Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕТАЛИ С ПАЗАМИ
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, более конкретно к технологии чернового фрезерования деталей со сложной пространственной геометрией, характеризующейся чередованием выступов и пазов. Способ может быть применен при изготовлении моноколес центробежных или осевых лопаточных машин.
Под «пазом» обычно понимается выемка в материале, ограниченная с двух сторон плоскими или криволинейными поверхностями.
Известен способ обработки заготовки детали с пазами (моноколеса лопаточной машины), включающий выполнение пазов путем их фрезерования строками концевой фрезой поочередно в диаметрально противоположных частях колеса (см. патент РФ №2247011, кл. В23С 3/18, оп. 27.02.2005).
Недостатком известного способа является низкая производительность фрезерования фрезой с одним и тем же диаметром рабочей части без учета изменения ширины паза вдоль паза.
Наиболее близким к заявленному является способ обработки заготовки детали с пазами (моноколеса турбомашины), включающий изготовление пазов в заготовке путем плунжерного фрезерования, преимущественно в радиальном направлении с выполнением рабочих ходов фрезой с одним диаметром рабочей части в пределах назначенных границ области обработки паза и образованием в заготовке каналов см. патент США №6991434, кл. В63Н 1/26, опубл. 31.01.2006).
Недостатком известного способа является низкая производительность плунжерного фрезерования, в особенности при изготовлении деталей с пазами переменной ширины. Это обусловлено тем, что в указанном способе все операции по фрезерованию паза осуществляют фрезой с одним и тем же диаметром рабочей части, причем сначала полностью выполняют черновое фрезерование одного паза (межлопаточного паза), а только потом поочередно выполняют фрезерование следующих пазов.
Технический результат, достигаемый при использовании изобретения, заключается в повышении производительности обработки при изготовлении деталей с пазами переменной ширины.
Указанный технический результат достигается за счет того, что в способе обработки заготовки детали с пазами, включающем обработку пазов фрезерованием, при котором фрезе сообщают вращение и движение подачи в направлении, совпадающем с осью вращения, и выполняют рабочие ходы фрезы в пределах назначенных границ области обработки паза с образованием в заготовке каналов, выполнение рабочих ходов осуществляют последовательно с использованием фрез с уменьшающимся диаметром рабочей части, который выбирают в зависимости от расчетного значения диаметра рабочей части из условия обеспечения в процессе обработки максимальной площади поверхности, образованной режущей кромкой фрезы при ее контакте с обрабатываемой поверхностью заготовки, при этом замену фрезы с одним диаметром рабочей части на фрезу с другим диаметром рабочей части осуществляют после выполнения фрезой всех возможных рабочих ходов на обрабатываемой заготовке, причем рабочие ходы выполняют с наиболее широкой стороны паза до достижения рабочей частью фрезы заданной длины рабочего хода.
Указанный технический результат достигается также тем, что рабочие ходы выполняют так, чтобы граница канала, образованного в заготовке за один рабочий ход фрезы, имела точки касания с назначенными границами области обработки паза, расположенными по разные стороны от срединной поверхности паза, или с одной из указанных назначенных границ области обработки паза. При этом под термином «срединная поверхность паза» понимается геометрическое место точек, равноудаленных от боковых поверхностей паза.
Указанный технический результат достигается также тем, что по меньшей мере часть назначенных границ области обработки паза представляет собой линейчатую поверхность, при этом движение подачи фрезы осуществляют вдоль одной из образующих упомянутой поверхности.
Указанный технический результат достигается также тем, что линейчатая поверхность представляет собой цилиндрическую или коническую поверхность.
Указанный технический результат достигается также тем, что способ предназначен для обработки заготовки моноколеса лопаточной машины.
Указанный технический результат достигается также тем, что способ предназначен для обработки детали технологической оснастки.
На чертежах показаны:
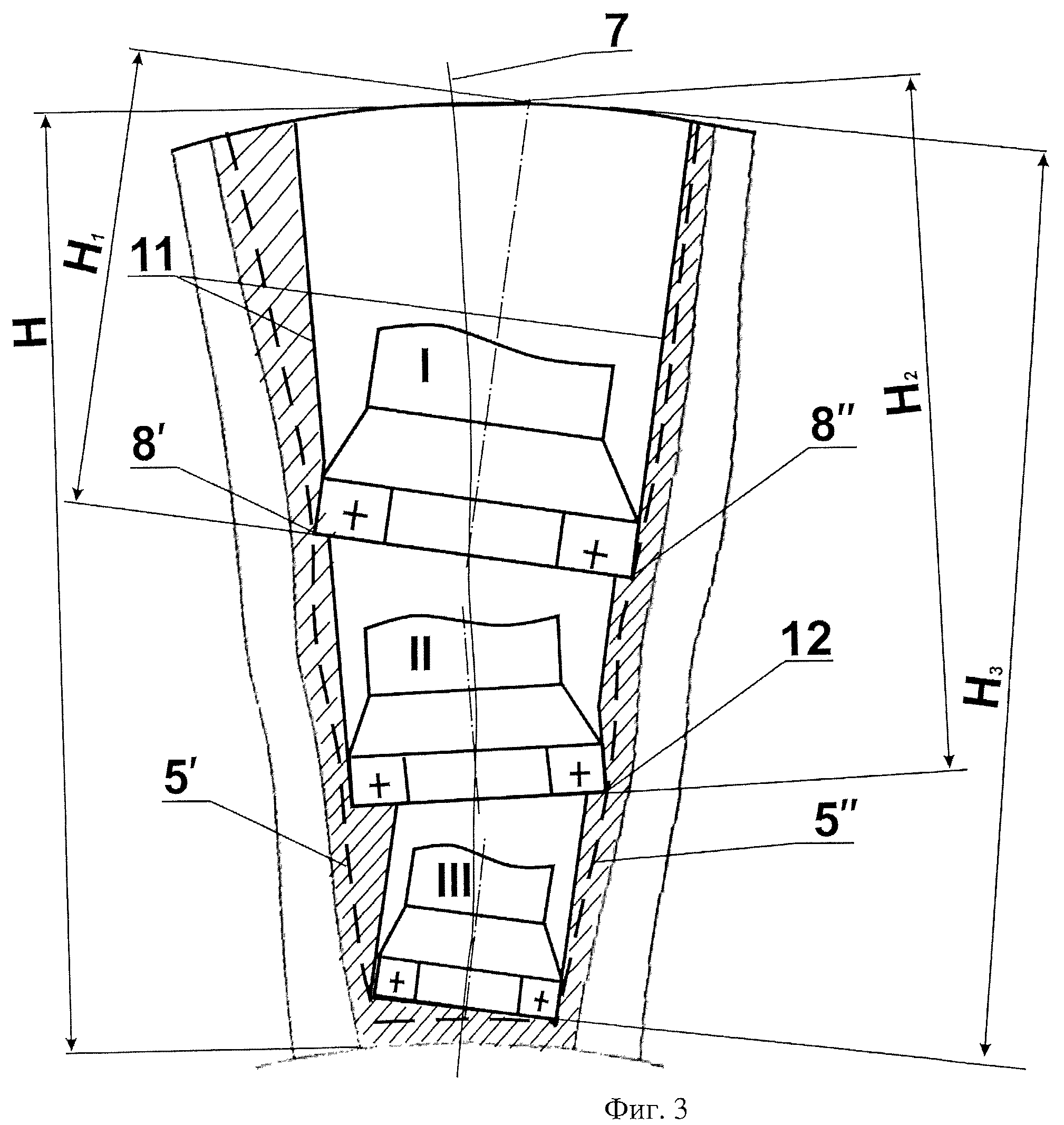
на фиг.1 - общий вид колеса ступени ротора авиационного газотурбинного двигателя;
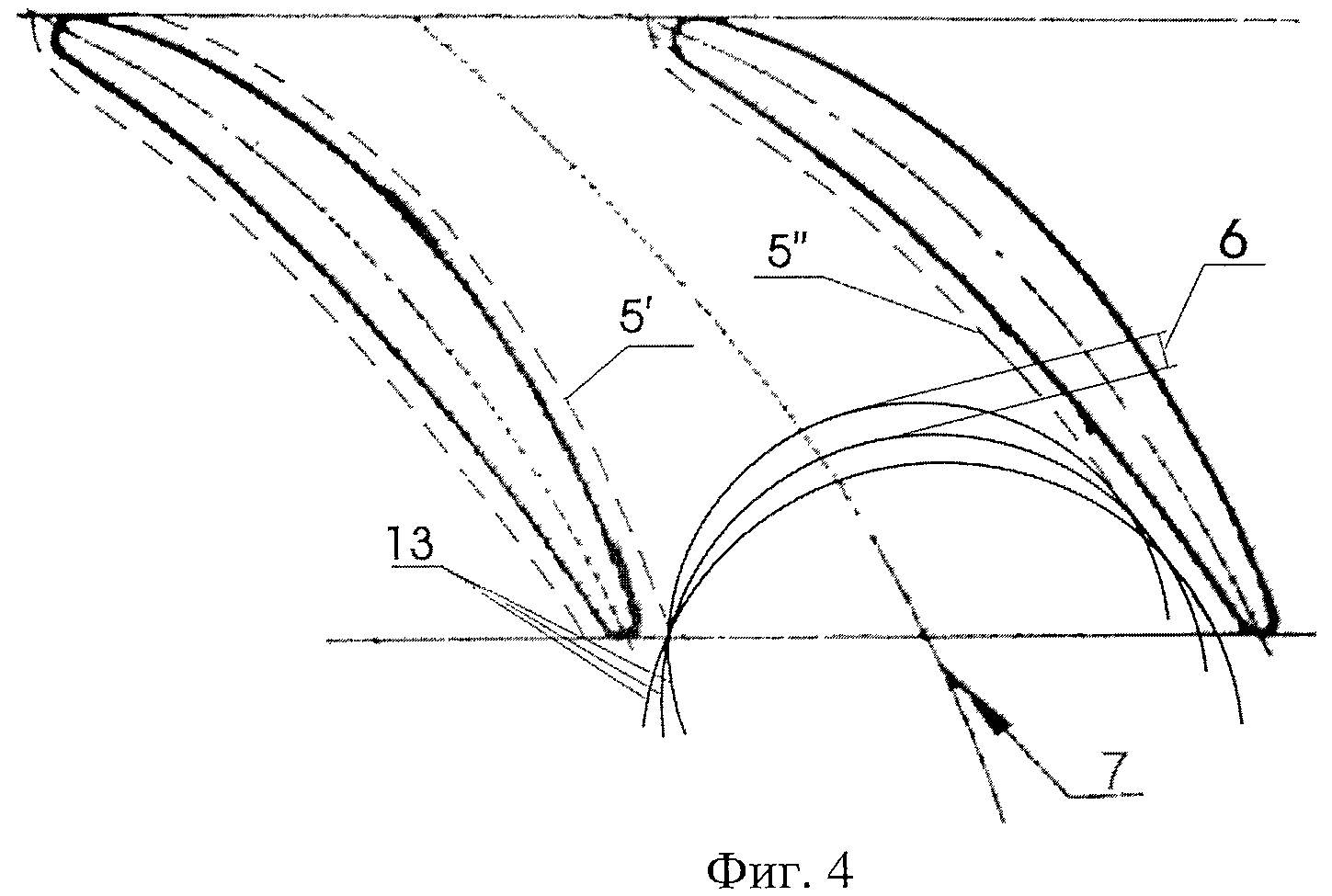
на фиг.2 - решетка профилей диффузорного канала рабочих лопаток компрессора;
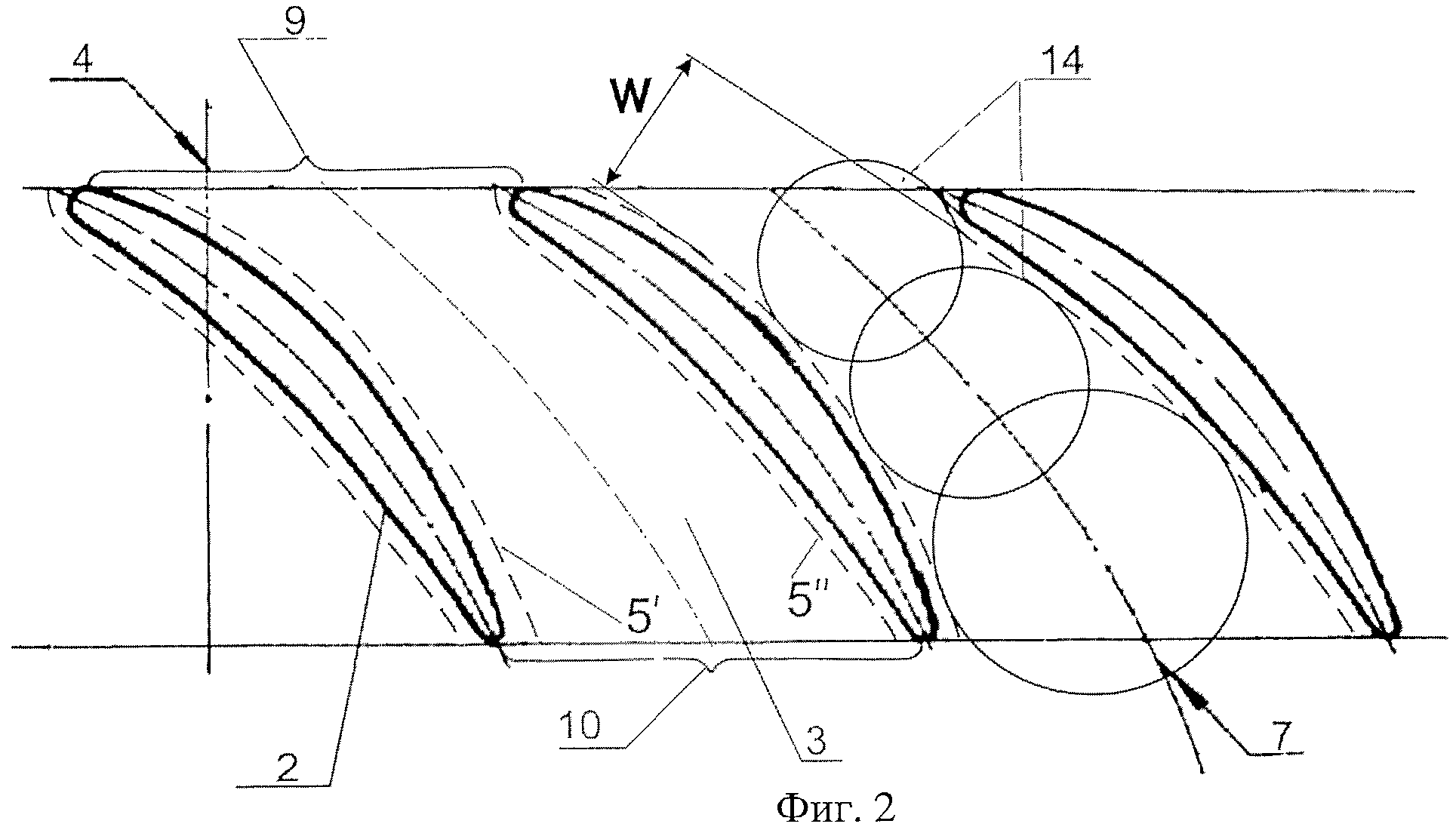
на фиг.3 - схема разделения пазов по глубине Н на три слоя с глубинами Н1, Н2 и Н3, где: I, II и III - соответствующие номера фрез;
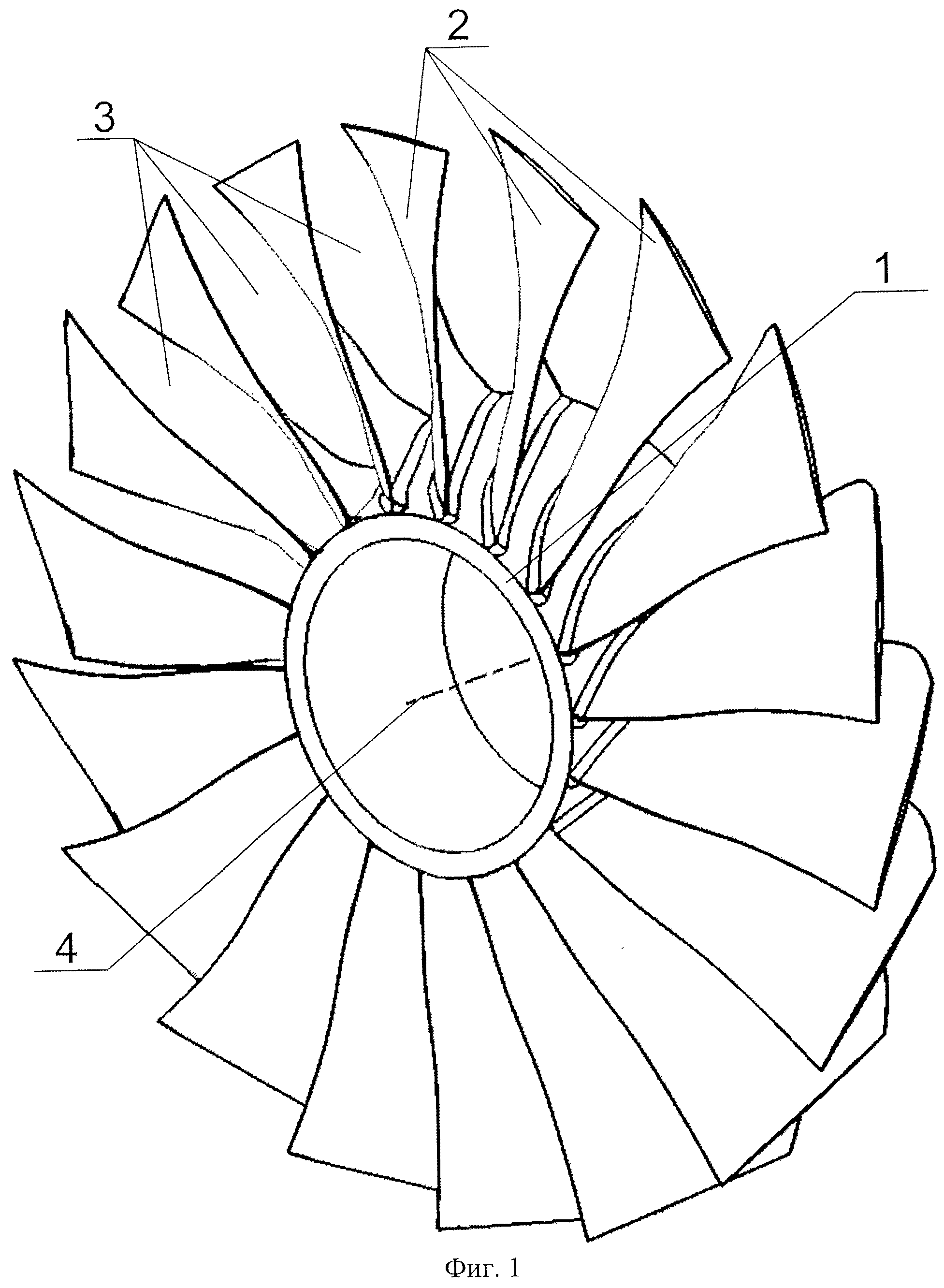
на фиг.4 - схема расположения рабочих частей фрез, последовательно используемых при обработке монотонно сужающегося по длине паза.
Заявленный способ обработки заготовки детали с пазами может быть осуществлен, например, на двух-, трех- или многокоординатных фрезерных станках с ЧПУ или в обрабатывающих центрах. В качестве примера таких обрабатывающих центров можно привести шестикоординатный обрабатывающий центр ТВ1306 фирмы Liechti.
Под термином «плунжерное фрезерование» в контексте настоящей заявки понимается разновидность фрезерования, характеризующаяся движением подачи, направление которого совпадает с осью вращения фрезы.
В качестве обрабатывающего инструмента могут использоваться, например, концевые или насадные фрезы со сменными пластинами типа R217/220.79 фирмы Seco Tools АВ.
Заявленный способ обработки заготовки детали с пазами осуществляют следующим образом.
Осуществление способа рассмотрим на примере обработки заготовки моноколеса лопаточной турбомашины - фиг.1. Подобное колесо представляет собой, например, диск 1 (или кольцо) одной из ступеней ротора авиационного газотурбинного двигателя (или наземной газотурбинной установки), снабженный лопатками 2, выполненными за одно целое с указанным диском 1. Лопатки 2 на диске 1 расположены равномерно и идентичны между собой по геометрии. Соответственно межлопаточные пазы 3 также идентичны между собой по геометрии. Геометрия лопаток 2 и межлопаточных пазов 3 рассчитана конструктором моноколеса по известным методикам.
Обрабатываемую заготовку (для изготовления моноколес турбомашин обычно используются кольцевые заготовки) устанавливают на рабочем столе фрезерного станка или обрабатывающего центра таким образом, чтобы она была жестко и неподвижно закреплена в процессе фрезерования, но вместе с тем имела возможность поворота на фиксированный угол вокруг собственной оси 4 вращения. Такие возможности обеспечивают, например, обрабатывающие центры модели ТВ 1306 фирмы Liechti.
Технолог, используя также известные методики, назначает границы 5' и 5" (см. фиг.2) области обработки каждого паза, исходя, прежде всего, из припуска на последующую обработку. Эти пространственные границы 5' и 5" представляют собой «контрольные» поверхности, т.е. такие поверхности, которых в рамках описываемой технологической операции черновой обработки режущий инструмент может касаться, но не может их пересекать. Часто эти поверхности эквидистантны поверхностям готовой детали (в частном случае, поверхностям лопаток готового моноколеса лопаточной машины).
Весь цикл черновой (предварительной) обработки заготовки детали с пазами ведут при неизменном закреплении обрабатываемой заготовки на фрезерном станке или обрабатывающем центре.
Предварительно оценивают геометрические характеристики области обработки, т.е. области, располагающейся внутри границ 5' и 5" области обработки одного паза. Поскольку все пазы в изготавливаемом моноколесе лопаточной машины идентичны друг другу, результаты данной оценки, а также последующих оценок справедливы для всех пазов обрабатываемого моноколеса. К оцениваемым характеристикам относятся, в первую очередь, ширина W зоны обработки (фиг.2), ее глубина Н (на фиг.3), степень изменения ширины W по глубине Н, а также характер изменения ширины W вдоль паза (т.е. при движении вдоль линии центров окружностей 14, вписанных в поперечное сечение паза см. фиг.2). На основании оценки перечисленных характеристик области обработки устанавливают необходимые значения диаметров рабочей части фрез, расположение фрез при выполнении рабочих ходов и длины рабочих ходов.
Под термином «длина рабочего хода фрезы» понимается расстояние, на которое производится погружение фрезы в материал заготовки при выполнении рабочего хода.
В инструментальном патроне закрепляют фрезу для плунжерного фрезерования (например, фрезу со сменными пластинами) и начинают выполнение рабочих ходов. При плунжерном фрезеровании движение подачи осуществляют вдоль оси вращения фрезы.
Для пазов с относительно невысокой степенью изменения ширины W по глубине Н, например, если изменение ширины W межлопаточного паза по глубине Н, с учетом изогнутости паза в этом направлении, меньше или равно половине разницы между соседними диаметрами фрез из стандартизованного размерного ряда диаметров фрез допустимых для выбранного обрабатывающего оборудования и доступных в конкретных производственных условиях, длины рабочего хода фрез устанавливают равными глубине Н паза.
Для пазов с более высокой степенью изменения ширины W по глубине Н, например, если изменение ширины W межлопаточного паза по глубине Н, с учетом изогнутости паза в этом направлении, больше половины разницы между соседними диаметрами фрез из стандартизованного размерного ряда диаметров фрез допустимых для выбранного обрабатывающего оборудования и доступных в конкретных производственных условиях, паз условно разделяют по глубине Н на несколько слоев со значениями средней для каждого слоя глубиной Н1 Н2, Н3 и т.д. В этом случае обработку паза ведут послойно, т.е. сначала выполняют все рабочие ходы фрезами в пределах первого слоя (считая от периферийной части заготовки с наибольшим диаметром) с длиной рабочего хода, равной Н1 затем выполняют рабочие ходы в пределах следующего слоя с длиной рабочего хода Н2 и т.д. до завершения обработки паза.
Рабочие ходы фрезой выполняют с максимальной для каждого из них Fг - площадью поверхности главного движения, находящейся в контакте с заготовкой.
Fг функционально зависит от следующих параметров: D - диаметра рабочей части фрезы и t - глубины резания.
Это означает, что при заданной длине рабочего хода его выполняют фрезой с наибольшим возможным (в соответствии с предварительно проведенной оценкой геометрических характеристик области обработки) значением диаметра рабочей части и в условиях работы с наибольшей возможной для данной фрезы глубиной резания. Резание с наибольшей возможной для данной фрезы глубиной резания обеспечивается выбором положения фрезы в момент начала резания, например, путем моделирования процесса обработки паза с конкретной геометрией.
Выбор фрезы с диаметром рабочей части, обеспечивающей в процессе резания максимальную площадь поверхности главного движения, находящейся в контакте с заготовкой, делают, например, с использованием следующей формулы:

где:
F - проекция поверхности главного движения, находящейся в контакте с заготовкой, на плоскость, перпендикулярную оси вращения фрезы;
D - диаметр рабочей части фрезы;
t - глубина резания.
Под термином "глубина резания" понимается максимальное расстояние 6 между обрабатываемой и обработанной поверхностями, измеренное в направлении, перпендикулярном оси вращения фрезы (см. фиг.4).
При обработке заготовки в виде тела вращения (например, моноколеса лопаточной машины) движение подачи осуществляют преимущественно в направлении, перпендикулярном оси вращения заготовки (радиальное направление).
Пазы, которые получают в результате черновой обработки заготовки моноколеса лопаточной машины, как правило, имеют ширину W, изменяющуюся не только по глубине Н, но и вдоль пазов. Первый рабочий ход при фрезеровании каждого паза выполняют с наиболее широкой его стороны, т.е. с той стороны, где величина W в сечении, наиболее удаленном от оси вращения моноколеса (в периферийном сечении), имеет наибольшее значение (фиг.4). Рабочий ход при обработке каждого паза выполняют до достижения рабочей частью фрезы заданной длины рабочего хода. После этого производят отвод фрезы из зоны обработки. Затем этой же фрезой выполняют другие возможные (для фрезы с данным диаметром рабочей части) рабочие ходы на обрабатываемой заготовке.
Это могут быть рабочие ходы в пределах того же паза - в случае обработки пазов, ширина W которых мало изменяется вдоль пазов, или пазов, имеющих близкие значения ширины W паза на входе 9 и на выходе 10 межлопаточного паза. После выполнения всех возможных (на данном этапе обработки паза, например, при обработке с выбранной длиной рабочего хода) рабочих ходов в пределах одного паза осуществляют поворот заготовки вокруг ее оси 4 на угол 360°/n (где: n - число пазов в обрабатываемой заготовке) и выполняют идентичные рабочие ходы по обработке следующего паза.
Формула (1) для выбора фрезы, обеспечивающей в процессе резания максимальную площадь поверхности главного движения, находящейся в контакте с заготовкой, при ее использовании дает непрерывный ряд расчетных значений диаметров Dрасч. рабочей части фрезы. При фрезеровании паза фрезами, имеющими расчетные значения диаметров рабочей части, каналы 11, образованные за рабочие ходы в заготовке, заканчиваются на границе слоев - для первого слоя эта граница будет находиться в среднем на глубине Н1 для второго - в среднем на глубине Н2 и т.д.
Вместе с тем, для выбранного обрабатывающего оборудования не всегда допустимы, а в конкретных производственных условиях не всегда доступны фрезы с любым требуемым расчетным значением диаметра Dрасч.. В большинстве случаев на практике допустим и доступен лишь ограниченный набор из стандартного ряда фрез с дискретными значениями диаметров D рабочей части, которые численно могут совпадать, а могут и не совпадать с полученными значениями Dрасч. В этом случае из имеющегося набора допустимых и доступных фрез выбирают фрезу со значением диаметра D1 рабочей части, ближайшим меньшим к полученному для данного рабочего хода значением Dрасч., а рабочие ходы выполняют таким образом, чтобы граница канала 11, образованного за рабочий ход фрезы в заготовке, имела точки касания (не менее двух точек касания, например, 8' и 8") с назначенными границами 5' и 5" области обработки паза, располагающимися по разные стороны от срединной поверхности 7 паза. На практике, на равномерно сужающихся по глубине Н пазах, такие точки касания имеют место в конце рабочего хода фрезы. Этот случай иллюстрирует фиг.3, где при фрезеровании паза рабочий ход фрезы с номером I оканчивается в положении касания границы канала 11, образованного фрезой в материале заготовки, с назначенными границами 5' и 5" области обработки паза, располагающимися по разные стороны от срединной поверхности 7 паза.
В другом частном случае рабочие ходы могут выполняться таким образом, чтобы граница канала 11, образованного за рабочий ход фрезы в заготовке, имела точки касания с одной из назначенных границ области 5' или 5" обработки паза. Такой частный случай иллюстрирует фиг.3, где показана точка 12 касания для канала 11, образованного фрезой с номером II.
Однако преимущественным с точки зрения оптимизации получаемого технического результата является такое выполнение рабочих ходов фрезы в заготовке, когда граница канала 11, образованного фрезой в заготовке, имеет как точки касания (минимум, две точки касания,) с одной из назначенных границ (например, с границей 5") области обработки паза (например, точка 12 для канала, образованного фрезой с номером II), так и точку 8' касания (минимум, одну точку касания) с другой из назначенных границ (в данном случае, с границей 5') области обработки паза, располагающейся по другую сторону от срединной поверхности 7 паза.
При обработке монотонно сужающихся по длине пазов последовательно используют фрезы с уменьшающимся диаметром рабочей части. Это означает, что для таких пазов первый рабочий ход выполняют с наиболее широкой стороны паза фрезой с наибольшим выбранным для данного паза D рабочей части, а для последующих рабочих ходов, при каждой необходимости изменения D рабочей части, выбирают фрезы со все меньшими значениями указанного параметра.
После выполнения фрезой с данным диаметром D1 рабочей части всех возможных рабочих ходов в процессе обработки одной заготовки производят замену этой фрезы на фрезу с другим диаметром D2 рабочей части и также выполняют рабочие ходы. Указанная последовательность действий выполняется до полного завершения черновой обработки заготовки.
На фиг.4 показана схема расположения рабочих частей фрез последовательно используемых при обработке монотонно сужающихся по длине пазов и глубина резания 6.
Пример. Производилась черновая обработка заготовки моноколеса ступени компрессора, заключавшаяся в фрезеровании n идентичных друг другу пазов (которые после завершения чистовой обработки становятся межлопаточными каналами).
По конструкторской документации (после назначения границ области обработки паза, учитывающих необходимый припуск 1,5 мм на последующие переходы) был выполнен анализ характера изменения ширины W паза по его глубине (по направлению к оси заготовки) и по длине (вдоль паза). На основании проведенного анализа, с учетом допустимых для имеющегося ассортимента фрез длин рабочих ходов (определяемых длиной фрез), обрабатываемый паз по его глубине Н условно разделили на три слоя. Назначили, что граница между первым и вторым слоями (в случае, когда слои нумеруются от периферийной части моноколеса к его оси вращения) лежит на расстоянии 0,65-0,67 от радиуса заготовки моноколеса Rзаг., а граница между вторым и третьим слоями лежит на расстоянии (0,32-0,35) Rзаг..
Имея заданные положения границ между слоями из стандартного ряда фрез с диаметрами рабочей части: 125, 100, 80, 63, 50, 40, 35, 32, 25, 20, 16, 12, 10 мм, для обработки первого слоя выбрали на основании формулы (1), а также с учетом доступной в конкретных производственных условиях номенклатуры фрез и с учетом диаметра, длины и веса фрез, допустимых для обрабатывающего центра ТВ 1306 фирмы Liechti, фрезы с диаметрами 80, 50, 40 и 35 мм, обеспечивающими выполнение рабочих ходов с максимальной (для каждого из этих ходов) площадью поверхности главного движения, находящейся в контакте с заготовкой. При выборе фрез с указанными значениями диаметров учитывалась, в частности, и возможность выполнения каждого рабочего хода или, по меньшей мере, части рабочих ходов таким образом, чтобы граница канала, образованного за рабочий ход фрезы в заготовке, имела точки касания с назначенными границами области обработки паза, располагающимися по разные стороны от срединной поверхности паза и/или точки касания с одной из назначенных границ области обработки паза.
Для фрезы с диаметром 80 мм выполнили следующую последовательность ходов: подвод инструмента к наиболее широкой стороне паза, рабочие и вспомогательные ходы для обработки паза с наиболее широкой его стороны, отвод инструмента от заготовки, вспомогательный ход, перемещающий инструмент к противоположной стороне паза, рабочие и вспомогательные ходы для обработки паза с указанной стороны, отвод инструмента от заготовки, поворот заготовки на угол 360°/n, где n - количество лопаток моноколеса. Затем описанные действия (рабочие и вспомогательные ходы) были повторены при обработке всех пазов фрезой с диаметром 80 мм на первом слое.
Затем (в пределах первого слоя) выполнили обработку, аналогичную вышеописанной, фрезами с диаметрами 50 и 40 мм.
Для фрезы с диаметром 35 определили следующую последовательность ходов: подвод инструмента к наиболее широкой стороне паза, рабочие и вспомогательные ходы для обработки паза с указанной стороны, отвод инструмента от заготовки, поворот заготовки на угол 360°/n. Затем эти действия повторяют до тех пор, пока не будут обработаны все пазы 5 фрезой с диаметром 35 на первом слое.
Для второго слоя из стандартного ряда фрез с учетом доступной в конкретных производственных условиях номенклатуры фрез и с учетом диаметра, длины и веса фрез, допустимых для обрабатывающего центра ТВ 1306 фирмы Liechti, определили набор фрез с диаметрами 40 и 35 мм, обеспечивающими выполнение рабочих ходов с максимальной (для каждого из этих ходов) площадью поверхности главного движения, находящейся в контакте с заготовкой.
Для фрезы с диаметром 40 определили следующую последовательность ходов: подвод инструмента к наиболее широкой стороне паза, рабочие и вспомогательные ходы для обработки паза с наиболее широкой стороны, отвод инструмента от заготовки, вспомогательный ход, перемещающий инструмент к противоположной стороне паза, рабочие и вспомогательные ходы для обработки паза с указанной стороны, отвод инструмента от заготовки, поворот заготовки на угол 360°/n. Затем эти действия (рабочие и вспомогательные ходы) повторяют до тех пор, пока не будут обработаны все пазы фрезой с диаметром 40 на втором слое.
Для фрезы с диаметром 35 определили следующую последовательность ходов: подвод инструмента к наиболее широкой стороне паза, рабочие и вспомогательные ходы для обработки паза с наиболее широкой его стороны, отвод инструмента от заготовки, поворот заготовки на угол 360°/n. Затем эти действия повторяют до тех пор, пока не будут обработаны все пазы 3 фрезой с диаметром 35 мм на втором слое.
Для третьего слоя из стандартного ряда фрез с учетом доступной в конкретных производственных условиях номенклатуры фрез и с учетом диаметра, длины и веса фрез, допустимых для обрабатывающего центра ТВ 1306 фирмы Liechti определили набор фрез с диаметрами 35, 32, 25 мм, обеспечивающих выполнение рабочих ходов с максимальной (для каждого из этих ходов) площадью поверхности главного движения, находящейся в контакте с заготовкой.
Для фрезы с диаметром 35 мм определили следующую последовательность ходов: подвод инструмента к наиболее широкой стороне паза, рабочие и вспомогательные ходы для обработки паза с наиболее широкой его стороны, отвод инструмента от заготовки, поворот заготовки на угол 360°/n. Затем эти действия повторяют до тех пор, пока не будут обработаны все пазы фрезой с диаметром 35 мм на третьем слое.
Затем на третьем слое аналогично выполняют обработку фрезами с диаметрами 32 и 25 мм.
После обработки всех трех слоев получили профили лопаток с образованием между ними межлопаточных пазов.
На этом этап черновой обработки детали с пазами закончен.
Очевидно, что при наличии только одного слоя (т.е. при обработке пазов без разделения на слои) технологические переходы черновой обработки аналогичны перечисленным выше.
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Способ диагностики положения направляющих аппаратов осевого компрессора
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Охлаждаемая рабочая лопатка газовой турбины
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Способ диагностики положения направляющих аппаратов осевого компрессора

