Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ ИЗ АЛЮМИНИЕВОГО СПЛАВА
Вид РИД
Изобретение
Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении полых деталей, преимущественно колес транспортных средств.
Известен способ горячей объемной штамповки деталей типа стакана или чаши, включающий выдавливание прямым методом круглой заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера, при этом приводной пуансон и упомянутую заготовку размещают внутри ступени меньшего диаметра, а дорн - в зоне ступени большего диаметра упомянутого отверстия (Пат. США №3263468, Кл.72-267, публ. 1966).
Недостатком известного способа является трудность обеспечения нужного качества готовых деталей из-за недостаточно рациональной структуры при деформировании, что ухудшает прочностные характеристики деталей в условиях их циклического нагружения при эксплуатации в экстремальных условиях.
Известен способ изготовления деталей типа стакана или чаши из алюминиевого сплава, включающий изготовление исходной заготовки и объемную горячую штамповку с выдавливанием через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера, причем приводной пуансон и упомянутую заготовку размещают внутри ступени меньшего диаметра, а дорн - в зоне ступени большего диаметра упомянутого отверстия, при этом штамповку ведут в две стадии, на первой из которых прямым выдавливанием осаживают заготовку в шайбу приводным пуансоном на дорне с наполнением последней ступени большего диаметра отверстия контейнера и одновременным приложением к торцу образуемой шайбы через контейнер осевого усилия в том же направлении, что и перемещение приводного пуансона, а на второй стадии продолжают процесс и выдавливают из упомянутой шайбы в кольцевую полость стенку детали совместным перемещением приводного пуансона и контейнера с ограничением при этом габаритных диаметральных размеров детали внутренней поверхностью упомянутой большей ступени отверстия контейнера (пат. РФ 2402401, Кл. В21Л 21/02, публ.2010 - прототип).
Недостатком известного способа является получение неудовлетворительной макро- и микроструктуры и, соответственно, не обеспечиваются оптимальные прочностные свойства готовых деталей.
Предпагаемый способ включает выдавливание исходной круглой заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера. Причем приводной пуансон и упомянутую заготовку размещают внутри ступени меньшего диаметра, а дорн - в зоне ступени большего диаметра упомянутого отверстия. Штамповку ведут в две стадии, на первой из которых прямым выдавливанием осаживают заготовку в шайбу приводным пуансоном на дорне с наполнением последней ступени большего диаметра отверстия контейнера и одновременным приложением к торцу образуемой шайбы через контейнер осевого усилия в том же направлении, что и перемещение приводного пуансона, а на второй стадии продолжают процесс и выдавливают из упомянутой шайбы в кольцевую полость стенку детали совместным перемещением приводного пуансона и контейнера с ограничением при этом габаритных диаметральных размеров детали внутренней поверхностью упомянутой большей ступени отверстия контейнера.
Исходную заготовку изготавливают из слитка алюминиевого сплава гомогенизацией при температуре (310÷340)°C в течение (1÷5) часов с последующим охлаждением до температуры (110÷120)°C со скоростью не менее 110°C/ч и деформированием гомогенизированного слитка путем уменьшения площади его поперечного сечения и увеличения его длины с образованием продольной текстуры деформации. Упомянутые стадии штамповки ведут с нагревом до температуры: (270÷400)°C - первую стадию, (410÷440)°C - вторую стадию.
Предлагаемый способ отличается от прототипа тем, что исходную заготовку изготавливают из слитка гомогенизацией при температуре (310÷340)°C в течение (1-5) часов с последующим охлаждением до температуры (110-120)°C со скоростью не менее 110°C/ч и деформированием гомогенизированного слитка путем уменьшения площади его поперечного сечения и увеличения его длины с образованием продольной текстуры деформации. Упомянутые стадии штамповки ведут с нагревом до температуры (270÷400)°C - первую стадию, (410÷440)°C - вторую стадию. Технический результат предпагаемого изобретения: получаемая макро- и микроструктура заготовки готовых деталей обеспечивает высокий уровень их прочности в условиях экстремально высоких циклических нагрузок, например, колес спортивных автомобилей для спорта высших достижений. Предполагаемое изобретение поясняется чертежами, где показаны стадии горячей объемной штамповки.
