Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к установкам для электронно-лучевой обработки изделий, использующих вакуумные камеры оптимального вакуумируемого пространства.
Известна установка для ЭЛС, содержащая вакуумную камеру под свариваемое изделие и дополнительную камеру, в которой устанавливают пушку. Дополнительную камеру размещают на крышке или боковой стенке основной камеры. Между двумя камерами, в крышке или стенке, выполняют продольный паз, перекрытый гибкой заслонкой, вместе с которой перемещается пушка (ФРГ №2121406 от 30.04.71 г., кл. B23K 15/00).
При нарушении герметичности, например, дополнительной камеры в основную камеру натекает воздух, что осложняет работу установки. Кроме того, необходимость в обеспечении вакуума в дополнительной камере приводит к увеличению откачиваемого объема воздуха и соответственно требует дополнительных затрат времени на вспомогательные операции.
Известна установка для электронно-лучевой сварки, содержащая вакуумную камеру с электронно-лучевой пушкой и механизмами ее перемещения (РФ, №2027567 от 27.01.93 г., кл. B23K 15/06).
Недостатком установки является невысокая производительность, поскольку объем камеры значительно превышает объем свариваемого изделия из-за необходимости размещения в ней обслуживающих механизмов.
Известна установка для электронно-лучевой сварки, содержащая вакуумную камеру с электронно-лучевой пушкой и механизмами ее перемещения в вертикальном и горизонтально-поперечном направлениях, включающими подвижную в вертикальных направляющих площадку (опору) и приводную рабочую платформу, (см. РФ №2158664 от 06.03.2000 г., кл. B23K 15/06). Вакуумная камера выполнена с расположенными напротив друг друга полостями, в которых расположены пушки с механизмами их перемещения. Такое выполнение камеры под электронно-лучевую пушку с механизмами их перемещения не решает проблему повышения качества, производительности установки. Во-первых, дополнительные полости увеличивают время получения вакуума; во-вторых, усложняют конструкцию установки и, в-третьих, ограничивают маневренность электронно-лучевой пушки.
Предложенное техническое решение отличается от известного тем, что электронно-лучевая пушка с механизмами ее перемещения размещена в углу вакуумной камеры, образованном боковыми стенками, при этом вертикальные направляющие установлены по боковым стенкам вакуумной камеры, образующим угол. При этом она оснащена суппортом для перемещения электронно-лучевой пушки в направлении, перпендикулярном ее горизонтально-поперечному перемещению, размещенным на траверсе.
Технический результат заключается в расширении технологической возможности установки, снижении себестоимости изготовления ее вакуумной камеры за счет ее упрощения, повышении производительности и увеличении номенклатуры свариваемых изделий.
Технический результат достигается тем, что в установке для электронно-лучевой сварки, содержащей вакуумную камеру с электронно-лучевой пушкой и средством ее перемещения в вертикальном и горизонтально-поперечном направлениях, включающим подвижное в вертикальных направляющих основание и приводную рабочую платформу, электронно-лучевая пушка с механизмами ее перемещения размещена в углу вакуумной камеры, образованном боковыми стенками, при этом вертикальные направляющие установлены по боковым стенкам вакуумной камеры, образующим угол, а она оснащена суппортом, размещенным на траверсе для перемещения электронно-лучевой пушки в направлении, перпендикулярном ее горизонтально-поперечному перемещению.
