Результат интеллектуальной деятельности: Способ вакуумной карбидизации поверхности металлов
Вид РИД
Изобретение
Изобретение относится к области электрофизических методов нанесения покрытий на переходные металлы IV-VI групп, и сплавы на их основе, с формированием покрытия толщиной до 200 мкм, содержащего карбиды, углерод в виде включений и углеродный слой на поверхности. Покрытие может быть использовано для повышения износостойкости, стойкости к абразивному износу и трибокоррозиии различных деталей авиационной техники, транспортного машиностроения, химической промышленности, морской техники.
Из уровня техники известно, что для снижения шероховатости покрытия, нанесенного методом электроискрового легирования (ЭИЛ), достаточно в качестве заключительной операции после легирования соответствующим материалом провести легирование графитом. [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. с. 46]. Недостатком является отсутствие подробного описания технологических режимов легирования графитом и подробно не рассматриваются процессы карбидообразования как фактор упрочнения поверхности.
Известен «Способ цементации стальных деталей электроэрозионным легированием» [RU 2337796 С2 10.11.2008], включающий использование в качестве анода графитового электрода и в качестве катода - стальной детали, при этом в качестве катода используют деталь из низкоуглеродистой легированной стали аустенитного класса, легирование осуществляют с производительностью 1,0-5,0 мин/см2 и энергией разряда 0,036-6,8 Дж и формируют легированные поверхностные слои толщиной от 4-5 до 320-350 мкм. Способ обеспечивает повышение твердости поверхностного слоя детали за счет диффузионно-закалочных процессов. Недостатком способа является окисление поверхности при обработке на воздухе, ограниченный перечень обрабатываемых материалов (стали аустенитного класса), отсутствие углеродной фазы в покрытии.
Известен «Способ цианирования стальных или титановых изделий» [RU 2349432 С2 20.03.2009]. Нанесение диффузионных слоев осуществляют электроэрозионным легированием графитовым электродом, охлаждаемым газообразным азотом. При этом происходит насыщение поверхности изделия углеродом путем массопереноса с анода (электрод) на катод (изделие), а в струе азота в зоне искры происходит ионизация N2-2N+, атомарный азот растворяется в поверхностном слое металла. Поскольку в зоне контакта графитового электрода с металлом создается высокая (до 3000°С) температура, то до момента остывания (за счет отвода тепла внутрь металла) успевает осуществляться диффузия атомов как углерода, так и азота на глубину до 0,1 мм, образуя слой повышенной твердости за счет карбонитридного упрочнения. Технический результат - повышение микротвердости и износостойкости получаемых слоев. Важной особенностью предложенного решения является защита поверхности от окисления струей азота. Недостатком способа является неизбежное азотирование поверхности (что не всегда необходимо) и отсутствие в объеме и на поверхности свободного углерода, например для снижения коэффициента трения.
Известен «Способ формирования сверхтвердого аморфного углеродного покрытия в вакууме» [RU 2430986 С2 10.10.2011]. Способ включает помещение подложки в вакуумную камеру, обработку поверхности подложки ускоренными ионами, нанесение на обработанную поверхность слоя материала, обеспечивающего адгезию последующих слоев, инициирование импульсного электродугового разряда на графитовом катоде и получение импульсного потока углеродной плазмы из множества катодных пятен, перемещающихся по графитовому катоду и осуществляющих его абляцию и генерирующих углеродную плазму. Причем для получения сверхтвердого углеродного покрытия поддерживают температуру подложки в пределах от 200 до 450 К посредством регулирования частоты следования импульсов электродугового разряда, отличающийся тем, что получают импульсный поток углеродной плазмы на катоде формированием катодных пятен с коэффициентом абляции графитового катода не ниже 70 мкг/Кл и не выше 140 мкг/Кл. Импульсный вакуумно-дуговой разряд имеет следующие параметры: емкость накопителя составляет 1000-1500 мкФ, напряжение на емкостном накопителе 300 В, частота следования импульсов - 1-20 Гц. Технический результат - увеличение содержания sp3-фазы в покрытии, что приводит к увеличению его плотности, микротвердости, электрического сопротивления, уменьшению поглощения в оптическом диапазоне, а также увеличению термостойкости. Недостатком данного способа является отсутствие упрочненной поверхности металла непосредственно под слоем твердого покрытия небольшой толщины, что в условиях трения и деформации подложки может приводить к отслоению или задиру покрытия.
Известен «Способ формирования износостойкого слоя на поверхности детали из титана или титанового сплава» [RU 2621750 С2 07.06.2017]. Способ включает проведение процесса методом электроискрового легирования на различных режимах, при этом на обрабатываемую поверхность предварительно наносят слой материала на основе углерода, который для адгезии к поверхности детали наносят в виде краски или пасты толщиной не менее 0,01 мм. Электроискровое легирование происходит за счет взаимодействия углерода из покрытия с титаном (материалом детали) по механизму СВС, который инициирует искровой разряд, результатом которого является образование в поверхностном слое детали карбида и нитрида титана, что увеличивает твердость упрочненного слоя. Для предотвращения перегрева детали вследствие значительного тепловыделения, образующегося в ходе протекания процесса, способ предусматривает организацию охлаждения путем подачи в зону контакта электрода-анода и детали негорючего газа (или смеси газов) или невоспламеняющейся (негорючей) жидкости. Для формирования упрочненного слоя, содержащего наряду с карбидом и нитридом титана другие фазы, способ предусматривает использование в качестве электрода-анода любого электропроводящего материала. Недостатками данного метода является плохая адгезия первичного углеродного слоя в случае натирания, и внесение дополнительного элемента связующего в составе углеродсодержащей краски. По технологическим соображениям толщина «краски» не может быть меньше 100 мкм, что для многих применений слишком много. Не упоминается о сохранении в составе покрытия или на поверхности свободного углерода.
