Результат интеллектуальной деятельности: КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СТАЛИ И ЧУГУНА
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, к способам получения композиционных материалов. Изобретение может быть использовано в качестве композиции для режущего инструмента со сверхтвердым материалом (СТМ), а именно сегментных кругов и колонковых сверл, режущих канатов широкой гаммы типоразмеров для резки массивных конструкций из стали и чугуна при реновации, плановых и аварийных ремонтах объектов инфраструктуры (дороги, аэродромы, мосты), энергетики (ГЭС, АЭС), ЖКХ (жилые дома, системы водоподготовки и водоочистки), утилизации структурами МЧС и МО химически и радиационно-загрязненных объектов.
Композиция оказывает влияние на конструкцию инструмента. В зависимости от состава композиции выбирается материал корпуса, метод соединения слоя со сверхтвердым материалом и с корпусом. Физико-механические свойства связки композиции определяют форму и размеры режущего инструмента на основе алмаза и кубического нитрида бора (cBN).
Известна композиция для изготовления алмазного инструмента (RU 2286241 С2, опублик. 2006.07.07), содержащая металл, выбранный из группы железа Периодической системы, карбид титана и соединение металла с металлоидом. С целью повышения прочности связки композиции и надежности закрепления в ней алмазного зерна дополнительно вводится карбид циркония.
Недостатком известной композиции является использование дорогостоящего и токсичного кобальта, а также низкой скорости резания высокоармированного железобетона и низкий ресурс работы инструмента.
Прототипом заявленного изобретения является композиция для изготовления алмазного инструмента (RU 2487006 C1, опублик. 10.07.2013), содержащая медь, железо, никель, кобальт и легирующую добавку в виде углеродных нанотрубок или ультрадисперсного алмаза.
Недостатком известного материала на основе меди является недостаточные твердость, прочность, ударная вязкость связки, а также производительность и удельный ресурс инструмента со сверхтвердым материалом при резке стали и чугуна.
Технический результат, достигаемый в предложенном изобретении, заключается в повышении механических свойств связки композиции, а именно: твердости до 100 HRB, предела прочности при трехточечном изгибе σизг до 1200 МПа, ударной вязкости KCU до 6 Дж/мм2, а также в повышении производительности работы режущего инструмента на основе сверхтвердого материала и его удельного ресурса до 3000 см2/мм при резке стали и чугуна.
Технический результат достигается следующим образом.
Композиция для изготовления режущего инструмента для стали и чугуна состоит из сверхтвердого материала, представляющего собой смесь при следующем соотношении компонентов, масс. %
кубический нитрид бора - 20-60
алмаз - 40-80,
и связки, включающей медь, кобальт, железо, никель и гексагональный нитрид бора, при следующем соотношении компонентов, масс. %:
медь - 27,5-49,5
кобальт - 13,75-24,75
железо - 13,75-24,75
никель - 1-45
гексагональный нитрид бора - 0,05-1.
Размер частиц гексагонального нитрида бора составляет менее 500 нм.
Изобретение поясняется чертежом, где на фигуре 1 показана схема процесса резания стали и чугуна инструментом, содержащим алмаз в рабочем слое, на фигуре 2 показана схема процесса резания стали и чугуна инструментом, содержащим кубический нитрид бора cBN в рабочем слое, на фигуре 3 изображен мостовой отрезной станок «Алмаз-3» с водяным охлаждением, используемый для испытаний инструмента.
На чертежах показаны обрабатываемое изделие 1, корпус 2 отрезных сегментных кругов (ОСК), стружка 3, кратеры 4, зерна 5 алмаза, зерна 6 кубического нитрида бора cBN.
При резке стали и чугуна, дающих малоабразивную стружку, слабо вскрывающую рабочий слой, типичным является следующий механизм резания и износа зерен сверхтвердого материала СТМ, выполненных из алмаза и кубического нитрида бора cBN.
В процессе резания стали и чугуна инструментом, содержащим алмаз в рабочем слое (Фиг. 1), в силу своей высокой прочности алмазные зерна не разрушаются при контакте с обрабатываемым изделием. Однако в процессе резания развиваются высокие температуры, а в присутствии металлов катализаторов (железа и никеля) происходит графитизация зерен (кристаллов) алмаза и их химическая эрозия (износ). Режущие кромки, грани алмазных кристаллов постепенно округляются и выглаживаются, снижается прочность алмазоудержания в связке и скорость резания инструмента.
