Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ НАРУЖНОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ БЕЛОГО ЧУГУНА
Вид РИД
Изобретение
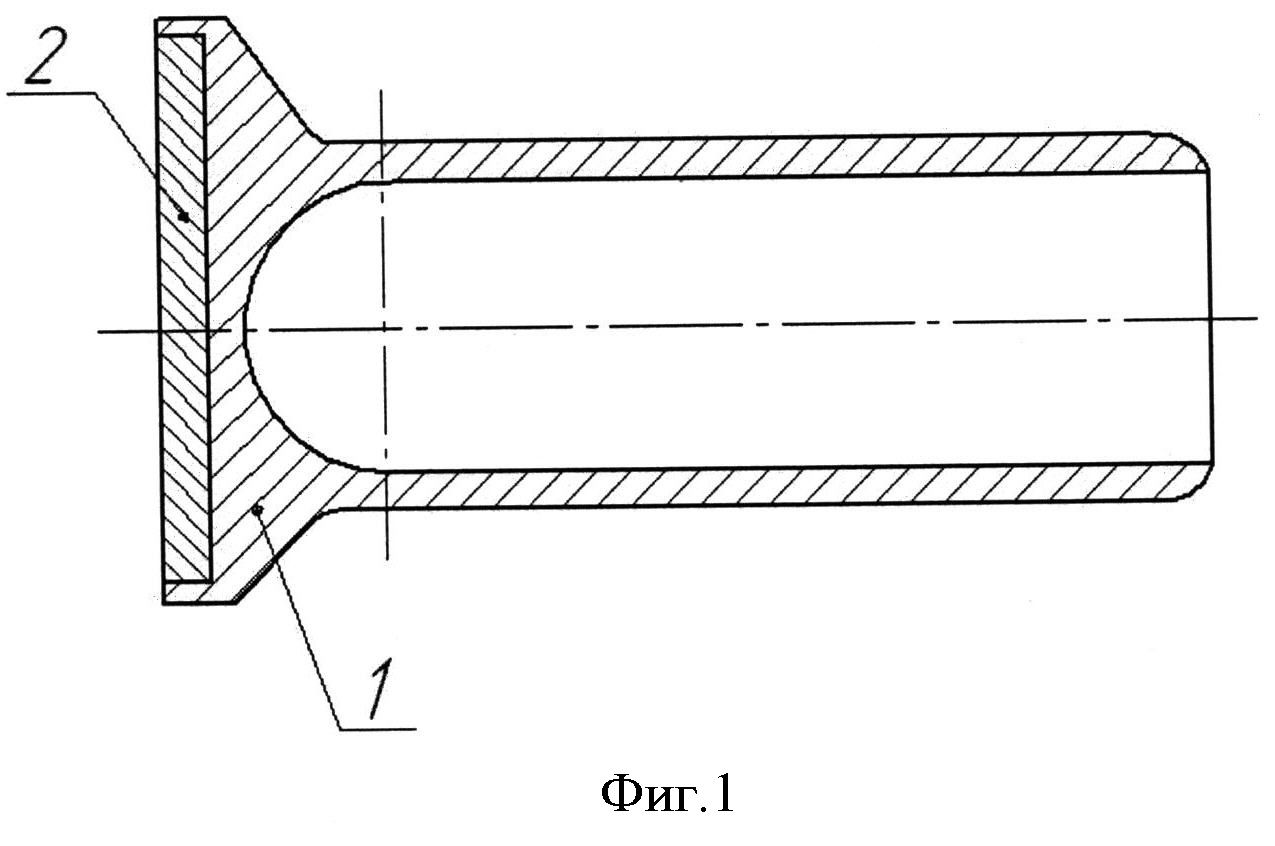
Изобретение относится к области восстановления изношенных в процессе эксплуатации деталей методом наплавки и может быть применено на ремонтных предприятиях, занимающихся реновацией деталей, и использоваться для восстановления наружной рабочей поверхности деталей из белого чугуна, например толкатель клапана двигателя внутреннего сгорания (ДВС) (фиг.1), представляющего собой слоистый металлокомпозит в виде стальной основы и наплавки из износостойкого белого чугуна. На поясняющем рисунке (фиг.1) изображен общий вид толкателя клапана, где 1 - сталь 35 «Селект»; 2 - белый чугун.
Известен способ восстановления наплавкой поверхности деталей из легированных сталей с высоким содержанием углерода. Наплавку проводят плавящимся от дуги горения электродом с подачей в жидкую ванну присадочной проволоки, изолированной от тока [см. описание изобретения RU 2403138 С1, МПК В23Р 6/04, В23К 9/04].
