Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ОБЫЧНОЙ ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ
Вид РИД
Изобретение
Область техники
Данное изобретение относится к способу получения металлического сплава, в частности к способу изготовления сплава на основе железа.
Уровень техники
Как правило, существующая обычная текстурированная кремнистая сталь (CGO) использует в качестве ингибитора MnS или MnSe, и ее получают с применением способа вторичной холодной прокатки.
Способ вторичной холодной прокатки включает следующий основной производственный процесс:плавку; горячую прокатку; нормализацию; первичную холодную прокатку; промежуточный отжиг; вторичную холодную прокатку; декарбонизацию и отжиг; высокотемпературный отжиг; и нанесение изолирующего покрытия.
Ключевыми техническими моментами этого процесса являются следующие.
Плавка: сляб формируют, получая сталь в конвертере (или в электрической печи), проводя вторичное рафинирование и легирование и проводя непрерывную разливку; при этом сляб содержит следующие основные химические компоненты, мас.%: 2,5-4,5% Si, 0,02-0,10% С, 0,025-0,25% Mn, 0,01-0,035% S или Se, не более 0,01% Al, не более 0,005% N, один или более элементов из Cu, Mo, Sb, В, Bi и других элементов, которые содержатся в некоторых системах компонентов; остаток составляет железо и неизбежные элементы-примеси.
Горячая прокатка: обычно сляб нагревают до температуры 1350°С или выше в специальной высокотемпературной нагревательной печи и выдерживают при этой температуре в течение 45 минут или более, чтобы получить полностью твердый раствор с подходящим содержанием MnS или MnSe, а затем проводят 4-6 проходов черновой прокатки и окончательную прокатку. При быстром охлаждении между окончательной прокаткой и сматыванием в рулон, карбиды могут диспергироваться и распределяться в зернах, что является благоприятным для получения малых по размеру и однородных первичных зерен.
Нормализация: выдержка при 850-950°С в течение 3 минут, чтобы структура горячекатаной пластины стала более однородной.
Первичная холодная прокатка: коэффициент обжатия при холодной прокатке составляет 60-70%; прокатку проводят в 3-4 прохода.
Промежуточный отжиг: температура промежуточного отжига 850-950°С, время отжига 2,5-4.0 минуты.
Вторичная холодная прокатка: коэффициент обжатия при вторичной холодной прокатке после промежуточного отжига составляет 50-55%, и холодную прокатку проводят в 2-3 прохода.
Декарбонизация и отжиг: после декарбонизации и отжига завершается первичная перекристаллизация и образуются вторичные зародыши в форме зерна. Содержание С снижают до 30 млн ч. или ниже, таким образом обеспечивая существование стали в единой α-фазе в ходе последующего высокотемпературного отжига, получая завершенную вторичную перекристаллизованную структуру и устраняя магнитное старение конечного продукта.
Высокотемпературный отжиг: высокотемпературный отжиг следует проводить, во-первых, для того, чтобы осуществить вторичную перекристаллизацию с выращиванием вторичных зерен, с последующим формированием на поверхности стальной полосы стекловидной пленки с нижним слоем из силиката магния; а также в конце осуществляют очистку и отжиг, чтобы удалить S, N и другие элементы, которые образуются при разложении ингибитора и вредны для магнитных свойств; таким образом, получают обычную текстурированную кремнистую сталь с высокой степенью ориентации и идеальными магнитными характеристиками.
Нанесение изолирующего покрытия: путем нанесения изолирующего покрытия и проведения протяжки и отжига получают продукт - текстурированную кремнистую сталь в форме, пригодной для коммерческого применения.
Китайский патентный документ с номером публикации CN 1321787 A и датой публикации 14 ноября 2001 г., озаглавленный "Single-oriented electrical steel sheet and preparation method thereof (Ориентированная в одном направлении листовая электротехническая сталь и способ ее получения), раскрывает ориентированную в одном направлении листовую электротехническую сталь и способ ее получения. Процесс изготовления по данному способу включает следующие стадии: плавку исходных материалов, при этом исходные материалы содержат следующие химические компоненты, мас.%: 0,02-0,15% С, 1,5-2,5% Si, 0,02-0,20% Mn, 0,015-0,065% растворимого в кислоте Al, 0,0030-0.0150% N, 0,005-0,040% одного из элементов – S, или Se, или обоих этих элементов; остальное представляет собой Fe и другие неизбежные примеси; отжиг смотанной в рулон горячекатаной листовой стали при температуре 900-1100°С, проведение первичной холодной прокатки, декарбонизацию, отжиг, окончательный отжиг и окончательное нанесение покрытия, чтобы получить листовую электротехническую сталь с толщиной листа 0,20-0,55 мм и средним размером кристаллического зерна 1,5-5,5 мм, при этом величина угара стали W17/50 удовлетворяет формуле: 0,5884 е1,9154×толщина листа (мм) ≤W17/50(Вт/кг) ≤0,7558 е1,7378×толщина листа (мм), а величина В8 (Т) удовлетворяет формуле: 1,88≤В8(Т)≤1,95.
Патентный документ США с номером публикации US5039359 и датой публикации 13 августа 1991, озаглавленный "Manufacturing method of grain oriented electrical steel plate with excellent magnetic property" (Способ изготовления листовой электротехнической стали с ориентированными зернами, обладающей превосходными магнитными свойствами), относится к способу изготовления листовой электротехнической стали с ориентированными зернами, обладающей превосходными магнитными свойствами; и этот способ изготовления включает следующие стадии: выплавку расплавленной стали, при этом расплавленная сталь содержит следующие химические компоненты, мас.%: 0,021-0,100 С и 2,5-4,5 Si, а также формирующий кремнистую листовую сталь ингибитор; остальное составляет железо и неизбежные примеси; формирование горячекатаного и смотанного в рулон стального листа, при этом температура сматывания в рулон и охлаждения составляет не выше 700°С, и эта температура составляет менее 80% или больше от фактической температуры горячекатаного и смотанного в рулон стального листа; корректировка одного или двух элементов в составе рецептуры горячекатаного стального листа; и проведение по меньшей мере однократной холодной прокатки для получения текстурированной кремнистой стали; при этом магнитная индукция продукта может составлять 1,90 Т или более.
Патентный документ США с номером публикации US5472521 и датой публикации 5 декабря 1995 г., озаглавленный "Manufacturing method of grain oriented electrical steel plate with excellent magnetic property" (Способ изготовления электротехнической листовой стали с ориентированными зернами, обладающей превосходными магнитными свойствами), раскрывает способ изготовления электротехнической листовой стали с улучшенными магнитными свойствами и устойчивой ориентацией зерен. Текстурированную кремнистую сталь получают, применяя технологию низкотемпературного нагрева сляба и процесс первичной холодной прокатки без нормализации; одновременно данный патент относится к зависимости магнитной индукции стального листа от содержания азота после плавки.
Существующий уровень техники обладает следующими недостатками:
(1) в качестве основного ингибитора применяют MnS или MnSe, что приводит к относительно низким магнитным свойствам конечного продукта;
(2) для того чтобы полностью растворить MnS или MnSe ингибитор, максимальная температура нагревания должна достичь величины 1400°С, а это является предельным уровнем нагрева традиционной нагревательной печи; кроме того, из-за высокой температуры нагрева и значительного угара нагревательную печь необходимо часто ремонтировать, и коэффициент использования является низким; и при этом, поскольку высокая температура нагревания приводит к высокому потреблению энергии и растрескивание кромки горячекатаного рулона в процессе холодной прокатки является значительным, его трудно получить, выход является низким, а стоимость высокой;
(3) при существующей системе химических компонентов конечный продукт - обычную текстурированную кремнистую сталь с соответствующими магнитными свойствами - можно получить только при использовании во всем производственном процессе нормализации промежуточного отжига и способа вторичной холодной прокатки, что приводит к усложненной процедуре, длительному процессу изготовления и чрезвычайно низкой эффективности производства; и
(4) MnS или MnSe является полностью растворимым в твердом виде ненитридным типом компонента в существующей обычной текстурированной кремнистой стали, и, поскольку температура повторного нагрева сляба при ее современном получении является слишком высокой, активность ингибитора в слябе является неоднородной, и легко получить крупные зерна и т.п., что приводит к проблемам незавершенности вторичной перекристаллизации, к пониженной магнитной индукции и т.п.