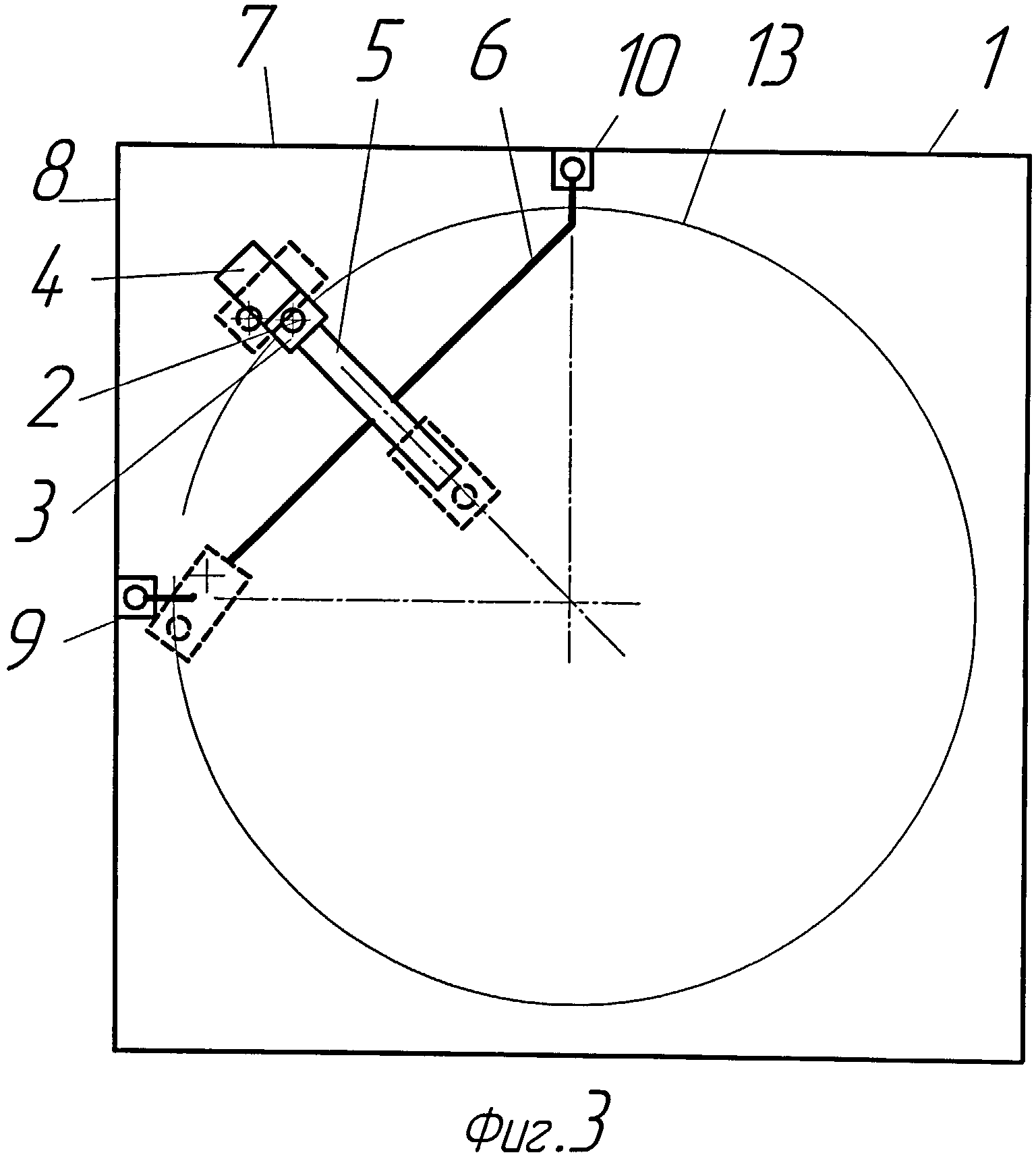
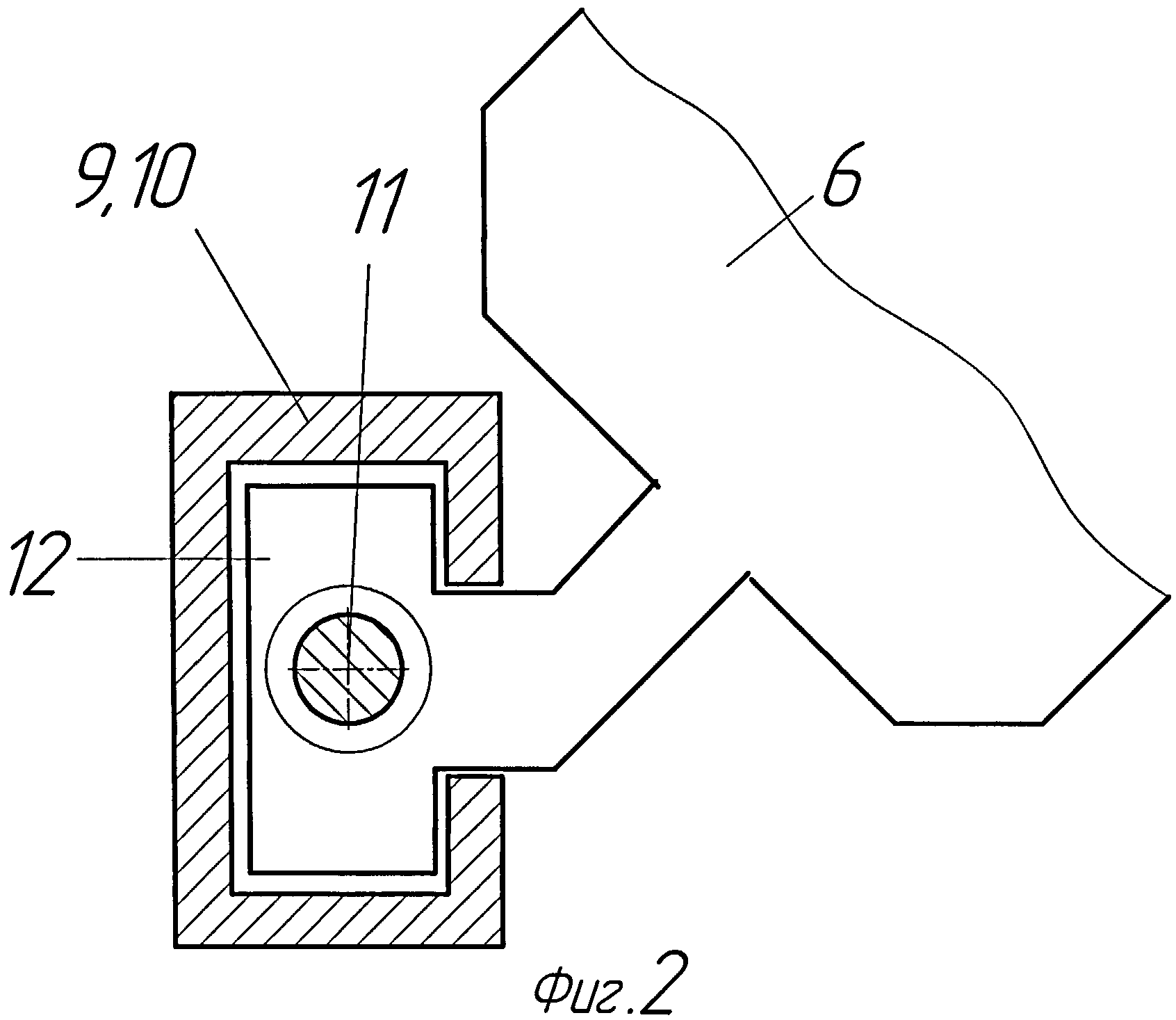
Изобретение поясняется следующими фигурами: на фиг.1 изображен общий вид установки, на фиг.2 - связь вертикальной направляющей с опорой под суппорт электронно-лучевой пушки (в плане), на фиг.3 - схема вариантов расположения электронно-лучевой пушки в вакуумной камере.
Установка для электронно-лучевой сварки содержит вакуумную камеру 1 с электронно-лучевой пушкой 2 и механизмами ее перемещения в вертикальном и горизонтально-поперечном направлениях, а также и в направлении, перпендикулярном последнему, для чего электронно-лучевая пушка 2 размещена на поворотной опоре 3 для установки ее при сварке в требуемое положение. Поворотная опора 3 размещена на каретке 4 суппорта 5, который в свою очередь установлен на траверсе 6 с возможностью продольного перемещения. Электронно-лучевая пушка 2 с механизмами ее перемещения размещена в углу вакуумной камеры 1, образованном ее боковыми стенками 7, 8. При этом механизм вертикального перемещения электронно-лучевой пушки 2 (фиг.2) состоит из пары вертикальных направляющих 9, 10, установленных по боковым стенкам 7, 8 вакуумной камеры 1, образующим угол.
В вертикальных направляющих 9, 10 размещены винты 11 с гайками 12, соединенными между собой основанием 6. Привод винтов 11 вертикального перемещения электронно-лучевой пушки 2 размещен под потолком вакуумной камеры 1 в том же углу. Позицией 13 обозначена доступная зона электронно-лучевой обработки в вакуумной камере 1 (фиг.3). В вакуумной камере 1 размещают рабочую платформу 14. Вакуумная система обозначена поз.15.
Установка для электронно-лучевой сварки работает следующим образом.
На рабочей платформе 14, вне вакуумной камеры 1, устанавливают изделие, подлежащее электронно-лучевой сварке, и перемещают ее в вакуумную камеру. Электронно-лучевую пушку 2 выводят на требуемую позицию с помощью механизма перемещения посредством составляющих его узлов и наводят на свариваемый стык. Вакуумную камеру 1 герметизируют и включают вакуумную систему 15. При достижении в вакуумной камере рабочего вакуума производят сварку изделия.
Таким образом, размещение электронно-лучевой пушки в углу вакуумной камеры увеличивает зону электронно-лучевой обработки изделия, что позволяет максимально использовать ее объем. В то же время исключением необходимости выполнения специальных полостей под электронно-лучевую пушку в вакуумной камере повышается технологичность изготовления последней, упрощается ее конструкция и снижается ее металлоемкость. Тем самым снижается ее стоимость. За счет сокращения времени вакуумирования повышается производительность установки, а за счет обеспечения возможности дополнительных перемещений электронно-лучевой пушки расширяется номенклатура свариваемых изделий.