Недостатком известного способа является наследование наплавленным слоем дефектов (окислы, поры и т.д.), образованных на изношенной поверхности деталей при эксплуатации. Кроме того, за счет высокой температуры в зоне горения дуги происходит не только расплавление, но и перегрев жидкого чугуна при наплавке, что приводит к образованию пор и трещин в наплавленном слое и зоне сплавления разнородных материалов.
Известен способ восстановления изделий, включающий механическую обработку изношенной поверхности лезвийным инструментом в ремонтный размер, наплавку и последующую обработку в номинальный размер [Азаматов Р.А., Дажин В.Г. и др. Восстановление деталей автомобиля КАМАЗ / под ред. В.Г. Дажин - Наб. Челны, 1994, с.100-101].
Недостаток указанного способа состоит в невозможности его использования для металлокомпозитных изделий типа «сталь-износостойкий белый чугун» из-за низкой стойкости и поломки режущего инструмента при обработке поверхности деталей из белого чугуна вследствие высокой твердости сплава сопоставимой с твердостью инструмента из быстрорежущих марок сталей. Применение смягчающей термической обработки (отжиг белого чугуна на ковкий) перед механической обработкой для деталей из слоистых металлов неприемлемо из-за изменения физико-механических свойств и размеров стальной основы детали.
Известны способы обработки деталей из высокотвердых (80-90 HRA) сплавов методом электрохимической обработки с использованием подпружиненного вращающегося электрод-инструмента выполненного в виде полого корпуса с электролитоподводящим каналом и устройством для удаления продуктов обработки в виде сменных режущих инструментов, установленных в пазах с возможностью их перемещения в направлении рабочей поверхности [см. описание изобретения к а.с. №1279766, кл. В23Н 5/10].
Недостатком этого изобретения является низкая производительность обработки высокотвердых сплавов и сложность используемого электрода-инструмента.
Наиболее близким решением по технической сущности и достигаемому эффекту к заявленному является способ восстановления изделий, включающий дефектацию изношенных деталей по величине и характеру износа рабочей поверхности, подготовку деталей к наплавке путем очистки изношенной поверхности и ее механической обработки для удаления дефектов и следов износа, электродуговую наплавку износостойким материалом и шлифовку наплавленной поверхности в номинальный размер [Новиков А.Н. Восстановление и упрочнение деталей автомобилей: Учебное пособие / А.Н. Новиков, М.П. Стратулат, А.Л. Севостьянов - Орел: ОрелГТУ, 2006, - 322 с. с ил.].
Недостатком данного способа является:
- невозможность обработки лезвийным инструментом поверхности изношенной детали из-за сохранения на ней износостойкого материала с высокой твердостью;
- низкое качество наплавленного слоя белого чугуна из-за высоких температур в зоне горения дуги при расплавлении чугуна и его наплавке на стальную основу;
- пониженная износостойкость детали из-за задиров в зоне контакта трущихся деталей «кулачок распредвала - толкатель клапана».
Заявляемое изобретение направлено на восстановление наружной рабочей изношенной поверхности из белого чугуна слоистых металлокомпозитных деталей типа «сталь-чугун» с получением бездефектного наплавленного слоя, обладающего высокой износо- и задиростойкостью и полностью сохраняющего свойства и геометрические параметры стальной основы детали.
Предлагаемый способ восстановления деталей включает дефектацию деталей после их эксплуатации по величине и форме износа рабочей поверхности, подготовку деталей к наплавке путем очистки моющим раствором и удаления дефектов и следов износа с поверхности изделия методом элекрохимической обработки с подачей электролита в два этапа через трубчатые электроды-инструменты, индукционную наплавку белого чугуна на стальную основу детали, отпуск при 350°C для снятия напряжений, шлифовку в номинальный размер наплавленной поверхности и оксидирование в увлажненной азотной атмосфере при температуре 450±5°C и расходе воды 1,0-1,4 л/ч.