Краткое описание изобретения
Целью данного изобретения является обеспечение способа получения обычной текстурированной кремнистой стали, обладающей высокой магнитной индукцией. Применяя данный способ изготовления, можно получить обычную текстурированную кремнистую сталь, обладающую высокой магнитной индукцией (В8≥1,88Т), используя только первичную прокатку без старения, в допущении устранения нормализации, промежуточного отжига и других процедур.
Для того чтобы осуществить цель данного изобретения, данное изобретение обеспечивает способ изготовления обычной текстурированной кремнистой стали, обладающей высокой магнитной индукцией, включающий следующие стадии:
(1) плавку и непрерывную разливку с целью получения сляба, в котором содержание N на стадии плавки регулируют в диапазоне 0,002-0,014 мас.%;
(2) горячую прокатку, при которой температура нагрева составляет 1090-1200°С;
(3) холодную прокатку, при которой проводят первичную прокатку без старения;
(4) декарбонизацию и отжиг;
(5) обработку азотированием, при которой содержание [N]D внедрившегося азота удовлетворяет следующей формуле: 328-0,14а-0,85b-2,33с≤[N]D≤362-0,16а-0,94b-2,57с, где а представляет содержание Als на стадии плавки, в млн ч. (ppm); b представляет содержание элемента N на стадии плавки, в млн ч.; и с представляет первичный размер зерен в мкм;
(6) нанесение на поверхность стальной пластины покрытия из оксида магния и отжиг; и
(7) нанесение изолирующего покрытия.
Посредством проведения большого количества тестов автор изобретения обнаружил, что путем соответствующего регулирования содержания N в процессе изготовления стали не только можно получить продукт с высокой магнитной индукцией, но также можно устранить нормализацию, промежуточный отжиг и другие процедуры, а метод вторичной холодной прокатки превратить в метод первичной холодной прокатки, таким образом уменьшая период изготовления и, очевидно, повышая эффективность производства.
Поскольку в данном техническом решении после процедур декарбонизации и отжига все еще необходимо проводить обработку азотированием, содержание N необходимо регулировать на стадии плавки в пределах низкого диапазона, таким образом избегая использования высокой температуры для нагревания; и это техническое решение применяет для производства и изготовления технологию низкотемпературного нагревания сляба при 1090-1200°С. В данном техническом решении, если содержание N составляет менее 0,002%, невозможно стабильно получить эффект первичного ингибитора; контроль размера при первичной перекристаллизации становится сложным, и, одновременно, вторичная перекристаллизация становится недостаточной. В то же время необходимо применять процессы промежуточного отжига и вторичной холодной прокатки, чтобы улучшить магнитные свойства конечного продукта. Однако если в фактическом процессе получения содержание N превышает 0,014%, не только необходимо увеличить температуру повторного нагрева для сляба до 1350°С или более, но из-за обработки азотированием при последующей обработке также снижается доля текстуры Госса. Кроме того, если содержание N является высоким, все еще необходимо добавлять процедуру нормализации, чтобы получить осаждение ингибитора AlN в виде небольших и диспергированных частиц, и применяют процесс контроля старения при первичной холодной прокатке, чтобы получить холоднокатаную пластину с толщиной конечного продукта. Таким образом, принимая во внимание магнитные свойства, эффективность обработки и различные совокупные факторы конечного продукта, в техническом решении по данному изобретению содержание N следует регулировать на уровне 0,002-0,014 мас.%.
В данном техническом решении обработка азотированием направлена на технологию низкотемпературного нагрева сляба, и обработку азотированием проводят на холоднокатаной и декарбонизированной пластине, чтобы скомпенсировать недостаточную эффективность ингибитора в пластине основы, причем добавленный ингибитор представляет собой специальный вторичный ингибитор для вторичной перекристаллизации, и его количество непосредственно определяет степень завершенности вторичной перекристаллизации декарбонизированной стальной пластины в процессе высокотемпературного отжига. Если при обработке азотированием содержание внедрившегося N является слишком малым, эффективность ингибитора является низкой и, таким образом, позиции кристаллических зародышей вторичной перекристаллизации расположены в направлении толщины пластины, так что находящийся вблизи поверхности слой стальной пластины обладает выраженной текстурой Госса, а нормальные кристаллические зерна центрального слоя также подвергаются вторичной перекристаллизации, так что степень ориентации становится низкой, магнитные свойства ухудшаются, и В8 конечного продукта снижается. В противоположность этому, если при обработке азотированием содержание внедрившегося N является слишком большим, уровень текстуры Госса также в значительной степени снижается и на пленке стекловидного силиката магния, образованной в процессе высокотемпературного отжига, проявляются дефекты металла, и доля дефектов значительно возрастает. Таким образом, содержание внедрившегося при обработке азотированием N должно удовлетворять следующей формуле: 328-0,14а-0,85b-2,33с≤[N]D≤362-0,16а-0,94b-2,57с (а - содержание Als на стадии плавки, в млн ч.; b - содержание элемента N на стадии плавки, в млн ч.; и с - первичный размер зерен, в мкм.
