Результат интеллектуальной деятельности: УСТАНОВКА МАЯТНИКОВОГО ТИПА ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ВНУТРЕННИХ ПАЗОВ ДЕТАЛЕЙ ТИПА КОЛЕЦ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области машиностроения и может быть использовано при изготовлении кольцевых деталей, в частности при абразивной обработке пазов с внутренней стороны кольцевых деталей.
Известно «Устройство для зачистки поверхности изделия от заусенцев», которое содержит держатель для захвата металлического обрабатываемого изделия, механизм для перемещения держателя с изделием и два абразивных круга, которые могут совершать возвратно-поступательные перемещения (см. патент Японии JP 4080655 В2, В24В 9/00 от 11.11.1999 г.).
Однако известное устройство предназначено для зачистки заусенцев только плоских металлических изделий, например, после операции штамповки, а для деталей типа колец конструктивное решение не подходит.
Также известно «Устройство для закругления кромок трубы», которое содержит конический закругляющий элемент, окруженный защитным корпусом. К корпусу прикреплен хвостовик с тем, чтобы инструмент мог вращаться от электродвигателя или вручную (см. патент Англии GB 2446004 А1 от 23.01.2007 г.).
Однако известное устройство предназначено для обработки кольцевых кромок, которые расположены по окружности, а обработку кромок внутренних пазов техническое предложение не решает.
Наиболее близким к предложенному техническому решению относится «Способ и устройство для обработки кромок тонких металлических колец», притом устройство содержит тяговые ролики и направляющую в виде ролика, привод вращения, обрабатываемое металлическое кольцо и прижимное кольцо (см. патент Японии JP 4213619 В2, В24В 9/00 от 16.04.2004 г.) - прототип.
Известное устройство предназначено для обработки внутренних кромок металлических колец при условии, что направление обработки идет вдоль периметра кольца. В случае необходимости обработки внутренних кромок иного направления известный способ и техническое решение не приемлемо.
Целью предлагаемого изобретения является осуществление возможности обработки внутренних пазов деталей типа колец, например, после протяжки, когда направление обработки не совпадает с плоскостью кольца.
Техническим результатом изобретения является упрощение процесса изготовления оснастки с одновременным повышением технологичности процесса изготовления колец, а также существенное увеличение срока эксплуатации устройства.
Заявленный технический результат достигается тем, что установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец выполнена в виде стойки с вращающимся корпусом, включающим посадочное гнездо для базирования обрабатываемой детали, удерживаемой прижимным кольцом, содержащая привод вращения вращающегося корпуса, тягу и направляющую, при этом согласно заявленному изобретению установка дополнительно снабжена полым валом, кривошипом мотор-редуктора, ползуном и рычагами, при этом направляющая состоит из неподвижного относительно полого вала базового корпуса с креплением к нему двух пар упругих пластин, на которых висит подвижный корпус, противоположные концы упругих пластин скреплены между собой, базовый корпус жестко закреплен на полом валу, а на подвижном корпусе установлен шпиндель с борфрезой, при этом один из рычагов установлен на стойке и выполнен с возможностью передачи движения от тяги ползуну, выполненному с возможностью зацепления с пальцами, установленными на внешней цилиндрической поверхности вращающегося корпуса в два кольцевых ряда, с одинаковым шагом в ряду и тангенциальным сдвигом на полшага между пальцами соседних рядов, причем количество пальцев равно количеству пазов обрабатываемой детали, а другой рычаг установлен внутри полого вала и выполнен с возможностью передачи возвратно-поступательного движения от тяги подвижному корпусу, причем вращающийся корпус выполнен в виде барабана с приводом вращения в виде груза, взаимодействующего с вращающимся корпусом через гибкую связь, полый вал неподвижно смонтирован на стойке и является осью вращения вращающегося корпуса.
