Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ ИЗ СПЛАВА, СОДЕРЖАЩЕГО АЛЮМИНИЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении, например, автомобильных колес, емкостей высокого давления и подобных им изделий из слитков сплавов, содержащих алюминий.
Известен способ изготовления колеса транспортного средства из сплава, содержащего алюминий, включающий формирование горячей объемной штамповкой полуфабриката колеса, а также термическую и механическую обработку. Формирование полуфабриката ведут в два этапа: предварительный - формирование плоской исходной заготовки из слитка осадкой, и заключительный - формирование обода и дисковой части (пат. РФ №2042467, Кл. В21К 1/28, публ. 1995).
Недостатком известного способа является неудовлетворительная проработка слитка при осадке. Текстура исходной заготовки не обеспечивает получение оптимальных свойств готовых колес. Особенно это важно при производстве колес, пригодных для эксплуатации в условиях экстремальных нагрузок. Соответственно, приходится увеличивать массу колес, что приводит к их удорожанию.
Известен способ изготовления деталей типа осесимметричной чаши из сплава, содержащего алюминий, включающий изготовление исходной цилиндрической заготовки из слитка, формирование горячей объемной штамповкой полуфабриката, его термическую и механическую обработку, при этом формирование полуфабриката ведут в два этапа, на предварительном этапе производят изменение габаритных размеров исходной цилиндрической заготовки с уменьшением ее высоты и увеличением диаметральных размеров, а на заключительном - формирование стенки чаши и ее донной части, при этом изменение габаритных размеров исходной цилиндрической заготовки на предварительном этапе осуществляют путем осадки по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой поверхностей, причем заготовку перекладывают перед каждым последующим переходом осадки вогнутой стороной на поверхность вогнутого бойка (пат. РФ №2339483, кл. В21К 21/02, публ. 2008 - прототип).
Недостатком известного способа является получение недостаточно удовлетворительной макро- и микроструктуры и, соответственно, не обеспечиваются оптимальные прочностные свойства готовых деталей.
Предлагаемый способ изготовления деталей типа осесимметричной чаши включает изготовление исходной цилиндрической заготовки из слитка, формирование горячей объемной штамповкой полуфабриката, а также термическую и механическую обработку. Формирование полуфабриката ведут в два этапа: предварительный - с изменением габаритных размеров исходной цилиндрической заготовки, с уменьшением ее высоты и увеличением диаметральных размеров, и заключительный - с формированием стенки чаши и ее донной части. Упомянутый предварительный этап включает осадку по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой поверхностей с перекладкой заготовки перед каждым последующим переходом осадки вогнутой стороной на вогнутую поверхность бойка. Исходную заготовку изготавливают из слитка гомогенизацией при температуре(310÷440)°C в течение (1÷5) часов с последующим охлаждением до температуры (110÷125)°C со скоростью не менее 110°C/ч. Гомогенизированный слиток деформируют с нагревом до температуры (270÷440)°C путем уменьшения площади его поперечного сечения и увеличения его длины с образованием продольной текстуры деформации.
Упомянутые этапы формирования полуфабриката ведут с нагревом до температуры: (270÷400)°C - предварительный этап и (400÷440)°C - заключительный этап.
Предлагаемый способ отличается от прототипа тем, что исходную заготовку изготавливают из слитка гомогенизацией при температуре (310÷440)°C в течение (1÷5)часов с последующим охлаждением до температуры (110÷125)°C со скоростью не менее 110°C/ч. Гомогенизированный слиток деформируют с нагревом до температуры (270÷440)°C путем уменьшения площади его поперечного сечения и увеличения его длины с образованием продольной текстуры деформации.
Упомянутые этапы деформирования полуфабриката ведут с нагревом до температуры: (270÷400)°C - предварительный этап и (400÷440)°C - заключительный этап.
Технический результат предлагаемого изобретения: получаемая макро- и микроструктура готовых деталей обеспечивает высокий уровень их прочности в условиях экстремально высоких нагрузок, например, колес спортивных автомобилей или самолетов для спорта высших достижений.
Предлагаемое изобретение поясняется чертежами.
На фиг.1 показаны переходы осадки:
слева - до осадки; справа - после осадки,
а - первый переход осадки;
б - n-й переход осадки.
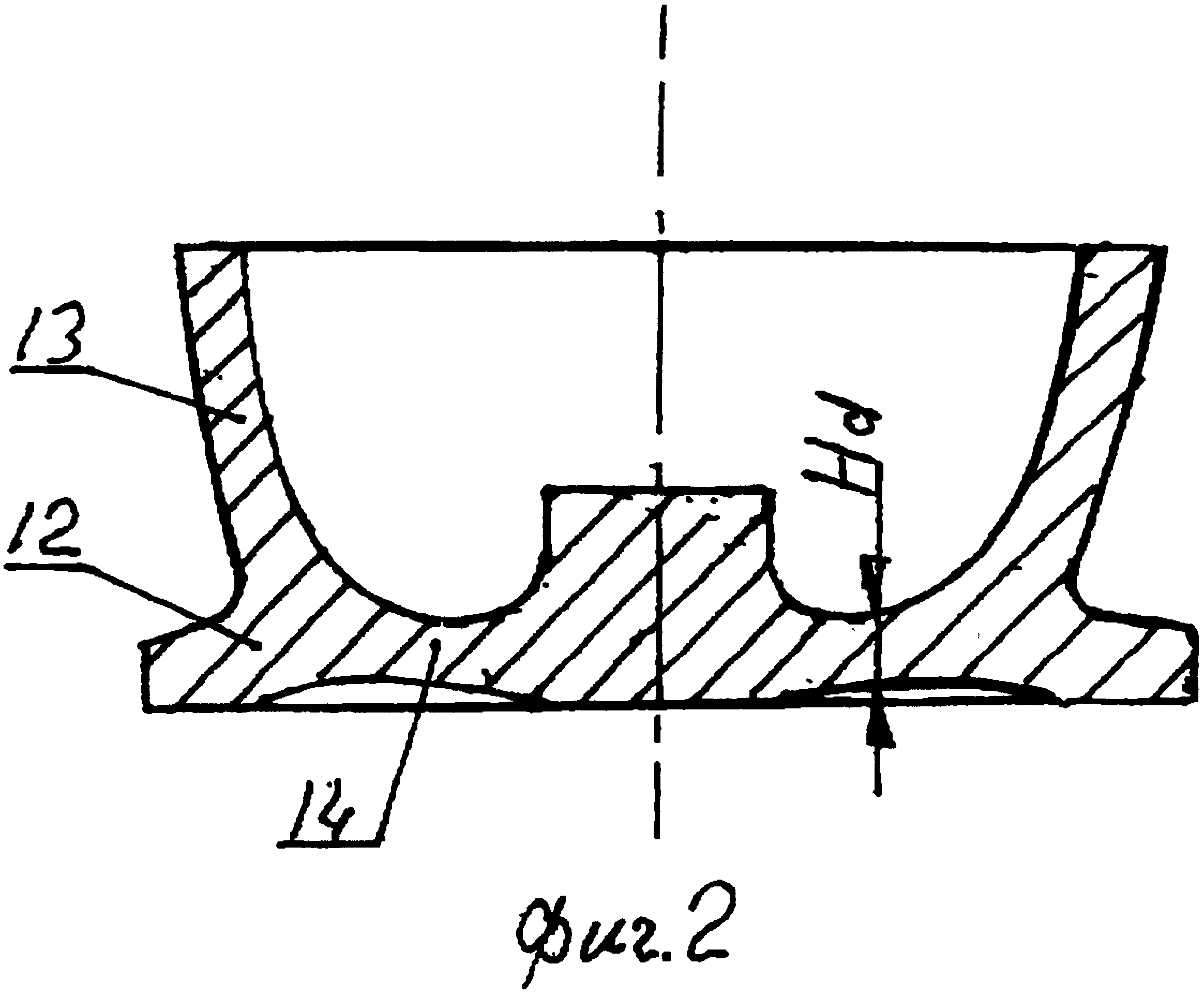
На фиг.2 - полуфабрикат (после горячей объемной штамповки).
Примеры.
1. Колесо спортивного автомобиля из сплава системы Mg-Al-Zn-Mn размерами 22″×11″ изготавливали из исходной заготовки 1 размерами H1=360 мм, D1=320 мм. Указанную исходную круглую заготовку изготавливали из слитка(не показан) диаметром 420 мм гомогенизацией при температуре 320°C в течение 4 часов с последующим охлаждением до температуры 115°C со скоростью 110°C/ч. Гомогенизированный слиток нагревали до температуры 380°C и прессовали в пруток - исходную заготовку 1 диаметром D1=320 мм. При прессовании образована продольная текстура деформации. Предварительный этап ведут при нагреве заготовки до температуры 300°C, заключительный этап - при нагреве заготовки до 400°C.
Исходную заготовку 1, имеющую высоту H1 (фиг.1, а), плоским торцом 2 укладывают на вогнутую коническую поверхность 3 нижнего бойка 4, установленного на столе пресса(не показаны). При перемещении ползуна пресса торца 5 заготовки 1 выпуклой конической поверхностью 6 касается боек 7 и деформирует ее, формируя осаженную заготовку 8 высотой в центральной зоне H1 1 с соответствующими по форме конусным поверхностям 3 и 6 противоположными сторонами. Перед n-м переходом осадки (фиг.1, б) промежуточная заготовка 9, имеющая высоту Hn вогнутой стороной 10 укладывается на вогнутую поверхность 3 бойка 4. После n-го перехода осадки заготовка 11 имеет в центральной зоне высоту Hn′. Переходов осадки обычно от 2 до 5.
Полуфабрикат 12 (фиг 2) формируют с образованием стенки 13 и донной части 14. Hd - минимальная толщина донной части в направлении вдоль оси полуфабриката. 2. Изготавливалась аналогичная деталь из сплава системы Al-Li.
Слиток диаметром 85 мм гомогенизировали при температуре 360°C в течение 5 часов с последующим охлаждением до температуры 110°C со скоростью 120°C/ч. Гомогенизированный слиток нагревали до температуры 350°C и деформировали (не показано) в пруток - исходную заготовку 1 диаметром D1=51 мм. При этом предварительный этап ведут при нагреве заготовки до температуры 380°C, заключительный - при нагреве заготовки до 410°C.
Способ изготовления цилиндрического полуфабриката из цилиндрического слитка легкого сплава горячей обработкой давлением
Колесо транспортного средства
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ изготовления полуфабрикатов типа галет и шайб из цилиндрической заготовки горячей обработкой давлением
Способ изготовления деталей типа стакана или чаши из алюминиевого сплава
Инструмент для объемной штамповки деталей типа чаш
Способ изготовления исходной заготовки из алюминиевого сплава для горячей объемной штамповки деталей
Способ изготовления деталей типа осесимметричной чаши
Способ изготовления цилиндрического полуфабриката из цилиндрического слитка легкого сплава горячей обработкой давлением
Колесо транспортного средства
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ изготовления полуфабрикатов типа галет и шайб из цилиндрической заготовки горячей обработкой давлением
Способ изготовления деталей типа стакана или чаши из алюминиевого сплава
Инструмент для объемной штамповки деталей типа чаш
Способ изготовления исходной заготовки из алюминиевого сплава для горячей объемной штамповки деталей
Способ объемной горячей штамповки деталей типа чаш и стаканов
Колесо транспортного средства

