Результат интеллектуальной деятельности: СПОСОБ ИНДУКЦИОННОЙ ЗАКАЛКИ ЗУБЧАТОГО КОЛЕСА
Вид РИД
Изобретение
Изобретение относится к области технологии машиностроения и может быть использовано при упрочняющей термообработке зубчатых колес.
Известен способ закалки зубчатых колес, осуществляемый в кольцевом, охватывающем зубчатое колесо индукторе, при этом производится индукционный нагрев зубьев вращающегося колеса с последующим распылением на нагретые зубья охлаждающей жидкости (US 4675488 A, C21D 9/32, 23.06.1987). Недостатками такого способа закалки являются сложность и громоздкость используемого оборудования, особенно при обработке зубчатых колес большого размера, большие энергозатраты, медленный разогрев, который приводит к получению крупнозернистой закалочной структуры.
Известен способ индукционной закалки шестерен, при котором закалку производят путем нагрева зубьев колеса индуктором локального нагрева при движении зубчатой поверхности относительно неподвижного индуктора с непрерывно меняющейся скоростью и их последующего охлаждения. Для реализации необходимого относительного перемещения зубчатой поверхности относительно индуктора используют эталонную шестерню и систему упоров (SU 1640180 A1, C21D 9/32, 07.04.1991). Недостатком этого способа закалки является сложность технологического процесса, при котором к тому же трудно обеспечить точное относительное перемещение зубчатой поверхности относительно индуктора с заданной скоростью, что приводит к снижению качества термообработки.
Известен также способ индукционной закалки зубчатого колеса, принятый за прототип и заключающийся в последовательном нагреве зубьев индуктором локального нагрева с последующим охлаждением струями жидкости, при этом используют индуктор с рабочей головкой определенной формы, которую вводят во впадины между зубьями и соответствующим образом перемещают там, зубчатое колесо во время обработки вращается, а для перемещения индуктора по зубчатой поверхности используется специальный механизм с направляющими (US 4589935 A, C21D 1/10, 20.05.1986). Недостатками данного способа закалки также являются сложность технологического процесса и используемого оборудования, а также необходимость обеспечения точного перемещения головки индуктора относительно зубчатой поверхности, несоблюдение которого приводит к снижению качества термообработки. Необходимость использования направляющих для их введения во впадины зубьев ограничивает номенклатуру обрабатываемых колес, поскольку для мелкомодульных зубчатых колес использование таких направляющих может быть вообще не приемлемо.
Задачей предлагаемого изобретения является упрощение процесса закалки и используемого при этом технологического оборудования. Получаемый при этом технический результат заключается в снижении затрат на проведение термообработки зубчатых колес с обеспечением высокого качества термообработки. Расширяются также технологические возможности за счет обработки колес широкого диапазона по размерам и конструкции.
Решение указанной задачи достигается тем, что в способе индукционной закалки зубчатого колеса, включающем последовательный нагрев индуктором локального нагрева зубьев вращающегося зубчатого колеса до заданной температуры и их охлаждение жидкостью, используют индуктор с магнитопроводом, причем ширину рабочей части индуктора выполняют не менее шага зацепления зубчатого колеса по его делительной окружности, а ее длину выполняют равной 1,2-1,5 длины зуба зубчатого колеса, при этом рабочую часть индуктора размещают ее серединой на расстоянии 0,3-0,5 мм от поверхности вершины зуба, а продольную ось рабочей части индуктора размещают под углом 15-30° относительно направления зуба.
В частных случаях выполнения способа могут применяться следующие варианты - закалку производят при линейной скорости вращающегося зубчатого колеса, равной 2-8 мм/с, или используют индуктор с удельной мощностью на его рабочей поверхности не менее 5 кВт/см2.