Прототипом предложенного способа является «Гибридная технология осаждения твердых износостойких покрытий, сочетающая процессы электроискрового легирования, катодно-дугового испарения и магнетронного напыления» [A.N. Sheveyko, K.А. Kuptsov, Ph.V. Kiryukhantsev-Korneev, Е.А. Levashov, D.V. Shtansky, Russian Journal of Non-Ferrous Metals, 2019, Vol. 60, No. 5, pp. 598-607 (Russian Text published in Poroshkovaya Metallurgiya i Funktsional'nye Pokrytiya, 2018, No. 4, pp. 92-103) DOI: 10.3103/S1067821219050158]. В части статьи, посвященной обработке титана углеродным электродом, использован следующий режим обработки: напряжение на электроде 200 В, причем электрод являлся как анодом, так и катодом, давление 5-7 Па, среда обработки этилен С2Н4. Реализована технология карбидизации титанового сплава в плазме импульсной дуги. Получены покрытия толщиной до 100 мкм с высоким содержанием карбидной фазы. При анодной полярности электрода верхний слой состоял из карбида титана. При катодной полярности электрода на поверхности формировался слой углерода, осажденный из плазмы дугового разряда. Покрытия показали коэффициент трения 0.2 и высокую износостойкость. Указанный способ обладает нижеследующими недостатками:
- Избыточно высокое напряжение разряда (200 В), и как следствие энергии импульса, приводит к большой глубине проплавления поверхности в единичном разряде. Многократный нагрев и частичный переплав уже сформированного карбидного покрытия приводит к появлению слоистых дефектов, появлению участков непрореагировавшего титана выше слоев карбидного покрытия и в верхнем углеродном слое.
- Малая длительность единичного импульса (35 мкс), обусловленная необходимостью снизить энергию разряда при избыточном напряжении для снижения глубины проплавления в искровом переносе, приводит к неэффективности расходования энергии в дуговой части разряда из-за слишком малой длины трека движения катодного пятна, распыляющего углерод. Увеличение длительности импульса и снижение напряжения позволит согласовать контактный и дуговой этапы формирования покрытия, что авторами не было сделано.
- Избыточное давление газовой среды 5-7 Па, тогда как оптимальным для процессов импульсного дугового испарения углерода, как важной составляющей процесса, считается давление в диапазоне 0,05-1 Па.
- Не использовано изменение полярности в процессе обработки, что могло бы обеспечить вовлечение углеродного слоя для дополнительной карбидизации в анодном режиме обработки.
- В качестве материала обработки рассмотрен только титан.
- Проведение процесса в этилене и отсутствие в газовой среде аргона, и, как следствие, отсутствие тяжелых ионов аргона в составе плазмы дугового разряда, снижает эффективность процессов переноса материала.
Технический результат предложенного изобретения заключается в снижении коэффициента трения и снижении скорости износа.
Технический результат достигается формированием на поверхности переходных металлов IV-VI групп и сплавов на их основе, твердого износостойкого покрытия толщиной до 200 мкм, содержащем карбиды соответствующего металла размером 1-10 мкм в металлической матрице и частицы свободного углерода размером менее 3 мкм, а так же углеродного покрытия толщиной до 20 мкм, состоящего из слоев толщиной менее 200 нм и содержащего частицы карбида металла размером менее 100 нм.
Способ вакуумной карбидизации поверхности переходных металлов IV-VI групп и сплавов на их основе, включает вакуумирование рабочего пространства камеры, подачу аргона или его смеси с газами из ряда алифатических углеводородов с числом атомов углерода не более трех, при молярной доле углеводорода в смеси 0%-80%, стабилизацию давления в диапазоне 0,05 Па-3 Па, многократное сканирование вращающимся углеродным электродом обрабатываемого участка поверхности в режиме касания поверхности с шагом сканирования, не превышающем половины диметра торца электрода, подачу между электродом и поверхностью электрических импульсов катодной или анодной полярности напряжением 30-150 В с длительностью 40-300 мкс и частотой следования 20-3000 Гц, при этом многократное сканирование проводят при обеспечении перекрытия последовательных треков и количестве проходов над каждым участком поверхности 5-30 раз.
- Способ по п. 1, в котором газами из ряда алифатических углеводородов с числом атомов углерода не более трех являются метан, этан, пропан, этилен, пропилен, ацетилен.
- Способ по п. 1, в котором обработку проводят при катодной полярности импульсов напряжения, подаваемых на углеродный электрод, во время всего количества проходов электрода над каждым участком поверхности.
- Способ по п. 1, в котором 50%-70% начального количества проходов над каждым участком поверхности обработка ведется при катодной полярности электрода, а оставшееся количество проходов обработки ведется при анодной полярности электрода.
Изобретение поясняется иллюстрациями:
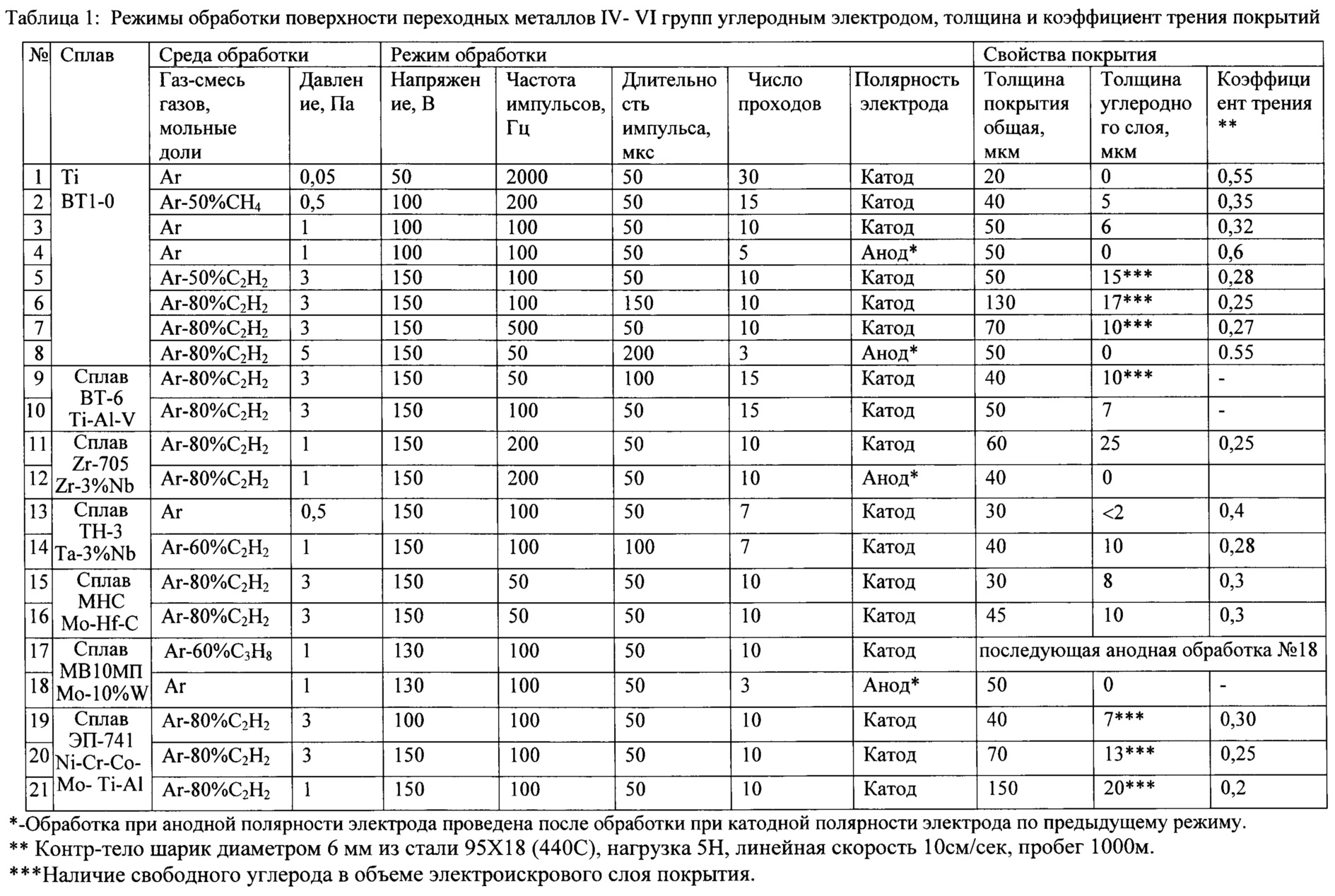
фигура 1 - схема подключения вращающегося электрода и сканирования поверхности где (1) вращающийся электрод, (2) обрабатываемая деталь, (3) щеточный узел, (4) электродвигатель, (5) изолирующие вставки;
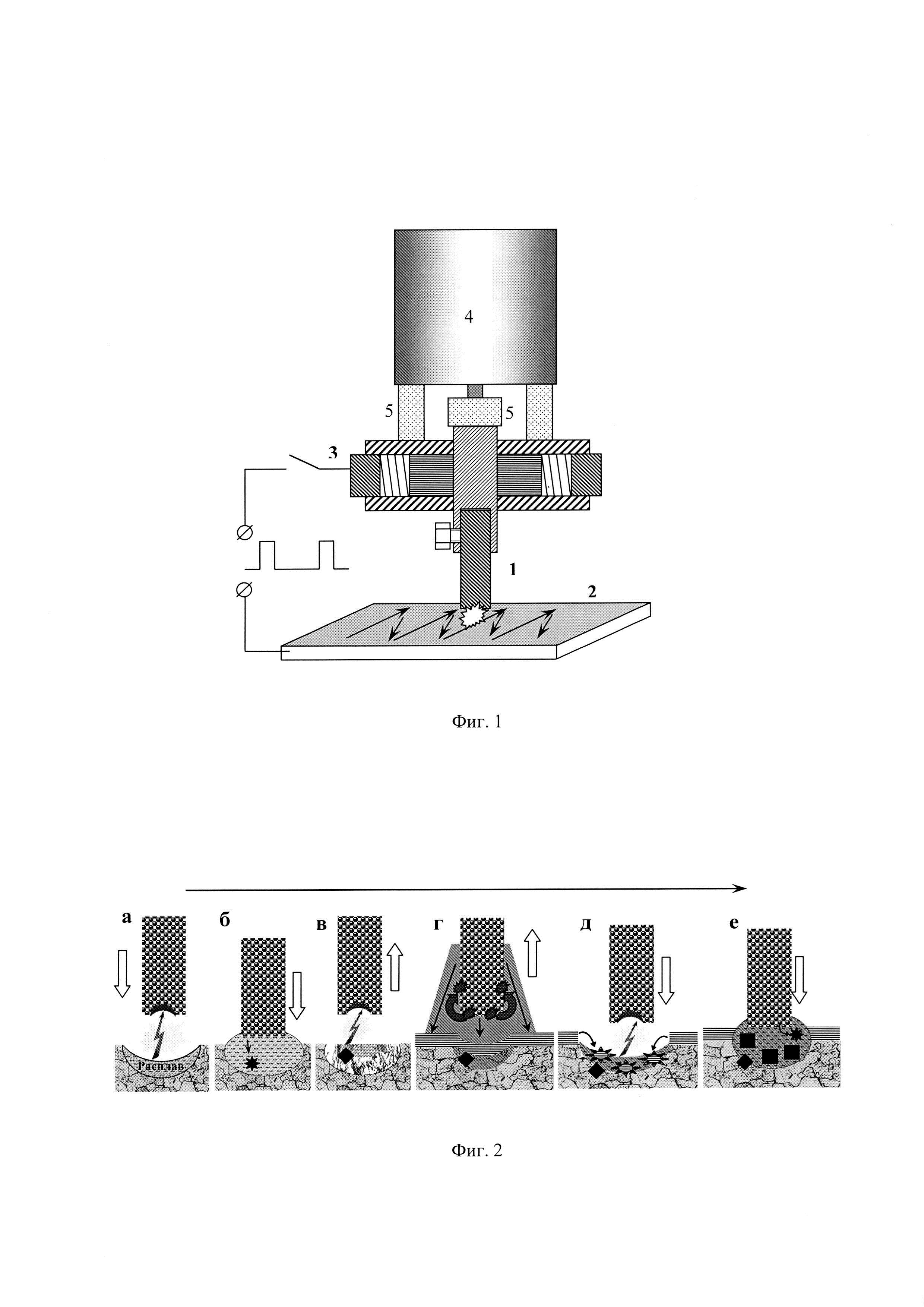
фигура 2 - схематическое пошаговое описание процесса формирования покрытия, где указаны этапы первичного легирования поверхности при контакте электродов (а, б,), формирования катодно-дугового покрытия при (в, г), и вовлечения катодно-дугового слоя в состав покрытия при последующем контактном оплавлении поверхности (д, е);
