Результат интеллектуальной деятельности: СПОСОБ РЕМОНТА УПРОЧНЕННЫХ АЗОТИРОВАНИЕМ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
Вид РИД
Изобретение
Изобретение относится к технологии ремонта деталей, в частности коленчатых валов двигателей внутреннего сгорания (ДВС).
Изобретение относится к области электроэрозионной обработки металлов и может быть использовано при ремонте упрочненных азотированием шеек коленчатых валов ДВС (фиг.1).
Техническим результатом изобретения является обеспечение возможности получения необходимой твердости шеек коленчатого вала после снятия с них упрочненного азотированного слоя для проведения дальнейшей закалки ТВЧ и механической обработки.
Известен способ ремонта шеек коленчатого вала с применением накладок (патент механической обработки и пайки кольцевых ленточных накладок (патент RU 2074802 C1, 10.03.1997, B23P 6/00), заключающийся в том, что на изношенную поверхность шейки устанавливают основную кольцевую ленточную накладку с нанесены на ее внутреннюю поверхность пастообразным припоем и фиксируют ее на шейке контактно-точечной импульсной пайкой, после чего на наружной стороне поверхности основной накладки последовательно размещают по меньшей мере одну дополнительную кольцевую ленточную накладку с пастообразным припоем на внутренней поверхности, фиксируемую контактно-импульсной пайкой, причем сумму толщин основной и дополнительной накладок выбирают из условия доведения диаметра изношенной шейки до номинального размера, используют основную и дополнительные накладки, толщина каждой из которых по меньшей мере равна глубине зоны термического влияния на шейку вала при пайке, а перед установкой каждой последующей накладки наружную поверхность предыдущей подвергают механической обработке.
Недостатками такого способа ремонта являются высокая трудоемкость, вызванная необходимостью изготовления нескольких ленточных накладок, их неоднократной пайкой и механической обработкой, а также высокая концентрация напряжений в местах изменения сечений, приводящая к снижению прочности коленчатого вала. Кроме того, пайка не обеспечивает необходимой надежности и долговечности.
Наиболее близким к заявленному изобретению по совокупности признаков является способ ремонта упрочненных индукционной закалкой (ТВЧ) коленчатых валов двигателей внутреннего сгорания, включающий шлифовку шеек на установленные ремонтные размеры с последующей финишной обработкой, например суперфинишированием или полировкой и др. (см. Чернышов Г.Д., Созинов Г.И., Кротов В.М., Бесчастнов В.А. «Ремонт двигателей ЯМЗ», Москва, Транспорт, 1974, с.21-30).
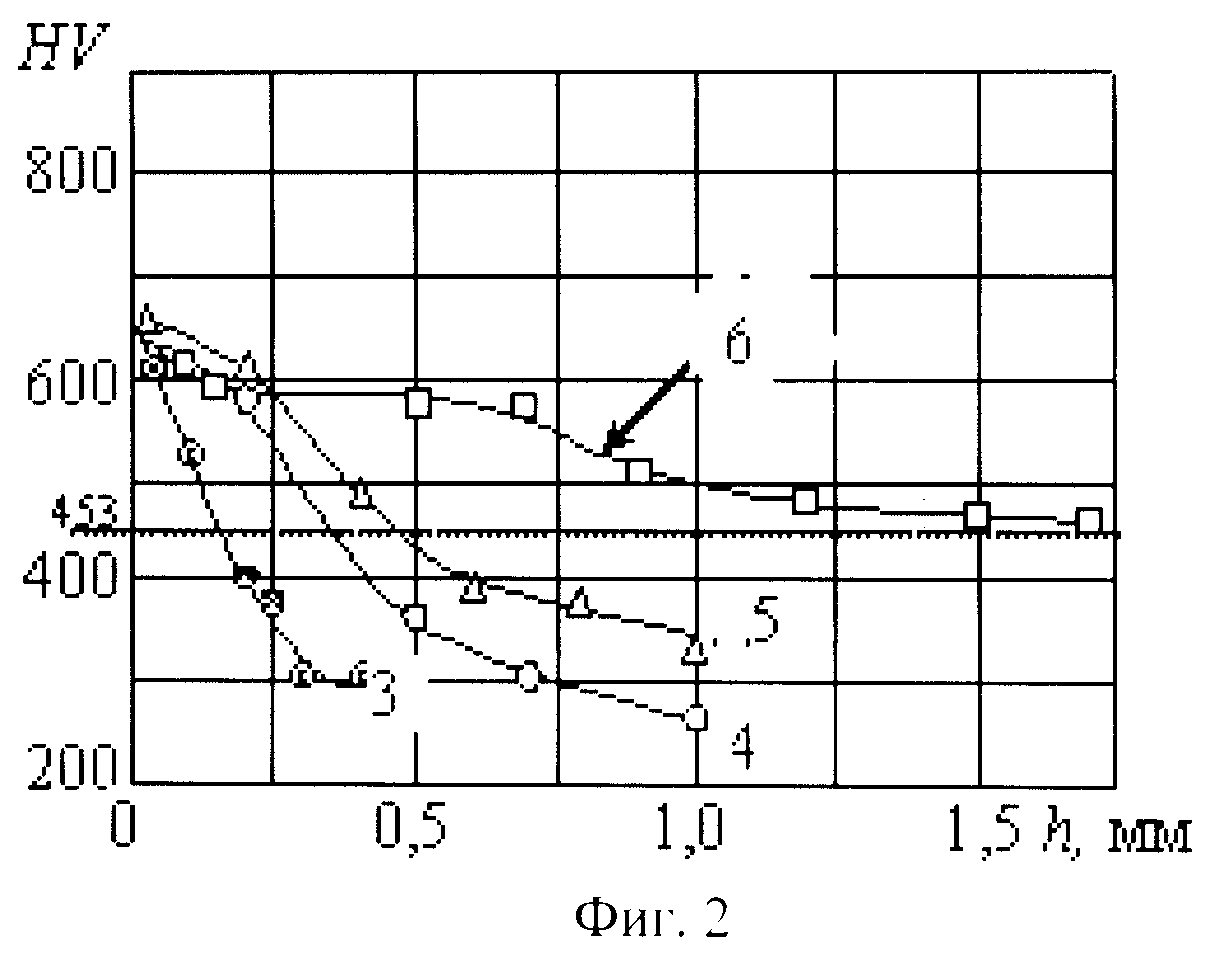
Недостатком такого способа ремонта применительно к шейкам, упрочненным азотированием, является снижение допустимого уменьшения размера упрочненных ионным азотированием шеек от номинального до ремонтного размера, не превышающего 0,4 мм (на сторону), из-за резкого уменьшения твердости (кривая 3, фиг.2), износостойкости и прочности шеек коленчатых валов вследствие утоньшения, вплоть до полной выборки, упрочненного слоя после перешлифовки, что не позволяет, как в прототипе, значительную часть коленчатых валов восстановить перешлифовкой в ремонтные размеры. Ремонт шлифовкой в первый ремонтный размер 0,25 мм на сторону возможен только на шейках, не имеющих задиров, забоин, прижогов и при отсутствии изгиба, и скручивания коленчатого вала. Для основной массы шеек при ремонте ДВС применяются последующие ремонтные размеры с шлифовкой 0,5 мм, 0,75 мм, 1,0 мм на сторону, для которых имеются соответствующие ремонтные вкладыши. При этом требуется производить повторно термообработку или наплавку шеек, дающие необходимую твердость. Но это неприменимо для шеек, упрочненных азотированием из-за того, что повторная индукционная закалка или наплавка технологически невозможна на азотированном слое. Требуется удаление азотированного слоя, а процесс снятия азотированного слоя посредством шлифовки является трудоемким и требует расхода большого количества шлифовальных кругов.
Заявленное изобретение направлено на решение задачи продления срока службы коленчатых валов при обеспечении высокой надежности.
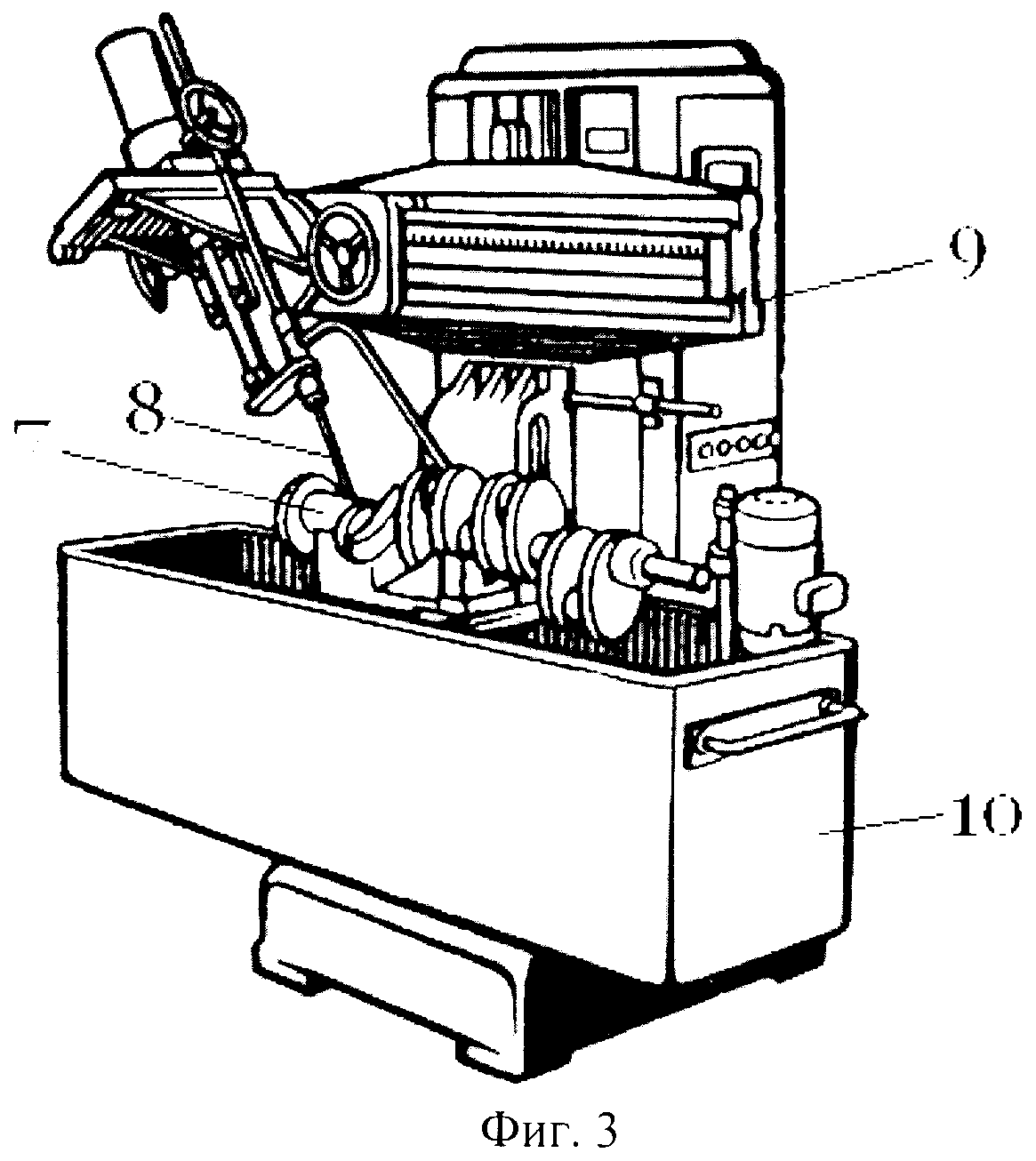
Технический результат изобретения достигается тем, что поверхности шеек коленчатого вала подвергают электроэрозионной обработке (фиг.3) для снятия оставшегося упрочненного азотированием слоя на глубину азотированного слоя, затем поверхности шеек вала упрочняют индукционной закалкой током высокой частоты (ТВЧ), перешлифовывают и полируют в ремонтный размер. Это обеспечивает отсутствие появления дефектов шеек коленчатых валов при закалке ТВЧ: трещин, отслоений, пузырений. Последующая шлифовка поверхностей шеек на установленный ремонтный размер позволяет восстанавливать до 80% коленчатых валов с задирами шеек.
Использование предложенного способа ремонта азотированных коленчатых валов двигателей КамАЗ предлагается следующим образом. Коленчатый вал изготовлен из стали 42 ХМФА. Химический состав в %: углерод 0,40-0,45; ванадий 0,08-0,12; марганец 0,5-8; кремний 0,17-0,37; хром 1,0-1,3; молибден 0,35-0,45, остальное - железо. Процесс азотирования осуществляется по всей поверхности коленчатого вала объемным методом. Глубина упрочненного азотированного слоя у шатунных и коренных шеек составляет не более 0,4 мм.
Предлагается производить ремонт упрочненных азотированием шеек коленчатых валов удалением азотированного слоя электроэрозионной обработкой с последующей закалкой током высокой частоты (ТВЧ), шлифованием и полированием.
Описанный способ ремонта шеек коленчатых валов повышает долговечность путем создания необходимой твердости шеек за счет обеспечения возможности применения известного и доступного способа закалки ТВЧ по ранее упрочненным азотированном шейкам.
Способ ремонта упрочненной азотированием шейки коленчатого вала двигателя внутреннего сгорания, включающий обработку в установленные ремонтные размеры, отличающийся тем, что предварительно проводят снятие с шейки материала оставшегося упрочненного азотированием слоя с помощью электроэрозионной обработки на глубину 0,4 мм, после которой проводят закалку шейки током высокой частоты, шлифовку в ремонтный размер и полирование шейки.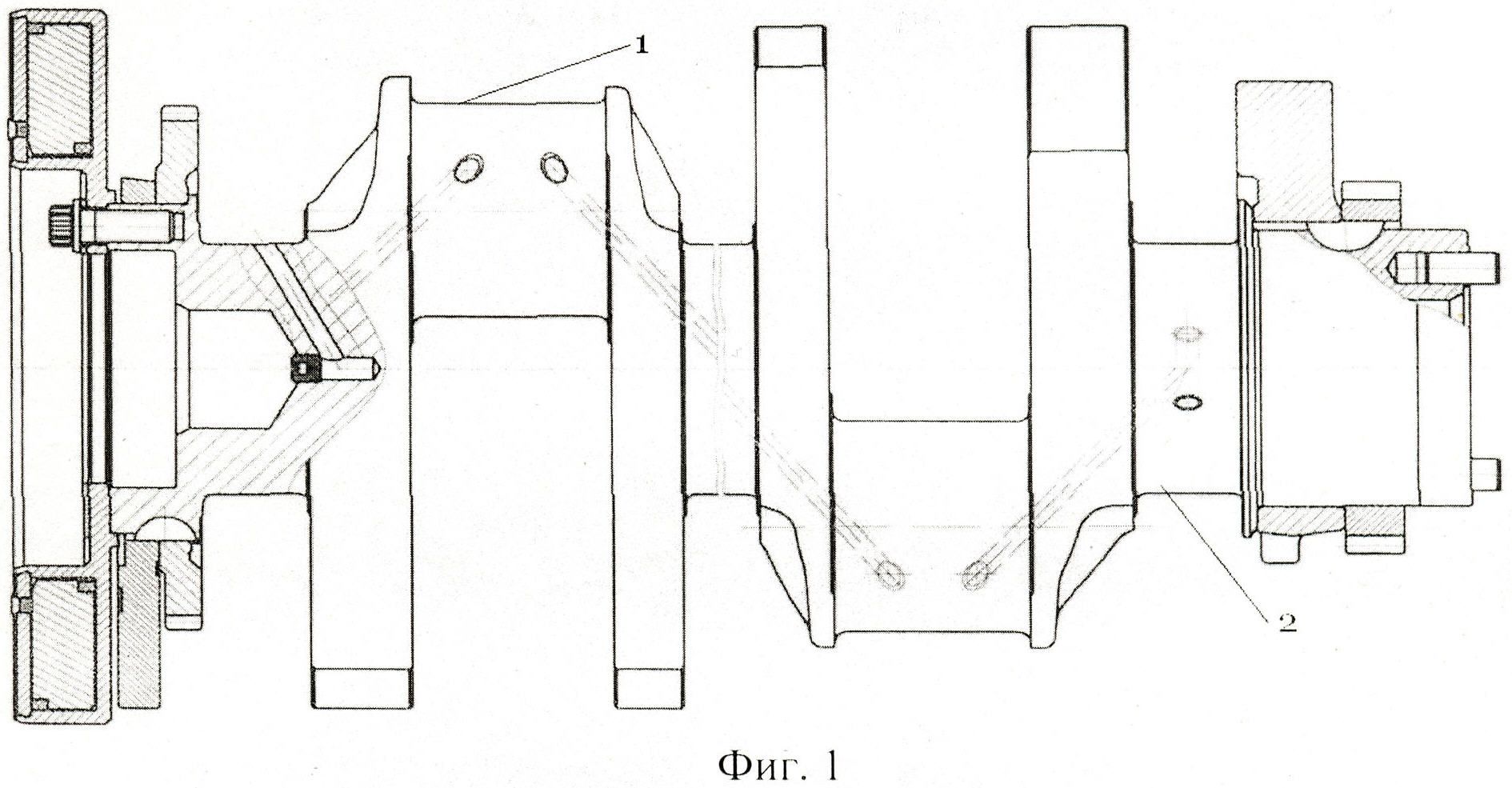
Подшипник турбокомпрессора
Система подачи смазочного материала в двигатель внутреннего сгорания
Турбокомпрессор
Способ нанесения антикоррозийных покрытий на подложку из высокотвердых сплавов
Композиционный материал для замещения костной ткани
Турбокомпрессор двигателя внутреннего сгорания
Способ ремонта блока цилиндров двигателя внутреннего сгорания
Способ ремонта цилиндропоршневой группы двигателей внутреннего сгорания
Способ регулирования турбонаддува двигателя внутреннего сгорания
Способ газотермического напыления полимерных покрытий на металлические изделия и конструкции
Термитная смесь для формирования гранул, используемых для окислительного рафинирования железоуглеродистых сплавов
Термитная смесь
Чугун
Способ получения алюминиевого чугуна с компактными включениями графита
Суспензионная литая дисперсионно-твердеющая ферритокарбидная штамповая сталь
Способ диагностирования относительного положения и жесткости инструментальной оснастки в расточных операциях по показателям точности обработанных деталей
Устройство для выплавки ферроалюминия
Способ исследования течения металла при горячей объемной штамповке изделий
Способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун
Ветроэнергетическая установка преимущественно для высотного сооружения