Изобретение поясняется чертежами, где
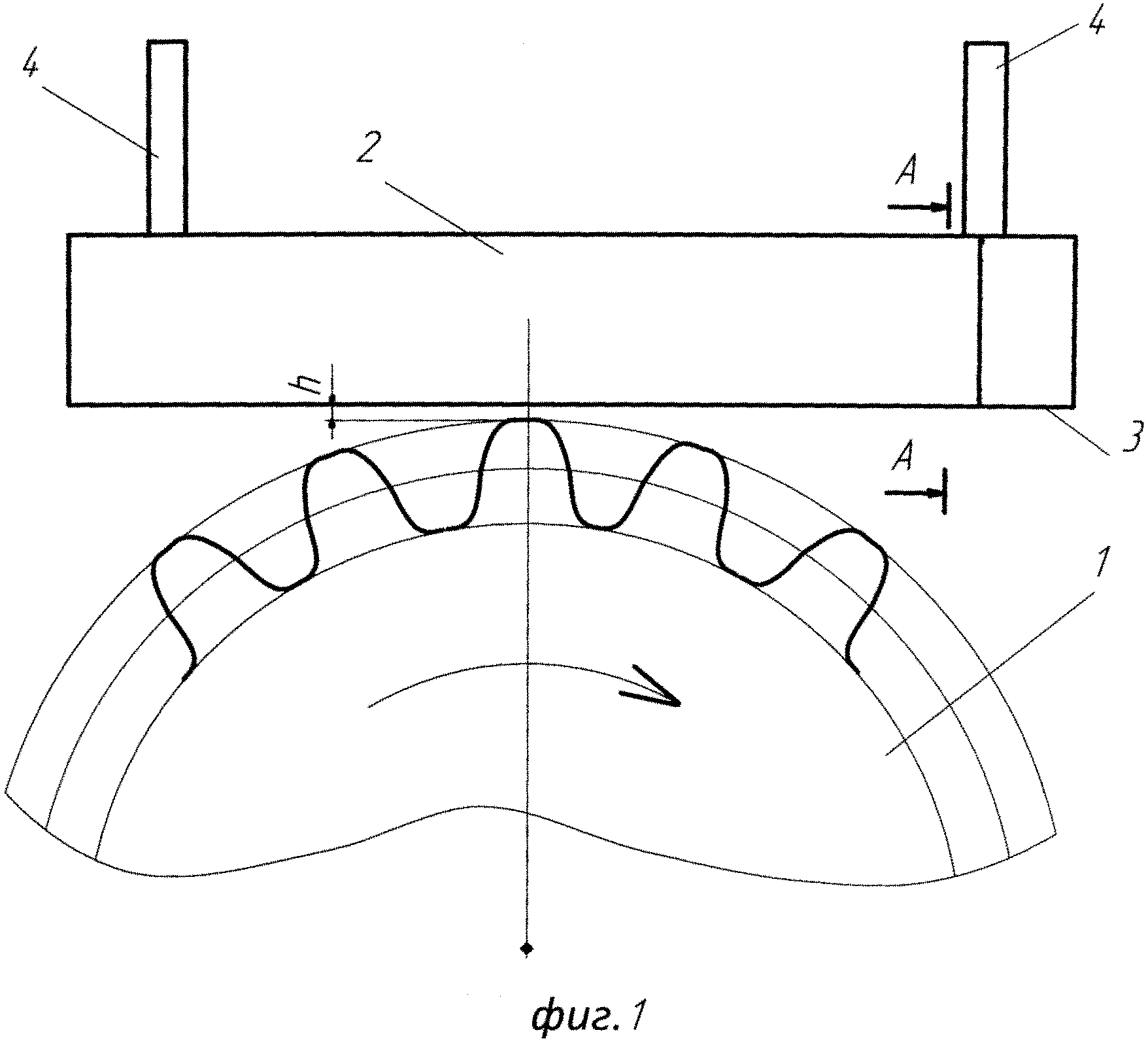
на фиг. 1 показана схема осуществления закалки данным способом,