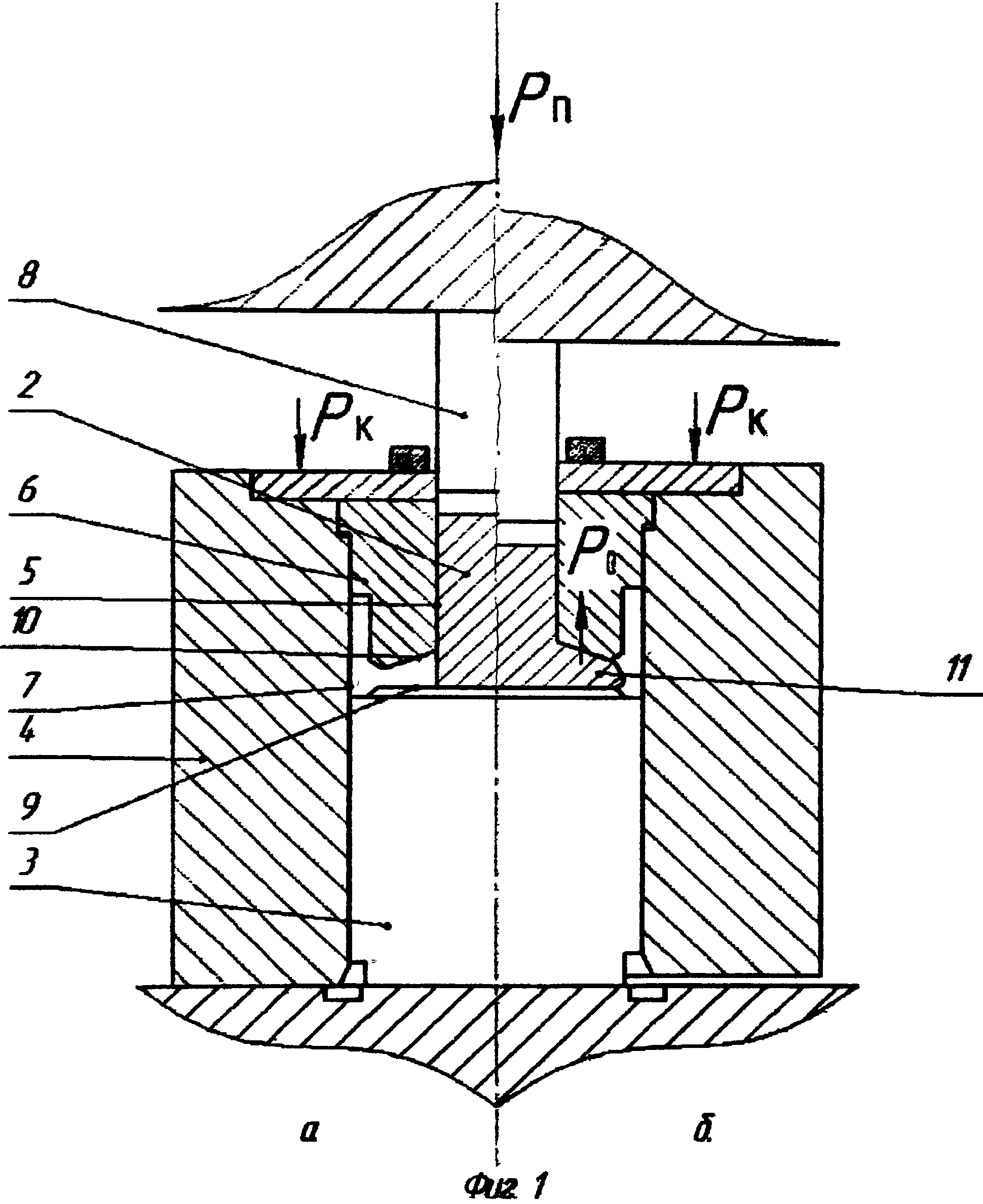
На фиг.1 -слева (а) начало первой стадии;
справа (б) собственно первая стадия.
На фиг.2 -слева (а) - конец первой стадии и начало второй стадии;
справа (б) - конец второй стадии.
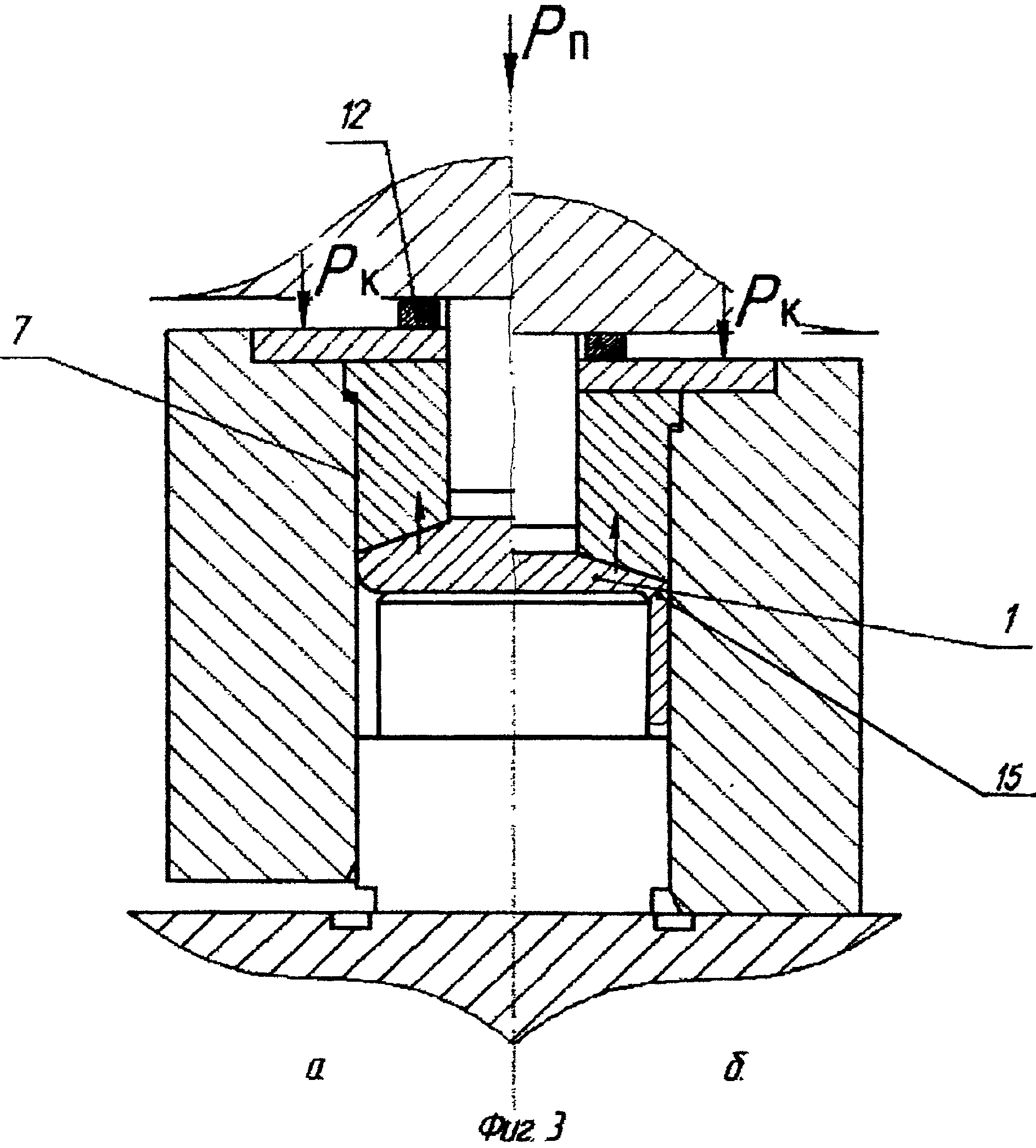
На фиг.3 -слева (а) - конец первой стадии;
справа (б) - окончание второй стадии.
Примеры
1. Изготавливали стакан 1 (полуфабрикат для колеса транспортного средства) наружным диаметром Дн=450 мм, внутренним диаметром Двн=360 мм из алюминиевого сплава АК-6. Исходная круглая заготовка 2 имела диаметр d=350 мм. Исходную заготовку изготавливали из слитка (не показан) диаметром 420 мм гомогенизацией при температуре 310°C в течение 5 часов с последующим охлаждением до температуры 110°C со скоростью 110°C/ч. Гомогенизированный слиток нагревали и прессовали в пруток - исходную заготовку 2 диаметром d=350 мм. При прессовании образована продольная текстура деформации.
Исходную заготовку 2 нагревали до температуры 270°C и укладывали в экспериментальный штамп, содержащий закрепленный на столе пресса (не показан) дорн 3, а также смонтированный на столе пресса с возможностью перемещения по вертикали составной контейнер 4. Заготовка размещалась в ступени 5 (меньшей), в заглушке 6 ступенчатого отверстия контейнера 4, а дорн 3 - в зоне ступени 7 (большей) этого отверстия, расположенной в корпусе (не обозначен) составного контейнера 4, состоящего из корпуса и заглушки.
Приводной пуансон 8, закрепленный на подвижной траверсе (не обозначена) пресса, размещают над заготовкой 2 в упомянутой ступени 5 отверстия контейнера. К контейнеру 4 прикладывается в осевом направлении усилие Рк, прижимающее его к столу пресса. При приложении к пуансону 8 усилия Рп материал заготовки 2 последним выдавливается прямым методом из ступени 5 и осаживается между деформирующей поверхностью 9 дорна 3 и поверхностью 10 заглушки 6 в шайбу 11 (фиг.1а), наполняя последней ступень 7 большего отверстия контейнера. Образование шайбы 11 приводит к появлению усилия Ро, воздействующего на контейнер 4 в направлении, противоположном усилию Рк.
Когда величина усилия Ро превышает величину усилия Рк, контейнер «всплывает». При этом в образуемой шайбе 11 обеспечиваются условия всестороннего сжатия. Это - окончание первой стадии штамповки (фиг.1б). На этой стадии завершается прямое выдавливание заготовки 2 из ступени 5 приводным пуансоном 8 и формирование на дорне 3 с одновременным приложением к зоне больших диаметральных размеров формируемой шайбы 11 через контейнер осевого усилия Рк в том же направлении, что и перемещение приводного пуансона 8. При этом габаритные диаметральные размеры шайбы 11 ограничивают внутренней поверхностью ступени 7 отверстия контейнера 4 (фиг.2а)
Затем шайбу 11 извлекают из штампа (не показано), нагревают до 410°C, помещают в штамп и продолжают процесс штамповки. В тот момент, когда «всплывающий» контейнер 4 коснется упором 12 поверхности подвижной траверсы пресса с закрепленным приводным пуансоном 8, «всплывание» контейнера 4 навстречу движущемуся приводному пуансону 8 закончится и контейнер 4 начнет перемещаться в обратном направлении совместно с продолжающим движение приводным пуансоном 8 - начнется вторая стадия - выдавливание обратным методом из шайбы 11 в кольцевую полость, образованную стенкой ступени 7 и боковой поверхностью 13 заглушки 6, стенку 14 детали 1 (фиг, 26).
Конструкцией экспериментального штампа обеспечивалась возможность (не показана) извлечения отштампованного стакана.
2. Изготавливалась подобная деталь, но несколько большей высоты, наружным диаметром Дн=430 мм, диаметром внутренним Дв:=380 мм из сплава В-96ЦЗ.
Слиток диаметром 500 мм гомогенизировали при температуре 340°C в течение 1 часа с последующим охлаждением до температуры 12C° со скоростью 120°C/ч.
Гомогенизированный слиток прессовали в пруток - исходную заготовку 2 диаметром d=360 мм.
Далее - аналогично примеру 1, а именно: первую стадию штамповки ведут при нагреве исходной заготовки 2 до температуры 400°C, вторую - при нагреве шайбы 11 до температуры 440°C (фиг.3а, б), но на второй стадии выдавливание стенки 15 производят прямым методом из шайбы 11 в кольцевую полость, образованную стенкой втулки 7 и боковой поверхностью дорна 3 (фиг.3б).
Оптимизация макро- и микроструктуры деталей позволяет существенно улучшить их прочностные характеристики. Исходную заготовку изготавливают из слитка гомогенизацией при температуре (310÷340)°C в течение (1÷5) часов с последующим охлаждением до температуры (110÷120)°C со скоростью не менее 110°C/ч и деформированием гомогенизированного слитка путем уменьшения площади его поперечного сечения и увеличения его длины с образованием текстуры деформации, а упомянутые стадии штамповки ведут с нагревом до температуры: (270÷40О)°C - первую стадию, (420÷440)°C - вторую стадию.
Способ изготовления деталей типа стакана или чаши из алюминиевого сплава, включающий изготовление исходной круглой заготовки и объемную горячую штамповку с выдавливанием исходной круглой заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступени сквозного ступенчатого отверстия контейнера, при этом приводной пуансон и упомянутую исходную заготовку размещают внутри ступени меньшего диаметра ступенчатого отверстия контейнера, а дорн - в зоне ступени большего диаметра, а штамповку осуществляют в две стадии, на первой из которых прямым выдавливанием осаживают заготовку приводным пуансоном на дорне с образованием шайбы, которой заполняют ступень большего диаметра ступенчатого отверстия контейнера, причем одновременно к торцу образуемой шайбы через контейнер прикладывают осевое усилие в направлении перемещения приводного пуансона, а на второй стадии выдавливают из упомянутой шайбы в кольцевую полость стенку детали совместным перемещением приводного пуансона и контейнера с ограничением габаритных диаметральных размеров детали внутренней поверхностью большей ступени отверстия контейнера, отличающийся тем, что исходную заготовку изготавливают из слитка гомогенизацией при температуре (310÷340)°C в течение (1÷5) часов с последующим охлаждением до температуры (110÷ 120)°C со скоростью не менее 110°C/ч и деформированием гомогенизированного слитка путем уменьшения площади его поперечного сечения и увеличения его длины с образованием текстуры деформации, первую стадию объемной штамповки ведут с нагревом исходной заготовки до температуры (270÷400)°C, а вторую стадию - при нагреве до температуры (420÷440)°C.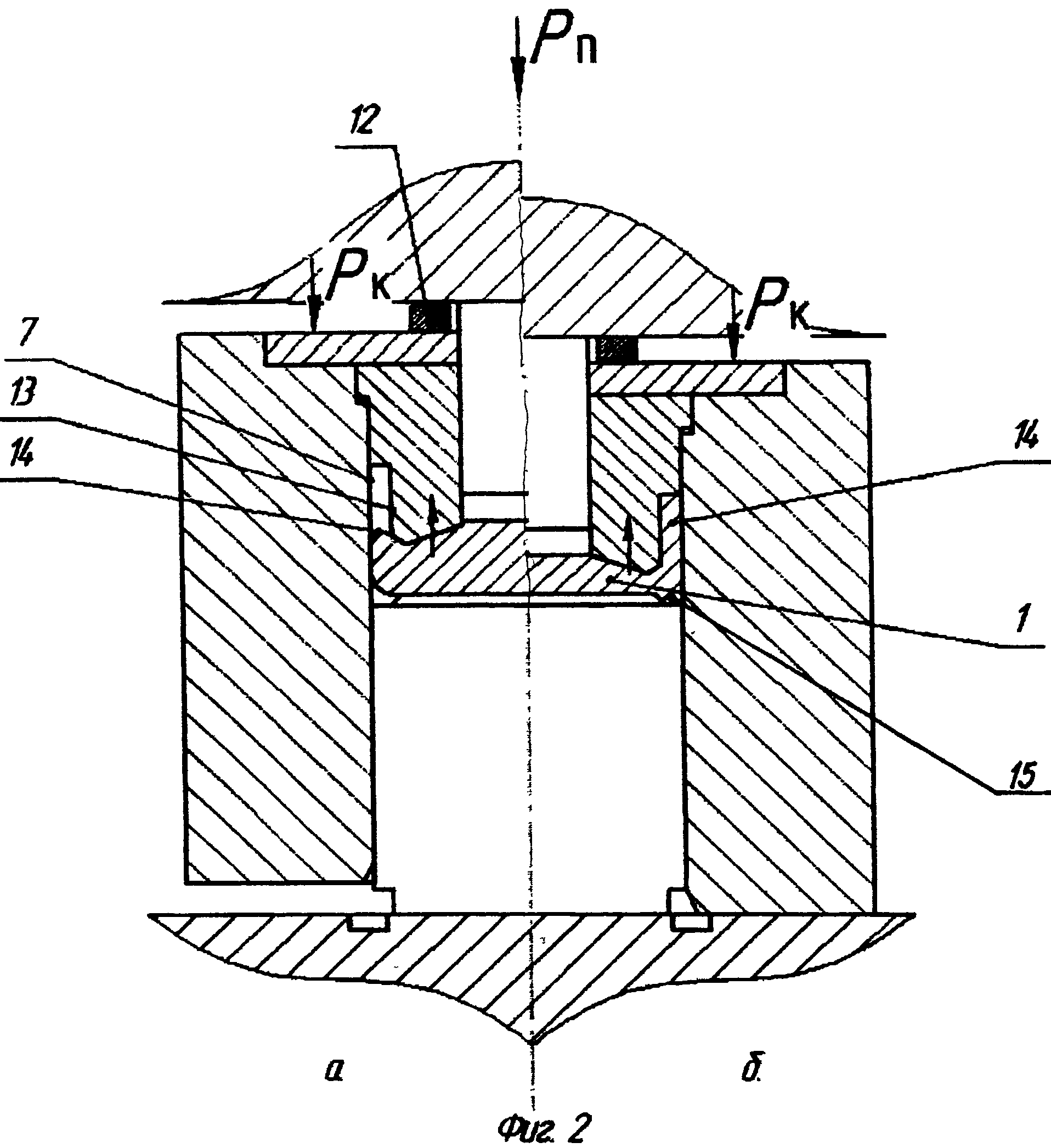
Способ изготовления цилиндрического полуфабриката из цилиндрического слитка легкого сплава горячей обработкой давлением
Колесо транспортного средства
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ изготовления полуфабрикатов типа галет и шайб из цилиндрической заготовки горячей обработкой давлением
Способ изготовления деталей типа осесимметричной чаши из сплава, содержащего алюминий
Инструмент для объемной штамповки деталей типа чаш
Способ изготовления исходной заготовки из алюминиевого сплава для горячей объемной штамповки деталей
Способ изготовления деталей типа осесимметричной чаши
Способ изготовления цилиндрического полуфабриката из цилиндрического слитка легкого сплава горячей обработкой давлением
Колесо транспортного средства
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ горячего прессования полуфабриката из цилиндрической заготовки
Способ изготовления полуфабрикатов типа галет и шайб из цилиндрической заготовки горячей обработкой давлением
Способ изготовления деталей типа осесимметричной чаши из сплава, содержащего алюминий
Инструмент для объемной штамповки деталей типа чаш
Способ изготовления исходной заготовки из алюминиевого сплава для горячей объемной штамповки деталей
Способ объемной горячей штамповки деталей типа чаш и стаканов
Колесо транспортного средства