Кроме того, на вышеуказанной стадии (2) начальную прокатку проводят при температуре 1180°С или менее; окончательную прокатку проводят при температуре 860°С или выше; сматывание в рулон проводят после прокатки, и температура сматывания в рулон составляет менее 650°С.
Кроме того, на вышеуказанной стадии (3) коэффициент обжатия при холодной прокатке регулируют таким образом, что он составляет не менее 80%.
Кроме того, на вышеуказанной стадии (4) скорость нагревания регулируют при 15-35°С/с, температуру декарбонизации регулируют при 800-860°С, и температуру конденсации при декарбонизации регулируют при 60-70°С.
Кроме того, на вышеуказанной стадии (4) защитная атмосфера представляет собой 75% Н2 + 25% N2 (объемные доли).
Кроме того, на вышеуказанной стадии (5) азотирование проводят с помощью NH3, имеющего объемную долю 0,5-4,0%, при температуре азотирования 760-860°С, времени азотирования 20-50 с и степени окисления PH2O/PH2 порядка 0,045-0,200.
В сравнении с существующим уровнем техники в способе получения обычной текстурированной кремнистой стали с высокой магнитной индукцией по данному изобретению путем регулирования содержания N в процессе плавки и регулирования содержания азота, внедрившегося при обработке азотированием в последующем процессе, в соответствии с содержанием Als, содержанием элемента N и первичным размером зерен на стадии плавки, при условии сокращения последовательности производственного процесса получают обычную текстурированную кремнистую сталь с высокой магнитной индукцией (В8≥1,88Т). Таким образом, не только сокращают производственный регламент и повышают эффективность производства, но также обеспечивают для обычной текстурированной кремнистой стали идеальное магнитное поведение и превосходную степень ориентации.
Подробное описание изобретения
Далее техническое решение по данному изобретению дополнительно разъясняется и иллюстрируется в сочетании с конкретными примерами и сравнительными примерами.
Примеры 1-3 и сравнительные примеры 1-2
Изготовление стали проводят путем применения конвертера или электрической печи; сляб получают путем вторичного рафинирования расплавленной стали и непрерывной разливки; и сляб включает следующие химические элементы, мас.%: 0,02-0,08 С, 2,0-3,5 Si, 0,05-0,20 Mn, 0,005-0,012 S, 0,010-0,060 Als, 0,002-0,014 N, не более 0,10 Sn, остальное Fe и другие неизбежные примеси. Слябы с различными компонентами нагревают при температуре 1150°С, а затем подвергают горячей прокатке с получением горячекатаных пластин с толщиной 2,3 мм; температуры начальной прокатки и конечной прокатки составляют 1070°С и 935°С соответственно, а температура сматывания в рулон - 636°С. После промывки кислотой горячекатаные пластины подвергают первичной холодной прокатке, чтобы получить конечные продукты с толщиной 0,30 мм. Декарбонизацию и отжиг проводят при следующих условиях: скорость нагревания в ходе декарбонизации и отжига составляет 25°С/с; температура декарбонизации 845°С и температура конденсации при декарбонизации 67°С; таким образом снижая содержание [С] в стальных пластинах, чтобы оно составляло 30 млн ч. или менее. Процесс обработки азотированием: 780°С × 30 с; степень окисления PH2O/PH2 0,065; количество NH3 3,2 мас.%, и содержание внедрившегося [N] 160 млн ч.. На каждую стальную пластину наносят изолирующий агент, использующий MgO в качестве основного компонента, а затем проводят высокотемпературный отжиг в печи периодического действия. После разворачивания рулона, путем нанесения изолирующего покрытия и проведения протяжки, выравнивания и отжига, получают В8 и время получения для конечного продукта, которые приведены в Таблице 1.