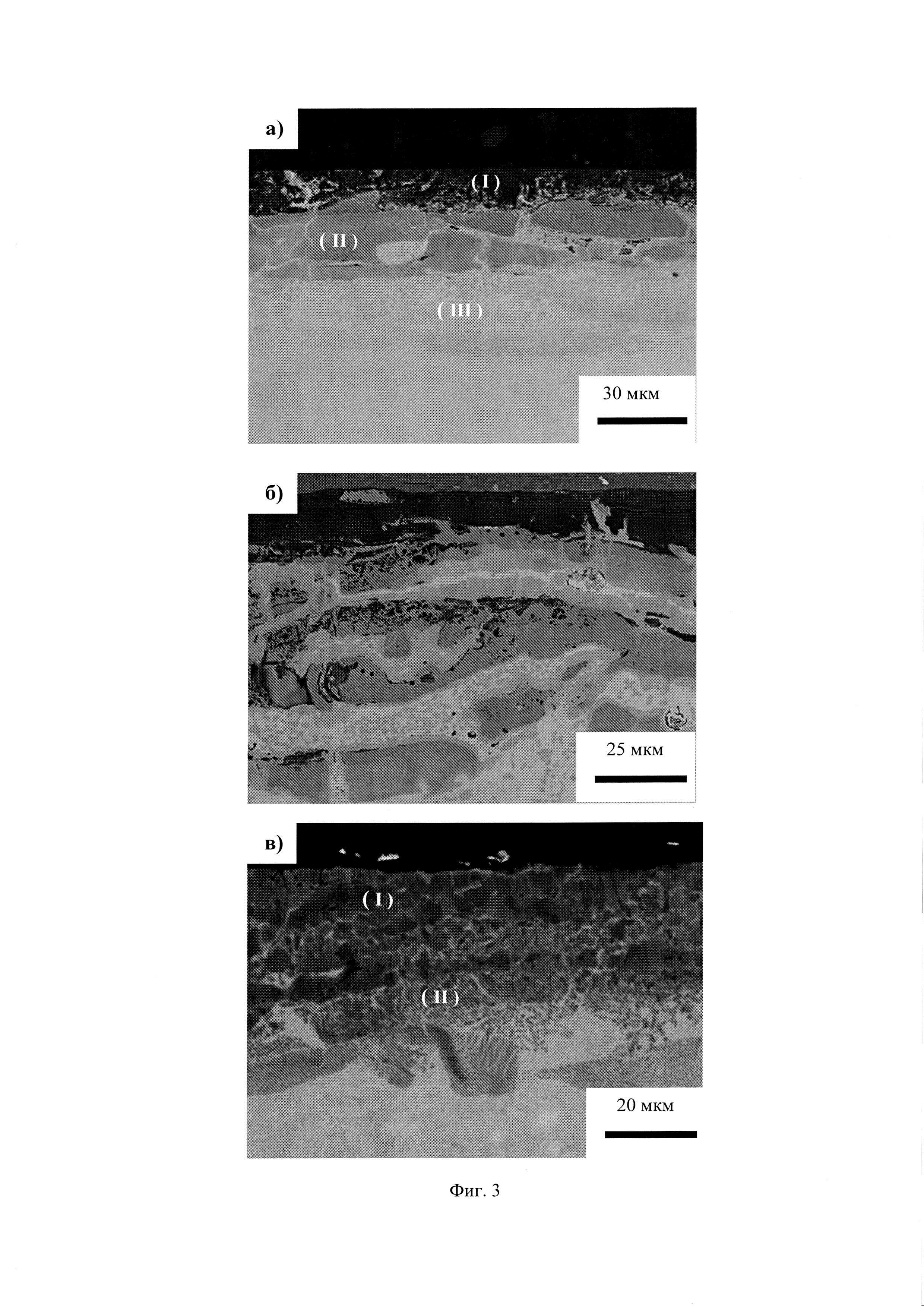
фигура 3 - поперечные шлифы покрытий на титане ВТ1-0, полученных при катодной (а, б) и анодной (в) полярности электрода;
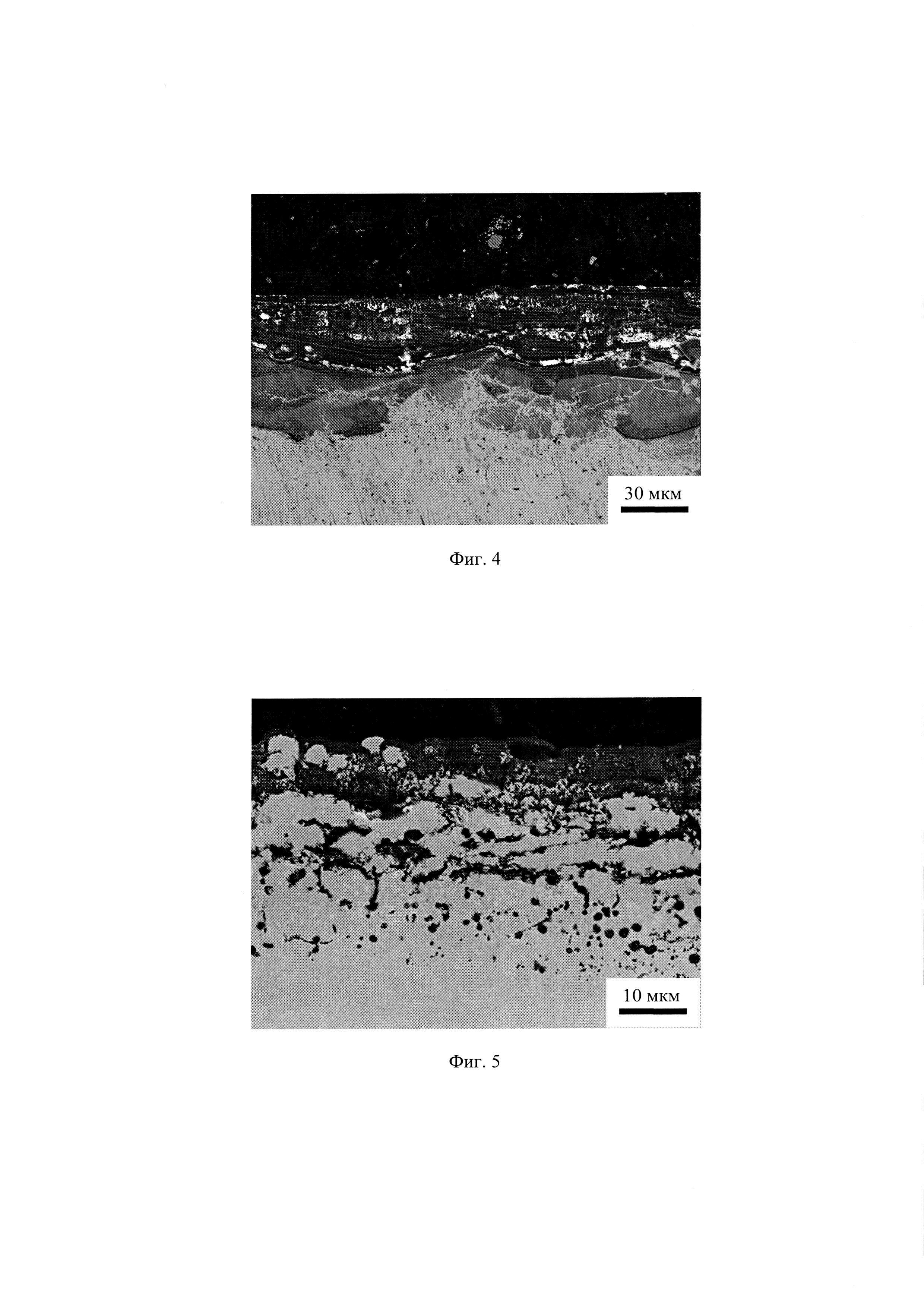
фигура 4 - поперечный шлиф покрытия на циркониевом сплаве Ц-705 (Zr-Nb);
фигура 5 - поперечный шлиф покрытия на жаропрочном никелевом сплаве ЭП-741НП (ХН51КВМТЮБ).
Сущность изобретения
Техническое решение заключается в способе доставки углерода непосредственно в объем легируемого слоя, путем формирования углеродного покрытия дуговым распылением углеродного электрода-катода, с последующим вовлечением углерода этого покрытия в локальную зону плавления при искровом пробое, где и происходит образование карбидов. Оба процесса реализуются параллельно при сканировании вращающимся электродом обрабатываемой поверхности, где в качестве распыляемого в дуговом процессе катода и в качестве электрода электроискрового процесса используется один электрод на основе углерода. При этом кардинально увеличивается количество углерода, попадающего в покрытие в каждом единичном импульсе искрового пробоя по равнению с количеством углерода, переносимого только из электрода в классическом ЭИЛ процессе. Как результат снижается время обработки, повышается доля карбидной фазы в составе покрытия, на поверхности формируется покрытие из аморфного углерода.
Если условия эксплуатации покрытия исключают наличие свободного углерода, например высокие температуры, окислительная или взрывоопасная среда, то верхний слой углеродного покрытия может быть удален, при одновременной дополнительной карбидизации нижнего слоя покрытия. Для этого после завершения обработки при катодной полярности электрода проводится обработка при анодной полярности электрода в течение времени, или числа проходов электрода над каждым участком, обеспечивающего удаление углеродного слоя. При анодной полярности электрода и, соответственно катодной полярности поверхности детали, катодные пятна, после инициирующего искрового пробоя, будут формироваться на поверхности детали, и распылять углеродный слой на ее поверхности. Часть углерода в этом процессе неизбежно будет участвовать в дополнительном насыщении верхнего слоя покрытия с формированием карбидов. Этот вариант способа существенно расширяет возможности предложенной технологии.
Обоснование выбора параметров, указанных в формуле изобретения.
- Давление газовой смеси, выбрано исходя из необходимости обеспечения импульсного дугового испарения электрода, как определяющей составной части процесса. Нижняя граница давления, 0.05 Па, определяется возможностями использованных средств откачки, обеспечивающими предельный уровень вакуума 1*10-3 Па, и необходимостью постоянной подачи и смены газовой смеси. Это давление наиболее часто используется для проведения процессов дугового испарения в вакууме. Верхняя граница диапазона давления (3 Па) обусловлена двумя причинами. С одной стороны, это верхняя граница реализации процессов импульсного дугового испарения, так как при большем давлении критически падает длина свободного пробега испаренных частиц в вакууме. Именно поэтому давление 5 Па, использованное в прототипе, необоснованно завышено. С другой стороны, согласно закону Пашена, желательно поддерживать давление с нижней границей более 10 Па, для реализации максимального количества импульсов напряжения в газовом пробое, для интенсификации процесса электроискрового этапа переноса. Поэтому в качестве верхней границы выбрано давление максимального сближения возможных диапазонов двух составляющих процесса, а именно электроискрового легирования и вакуумного дугового испарения.
Шаг сканирования поверхности для равномерного заполнения, выбран из геометрических соображений. Ведущую роль в локальном проплавлении поверхности несет контактный электроискровой контактный процесс. Фактически шаг сканирования определяется линией контакта электрода и поверхности. Электрод всегда имеет небольшой наклон, по отношению к поверхности. В процессе обработки торец представляет собой конус с очень тупым углом вершины. Участок контакта этого конуса с плоскостью, представляет собой линию, длиной близкой к половине диаметра электрода. Ориентация этой линии по отношению к направлению движения электрода может быть любой. В процессе обработки направление движения электрода постоянно изменяется, что приводит к тому, что в значительную долю времени эта линия контакта расположена поперек направления линейного движения. Именно поэтому шаг сканирования не должен превышать половины диаметра электрода.
- Состав газовой смеси выбран из следующих соображений. Вакуумные процессы распыления и испарения обычно проводятся в аргоне, так как он обеспечивает защиту от окисления, обладает низкой энергией ионизации и обеспечивает эффективное распыление материалов относительно тяжелыми ионами в различных плазменных процессах. Использование углеводородов в составе газовой смеси обеспечивает поставку в зону карбидизации до 50% углерода за счет их разложения на углерод и водород в плазме разряда. Проведение процесса в чистом углеводороде, как указано в прототипе, нецелесообразно, так как в плазме отсутствуют ионы с большой атомной массой (в нашем случае - ионы аргона), и процесс становится нестабильным. Опытным путем определена максимальная концентрация углеводорода в смеси газов уровне 80%. Использование алифатических углеводородов с числом атомов углерода не более трех, к которым относятся метан, этан, пропан, этилен, пропилен, ацетилен обусловлено их газообразным состоянием при атмосферном давлении, необходимым для регулирования скорости их подачи с помощью стандартных реле регуляторов расхода газов.
- Выбор электрических параметров импульсов разряда обусловлен следующим. В прототипе процесса использовано напряжение разряда 200 В, что привело к избыточному оплавлению покрытия и неконтролируемому перемешиванию слоев. Поэтому верхнюю границу напряжения ограничили уровнем 150 В. Нижняя граница напряжения 30 В, это минимальное напряжение, при котором эффективно реализуется дуговое испарение углерода, сопровождающееся не только появлением, но и движением по поверхности катодных пятен. Искровой перенос возможен и при меньших напряжениях. Оптимальный баланс между дуговым и искровым переносом материала достигается при напряжениях около 100 В. Однако, исходя из назначения покрытия и требуемого соотношения толщины слоев, напряжение может быть изменено в границах указанного диапазона. Длительность импульса, использованная в прототипе, составляла 35 мкс, что обеспечивает начальный этап формирования катодного пятна на углеродном электроде, но критически мало для обеспечения его движения, что снижает эффективность импульсного дугового испарения. В предложенном способе длительность импульса находится в диапазоне от 40 мкс до 300 мкс. Нижняя граница длительности обеспечивает выход катодных пятен из-под торца электрода на боковую поверхность и последующее осаждение углеродного покрытия вокруг электрода. Верхняя граница длительности импульса, 300 мкс, ограничивает длину трека катодного пятна на уровне 10-15 мм, и исключает его переход на систему крепления электрода. Указанная частота следования импульсов от 20 Гц до 3000 Гц обратно пропорциональна их длительности и рассчитывается из необходимости поддержания постоянной средней мощности, и, как следствие, поддержания температуры электрода и поверхности.
Количество проходов электрода над каждым участком поверхности определено экспериментальным путем. При количестве проходов менее 5 раз наблюдаются участки необработанной поверхности. Увеличение количества проходов свыше 30 раз нецелесообразно, так как покрытие к этому времени уже полностью сформировано, и увеличение доли карбидов в верхнем слое уже невозможно.
Для реализации процесса используют вакуумную установку, в камере которой размещают модуль сканирования поверхности вращающимся электродом (фиг. 1). Узел состоит из электромотора привода вращения (4), изолированного керамическими вставками (5) щеточного узла для передачи напряжения и тока к вращающемуся электроду (3) и держателя с закрепленным в нем углеродным электродом (1). Механизм позиционирования обеспечивает перемещение электрода вдоль поверхности с заданным шагом заполнения обрабатываемой поверхности (2). Перемещение узла по вертикали и поддержание минимального зазора (режим касания) осуществляется автоматически, используя обратную связь блока питания по напряжению или току. Программа перемещения обеспечивает различные геометрические варианты сканирования поверхности и необходимое число последовательных проходов электрода над поверхностью детали. Используется блок питания со следующими диапазонами параметров: напряжение 30-150 В, частота следования импульсов 3000-20 Гц, длительность импульса 40-300 мкс.
В зависимости от направления движения точки первичного искрового пробоя на электроде относительно поверхности (сближение или удаление), часть импульсов реализуется в искровом переносе, а другая часть в импульсном дуговом распылении, инициируемом искровым пробоем (фиг. 2). Если точки искрового пробоя на электроде и поверхности детали сходятся, то реализуется классический процесс контактного искрового переноса. После пробоя на поверхности детали формируется участок расплава металла, непосредственно контактирующий с приблизившимся углеродным электродом (фиг. 2а). Частички углерода из электрода смачиваются и захватываются расплавом с последующей химической реакцией и образованием карбидов по всей глубине лунки (фиг. 2б). Глубина слоя, содержащего образовавшиеся карбиды соответствует глубине проплавления металла при искровом разряде. Содержание карбидов, формирующихся в данном процессе очень мало.
Если точки на электроде и поверхности детали после искрового пробоя расходятся, то создаются условия для импульсного дугового испарения электрода. Катодное пятно, сформировавшееся при искровом пробое (фиг. 2в), начинает двигаться к токоподводу, то есть вверх по углеродному электроду. Длительность существования и длина трека катодного пятна ограничена временем импульса, задаваемым генератором, а длина трека не превышает 10 мм. С учетом фактора вращения электрода факел испаренного материала накрывает поверхность в радиусе 5-10 мм от электрода. На поверхности вокруг электрода формируется углеродное покрытие толщиной до 20 мкм, состоящее из десятков тонких слоев нанесенных при единичных актах дугового распыления (фиг. 2г). Такая высокая скорость осаждения углеродного покрытия обусловлена минимальной дистанцией между точкой испарения (катодными пятнами) и поверхностью, не превышающей 10 мм. При движении электрода и последующем очередном искровом пробое (фиг. 2д), сопровождающимся контактом электродов, именно углерод из этого покрытия полностью замешивается в расплав и формирует основное количество карбидной фазы (фиг. 2е). С учетом того, что над каждым участком обрабатываемой поверхности электрод проходит не менее 5 раз, многократное наложение эрозионных лунок позволяет сформировать равномерное сплошное покрытие. Регулируя мощность единичного импульса разряда можно одновременно управлять и количеством углерода на поверхности и временем существования расплава металла в эрозионной лунке. Соотношение этих параметров определяет кинетику образования и стехиометрию карбидов в покрытии. В таблице 1 продемонстрировано изменение общей толщины покрытия и толщины верхнего углеродного слоя в зависимости от параметров процесса.
Пример 1
Покрытие (фиг. 3а) получено при обработке титана ВТ1-0 углеродным электродом из мелкодисперсного прессованного графита в аргоне при давлении 1 Па. Электрические параметры импульсов разряда: катодное напряжение на электроде -100 В, длительность импульса 50 мкс, частота импульсов 100 Гц. Геометрические параметры сканирования: скорость вращения электрода 800 об/мин, линейная скорость движения 5 мм/сек, шаг сканирования 0,5 мм. Количество проходов -10 раз. На поперечном шлифе покрытия, толщиной 50 мкм, наблюдаются несколько характерных структурных зон различного состава. Основным отличием от покрытий, полученных по классической технологии ЭИЛ при атмосферном давлении и низком напряжении разряда, является наличие в данном покрытии углеродного слоя, осажденного из плазмы дугового разряда (фиг. 3а, зона I). Средняя толщина данного слоя составляет 10 мкм, а толщина отдельных составляющих его подслоев, осажденных в процессе единичных разрядов, не превышает 200 нм. Также в этом слое присутствуют мелкие зерна карбида титана с характерным размером 10-100 нм. Их формирование связано попаданием на графитовый электрод частиц титана из расплава эрозионной лунки с последующей их карбидизацией и распылением совместно с углеродом. Под углеродным слоем расположено ЭИЛ покрытие, структура которого состоит из различных зон. Первый тип структуры (фиг. 3а, зона II) представлен зернами карбида титана, размером более 5 мкм, разделенными тонкими прослойками титана. Карбид титана образуется в результате протекания экзотермической реакции между титаном и углеродом, перенесенным преимущественно из верхнего углеродного покрытия в расплав эрозионной лунки во время искрового пробоя. По мере удаления от поверхности объемная доля частиц карбида титана уменьшается, а доля свободного титана увеличивается (фиг. 3а, зона III). Размер частичек карбида так же уменьшается по мере удаления от поверхности. При трибологических испытаниях данное покрытие (таблица 1, №3) показало низкий коэффициент трения - 0.28 и низкую скорость износа <1×10-6 мм3/н*м.
В качестве негативного примера проведения процесса при избыточном напряжении разряда приведено изображение шлифа покрытия из публикации-прототипа (фиг. 3б), полученного при напряжении 200 В и остальных параметрах, идентичных описанному выше покрытию. Помимо углеродного слоя и структурных зон, представляющих смесь карбидов титана с титаном, в данном покрытии наблюдается обширные зоны, содержащие избыточный углерод. Кроме того, в покрытии отсутствует функционально-градиентная структура с монотонным увеличением содержания карбидов от подложки к поверхности. Слои покрытия перемешаны по толщине. Над обширными карбидными слоями, наблюдаются участки с большой долей свободного титана. Все это значительно снижает эксплуатационные свойства покрытия, и подтверждает необходимость обоснованного выбора мощностных режимов обработки.
Пример 2
Покрытие (фиг. 3в), толщиной 50 мкм, получено при финишной обработке покрытия, описанного в примере 1, при смене полярности электрода с катодной на анодную (таблица 1, №4). Параметры импульсных разрядов при этой обработке: анодное напряжение на электроде +100 В, длительность импульса 50 мкс, частота импульсов 100 Гц. Геометрические параметры сканирования: скорость вращения электрода 800 об/мин, линейная скорость движения 5 мм/сек, шаг сканирования 0,5 мм. Количество проходов -5 раз. При данной обработке углеродный слой был распылен катодными разрядами на поверхности, при этом часть этого углерода израсходована на насыщение верхнего слоя покрытия. На поперечном шлифе покрытия, толщиной 50 мкм, не наблюдается углеродного покрытия. Верхний слой покрытия представлен карбидами, характеризующимися близким к стехиометрическому соотношением титана к углероду (фиг. 3б, зона I). В этом слое отсутствует свободный титан. Нижний слой покрытия, как и в примере 1, представлен смесью зерен карбида титана в титановой матрице (фиг. 3б, зона II). При трибологических испытаниях данное покрытие показало относительно высокий коэффициент трения - 0.65, однако скорость износа покрытия была низкой <4×10-6 мм3/н*м, что связано с преимущественным истиранием контр-тела (шарик из стали 440С). Данный тип покрытий перспективен для использования в паре со смазывающими жидкостями или твердыми смазками, которые могут эффективно удерживаться верхним шероховатым слоем.
Пример 3
Покрытие (фиг. 4) получено при обработке титана циркониевого сплава Ц-705 (Zr-Nb) электродом из мелкодисперсного прессованного графита в аргоне при давлении 1 Па. Электрические параметры импульсов разряда: катодное напряжение на электроде -100 В, длительность импульса 50 мкс, частота импульсов 100 Гц. Геометрические параметры сканирования: скорость вращения электрода 800 об/мин, линейная скорость движения 5 мм/сек, шаг сканирования 0,5 мм. Количество проходов -10 раз. На поперечном шлифе покрытия, можно выделить два основных слоя. Верхний слой, толщиной 25 мкм, представляет собой наложение тонких, до 500 нм толщиной, слоев углерода, с включениями частиц карбидов циркония, размером до 1 мкм. Под углеродным слоем расположено ЭИЛ покрытие, средней толщиной 30 мкм, состоящее из зерен карбида циркония, разделенных прослойками базового циркониевого сплава. По мере удаления от поверхности объемная доля частиц карбида уменьшается, а доля металлической фазы увеличивается. При трибологических испытаниях данное покрытие (таблица 1, №11) показало коэффициент трения 0.25 и низкую скорость износа <2×10-6 мм3/Н*м.
Пример 4
При обработке жаропрочного никелевого сплава ЭП-741НП (ХН51КВМТЮБ) электродом из мелкодисперсного прессованного графита в смеси аргона и этилена (Ar-80%С2Н2) при давлении 3 Па, было получено покрытие толщиной 40 мкм. Электрические параметры импульсного питания разряда: катодное напряжение на электроде -100 В, длительность импульса 50 мкс, частота импульсов 100 Гц. Геометрические параметры сканирования: скорость вращения электрода 500 об/мин, линейная скорость движения 5 мм/сек, шаг сканирования 0,5 мм. Количество проходов электрода -10 раз. Верхний слой, толщиной 7 мкм, это углеродное покрытий, осажденное при импульсном дуговом распылении углеродного электрода-катода. В этом слое присутствуют крупные капли базового никелевого сплава, попавшие в слой при искровых пробоях, а так же мелкие частички карбидов легирующих сплав металлов (Cr, W, Mo, Ti, Nb). Нижний слой покрытия, в отличие от ранее приведенных структур, содержит очень мало дисперсных карбидов металлов, в основном в виде включений в металлической фазе. Структура слоя представляет собой механическую смесь частиц углерода и фазы никелевого сплава. Содержание углерода и размер углеродных частиц уменьшаются по мере удаления от поверхности. Трибологические испытания данного покрытия (таблица 1, №19) определили коэффициент трения равный 0.3 и скорость износа 5×10-6 мм3/Н*м.
Оправка прошивного стана
Способ изготовления струеформирующих сопел
Усиливающий сверхпроводящий метаматериал
Способ акустического каротажа
Способ извлечения золота из руд
Способ защиты поверхности сляба из низколегированной стали перед его нагревом в методической печи под прокатку
Способ получения деформированных полуфабрикатов из сплава на основе алюминия
Способ определения количества незамерзшей воды в мерзлых грунтах
Способ получения биоактивного покрытия с антибактериальным эффектом
Способ получения биоактивного покрытия с антибактериальным эффектом
Биоимплантат с многофункциональным биоактивным наноструктурированным покрытием
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ получения отливок сплавов на основе гамма алюминида титана
Многокомпонентное биоактивное нанокомпозиционное покрытие с антибактериальным эффектом
Способ прессования порошковых материалов в стальной пресс-форме
Способ получения наночастиц нитрида бора для доставки противоопухолевых препаратов
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Мишень для получения функциональных покрытий и способ ее изготовления