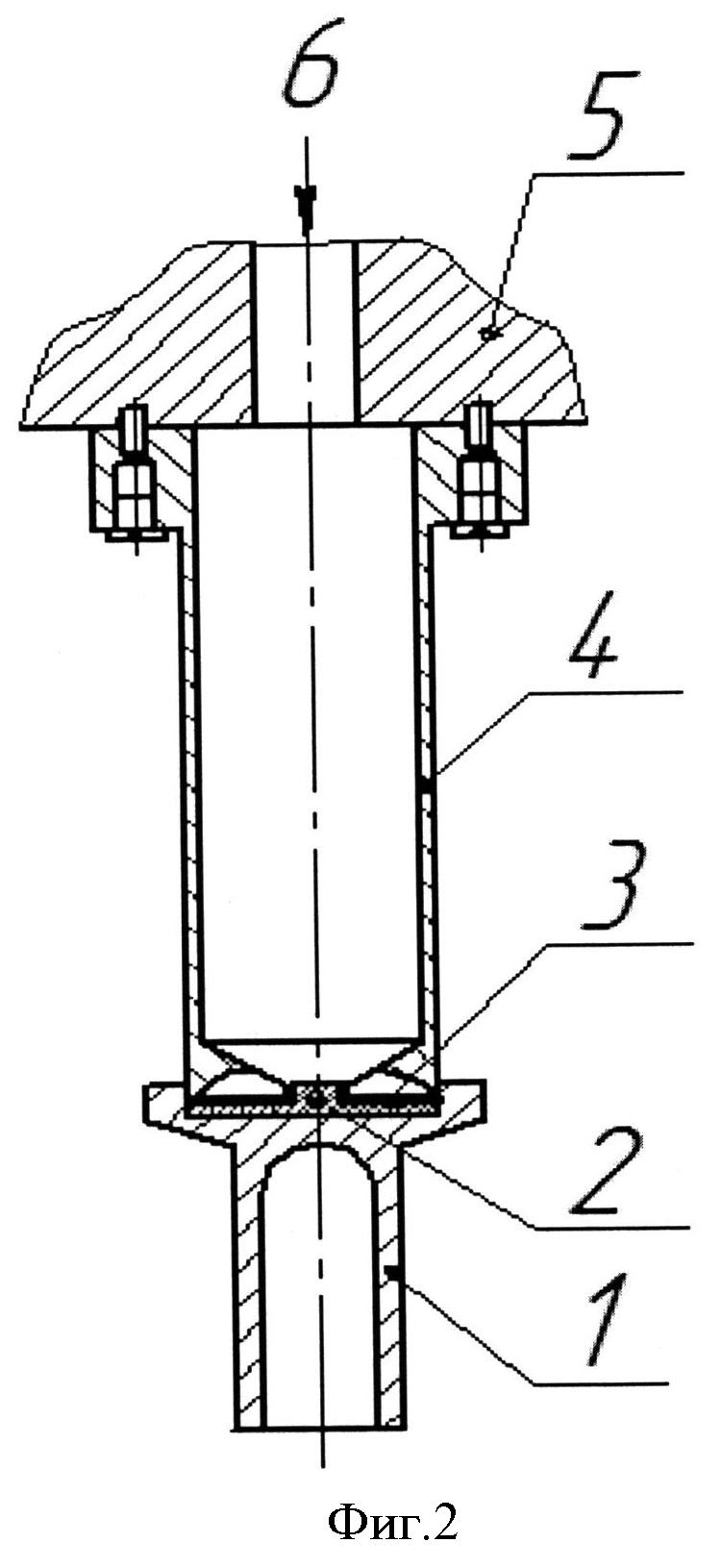
Предлагаемый способ восстановления изделий отличается от известного (прототипа) тем, что для удаления дефектов и следов износа с рабочей поверхности из белого чугуна металлокомпозитных деталей после эксплуатации впервые применен метод электрохимической обработки, позволяющий проводить качественную обработку твердых и сверхтвердых материалов, в том числе и белого чугуна, и полностью сохраняющий свойства и геометрические параметры стальной основы детали. Удаление изношенного слоя наплавки на толкателе клапана осуществляют в 2 этапа: на первом этапе удаляют дефекты на основной площади поверхности наплавки, используя полый электрод диаметром, равным наплавке, который изготавливают из нержавеющей стали 40X13, при диаметре электролитоподводящего канала 7 мм (фиг.2); на 2 этапе - в оставшейся (не удаленной) наплавке, расположенной в центральной части детали посредством стержневого электрода диаметром 8 мм, изготовленного из этой же стали, а подпружинивание электрода обеспечивают применением резиновой вставки с подачей электролита в ее приемную камеру, отделенную электродом от камеры сброса продуктов обработки, при направлении потока электролита перпендикулярно оси электрода (фиг.3).
Для пояснения на фиг.2 приведен схематический разрез полого электрода №1 для электрохимической обработки толкателя клапана, смонтированного на базе электрохимического станка модели 100ЕСМ-12, где: 1 - стальная основа детали; 2 - наплавленный слой; 3 - отвод электролита; 4 - трубчатый электрод-инструмент; 5 - плита крепления; 6 - подача электролита.
С помощью данного электрода удаляют дефекты на большей поверхности изношенного наплавленного слоя и исключение составляет лишь его центральная зона. Отвод электролита осуществляется через зазор между электродом и обрабатываемой поверхностью, образованного за счет ее растворения потоком электролита, в направлении аксиально оси электрода.
Для удаления дефектов в наплавленном слое, оставшемся после обработки электродом №1, деталь далее подвергают обработке с применением электрода №2, представленного на фигуре 3. Отвод электролита осуществляется через зазор между электродом и обрабатываемой поверхностью перпендикулярно оси электрода.
На фиг.3 представлен электрод №2 для электрохимической обработки толкателя клапана, где: 1 - стальная основа детали; 2 - наплавленный слой; 3 - отвод электролита; 4 - электрод-инструмент; 5 - плита крепления; 6 - подача электролита; 7 - резиновая вставка.
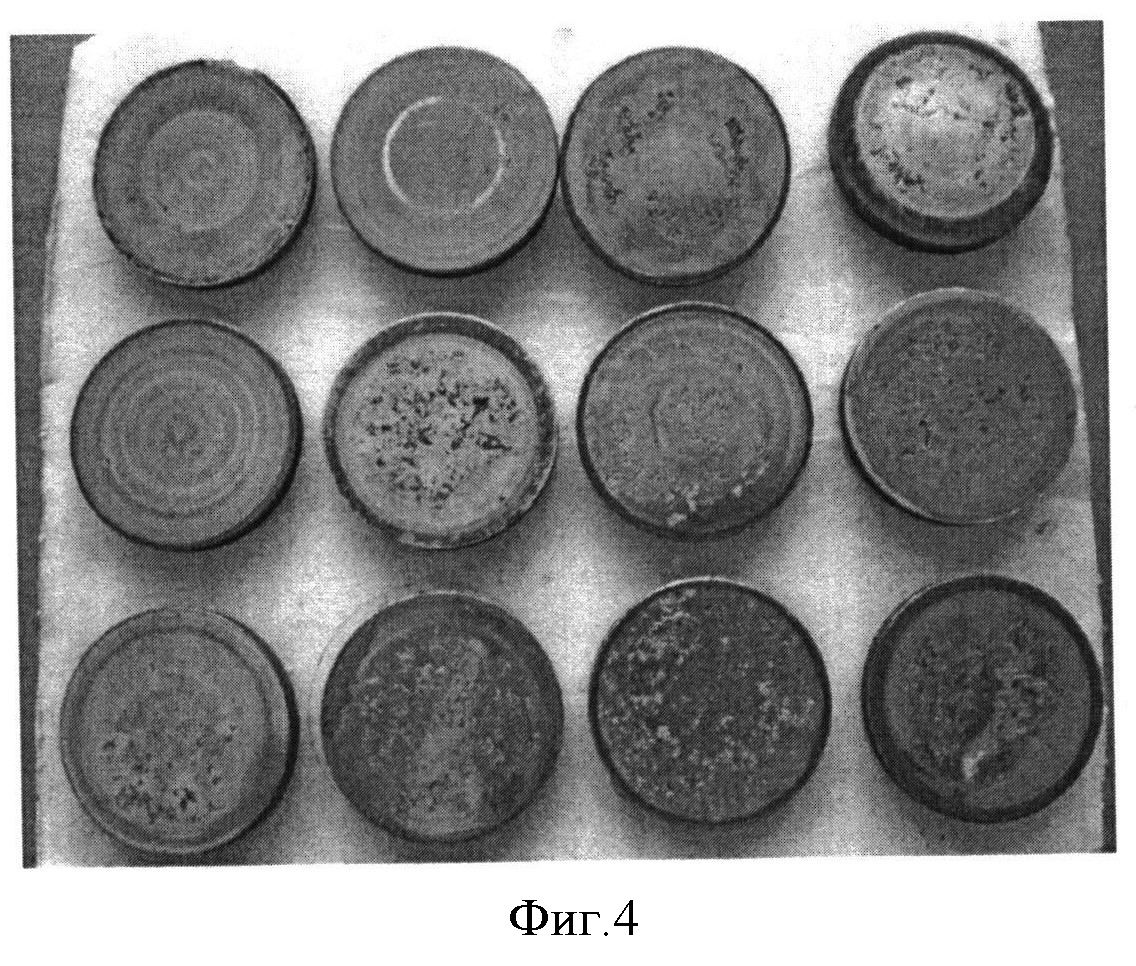
Способ осуществляют следующим образом. Толкатели клапана, снятые с двигателя внутреннего сгорания поступившего на капитальный ремонт, подвергают дефектации путем внешнего осмотра и контроля по геометрическим размерам. На рабочей поверхности большинства толкателей наблюдаются очаги выкрашивания и следы износа (фиг.4). На фиг.4 представлен общий вид поверхности износа толкателей клапана после эксплуатации.
Оценка величины изнашивания рабочей поверхности из белого чугуна проводится по размеру и форме износа в продольных и круговых сечениях в каждой узловой точке (фиг.5), например высотомером фирмы Mahr-Digimar 817 CLM Quick Height. Фиг.5 представлен толкатель клапана (а) и измерительная система координат изношенной поверхности в продольных (б) и круговых (в) сечениях: 1 - стальная основа детали; 2 - наплавленный слой.
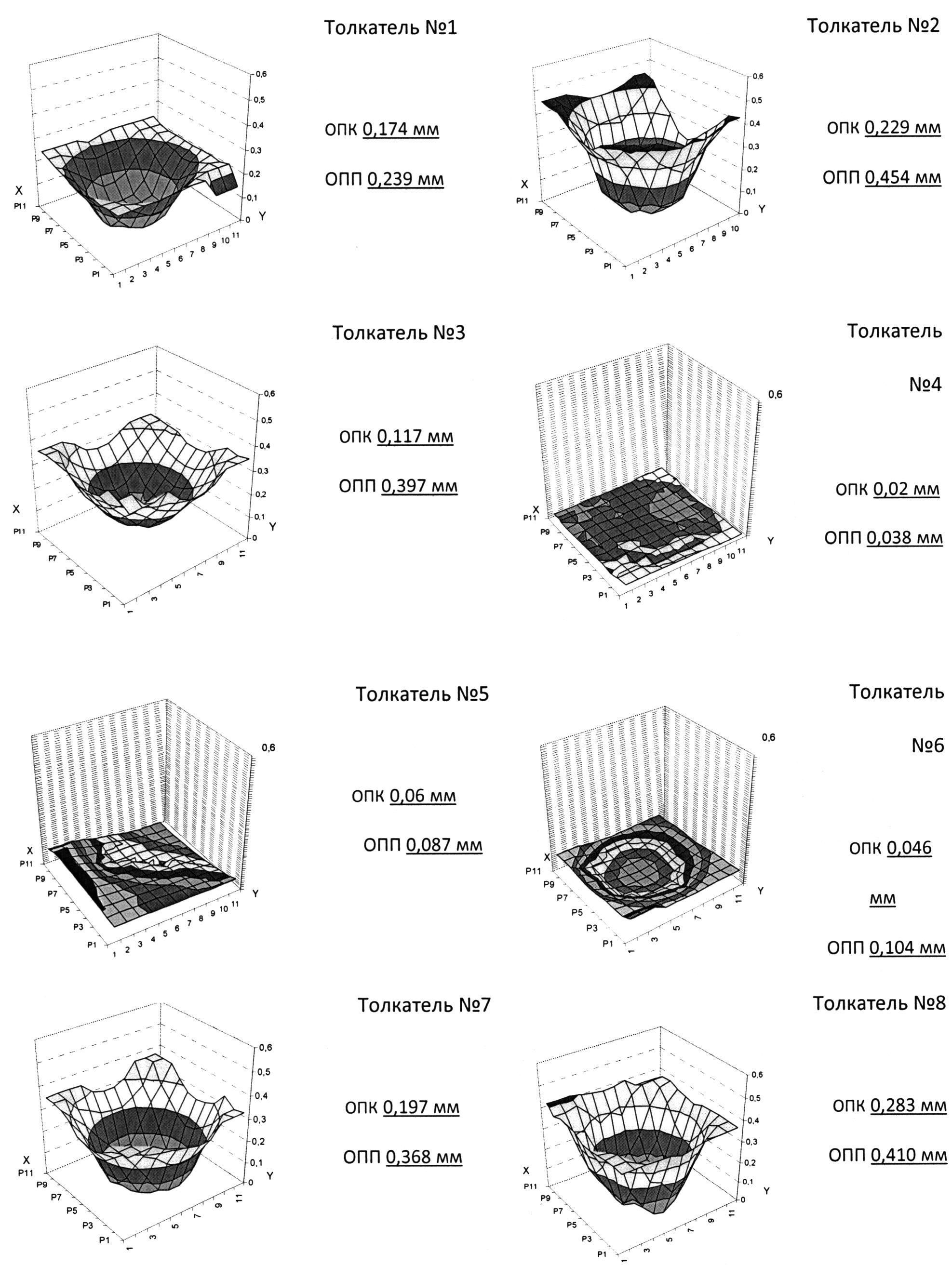
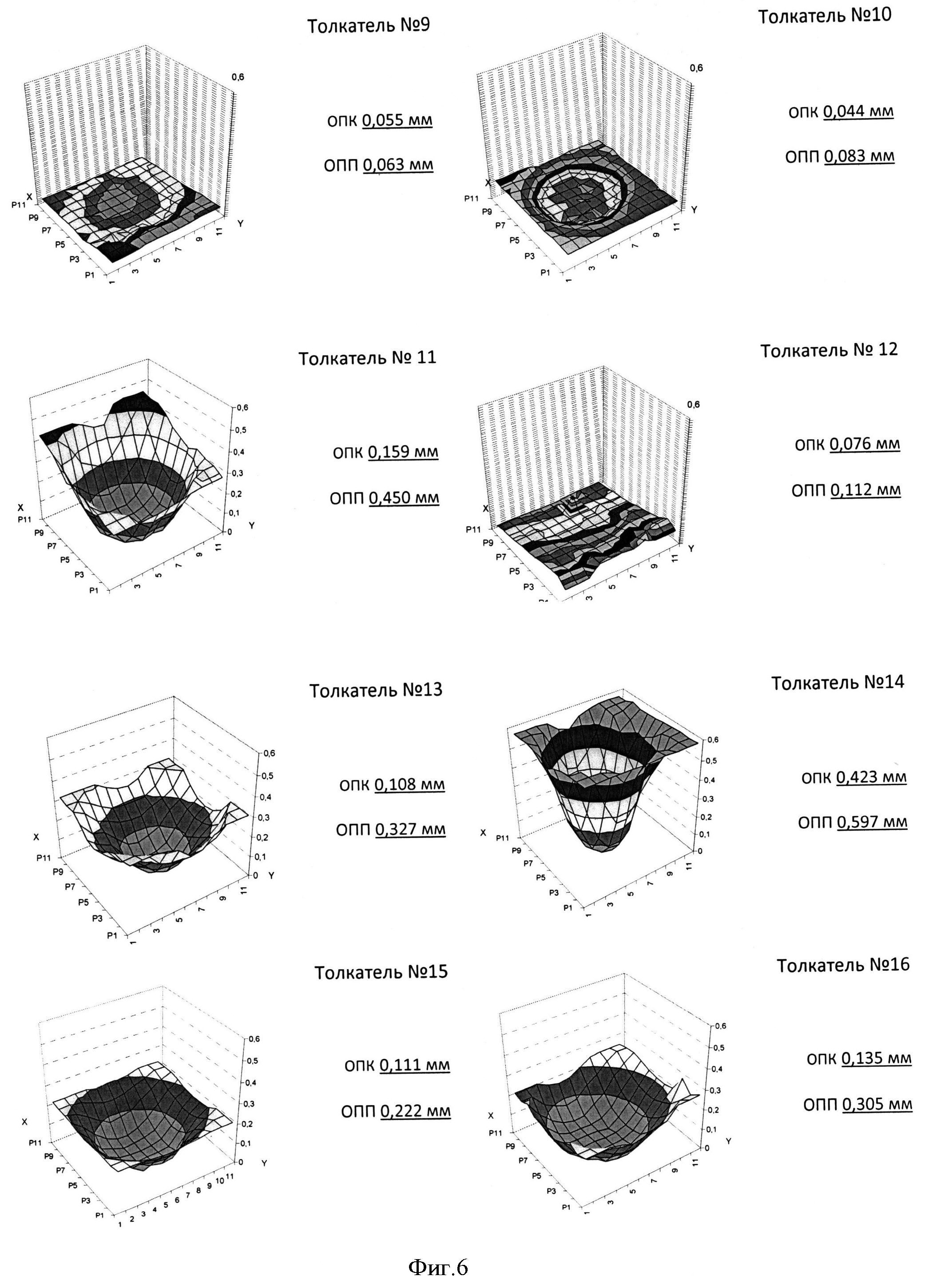
Анализ формы износа рабочего элемента проводится по 3-х мерным графикам, с построением изолиний, характеризующим одинаковую величину износа. Результаты исследования показали, что величина износа толкателей при одном моторесурсе двигателя изменяется в пределах от 0,02 до 0,597 мм (Фиг.6). Фиг.6 представляет форму рабочей поверхности толкателей клапана после эксплуатации: ОПК - отклонения профиля в круговых сечениях; ОПП - отклонения профиля в продольных сечениях.
У изношенных толкателей клапана в большинстве случаев очаг износа имеет форму кратера. Координаты максимального износа можно определить по топография поверхности (Фиг.7). На фиг.7 представлен очаг максимального износа по центру поверхности рабочего элемента толкателя клапана: толкатель №6 (а), толкатель №13 (б).
У большинства толкателей профиль в продольных сечениях во взаимно перпендикулярных направлениях имеет, как правило, один экстремум. Очаг максимального износа в этом случае находится по центру рабочей поверхности элемента.
После дефектации детали с величиной износа более 0,4 мм подготавливают к наплавке: сначала их промывают в горячем (70-80°C) 10% растворе марки КМ-1, а затем подвергают электрохимической обработке для удаления следов износа и выкрашиваний с изношенной поверхности из белого чугуна. Для этой цели используется специально сконструированные и изготовленные трубчатые электроды (фиг.2 и фиг.3) для станка мод. 100ЕСМ-12 фирмы «HITACHI» (Япония). Материалом трубчатых электродов являлась сталь 40X13, а в качестве электролита применялся 10% раствор NaCl, расход которого составлял 150 л/мин. Параметры обработки: ток - 1100А, напряжение - 14В, подача - 0,1 мм/мин. При такой обработке полностью удаляются следы износа и выкрашиваний на изношенной поверхности толкателя клапана. Общий вид детали после обработки электродом №1 представлен на фигуре 8. Использование электрода №2 устраняет остатки наплавки на изношенной поверхности и деталь готова к повторной наплавке износостойким чугуном.
На фиг.8 представлен толкатель клапана после электрохимической обработки электродом №1.
Далее непосредственно проводится наплавка белого чугуна. Химический состав сплава (мас.%): С - 3,1÷3,4%; Si - 2,1÷2,35%; Mn - 0,50-0,65%; Ni - 0,4÷0,7%; Mo - 0,40÷0,60%; Cr - 0,6÷1,0%; S≤0,1%; P≤0,2%.
Для наплавки используют литые заготовки диаметром 10 и длиной 32 мм, масса которых составляла 18-18,5 г. Наплавку осуществляли на установке УНТ-1 с нагревом ТВЧ стальной части детали до 1100°C. Температура расплава чугуна составляла 1230°C. После наплавки детали охлаждают водой, подаваемой в их внутреннюю полость под давлением 0,1-0,2 МПа (1-2 кгс/см2).
После наплавки структура чугуна соответствует «ледебурит + участки мартенсита + небольшое количество остаточного аустенита», а твердость превышает 61 HRC. Поры, трещины и другие дефекты в наплавленном слое отсутствуют.
Далее детали подвергают отпуску при 350°C для снятия напряжений, последующей шлифовке наплавленного слоя под номинальный размер, а затем термическому оксидированию: нагрев в шахтной печи до 300°C в защитной атмосфере на основе азота, прекращение подачи азота и нагрев до 450°C в увлажненной атмосфере, создаваемой за счет введения в печь 1,0-1,4 л/ч воды в расчете на 1 м3 рабочего пространства, выдержка в течение 2,5 ч., охлаждение до 180-200°C в этой среде, а затем - на воздухе.