(Номера 1-3 представляют примеры 1-3 соответственно; и номера 4-5 представляют сравнительные примеры 1-2 соответственно)
Из Таблицы 1 можно видеть, что если содержание элемента N регулируют в диапазоне 0,002-0,014%, конечные продукты, как правило, обладают высокой магнитной индукцией, которая может достигать В8 не менее 1.88Т. В отличие от этого содержание элемента N в каждом из сравнительных примеров 1-2 не удовлетворяет техническому решению данного изобретения, и, таким образом, магнитная индукция в случае сравнительных примеров ниже, чем в каждом из примеров 1-3.
Кроме того, из Таблицы 1 также можно видеть, что, если содержание N на стадии плавки находится в пределах 0,002-0,014%, то стадии нормализации и промежуточного отжига можно опустить, одновременно применяя технологию процесса первичной холодной прокатки, так, чтобы период получения от горячекатаной пластины до конечного продукта (а именно холоднокатаной пластины) был отрегулирован в пределах 48 ч. В противном случае, если содержание N не удовлетворяет этим требованиям, то требуются процедуры нормализации, промежуточного отжига, вторичной холодной прокатки и т.п., период получения будет увеличен примерно на 5-20 часов.
Примеры 4-8 и сравнительные примеры 3-7
Получение стали проводят с использованием конвертера или электрической печи; сляб получают вторичным рафинированием расплавленной стали и непрерывной разливкой; сляб включает следующие химические элементы, мас.%: 3,0 Si, 0,05 С, 0,11 Mn, 0,007 S, 0,03 Als, 0,007 N, 0,06 Sn, остальное - Fe и неизбежные примеси; затем проводят горячую прокатку; другие условия процесса горячей прокатки таковы, как это приведено в Таблице 2. После промывки кислотой горячекатаные пластины подвергают первичной холодной прокатке, чтобы получить конечные продукты с толщиной 0,30 мм. Декарбонизацию и отжиг проводят в условиях, когда скорость нагревания при декарбонизации и отжиге составляет 25°С/с, температура декарбонизации составляет 840°С, а температура конденсации при декарбонизации составляет 70°С, при этом содержание [С] в стальных пластинах снижают до 30 млн ч. или менее. Процесс обработки азотированием: 800°С × 30 с, степень окисления PH2O/PH2 составляет 0,14, количество NH3 составляет 1,1 мас.%, и содержание внедрившегося [N] составляет 200 млн ч. На каждую стальную пластину наносят изолирующий агент, применяющий в качестве основного компонента MgO, а затем проводят высокотемпературный отжиг в печи периодического действия. В8 конечного продукта, полученного после разматывания рулона, при нанесении изолирующего покрытия и при проведении протяжки, выравнивания и отжига является таким, как это показано в Таблице 2.

Из результатов, приведенных в Таблице 2, можно видеть, что если процесс горячей прокатки удовлетворяет следующим условиям: сляб нагревают до 1090-1200°С в нагревательной печи, начальная температура прокатки составляет 1180°С или менее, конечная температура прокатки составляет 860°С или более, после прокатки проводят ламинарное охлаждение и сматывание в рулон проводят при температуре 650°С или менее, то примеры 4-8 обычно имеют более высокую магнитную индукцию, которая может достигать значения В8 не менее 1,88Т. Напротив, если процесс горячей прокатки не соответствует данному техническому решению, то сравнительные примеры 3-7 имеют более низкую магнитную индукцию, чем указанные в таблице примеры.
Примеры 9-13 и сравнительные примеры 8-13
Получение стали проводят с использованием конвертера или электрической печи; сляб получают вторичным рафинированием расплавленной стали и непрерывной разливкой; сляб включает следующие химические элементы, мас.%: 2,8 Si, 0,04 С, 0,009 S, 0,04 Als, 0,005 N, 0,10 Mn, 0,03 Sn, остальное - Fe и неизбежные примеси. Слябы нагревают при температуре 1130°С и проводят горячую прокатку до горячекатаных пластин с толщиной 2,5 мм; температуры исходной прокатки и конечной прокатки составляют 1080°С и 920°С соответственно, а температура сматывания в рулон составляет 650°С. После промывки кислотой горячекатаные пластины подвергают холодной прокатке до конечных продуктов с толщиной 0,35 мм, затем проводят декарбонизацию и отжиг; различные условия процесса декарбонизации и отжига таковы, как указано в Таблице 3. После декарбонизации и отжига содержание [С] в стальных пластинах снижают до 30 млн ч. или менее. Процесс обработки азотированием: 800°С × 30 с, степень окисления PH2O/PH2 составляет 0,15, количество NH3 составляет 0,9 мас.%, и содержание внедрившегося [N] составляет 170 млн ч. На каждую стальную пластину наносят изолирующий агент, применяющий в качестве основного компонента MgO, а затем проводят высокотемпературный отжиг в печи периодического действия. В8 конечного продукта, полученного после разматывания рулона путем нанесения изолирующего покрытия и проведения протяжки, выравнивания и отжига, является таким, как это показано в Табл. 3.
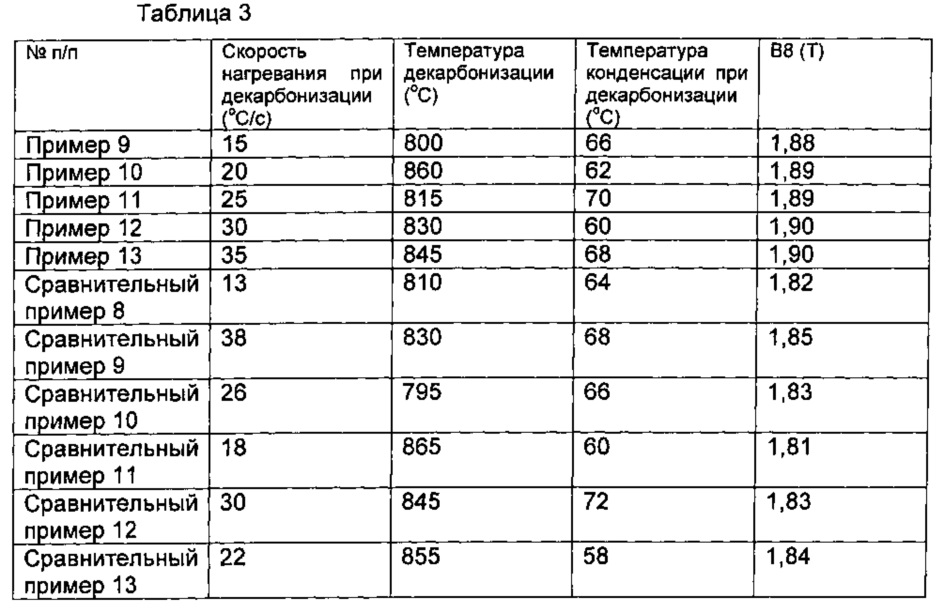
Из Таблицы 3 можно видеть, что если процесс декарбонизации и отжига удовлетворяет следующим условиям: скорость нагревания при декарбонизации 15-35°С/с, температура декарбонизации 800-860°С и температура конденсации при декарбонизации 60-70°С; то конечные продукты в примерах 9-13 обычно обладают более высокой магнитной индукцией, которая может достигать В8 не менее чем 1.88Т. Напротив, если процесс декарбонизации и отжига не соответствует данному техническому решению, то сравнительные примеры 8-13 обычно обладают более низкой магнитной индукцией.
Примеры 14-23 и сравнительные примеры 14-19
Получение стали проводят с использованием конвертера или электрической печи; сляб получают вторичным рафинированием расплавленной стали и непрерывной разливкой; сляб включает следующие химические элементы, мас.%: 3,0 Si, 0,05 С, 0,11 Mn, 0,007 S, 0,03 Als, 0,007 N, 0,06 Sn, остальное - Fe и неизбежные примеси. Слябы нагревают при температуре 1120°С и проводят горячую прокатку до горячекатаных пластин с толщиной 2,5 мм; температуры исходной прокатки и конечной прокатки составляют 1080°С и 920°С соответственно, а температура сматывания в рулон составляет 605°С. После промывки кислотой горячекатаные пластины подвергают холодной прокатке до конечных продуктов с толщиной 0,35 мм. Затем проводят декарбонизацию и отжиг в условиях, когда скорость нагревания составляет 30°С/с, температура декарбонизации составляет 840°С и температура конденсации при декарбонизации составляет 68°С. Затем проводят обработку азотированием; различные условия процесса азотирования и отжига таковы, как указано в Таблице 4. На каждую стальную пластину наносят изолирующий агент, применяющий в качестве основного компонента MgO, а затем проводят высокотемпературный отжиг в печи периодического действия. В8 конечного продукта, полученного после разматывания рулона путем нанесения изолирующего покрытия и проведения протяжки, выравнивания и отжига, является таким, как это показано в Таблице 4.

Из результатов испытаний, приведенных в Таблице 4, можно видеть, что если процесс азотирования и отжига удовлетворяет данному техническому решению, а именно температура азотирования составляет 760-860°С, время азотирования составляет 20-50 с, степень окисления PH2O/PH2 составляет 0,045-0,200, содержание NH3 составляет 0,5-4,0 мас.%, и содержание внедрившегося N удовлетворяет формуле: 328-0,14а-0,85b-2,33с≤[N]D≤362-0,16а-0,94b-2,57с, примеры 14-23 обычно имеют более высокую магнитную индукцию, которая может достигать значения В8 не менее 1.88Т. Напротив, если процесс азотирования и отжига не соответствует данному техническому решению, сравнительные примеры 14-19 обычно имеют более низкую магнитную индукцию.
Примеры 24-29 и сравнительные примеры 20-25:
Получение стали проводят с использованием конвертера или электрической печи; сляб получают вторичным рафинированием расплавленной стали и непрерывной разливкой; сляб включает следующие химические элементы, мас.%: 2,8 Si, 0,045 С, 0,06 Mn, 0,009 S, 0,024 Als, 0,009 N, 0,04 Sn, остальное - Fe и неизбежные примеси. Слябы нагревают при температуре 1120°С и проводят горячую прокатку до горячекатаных пластин с толщиной 2,3 мм; температуры исходной прокатки и конечной прокатки составляют 1070°С и 900°С, соответственно, а температура сматывания в рулон составляет 570°С. После промывки кислотой горячекатаные пластины подвергают холодной прокатке до получения конечных продуктов с толщиной 0,30 мм. Затем проводят декарбонизацию и отжиг в условиях, когда скорость нагревания составляет 20°С/с, температура декарбонизации составляет 830°С и температура конденсации при декарбонизации составляет 70°С. Затем проводят обработку азотированием; и влияние различных содержаний внедрившегося N на В8 конечных продуктов таково, как указано в Таблице 5. На каждую стальную пластину наносят изолирующий агент, применяющий в качестве основного компонента MgO, а затем проводят высокотемпературный отжиг в печи периодического действия. В8 каждого конечного продукта, полученного после разматывания рулона путем нанесения изолирующего покрытия и проведения протяжки, выравнивания и отжига, является таким, как это показано в Таблице 5.

Таблица 5 отражает влияние содержания внедрившегося N на В8 конечных продуктов. Из Таблицы 5 можно видеть, что содержание внедрившегося N должно удовлетворять содержанию внедрившегося азота [N]D (328-0,14a-0,85b-2,33c≤[N]D≤362-0,16a-0,94b-2,57c), полученному теоретическим расчетом на основе величины а содержания Als, величины b содержания N и размера с первичных зерен на стадии плавки. Если фактическое количество внедрившегося N находится в пределах расчетных величин, например, 24-29, конечные продукты имеют более высокую магнитную индукцию; и наоборот, например, в сравнительных примерах 20-25 конечные продукты имеют более низкую магнитную индукцию.
Следует отметить, что перечисленные выше примеры представляют собой лишь конкретные примеры данного изобретения, и, очевидно, данное изобретение не ограничено вышеприведенными примерами и может иметь много подобных изменений. Все вариации, которые специалисты могут вывести из описания данного изобретения или ассоциировать с ним, должны находиться в пределах области защиты данного изобретения.
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами