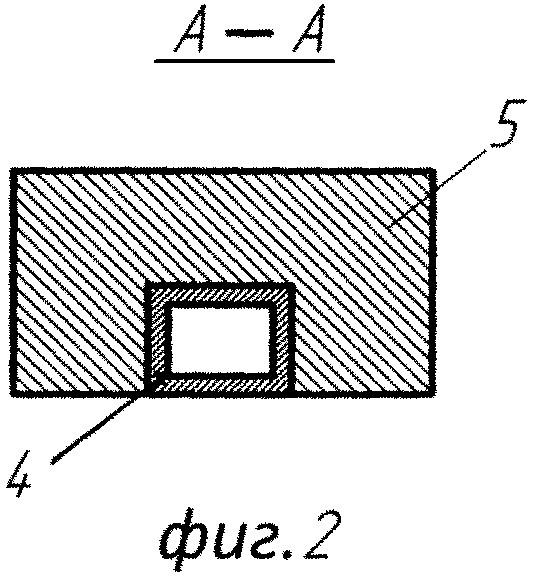
на фиг. 2 показано сечение индуктора А-А на фиг. 1,
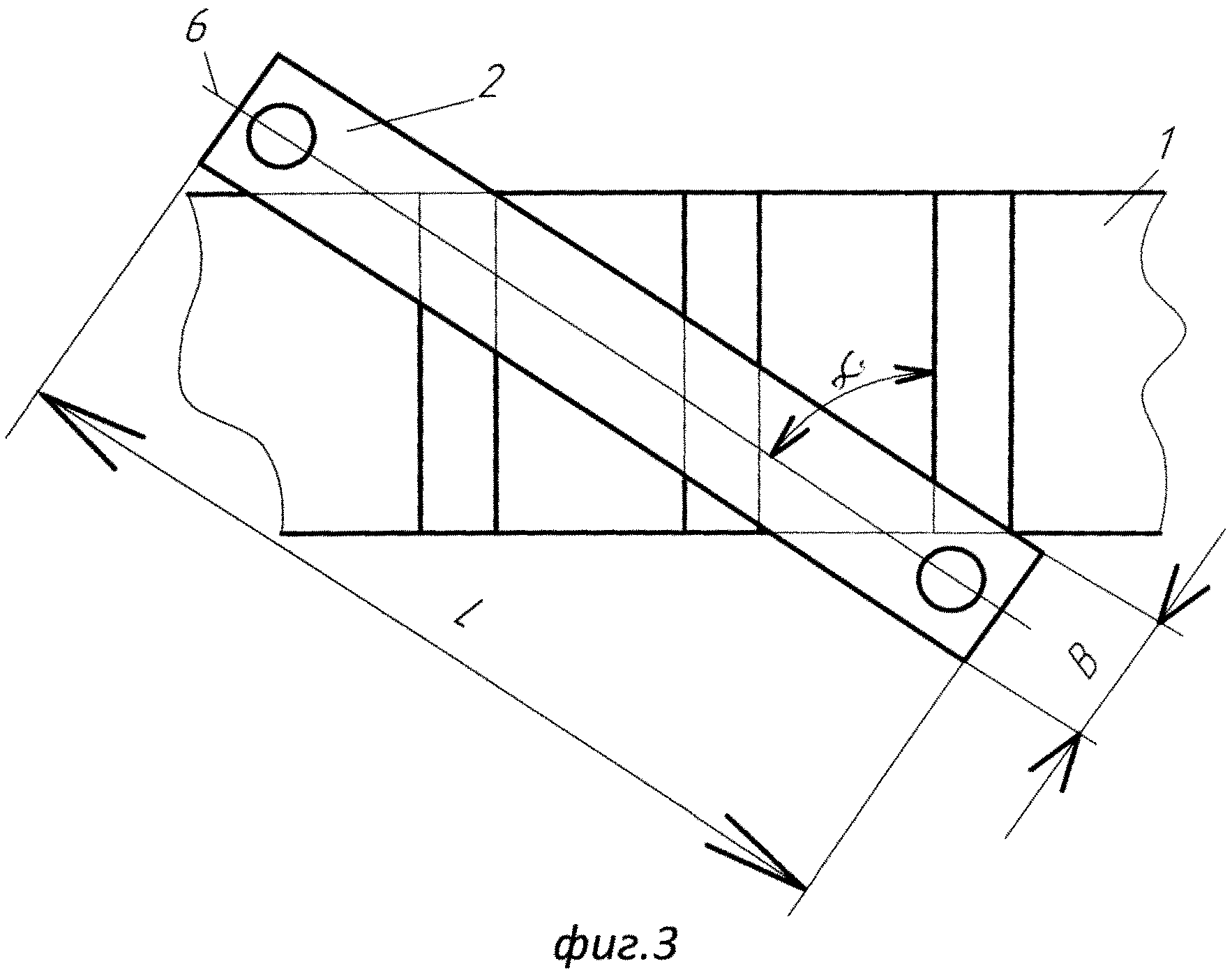
на фиг. 3 показана схема закалки на прямозубом колесе вид сверху,
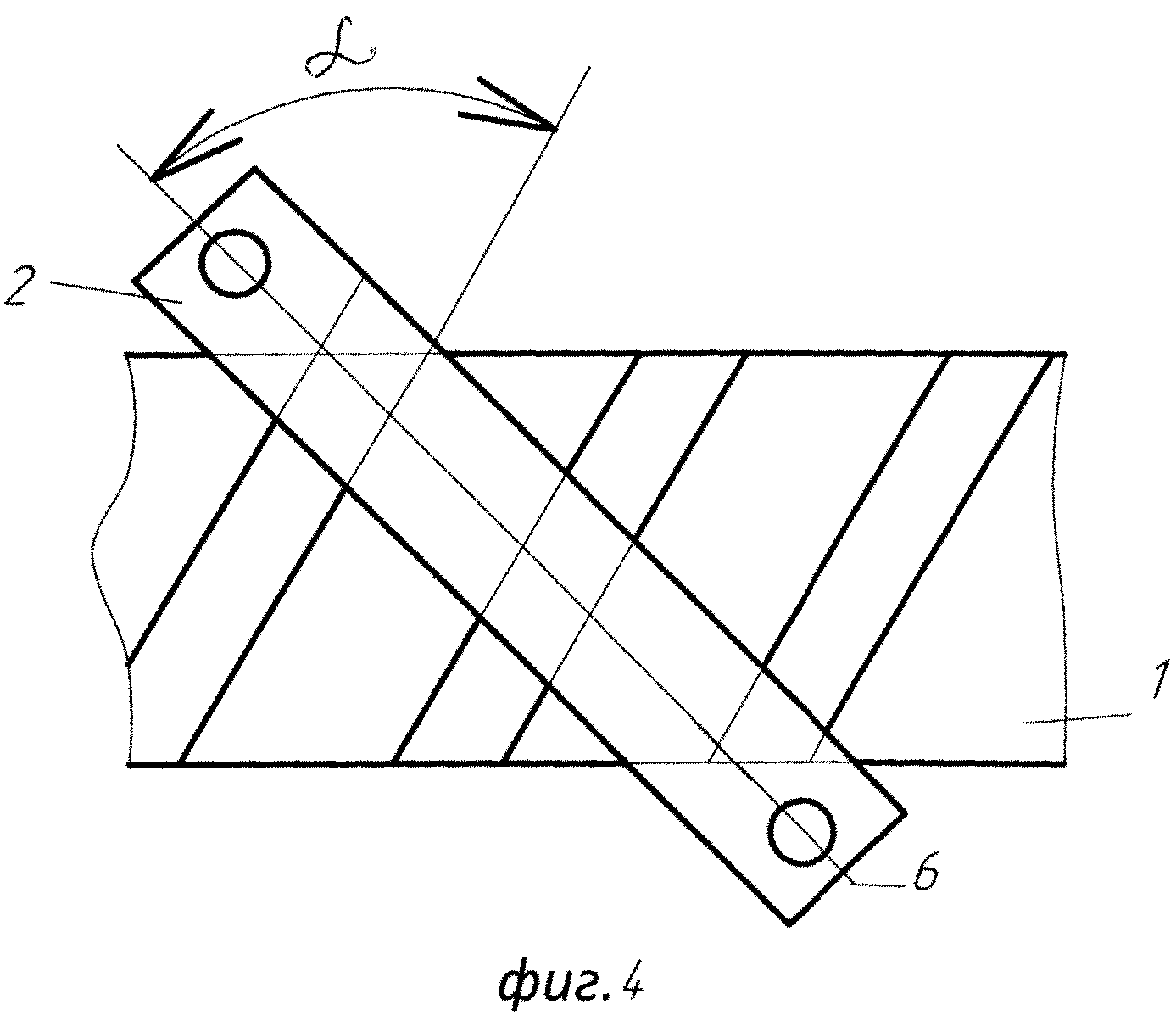
на фиг. 4 показана схема закалки на косозубом колесе вид сверху.
Способ может быть реализован следующим образом.
Зубчатое колесо 1, подлежащее закалке, устанавливают в устройство вращения (условно не показано) и соответствующим образом закрепляют там. Над колесом 1 устанавливают индуктор 2 с тоководами 4, при этом используют индуктор, снабженный магнитопроводом 5, служащим для концентрации токов на поверхности рабочей части 3 индуктора. Индуктор 2 выполнен таким образом, что его рабочая часть 3 имеет ширину «В» не менее шага зацепления обрабатываемого зубчатого колеса 1 по его делительной окружности, а длина «L» равна 1,2-1,5 длины зуба зубчатого колеса 1. Индуктор 2 выставляется вдоль направления зуба серединой своей рабочей части 3 симметрично по центру зубчатого венца обрабатываемого колеса 1 с зазором h=0,3-0,5 мм от поверхности вершины зуба. Указанная длина рабочей части 3 индуктора позволяет осуществлять замыкание токов Фуко на боковых торцевых поверхностях колеса 1, производить быстрый локальный нагрев зуба на его полную высоту и получать при этом мелкозернистую закалочную структуру материала. Указанная величина зазора h определена из условия получения максимального к.п.д. при нагреве зуба.
Для исключения влияния на работу генератора, от которого запитан индуктор, чередующихся при обработке зубьев и впадин колеса 1, т.е. для стабилизации нагрузки генератора, индуктор 2 из указанного выше положения поворачивают (в плоскости его рабочей части 3) относительно зубчатого венца таким образом, что продольная ось 6 рабочей части 3 индуктора устанавливается под углом α=15-30° относительно направления зуба. При этом рабочая часть 3 индуктора кроме зуба, находящегося по центру, одновременно захватывает еще соседние с ним зубья. Таким образом, при обработке колеса площадь поверхности, которая нагревается индуктором 2, практически не меняется, что позволяет стабилизировать нагрузку и создать благоприятные условия для работы генератора индуктора 2.
Угол α=15-30° выбран из условия обеспечения максимально стабильной нагрузки. При уменьшении угла α<15° на нагрузке начинает сказываться чередование зубьев и впадин колеса, а при увеличении α>30° на нагрузке начинает сказываться увеличивающийся зазор между рабочей частью 3 индуктора и соседними зубьями, захватываемыми ею.
После необходимой установки индуктора 2 относительно обрабатываемого колеса 1 включается питание индуктора и осуществляется вращение колеса 1, причем скорость его вращения устанавливается исходя из условий обработки - прогрев зуба на всю высоту, материал колеса, модуль зацепления колеса, его размеры, мощность индуктора и т.п. Так, например, для мелкомодульных колес линейная скорость вращающегося зубчатого колеса может быть порядка 8 мм/с, а для крупномодульных - порядка 2 мм/с. При этом желательно использовать индуктор с удельной мощностью на его рабочей поверхности не менее 5 кВт/см2. При необходимости скорость вращения обрабатываемого колеса может быть скорректирована в процессе обработки.
Таким образом, для проведения закалки осуществляется последовательный локальный нагрев зубьев до заданной температуры, а затем их охлаждение жидкостью любым известным способом (условно не показано). После проведения обработки всех зубьев колеса питание индуктора отключается, а колесо снимается с устройства вращения.
Использование изобретения позволяет упростить процесс закалки зубчатых колес и используемого при этом технологического оборудования. Соответственно снижаются затраты на проведение термообработки и обеспечивается ее высокое качество за счет получения мелкозернистой закалочной структуры материала. Расширяются также технологические возможности, когда индуктором относительно небольшого размера и мощности можно проводить закалку колес широкого диапазона по размерам и конструкции.
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами