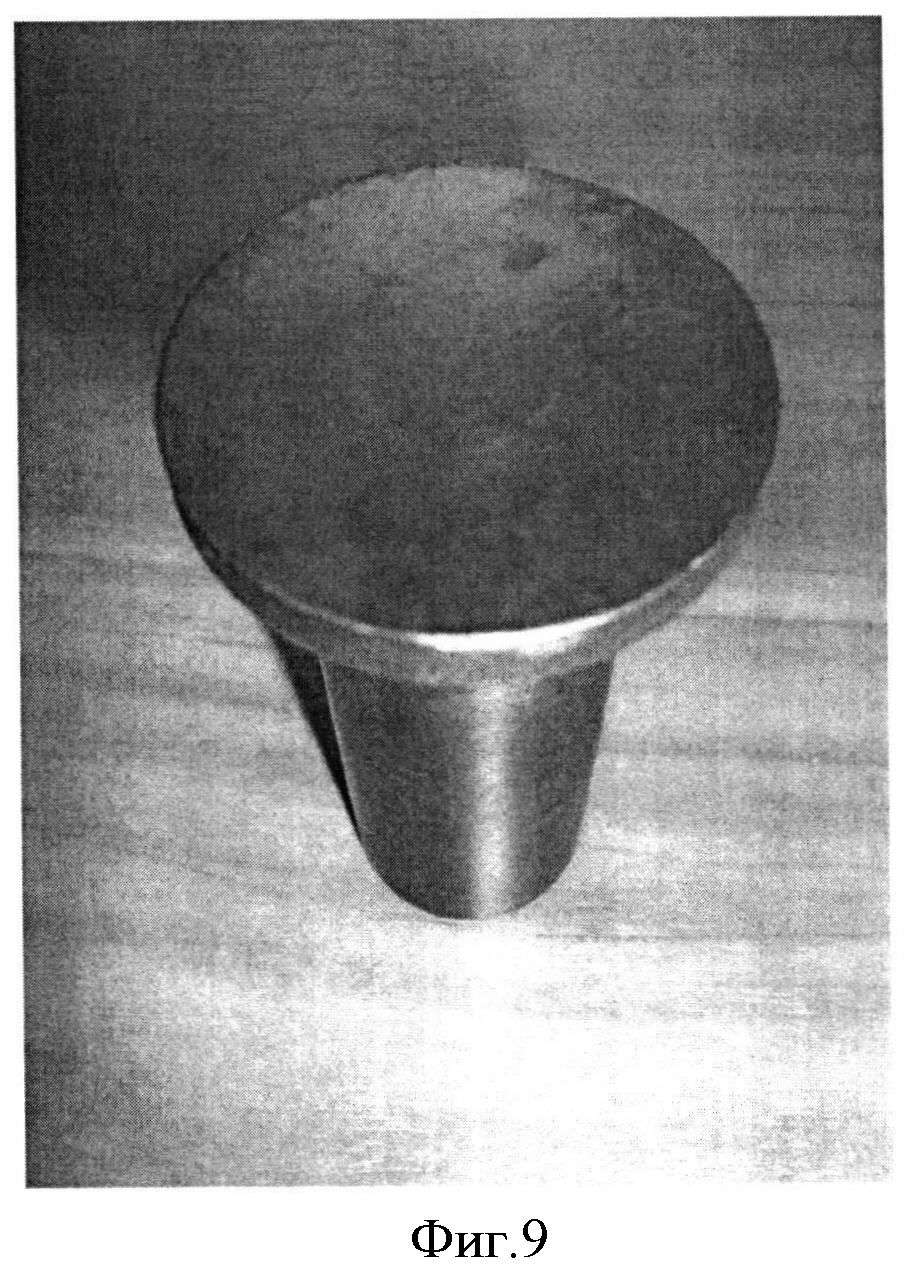
После обработки получен оксидированный слой толщиной 4-5 мкм на чугунной наплавке, что существенно повышает износостойкость детали (табл.1). Общий вид восстановленной детали - толкатель клапана ДВС представлен на фигуре 9.
|
Чугун
Суспензионная литая дисперсионно-твердеющая ферритокарбидная штамповая сталь
Способ исследования течения металла при горячей объемной штамповке изделий
Способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун
Электродуговой шестиструйный плазматрон
Способ термической обработки стальных заготовок
Способ определения пригодности стали для холодной пластической деформации
Способ лазерного атомно-эмиссионного спектрального анализа волос
Способ получения высокопрочного чугуна
Способ получения литой дисперсионно-твердеющей ферритокарбидной стали
Термитная смесь для формирования гранул, используемых для окислительного рафинирования железоуглеродистых сплавов
Термитная смесь
Способ ремонта упрочненных азотированием шеек коленчатых валов двигателей внутреннего сгорания
Чугун
Способ получения алюминиевого чугуна с компактными включениями графита
Суспензионная литая дисперсионно-твердеющая ферритокарбидная штамповая сталь
Способ диагностирования относительного положения и жесткости инструментальной оснастки в расточных операциях по показателям точности обработанных деталей
Устройство для выплавки ферроалюминия
Способ исследования течения металла при горячей объемной штамповке изделий
Способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун