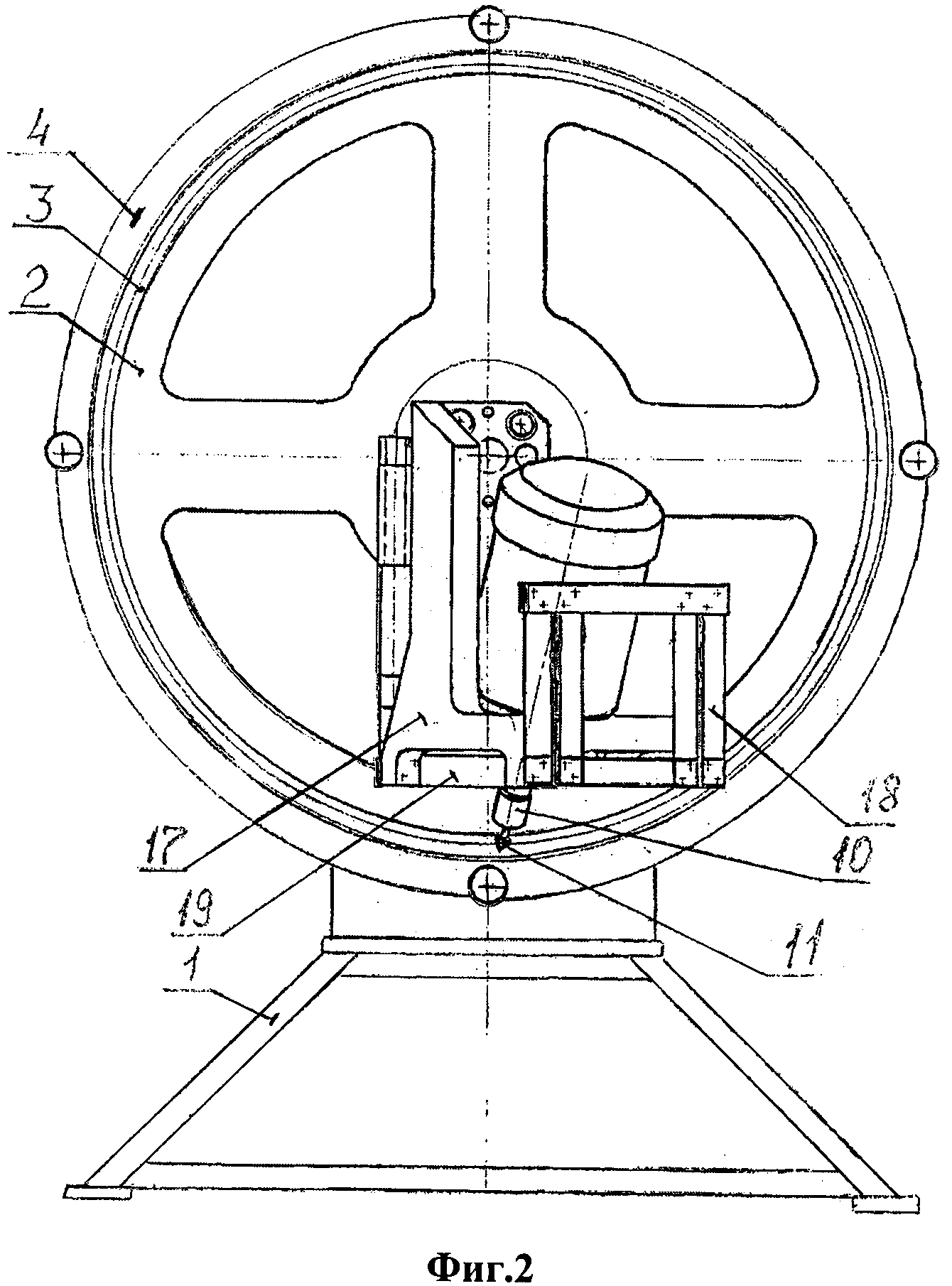
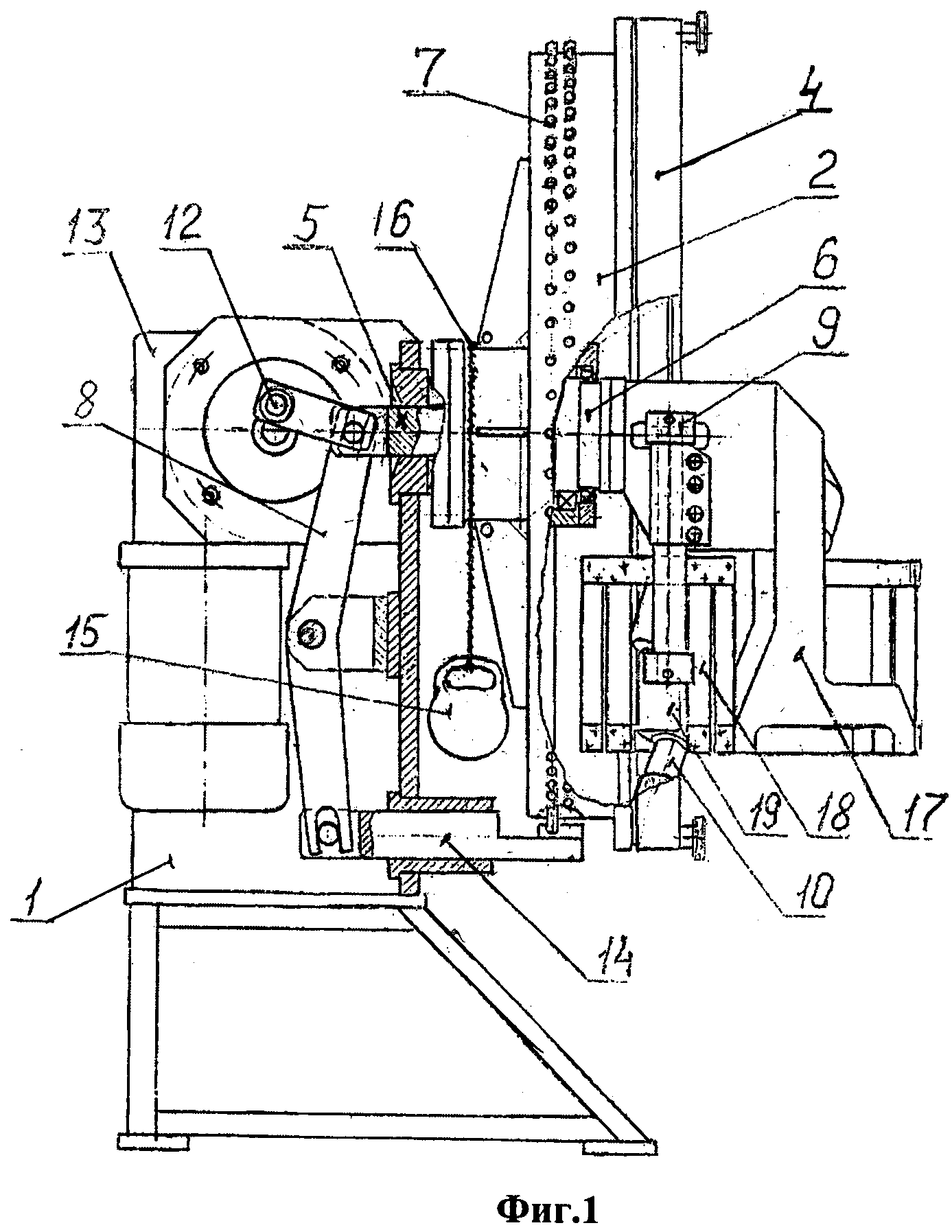
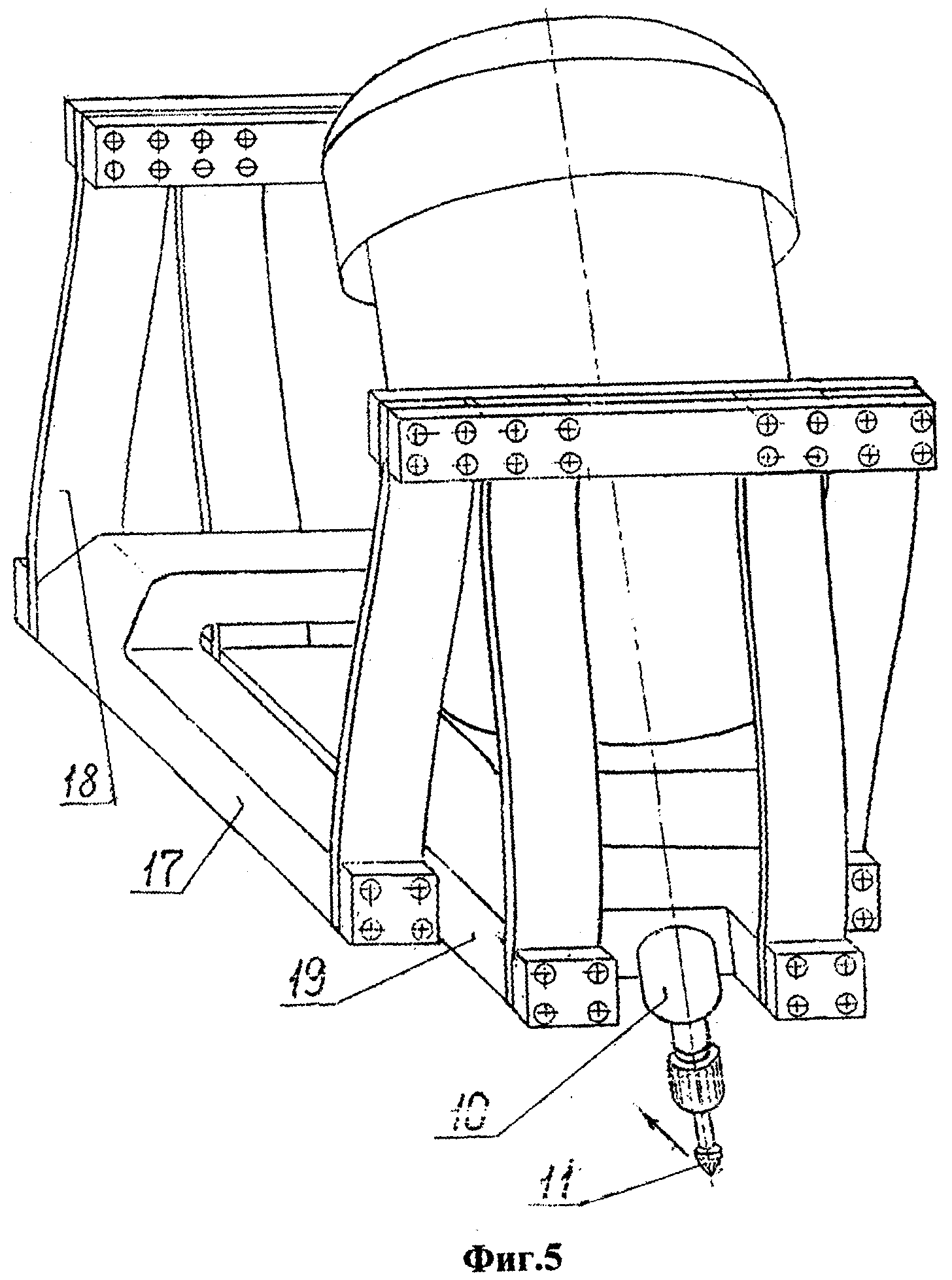
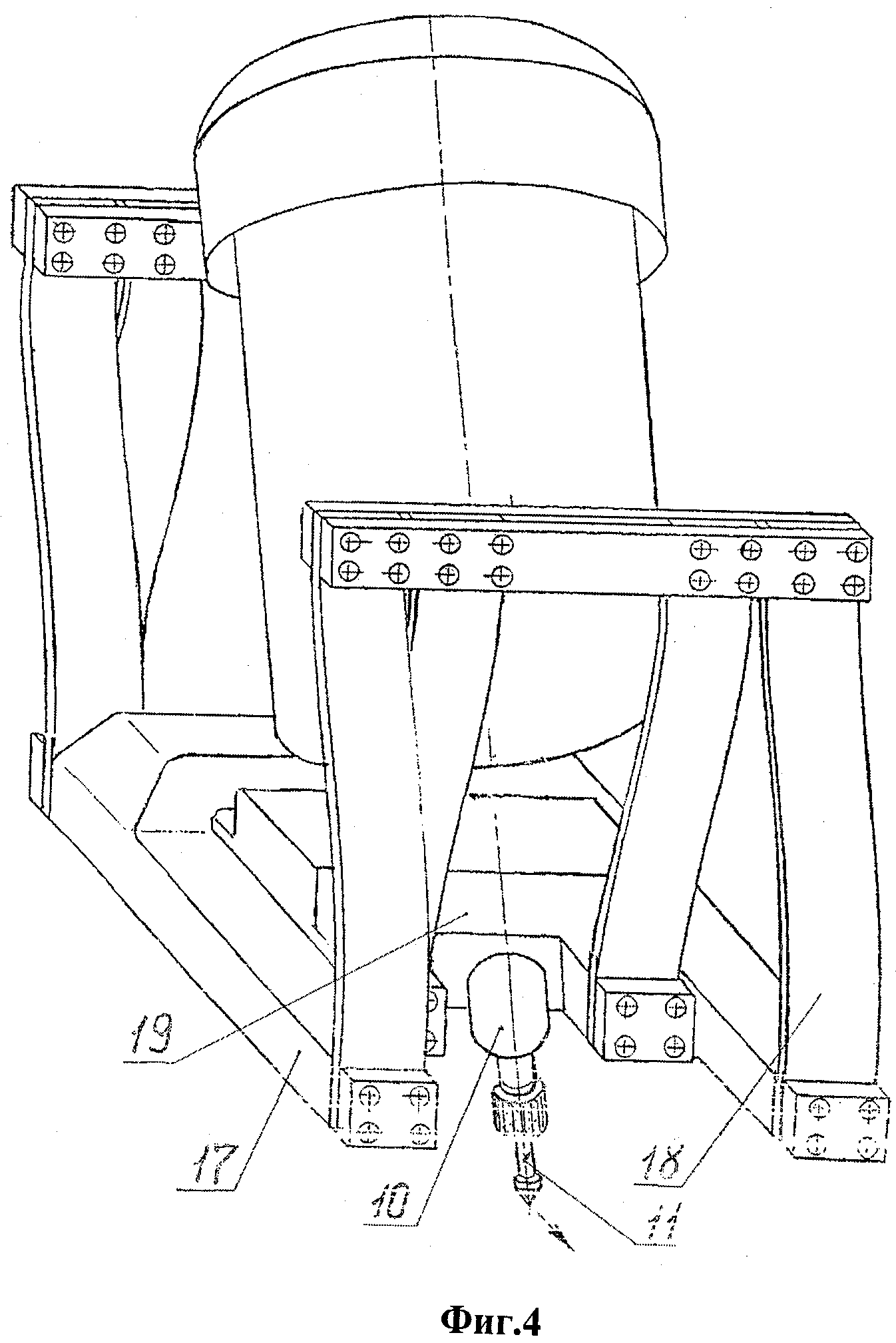
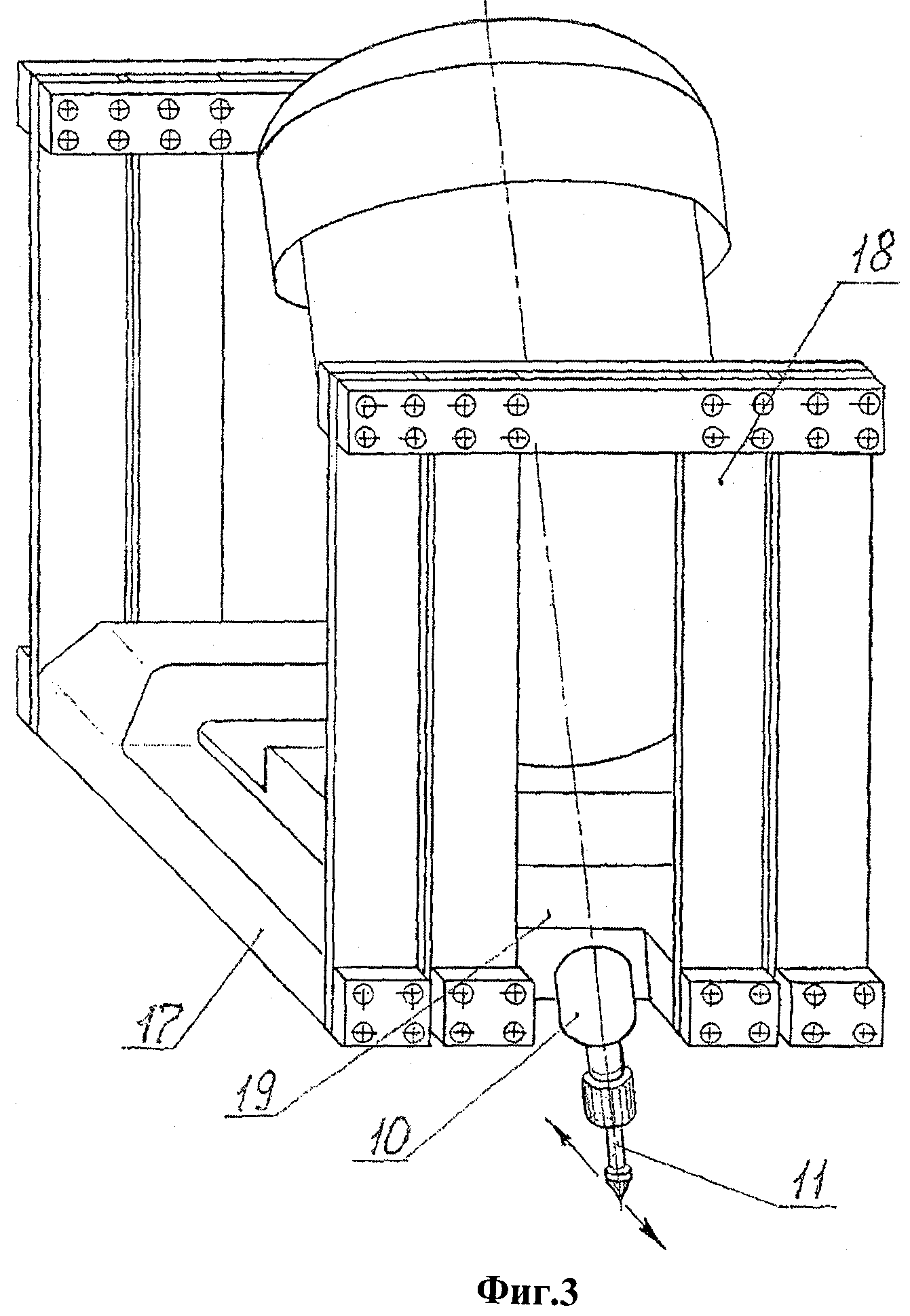
Изобретение поясняется чертежами, где на фиг.1 представлен общий вид установки. На фиг.2 представлен общий вид установки со стороны загрузки обрабатываемой детали. На фиг.3 представлена маятниковая направляющая привода продольного движения инструмента обработки. На фиг.4 представлена маятниковая направляющая в исходном положении. На фиг.5 представлена маятниковая направляющая в положении «КОНЕЦ ХОДА».
Установка состоит из стойки 1 вращающегося корпуса 2, на котором базируется обрабатываемое металлическое кольцо 3 и удерживается прижимным кольцом 4. Установка содержит привод вращения корпуса 2, тягу 5 и направляющую. Кроме того, установка снабжена неподвижным относительно стойки 1 полым валом 6, который является базой вращения корпуса 2. Вращающийся корпус 2 выполнен в виде барабана с приводом вращения, притом привод выполнен в виде груза 15, взаимодействующего с вращающимся корпусом 2 посредством гибкой связи 16. Длина гибкой связи 16 достаточна для полного оборота вращающегося корпуса 2 и выполнена с возможностью перестановки точки соединения с ним. Также вращающийся корпус 2 снабжен двумя рядами пальцев 7, которые установлены на внешней цилиндрической поверхности вращающегося корпуса 2. Причем пальцы 7 одного ряда выполнены относительно пальцев 7 другого ряда с тангенциальным сдвигом на полшага. Количество пальцев 7 равно количеству внутренних пазов обрабатываемой детали 3. Установка снабжена рычагами 8 и 9, шпинделем 10 с борфрезой 11 и кривошипом 12 мотор-редуктора 13, а также ползуном 14. Полый вал 6 неподвижно смонтирован на стойке 1 и является осью вращения корпуса 2. Направляющая выполнена маятникового типа и состоит из неподвижного относительно полого вала 6 базового корпуса 17 и подвижного корпуса 19 с комплектом упругих пластин 18. К базовому корпусу 17 присоединены две пары упругих пластин 18. Также две пары упругих пластин 18 присоединены к подвижному корпусу 19. Противоположные концы упругих пластин 18 скреплены между собой. Подвижный корпус 19 выполнен с возможностью передачи движения посредством рычага 9 от тяги 5. Базовый корпус 17 жестко закреплен на полом валу 6, а на подвижном корпусе 19 установлен шпиндель 10 с борфрезой 11. Для питания электродвигателя привода шпинделя 10 в полом валу 6 выполнено отверстие проводки кабеля (не показано). Электроснабжение установки подводится со стороны расположения мотор-редуктора 13, при этом исключаются помехи при установке обрабатываемых деталей 3. На стойке 1 установлен рычаг 8, который выполнен с возможностью передачи движения от тяги 5 к ползуну 14. Ползун 14 выполнен с возможностью поочередного взаимодействия с пальцами 7 вращающегося корпуса 2.
Установка работает следующим образом. Исходное положение подвижного корпуса 19 представлено на фиг.4. Прижимное кольцо 4 снято. Груз 15 поднимается в верхнее исходное положение, которое фиксируется гибкой связью 16 в точке соединения с вращающимся корпусом 2. Ползун 14 прижат к одному из пальцев 7, при котором вращающийся корпус 2 находится в неподвижном положении. Во вращающийся корпус 2, который имеет посадочное гнездо, устанавливается обрабатываемая деталь 3, например металлическое кольцо, и после ориентации относительно борфрезы 11 прижимается кольцом 4. Включается мотор-редуктор 13 и шпиндель 10 начинает вращаться. С этого момента весь технологический цикл происходит автоматически. Мотор-редуктор 13 через вал кривошипа 12 приводит в движение тягу 5, которая через рычаг 9 смещает подвижный корпус 19 из исходного положения (см. фиг.4) в конечное положение (см. фиг.5). В период движения подвижного корпуса 19 происходит подвод борфрезы 11 к обрабатываемому пазу, обработка паза и выход инструмента. Прямолинейное движение подвижного корпуса 19 обеспечивается конструктивно, чему способствует идентичность между собой всех упругих пластин 18 комплекта. Идентичность упругих пластин 18 достигается в процессе изготовления методом совместной обработки всего комплекта за одну установку. При упругой деформации верхний конец каждой пластины 18 относительно нижнего конца описывает синусоиду. При этом снижается уровень места скрепления пластин. Величина снижения уровня места скрепления пластин, которые принадлежат базовому корпусу 17, равна величине снижения уровня места скрепления пластин, которые принадлежат подвижному корпусу 19. По этой причине уровень подвижного корпуса 19 относительно уровня базового корпуса 17 остается неизменным. Такое конструктивное решение направляющей не только обеспечивает прямолинейность движения подвижного корпуса 19, но и технологически просто в изготовлении, не требует смазки, так как отсутствуют трущиеся поверхности и исключен абразивный износ. К моменту выхода борфрезы 11 из обрабатываемого паза в металлическом кольце, лыжеобразный участок ползуна 14, ранее удерживающий вращающийся корпус 2 от поворота, сходит с пальца 7. Вращающийся корпус 2 под действием груза 15 поворачивается до упора в палец 7 параллельного ряда. Движение ползуна 14 и подвижного корпуса 19 синхронны, так как между ними имеется кинематическая связь через рычаги 8 и 9, а также тягу 5. Поворот вращающегося корпуса 2 происходит в период перехода борфрезы 11 из одного паза обрабатываемого металлического кольца к очередному пазу. Обратным ходом подвижного корпуса 19 (см. фиг.5) обрабатывается очередной паз. С момента выхода борфрезы 11 из паза, лыжеобразный участок ползуна 14, совершая обратный ход, сходит с пальца 7 параллельного ряда и вращающийся корпус 2 поворачивается на шаг. Далее все повторяется до полной обработки кольца. Груз 15 с каждым шагом постепенно опускается, однако ход груза достаточен для полного поворота вращающегося корпуса 2. По окончании обработки выключается мотор-редуктор 13, снимается прижимное кольцо и готовое металлическое кольцо.
Таким образом, установка маятникового типа существенно отличается от известных установок технологичностью, простотой изготовления и эксплуатационными качествами.
Велосипед с автоматическим переключением передач
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Велосипед с автоматическим переключением передач
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами

