, при которой торцевой поверхности головной части придают вогнутую внутрь форму, а торцевой поверхности хвостовой части - выгнутую наружу форму,
Форма головной части сляба совпадает с формой хвостовой части первого сляба, а форма хвостовой части совпадает с формой головной части второго сляба, т.е. первый и второй сляб вырезают из одного и того же непрерывнолитого сляба.
Неровная деформация головной и хвостовой частей сляба в процессе черновой горячей прокатки зависит от таких факторов, как ширина, степень обжатия по ширине при прокатке, толщина, степень обжатия по толщине при прокатке, температура нагрева сляба, марка стали и распределение нагрузки в каждой раме, при этом суммарная степень обжатия по толщине, ширина и степень обжатия по ширине оказывают наибольшее влияние на форму головной и хвостовой частей.
Хотя при обрезке непрерывнолитого сляба еще нельзя получить точные габариты итоговых изделий, а также невозможно проверить толщину и ширину промежуточного горячекатаного сляба, толщина промежуточного сляба на линии горячей прокатки удерживается в определенных пределах, что позволяет получить степень обжатия по толщине сляба на участке черновой прокатки. Диапазон толщины промежуточного сляба на традиционной линии горячей прокатки обычно находится в пределах 35-65 мм, и если принять толщину непрерывнолитого сляба за 230 мм, то степень обжатия сляба на участке черновой прокатки составит 3,5-6,5, что позволяет получить величину для предварительного выбора конкретной формы, которая должна определяться в соответствии с функцией машины для резки.
При изготовлении слябов на линии непрерывного литья головную часть первого непрерывнолитого сляба можно разрезать согласно способу по настоящему изобретению или согласно существующему способу разрезания по прямой линии; аналогично, хвостовую часть последнего непрерывнолитого материала можно разрезать согласно способу по настоящему изобретению или согласно существующему способу разрезания по прямой линии. Слябы от второго до предпоследнего разрезают с помощью способа разрезания согласно настоящему изобретению, при этом длина неровных участков головной и хвостовой частей промежуточного сляба после черновой прокатки значительно снижается, объем обрезки головной и хвостовой частей уменьшается и улучшается выход продукции.
Далее приводится подробное описание способа разрезания непрерывнолитого сляба для последующей горячей прокатки.
1. Способ разрезания непрерывнолитого сляба с обрезкой по кривой линии предусматривает обрезку головной и хвостовой частей непрерывнолитого сляба по кривой, которая симметрична осевой линии по ширине сляба, что позволяет решить поставленную задачу, компенсируя неровную деформацию головной и хвостовой частей. Высота дуги Н, т.е. максимальное значение вогнутости головной части или максимальное значение выпуклости хвостовой части, выдерживается в интервале 0-50 мм, см. Фиг. 4; предпочтительно, чтобы высота дуги Н находилась в интервале 15-30 мм.
Данное решение подходит для случая, когда машина для резки непрерывнолитого сляба может регулировать кривую обрезки в зависимости от ширины и обеспечивать нужную высоту дуги.
Кривая линия может представлять собой дугу окружности, дугу эллипса, синусоидальную кривую, полиномиальную кривую и т.п.
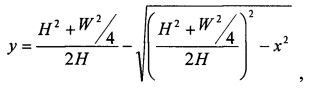
В качестве примера рассмотрен способ разрезания непрерывнолитого сляба с обрезкой по дуге окружности. Кривая линия обрезки определяется шириной сляба W и высотой дуги Н. Ниже в качестве примера приведен расчет формы головной части сляба, который аналогичен расчету формы хвостовой части сляба; если принять координаты вершины дуги за (0, 0), а расстояние между искомой точкой и осевой линией по ширине за x (см. Фиг. 4), то смещение y искомой точки относительно координат вершины дуги (0, 0) может быть рассчитано по следующей формуле:

при  .
.
2. Способ разрезания непрерывнолитого сляба с обрезкой по прямой линии и по дуге. Если машина для резки непрерывнолитого сляба не может обеспечивать контроль резки по кривой линии, зависящей от ширины сляба, то можно использовать способ разрезания с обрезкой по прямой линии и по дуге. В случае широкого сляба настраиваемую ширину в среднем участке можно выбирать согласно потребностям, при этом головную и хвостовую части сляба можно обрезать согласно способу разрезания по дуге, а обрезку оставшихся с двух сторон участков выполнять по прямой линии. Два этих участка образуют формы головной и хвостовой частей (см. Фиг. 5).
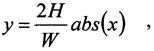
3. Способ обрезки по ломаной линии 1. Если важно удобство обрезания непрерывнолитого сляба, можно использовать способ обрезания по ломаной линии (см. Фиг. 6). Линия разреза может определяться по ширине W и высоте дуги Н сляба. Ниже в качестве примера приведен расчет формы головной части сляба, который аналогичен расчету формы хвостовой части сляба; если принять координаты вершины головной части за (0, 0), а расстояние между искомой точкой и осевой линией по ширине за x, то смещение y искомой точки относительно координат вершины головной части (0, 0) может быть рассчитано по следующей формуле:

при 
4. Способ обрезки по ломаной линии 2.
Для обеспечения стабильности при черновой прокатке на основе способа обрезки по ломаной линии 1 можно разрезать обе стороны по прямым линиям, согласно способу обрезки по ломаной и по прямой линиям. В случае широкого сляба настраиваемую ширину в среднем участке можно выбирать согласно потребностям, при этом головную и хвостовую части сляба можно разрезать согласно способу с обрезкой по ломаной линии, а обрезание оставшихся с двух сторон участков выполнять по прямой линии. Два этих участка вместе образуют формы головной и хвостовой частей (см. Фиг. 7).
5. Способ разрезания с обрезкой по трапециевидной линии. Линия обрезки может определяться в зависимости от ширины сляба W, настраиваемой ширины среднего участка сляба W' и высоты дуги Н сляба (см. Фиг. 8). Ниже в качестве примера приведен расчет формы головной части сляба, который аналогичен расчету формы хвостовой части сляба; ширину среднего участка можно выбирать согласно потребностям, при этом головную и хвостовую части сляба можно разрезать по прямой линии согласно способу разрезания с обрезкой по трапециевидной линии, а разрезание оставшихся с двух сторон участков выполнять по наклонной линии. Два этих участка образуют формы головной и хвостовой частей. Если принять координаты среднего положения вершины головной части за (0, 0), а расстояние между искомой точкой и осевой линией по ширине сляба за x, то смещение y искомой точки относительно координат (0, 0) среднего положения вершины головной части может быть рассчитано по следующей формуле:

6. Способ разрезания непрерывнолитого сляба с обрезкой по составной ломаной линии, см. Фиг. 9. Составные ломаные линии используются для образования формы, при которой головная часть сляба вогнута вниз, а хвостовая часть выгнута наружу.
Варианты осуществления изобретения.
Для проверки эффективности способа разрезания непрерывнолитого сляба проводили испытание с обрезкой и прокаткой на линии горячей прокатки. Для каждого испытания указывается способ выбора формы головной и хвостовой частей сляба, объем обрезки головной и хвостовой частей промежуточного сляба после прокатки, а также степень уменьшения объема обрезки.
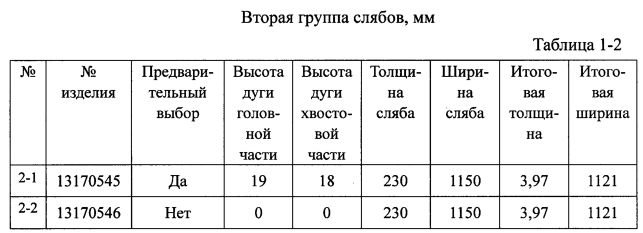
Выбор слябов для испытания: для проверки эффективности предварительного выбора формы головной и хвостовой частей сляба при различной высоте дуги были разработаны четыре группы испытаний. В каждой группе используются два сляба с одинаковой толщиной и шириной, к одному из которых применяется процесс предварительного выбора формы головной и хвостовой частей (дуга в головной части обозначает вогнутость, дуга в хвостовой части обозначает выпуклость), а второй представляет собой традиционный прямоугольный сляб и используется для сравнения. Использовались восемь слябов; сравнительные данные по слябам приведены в таблицах 1-1 - 1-4.
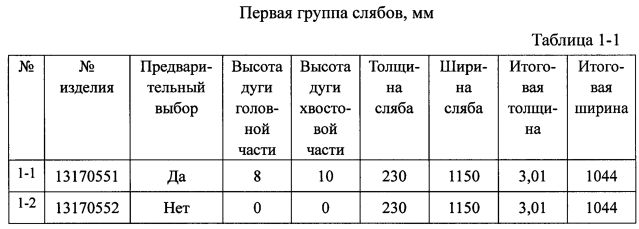


Используемый в испытаниях способ разрезания сляба представляет собой способ обрезки по дуге окружности.
В каждой группе испытаний слябы подвергались одинаковым процедурам нагрева и прокатки. Полученные значения объема обрезки головной и хвостовой частей промежуточного сляба приведены в таблицах 2-1…2-4, при этом площадь обрезки представляет собой площадь графика определителя форм головной и хвостовой частей (не площадь поверхности самого изделия).

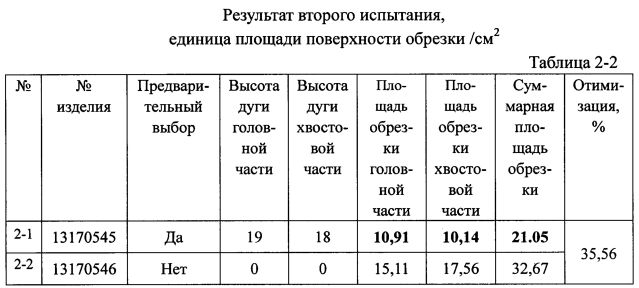

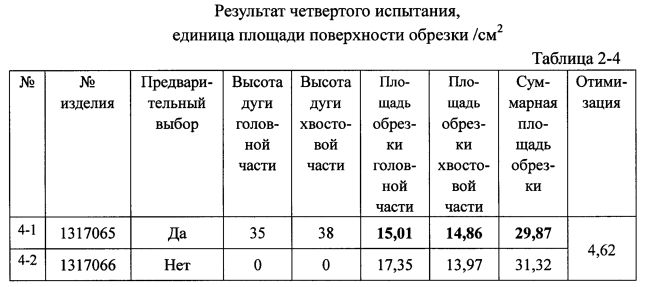
Итог: результаты вышеупомянутых четырех групп испытаний показали, что объем обрезки головной и хвостовой частей промежуточного сляба после черновой прокатки во всех случаях уменьшается при использовании предварительного выбора формы. При различной высоте дуги наблюдаются различные коэффициенты уменьшения объема обрезки; в тестовых условиях наибольшее сокращение составило 35,56%, что является выдающимся результатом.
Приведенное описание относится к предпочтительному варианту осуществления настоящего изобретения и не является ограничением объема настоящего изобретения, поэтому любые изменения, эквивалентные альтернативы, улучшения и пр., выполняемые в пределах сущности настоящего изобретения, будут оставаться в пределах объема охраны настоящего изобретения.

Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами

