Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ГИЛЬЗЫ БЛОКА ЦИЛИНДРОВ С СОЗДАНИЕМ АНТИФРИКЦИОННОГО ПОКРЫТИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при производстве поршневых машин, а именно двигателей внутреннего сгорания и поршневых компрессоров.
Известен способ обработки внутренней поверхности гильзы цилиндра двигателя внутреннего сгорания, при котором в начале производят предварительную обработку поверхности, затем устанавливают в блок цилиндров и осуществляют окончательную обработку хонингованием (В.Е. Щурков. Повышение надежности цилиндровой группы зарубежных автомобилей. Обзорная информация, вып.5. Автомобильные двигатели. М.: Филиал Центрального научно-исследовательского автомобильного и автомоторного института по стандартизации, управлению качеством продукции и научно-технической информации. 1990 г., с. 11-14. Открытое издание. Прототип). Данный способ является наиболее близким к предлагаемому техническому решению и принят за прототип.
Однако недостатком прототипа является то, что соединение гильзы цилиндров с головкой блока осуществляется через газовый стык, при этом гильза опирается буртами в блок и головку цилиндров. Резьбовые соединения болтов или анкерные шпильки затягиваются и головка блока прижимается к гильзе, что приводит к нагружению деталей блока в местах заделки шпилек, к деформации посадочных и опорных буртов гильз, головок блока, искажению геометрии рабочей поверхности гильз цилиндра, особенно в легких форсированных дизелях. Отклонения от размеров изготовленной гильзы после монтажа достигают плюс минус 20-50 мкм. Деформации гильзы приводят к нецилиндричности и некруглости рабочей поверхности, вызывают нарушение контактирования рабочей поверхности колец с гильзой, прорыву газов, прижогам и задирам в местах внутренней поверхности гильзы, что приводит к преждевременным отказам цилиндропоршневой группы двигателей внутреннего сгорания.
Задачей предлагаемого изобретения является разработка простого и надежного способа обработки гильзы блока цилиндров с созданием антифрикционного покрытия, обеспечивающего приработку рабочих поверхностей поршня и гильзы цилиндров.
Техническим решением задачи является повышение эксплуатационной надежности деталей цилиндро-поршневой группы, направленной на обеспечение технического ресурса двигателя внутреннего сгорания, заложенного предприятием-изготовителем, снижение сложности производства, последующего капитального ремонта и трудоемкости работ.
Способ обработки гильзы блока цилиндров с созданием антифрикционного покрытия, включающий в себя первичную токарную обработку, закаливание внутренней рабочей поверхности гильзы токами высокой частоты, финишную обработку с плосковершинным хонингованием, сравнение полученных данных с допустимыми значениями, отличающийся тем, что на внутренней поверхности гильзы наносится антифрикционный слой. Для этого на гильзу, обработанную в окончательный размер, наносится мягкое покрытие, которое хорошо пристает к поверхности цилиндра, а при работе за счет съема кольцами создает форму, обеспечивающую полное прилегание всей поверхностью колец поршня к гильзе. Для нанесения мягкого покрытия на стенки гильзы цилиндра используется фрикционное латунирование.
Процесс латунирования проходит следующим образом, обработанная гильза устанавливается в хонинговальный станок, в котором хонинговальная головка заменена на головку для латунирования. Головка для латунирования гильзы состоит из трех латунных роликов, которые смачиваются технологической жидкостью, циркулирующей в качестве специальной охлаждающей жидкости (СОЖ) в системе станка. При совершении рабочих ходов латунные ролики прижимаются к поверхности гильзы усилием разжима головки для латунирования, длительность цикла составляет 60 секунд. Благодаря чему на поверхность гильзы втиранием наносится слой латуни толщиной 0,02-0,03 мм. Образованное покрытие выполняет функцию выравнивания макронеровностей поверхности гильзы, что особенно важно в первоначальный период приработки цилиндро-поршневой группы двигателя. Для латунирования может использоваться латунь марки ЛМц 58-2-2, применяемая для изготовления вкладышей, подшипников, втулок и других антифрикционных деталей.
Последующая механическая обработка не требуется, гильза с нанесенным антифрикционным покрытием устанавливается в двигатель внутреннего сгорания. Далее осуществляется монтаж головки блока цилиндра и затяжка болтов.
Способ поясняется на фиг.1, на которой изображен общий вид нанесения слоя антифрикционного покрытия на стенки гильзы цилиндров, где:
1 - гильза цилиндров;
2 - оправка;
3 - верхний фиксатор;
4 - болты;
5 - шпиндель;
6 - головка для латунирования;
7 - латунные ролики;
8 - чугунные стенки гильзы цилиндров;
9 - слой латуни.
Гильза цилиндров 1 устанавливается в оправку 2 и прижимается верхним фиксатором 3 с помощью шести болтов 4, которые обеспечивают равномерное расположение и прижатие гильзы цилиндров 1 в оправке 2. После этого шпиндель 5 с закрепленной на нем головкой для латунирования 6, в которой вертикально установлены три латунных ролика 7, вращаясь, опускается в гильзу цилиндров 1. Головка для латунирования 6 производит вертикально-поступательное движение, при этом скорость вращения головки для латунирования 6 регулируют, а длительность цикла составляет 60 секунд.
Гильза цилиндров 1 поступает в зону обработки, латунные ролики 7 головки для латунирования 6 вводятся в обрабатываемое отверстие гильзы 1, смачиваясь специальным раствором. В качестве раствора используется технологическая жидкость, которая представляет собой смесь глицерина с хлоридами металлов и циркулирует в качестве СОЖ в системе станка. При вращении головки для латунирования 6 латунные ролики 7 под давлением прижимаются к гильзе цилиндров 1, в местах контакта на чугунные стенки гильзы цилиндров 8 втирается более мягкий слой латуни 9 толщиной 0,02-0,03 мм. Гильза цилиндров 1 с нанесенным слоем латуни 9 вынимается из оправки 2, после чего деталь готова для установки в блок двигателя внутреннего сгорания.
Пример работы способа, после первичной токарной обработки, закаливания внутренней рабочей поверхности гильзы токами высокой частоты, финишной обработки с плосковершинным хонингованием, сравнивания полученных размеров с допустимыми значениями, на внутренней поверхности гильзы наносится антифрикционный слой. Процесс латунирования проходит следующим образом, обработанная гильза устанавливается в хонинговальный станок, в котором хонинговальная головка заменена на головку для латунирования. Головка для латунирования опускается внутрь гильзы цилиндров, латунные ролики прижимаются к поверхности гильзы усилием разжима головки для латунирования. После чего головка для латунирования начинает вращаться с длительностью цикла, составляющего 60 секунд. Латунные ролики контактируют со стенками гильзы цилиндров, более мягкая латунь втирается в поверхность гильзы цилиндров, образуя слой латуни толщиной 0,02-0,03 мм. При этом латунные ролики смачиваются специальным раствором (СОЖ), который циркулирует в системе станка. После нанесения слоя латуни латунные ролики отжимаются от стенок и головка для латунирования выводится из гильзы цилиндров.
Техническим результатом использования способа обработки гильзы блока цилиндров с созданием антифрикционного покрытия является повышение эксплуатационной надежности деталей цилиндро-поршневой группы за счет создания антифрикционного слоя, обладающего хорошей пластичностью, что обеспечивает равномерное стирание латуни с высоконагруженных мест и перенос материала в места гильзы с неполным прилеганием колец. Увеличение площади контакта рабочей поверхности колец и гильзы приводит к снижению контактных давлений и предотвращает образование местных задиров, прижогов, схватывание колец и гильзы, что позволяет повысить работоспособность не только цилиндро-поршневой группы, но и обеспечить технический ресурс всего двигателя внутреннего сгорания.
Предлагаемый способ можно использовать на заводах-изготовителях как при производстве новой продукции, а также при проведении капитального ремонта двигателей внутреннего сгорания на ремонтных предприятиях промышленности.
Библиографические данные источников информации, содержащие приведенные аналоги
1. В.Е. Щурков. Повышение надежности цилиндровой группы зарубежных автомобилей. Обзорная информация, вып.5. Автомобильные двигатели. М.: Филиал Центрального научно-исследовательского автомобильного и автомоторного института по стандартизации, управлению качеством продукции и научно-технической информации. 1990 г., с. 11-14. Открытое издание. Прототип.
Способ обработки гильзы блока цилиндров, включающий первичную токарную обработку, закаливание внутренней рабочей поверхности гильзы токами высокой частоты и ее финишную обработку на хонинговальном станке, отличающийся тем, что после финишной обработки на упомянутую рабочую поверхность гильзы наносят антифрикционное покрытие путем втирания под давлением слоя латуни толщиной 0,02-0,03 мм посредством вращающихся и вертикально-поступательно перемещающихся трех латунных роликов, установленных на головке латунирования, которую закрепляют в шпинделе упомянутого станка с возможностью регулирования скорости вращения, при этом упомянутые ролики смачивают технологической жидкостью в виде СОЖ, используемой в упомянутом станке и состоящей из смеси глицерина с хлоридами металлов, а гильзу блока цилиндров устанавливают в оправку и прижимают верхним фиксатором с обеспечением равномерного расположения и прижатия в оправке, причем длительность цикла нанесения антифрикционного покрытия составляет 60 секунд, после чего гильзу цилиндров с нанесенным слоем латуни вынимают из оправки.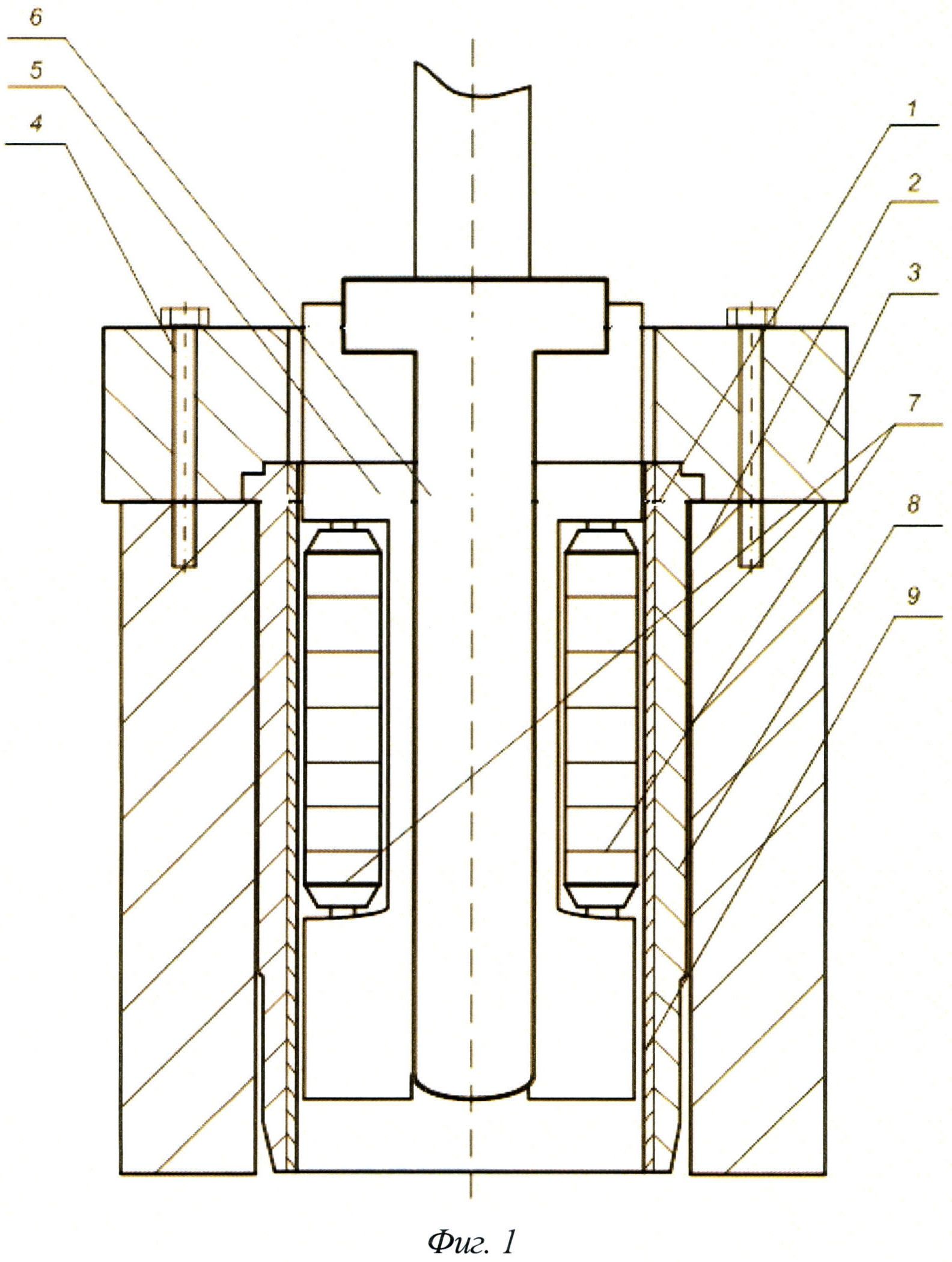
Способ ремонта упрочненных азотированием шеек коленчатых валов двигателей внутреннего сгорания
Подшипник турбокомпрессора
Система подачи смазочного материала в двигатель внутреннего сгорания
Способ ремонта фрикционных дисков узла сцепления
Турбокомпрессор
Турбокомпрессор двигателя внутреннего сгорания
Способ ремонта блока цилиндров двигателя внутреннего сгорания
Устройство очистки и омывания боковых стекол транспортных средств
Способ ремонта цилиндропоршневой группы двигателей внутреннего сгорания
Способ регулирования турбонаддува двигателя внутреннего сгорания
Система подачи смазочного материала в двигатель внутреннего сгорания
Турбокомпрессор двигателя внутреннего сгорания
Способ ремонта блока цилиндров двигателя внутреннего сгорания
Устройство очистки и омывания боковых стекол транспортных средств
Способ ремонта цилиндропоршневой группы двигателей внутреннего сгорания
Способ регулирования турбонаддува двигателя внутреннего сгорания
Устройство контроля размера и формы гильз двигателей внутреннего сгорания
Узел сцепления
Способ восстановления изношенного отверстия поршня под поршневой палец и устройство для его осуществления
Способ безразборной диагностики степени износа подшипников двигателя внутреннего сгорания