Механизм резания зернами кубического нитрида бора cBN отличается от механизма резания алмазными кристаллами (Фиг. 2) в связи с несовершенством их огранки и отсутствием химического взаимодействия со сталью и чугуном. Зерна cBN изнашиваются без выглаживания граней. Относительно низкая прочность зерен cBN приводит к многочисленным микросколам, в результате чего образуются новые острые грани и ребра. Из-за сложной формы зерна cBN надежно удерживаются в связке. Поэтому содержание cBN в рабочем слое практически не меняется в течение всего процесса обработки.
Недостатками использования только cBN в рабочем слое СТМ режущего инструмента является быстрое механическое разрушение cBN, а также низкий износ связки и невозможность вскрытия новых слоев СТМ, что приводит к заполировыванию рабочего слоя. В связи с чем возникает необходимость в периодической остановки процесса резания и вскрытия СТМ на специальном оборудовании, что создает трудности и неудобства.
С целью повышения производительности работы режущего инструмента на основе сверхтвердого материала и его удельного ресурса при резке стали и чугуна в предложенном изобретении в качестве СТМ используется смесь из кубического нитрида бора cBN и алмаза в вышеуказанном соотношении.
В таблице 1 иллюстрируется влияние соотношения алмаза и кубического нитрида бора в композиции для сегментов ОСК со связкой Cuсвязка1 (27,5% Cu; 13,75% Со; 13,75% Fe; 45% Ni), модифицированной частицами гексагонального нитрида бора hBN, на производительность и удельный ресурс режущего инструмента.
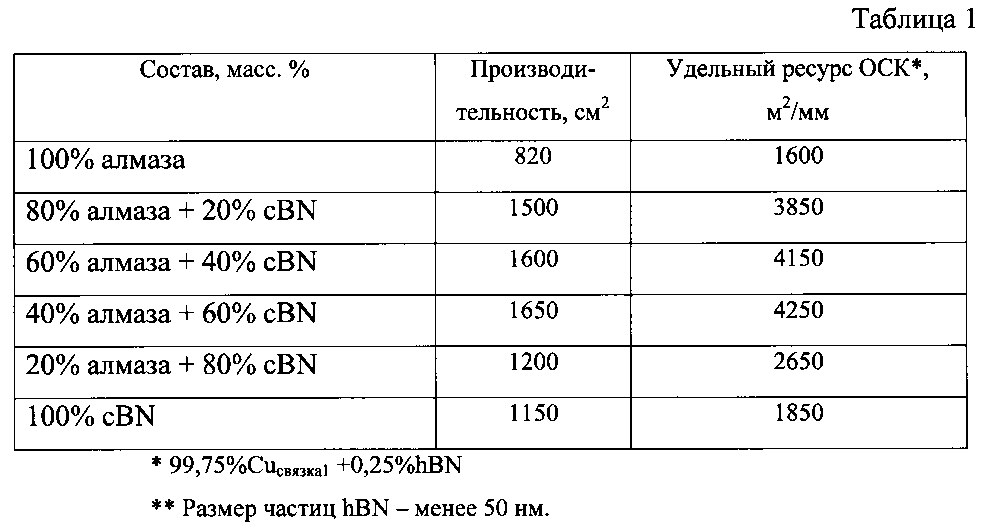
Установленная зависимость производительности работы инструмента от содержания cBN в композиции является следствием протекания при резании конкурирующих процессов: с одной стороны, происходит графитизация алмаза на границе со связкой, химический износ и выглаживание граней, выпадение алмаза из рабочего слоя, с другой стороны, надежное удержание зерен cBN, но их более быстрый механический износ. Для подтверждения данной гипотезы была проведена оценка состояния СТМ в сегментах после испытаний. Поверхность сегментов исследовалась с помощью оптического микроскопа. Все обнаруженные зерна СТМ (либо кратеры, оставшиеся после их выпадения) были разбиты на 3 группы: целые, разрушенные и выпавшие. Установлено, что уменьшение доли алмаза в композиции приводит к уменьшению количества выпавших из рабочего слоя зерен СТМ, что связано с более прочным удержанием cBN за счет их неправильной формы.
Отрезные сегментные круги из композиции со связкой, модифицированной частицами гексагонального нитрида бора hBN, превосходят по производительности инструмент с базовой связкой на 80% и более.
Концентрация гексагонального нитрида бора hBN менее 0,05 масс. % не обеспечивает достижение поставленной цели, т.к. этого количества недостаточно для эффективного дисперсного упрочнения металлической связки и положительного влияния на структуру и свойства композиции полученного инструмента.
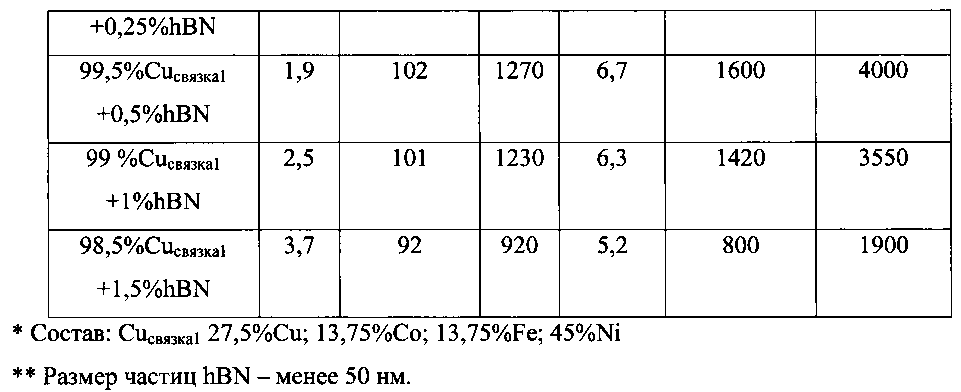
Введение в связку более 1 масс. % hBN приводит к увеличению остаточной пористости и уменьшению механических свойств, т.к. hBN, являясь тугоплавким и химически инертным соединением по отношению к компонентам связки, в большом количестве препятствует протеканию процессов диффузии и уплотнения при горячем прессовании.
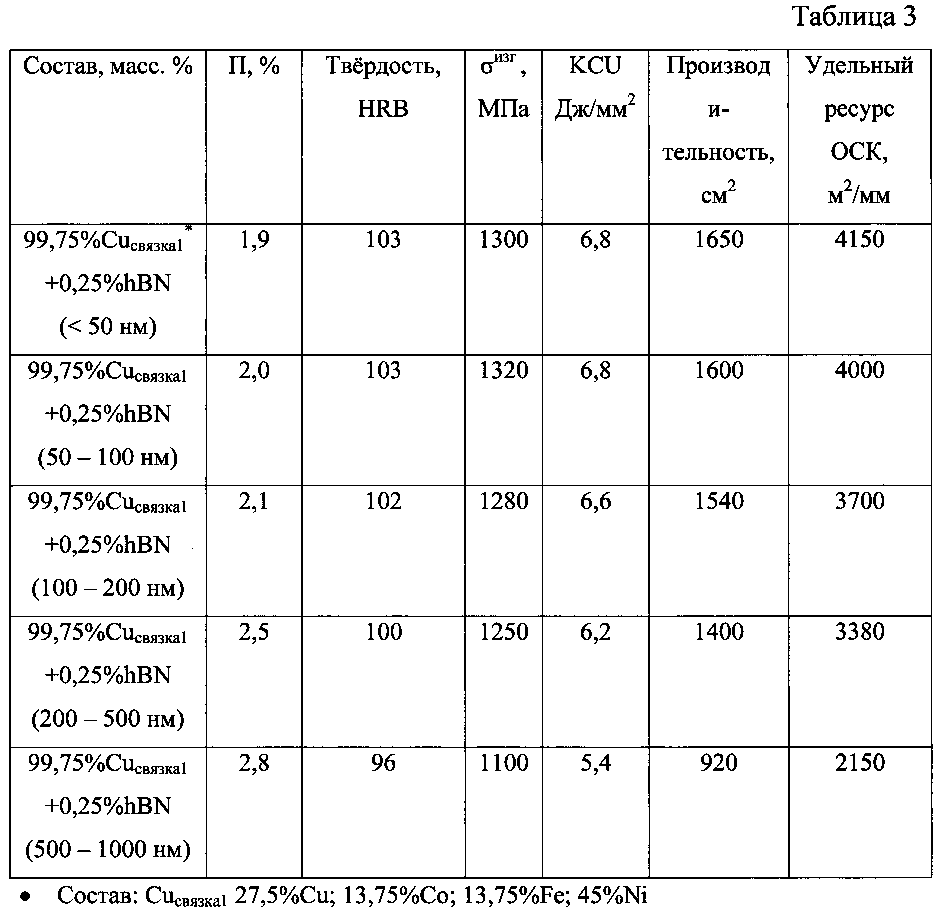
Наличие в связке hBN с размером частиц более 500 нм приводит к увеличению остаточной пористости и уменьшению механических свойств, т.к. крупные частицы hBN неравномерно распределяются по объему связки и становятся концентраторами напряжений.
Влияние добавки hBN на структуру и свойства связки заключается в торможении процессов рекристаллизации зерен металлической связки при горячем прессовании. Частицы hBN, не взаимодействующие ни с одним из компонентов связки, замедляют миграцию границ зерен и блоков.
Повышение производительности режущего инструмента со связкой, модифицированной hBN, является эффект дисперсного упрочнения связки, что положительно сказывается не только на ее способности противостоять нагрузкам при резании, но и на прочности удержания сверхтвердого материала. Анализ поверхности сегментов после испытаний данного инструмента показал, что выпавшие из связки зерна алмаза практически отсутствуют. При введении hBN в меньшей степени изнашивается связка на границе раздела с зернами СТМ, предотвращается схватывание связки с обрабатываемым материалом в зоне контакта при высоких температурах. Наконец, hBN покрывает часть поверхности алмазов, предохраняя их от контакта с металлами катализаторами (железом, кобальтом, никелем) и, таким образом, от графитизации при горячем прессовании.
Композиция может быть получена методом порошковой металлургии: смешением исходных порошков, формованием и горячим прессованием в контролируемой атмосфере. Этот метод является высокопроизводительным, т.к. продолжительность процесса нагрева до температуры спекания, выдержка при температуре спекания, прессование и охлаждение до комнатной температуры не превышает 15 минут. Высокие скорости нагрева и равномерное распределение температур в рабочей камере обеспечиваются за счет пропускания электрического тока через спекальную графитовую пресс-форму. По окончании выдержки при температуре спекания проводится прессование для обеспечения необходимой плотности и формы изделий. Конструкция пресс-формы позволяет проводить процесс в инертной и защитной атмосфере, что повышает качество инструмента. Полученные сегменты с алмазом и cBN напаиваются на диск. Испытания дисков проводят при резке массивной отливки из серого чугуна марки СЧ20 с водным охлаждением.
Пример получения композиции.
Получают композицию для изготовления режущего инструмента для стали и чугуна, состоящую из сверхтвердого материала, представляющего собой смесь при следующем соотношении компонентов, масс. %:
кубический нитрид бора - 20-60
алмаз - 40-80,
и связки, включающей медь, кобальт, железо, никель и гексагональный нитрид бора, при следующем соотношении компонентов, масс. %:
медь - 27,5-49,5
кобальт - 13,75-24,75
железо - 13,75-24,75
никель - 1-45
гексагональный нитрид бора - 0,05-1,
при этом размер частиц гексагонального нитрида бора составляет менее 500 нм.
Приготовление порошковой смеси для получения связки осуществляется в планетарной центробежной мельнице марки МПП-1 в течение 3 минут. Смешивание с порошками алмаза и cBN проводится с помощью миксера марки GM 130 фирмы Dr. Fritsch. Сначала в миксер помещается связка, затем в нее добавляются порошки сверхтвердого материала в виде смеси из кубического нитрида бора и алмаза. Перемешивание осуществляется со скоростью 90 об/мин в течение 20 минут. Затем в смесь вводится пластификатор и перемешивание продолжается в течение 10 минут.
Грануляция осуществляется в грануляторе GA-240 фирмы Dr. Fritsch производительностью от 2 до 10 кг/час. В нем шихта располагается на сетке, по которой двигается нож. После продавливания через сетку шихта падает на вращающуюся улитку, где происходит окатывание до сферы. Затем гранулы высыпаются на горячую движущуюся ленту. В результате нагрева гранул спирт испаряется, гранулы затвердевают. Размер полученных гранул составляет 1 мм.
Для изготовления сегментов отрезных сегментных кругов (ОСК) используют следующие порошки СТМ: алмаз марки SDB1100 и cBN марки ABN 605 крупностью 45/50 mesh производства «Element Six» (Люксембург). Данная марка порошков алмаза обладает высокой термостойкостью (до 1100°С) и работоспособностью с широким спектром материалов. Частицы порошка cBN марки ABN605 обладают высокой прочностью и долговечностью при обработке сталей и чугунов.
Холодное прессование сегментов ОСК осуществляется на автоматизированном прессе RP-35 фирмы Dr. Fritsch. Пресс-формы для заготовок сегментов имеют прямоугольной сечение 42×9 мм.
Горячее прессование сегментов осуществляется на горячем прессе DSP-475 фирмы Dr. Fritsch при максимальной температуре 850°С, давлении 350 кг/см2 и выдержке при максимальной температуре 3 минуты.
Галтовка с целью очистки поверхности спеченных сегментов проводится с помощью галтовочного аппарата планетарного типа марки FT/4VT фирмы Dr Fritsch.
Соединение сегментов со стальным корпусом ОСК осуществляется с помощью автоматизированной установки СВМ-200 фирмы Dr. Fritsch. Диаметр ОСК после установки сегментов составляет 500 мм.
Вскрытие ОСК проводится на установках фирмы Dr. Fritsch CGM-100. Для вскрытия используют абразивные круги из SiC.
Влияние концентрации и размера частиц гексагонального нитрида бора (hBN) на механические свойства связки и эксплуатационные свойства инструмента приведено в таблицах 2-5.
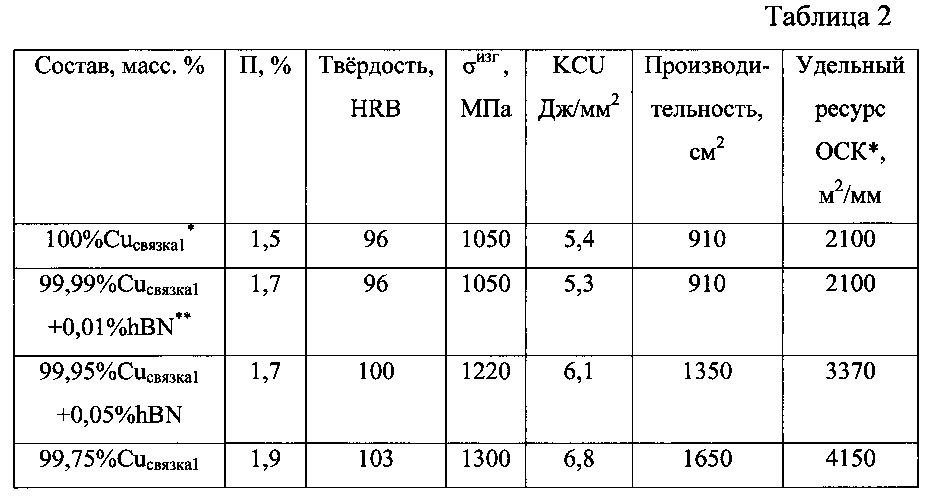
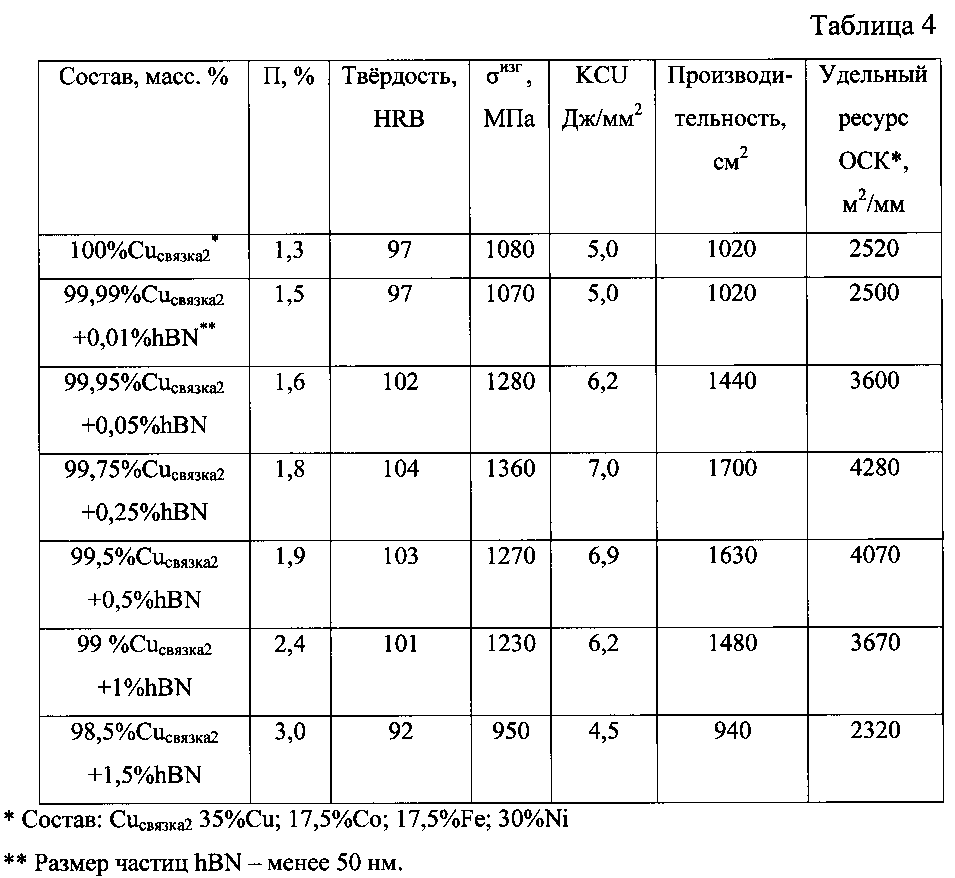
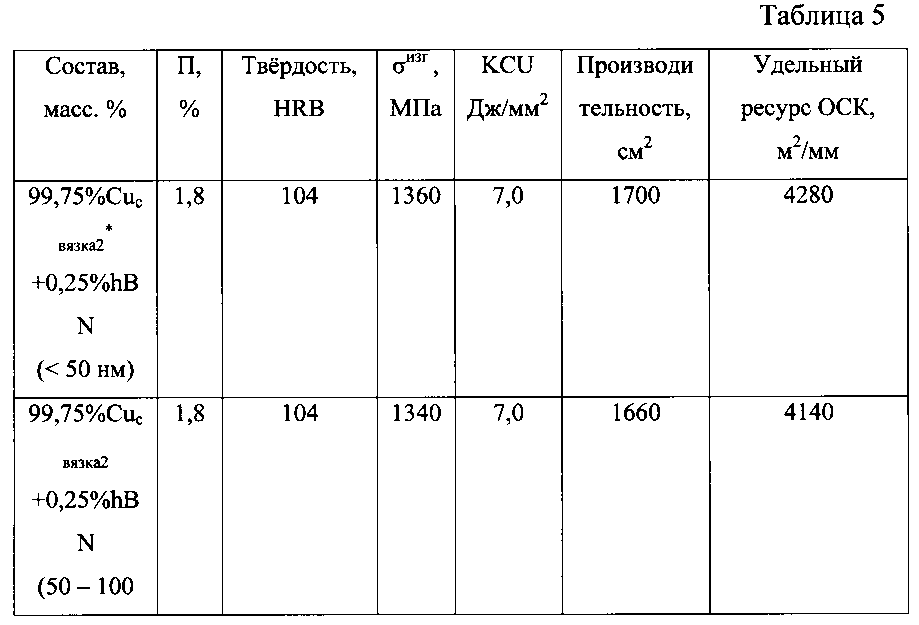
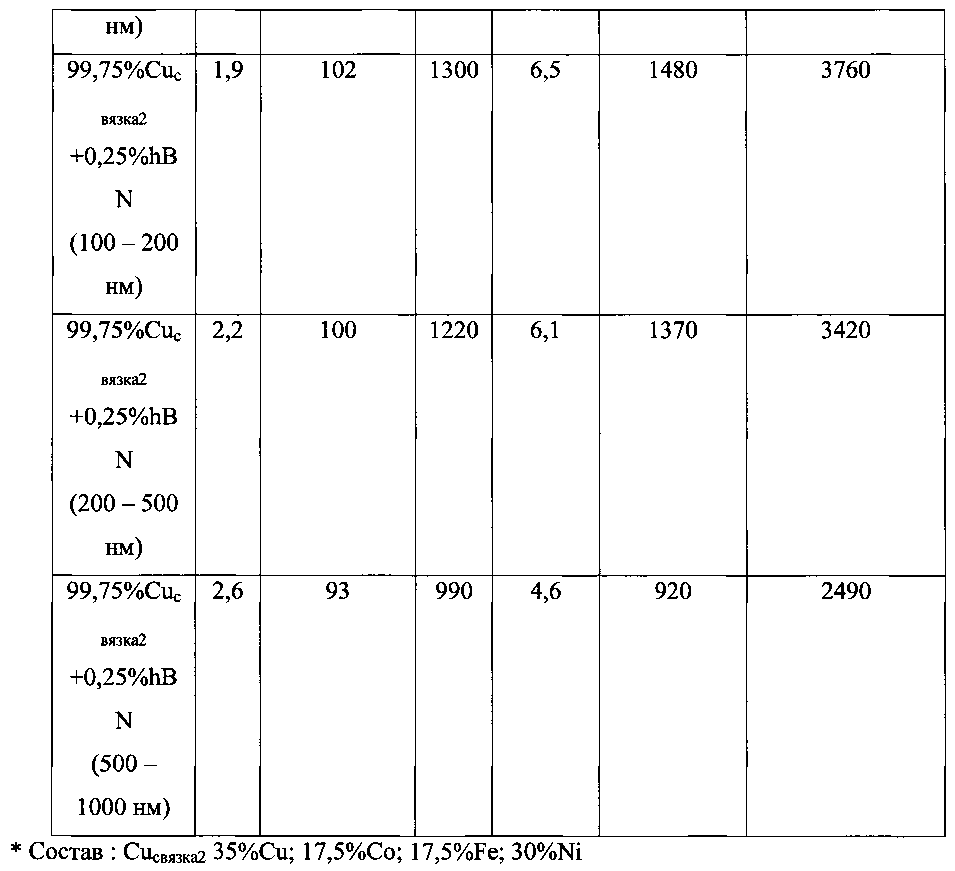
Производительность и удельный ресурс ОСК в таблицах 2-5 приведены по данным испытаний отрезного сегментного диска с сегментами на основе алмаза и кубического нитрида бора при резке чугуна марки СЧ20.
Испытания ОСК проводили на мостовом отрезном станке «Алмаз-3» с водяным охлаждением (10 л/мин) (Фиг. 3). Скорость вращения ОСК составляла 3000 об/мин. Испытания проводили до полной потери инструментами режущей способности, после чего измерялись средние значения высот сегментов для определения удельного ресурса и рассчитывалась площадь реза, проделанного ОСК, для определения производительности.
Состав композиции по данному изобретению обеспечивает лучшие экономические показатели по сравнению с аналогами ведущих мировых производителей по критериям цена/ресурс и цена/производительность.
Композиция для изготовления режущего инструмента для стали и чугуна, состоящая из сверхтвердого материала, включающего смесь порошков кубического нитрида бора и алмаза, при следующем соотношении компонентов, мас. %: и связки, включающей смесь порошков меди, кобальта, железа, никеля и гексагонального нитрида бора, при следующем соотношении компонентов, мас. %: при этом размер частиц гексагонального нитрида бора составляет менее 500 нм.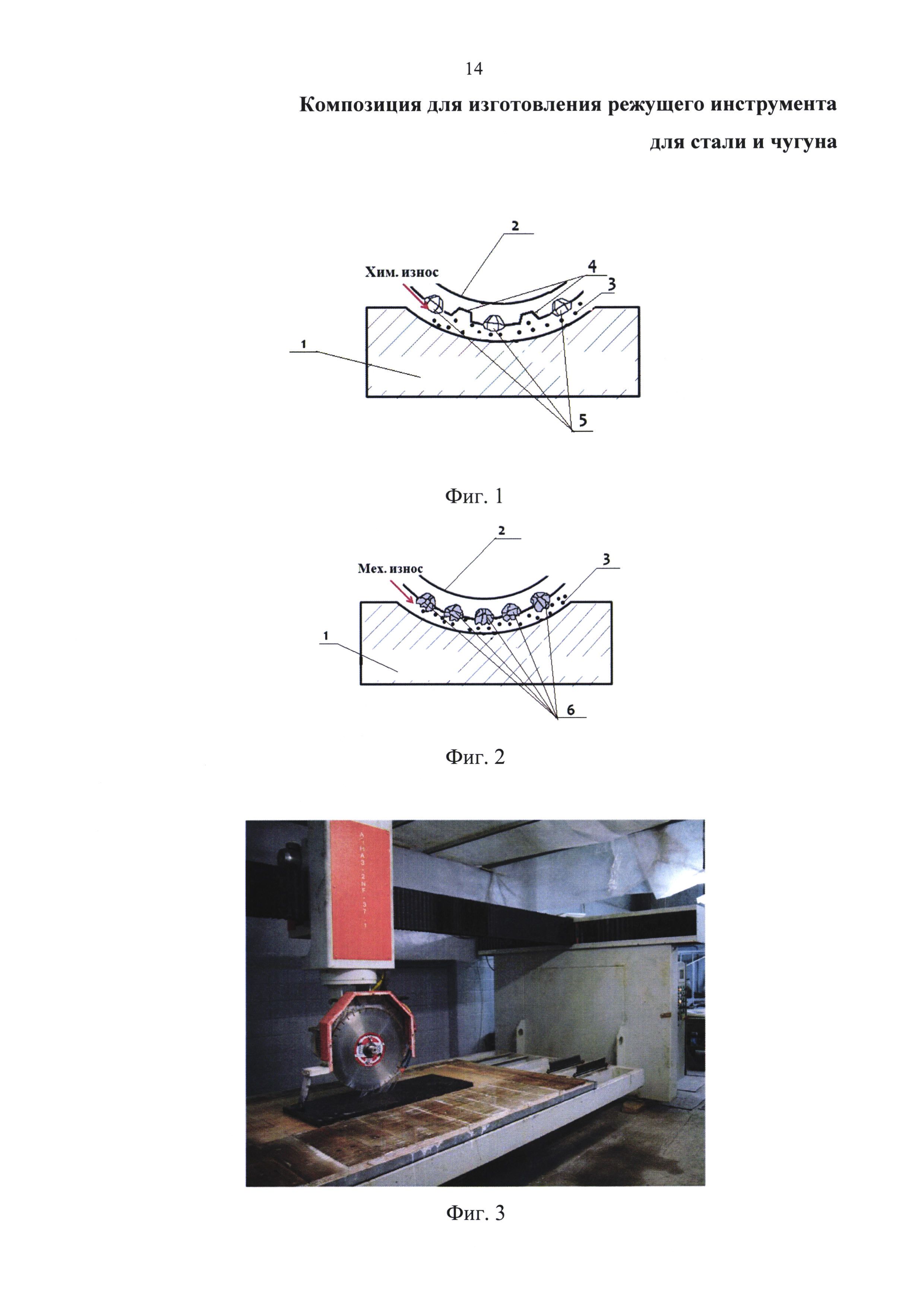
Коррозионно-стойкий материал с повышенным содержанием бора
Способ подготовки микропроводов со стеклянной оболочкой для электрического соединения
Адгезионная коллоидная взвесь
Коррозионностойкий литейный алюминиевый сплав
Способ получения трехмерных изделий сложной формы из высоковязких полимеров
Способ получения интерметаллических покрытий с использованием механохимического синтеза и последующей лазерной обработки
Способ вскрытия эвдиалитового концентрата
Способ обработки магниевого сплава системы mg-y-nd-zr методом равноканального углового прессования
Способ получения порошка гафната диспрозия для поглощающих элементов ядерного реактора
Способ получения узкофракционных сферических порошков из жаропрочных сплавов на основе алюминида никеля
Связка для изготовления алмазного инструмента
Мишень для получения функциональных покрытий и способ ее изготовления
Способ вакуумной карбидизации поверхности металлов
Блок системы управления реактивного снаряда, запускаемого из трубчатой направляющей