Установка для электронно-лучевой сварки, содержащая размещенные в вакуумной камере рабочую платформу для установки свариваемого изделия, вертикальные направляющие, на которых с возможностью перемещения закреплена траверса с установленной на ней поворотной опорой, и электронно-лучевую пушку, размещенную на поворотной опоре, отличающаяся тем, что она снабжена суппортом, установленным на траверсе с возможностью возвратно-поступательного перемещения, и кареткой, установленной на суппорте с возможностью перемещения в направлении, перпендикулярном направлению перемещения суппорта, при этом поворотная опора размещена на каретке, рабочая платформа выполнена с возможностью перемещения, а вертикальные направляющие закреплены на боковых стенках вакуумной камеры, образующих угол.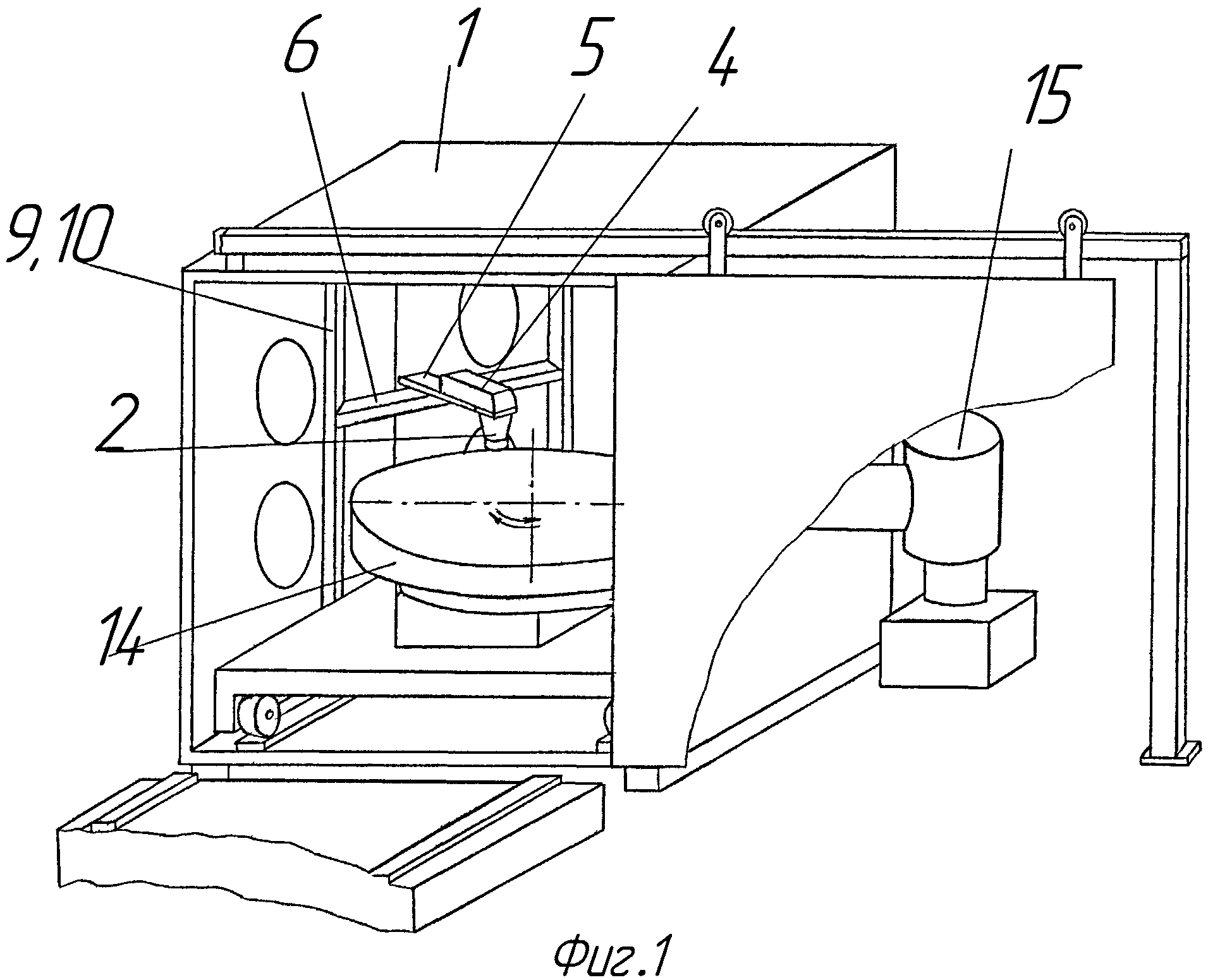
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Способ изготовления сварных тонкостенных конических обечаек с ребрами жесткости
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Способ изготовления сварных тонкостенных конических обечаек с ребрами жесткости

