Результат интеллектуальной деятельности: СПОСОБ ИССЛЕДОВАНИЯ ТЕЧЕНИЯ МЕТАЛЛА ПРИ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКЕ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к исследованиям пластического течения металла при горячей обработке металлов давлением и может быть использовано, в частности, при изготовлении поковок коленчатых валов горячей объемной штамповкой.
В качестве исходной заготовки для получения поковки коленчатого вала используется прокат, в котором центральная зона имеет пониженную прочность по сравнению с периферийной зоной. Поэтому технологический процесс изготовления поковок должен исключить выход центральной зоны исходной заготовки на наиболее нагруженные элементы коленчатого вала.
Известен способ исследования течения металла при горячей объемной штамповке, включающий горячую объемную штамповку заготовки с получение поковки коленчатого вала, разрезку поковки в продольном направлении, подготовку макрошлифов и их травление реактивами и выявление течения металла по направлению волокон [В.И. Гостев Качество штампованных поковок и методы предупреждения брака в кузнечных цехах, Москва «МАШИНОСТРОЕНИЕ» 1975, стр.14 рис.3].
Этому способу исследования присущ тот недостаток, что он не выявляет течение металла из центральной зоны исходной заготовки.
Известен способ исследования течения металла при горячей объемной штамповке коленчатого вала, когда по оси исходной заготовки располагается пруток с химическим составом материала отличным от химического состава материала исходной заготовки. После разрезки поковки коленчатого вала по критическим сечениям, подготовки макрошлифов и их травления реактивами исследуется распределение материала прутка в материале поковки коленчатого вала и таким способом исследуется течение металла из центральной зоны исходной заготовки [Dialogue entre le constructeur du diesel et le fournisseur du vilebrequin INGENIEURS DEL'AUTOMOBILE-11-69 стр.680 Fig.9].
Этому способу исследования присущи следующие недостатки:
1. Центральная зона исходной заготовки из высококачественной стали состоит из зоны центральной пористости, занимающей ≈13% площади поперечного сечения исходной заготовки и зоны ликвационного квадрата, занимающей вместе с зоной центральной пористости ≈38% площади поперечного сечения исходной заготовки. Прочность материала в этих двух зонах могут существенно отличаться как между собой, так и от периферийной зоны. Поэтому установка одного прутка в средину исходной заготовки существенно усредняет течение металла при горячей объемной штамповке коленчатого вала и не дает необходимой точности.
2. Контуры поковки и контуры окончательно обработанного коленчатого вала не совпадают, поэтому нет возможности с необходимой точностью оценить выход сердцевины исходной заготовки на наиболее нагруженные элементы коленчатого вала, например, галтели, масляные отверстия.
Наиболее близким к заявляемому по технической сущности и достигаемому результату является способ исследования течения металла заготовки при горячей объемной штамповке, включающий горячую объемную штамповку заготовки с получением поковки изделия, разрезку поковки по критическим сечениям, подготовку макрошлифов по сечениям, их травление реактивами и анализ течения металла заготовки при горячей объемной штамповке [SU 1115820 A, В21В 19/00, G01N 19/08, опубл. 30.09.84, бюл. №36]. Способ предусматривает использование образца, состоящим из цилиндра с пазом, заполненным наплавленными слоями металлов со свойствами, отличными от свойств металла цилиндра.
Однако данный способ предназначен для симметричных деталей и не позволяет судить о течении металла по всему объему изготавливаемых поковок деталей и, особенно, поковок сложной геометрической формы - таких как коленчатый вал, зубчатые колеса и др. Кроме того, он имеет недостаточную информативность исследования и точность результатов, так как по линии сплавления неизбежно наблюдается криволинейность, присутствуют окислы и др. дефекты, оказывающие существенное влияние на свойства изделия и точность анализируемого течения металла при горячей объемной штамповке заготовки.
Заявляемое изобретение направлено на повышение точности определения течения металла заготовки при горячей объемной штамповке за счет использования прутка и соосных ему одной или нескольких труб из сталей с различным химическим составом в деформируемой заготовке.
Поставленная задача достигается тем, что способ исследования течения металла заготовки при горячей объемной штамповке включает выполнение по оси металлической заготовки полости, установку в нее с натягом прутка и соосных ему одной или нескольких труб. Пруток и трубы изготавливают из сталей с различным химическим составом и отличающимся от химического состава металла заготовки. Далее выполняют горячую объемную штамповку заготовки с получением поковки изделия, разрезку поковки по критическим сечениям, подготовку макрошлифов по сечениям, их травление реактивами и проводят анализ распределения металлов прутка и труб в поковке, по которому судят о течении металла заготовки при горячей объемной штамповке.
В предлагаемом способе пруток и трубы в заготовке устанавливают с натягом для обеспечения сплошности металла. Пруток окружен соосными ему одной или несколькими трубами, химический состав их сталей отличается между собой и от химического состава металла прутка и металла исходной заготовки. Этот признак позволяет повысить точность определения течения металла заготовки при горячей штамповке поковок, например коленчатого вала.
Для более четкого выявления границы между различными металлами наружная поверхность прутка и труб покрываются тугоплавкими металлами, например хромом, молибденом и др. Пруток располагается по месту центральной пористости исходной заготовки, а трубы по месту ликвационного квадрата. Количество устанавливаемых труб зависит от степени неоднородности металла исходной заготовки по поперечному сечению.
Распределение металла прутка и труб в изделиях позволяет определить течение металла при горячей объемной штамповке изделий.
Заявляемый способ поясняется чертежами на фиг.1, фиг.2 и фиг.3, где показаны позициями:
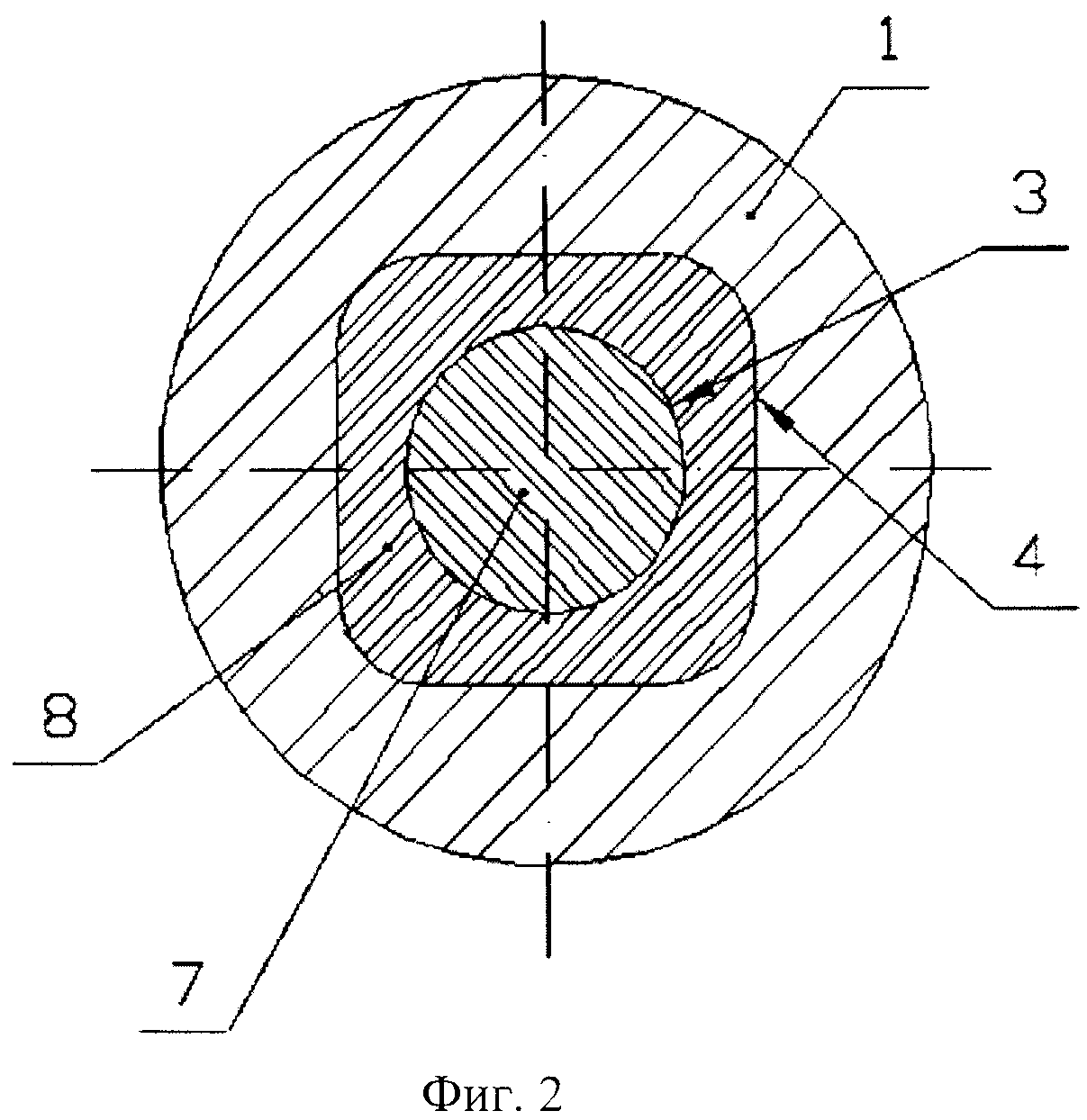
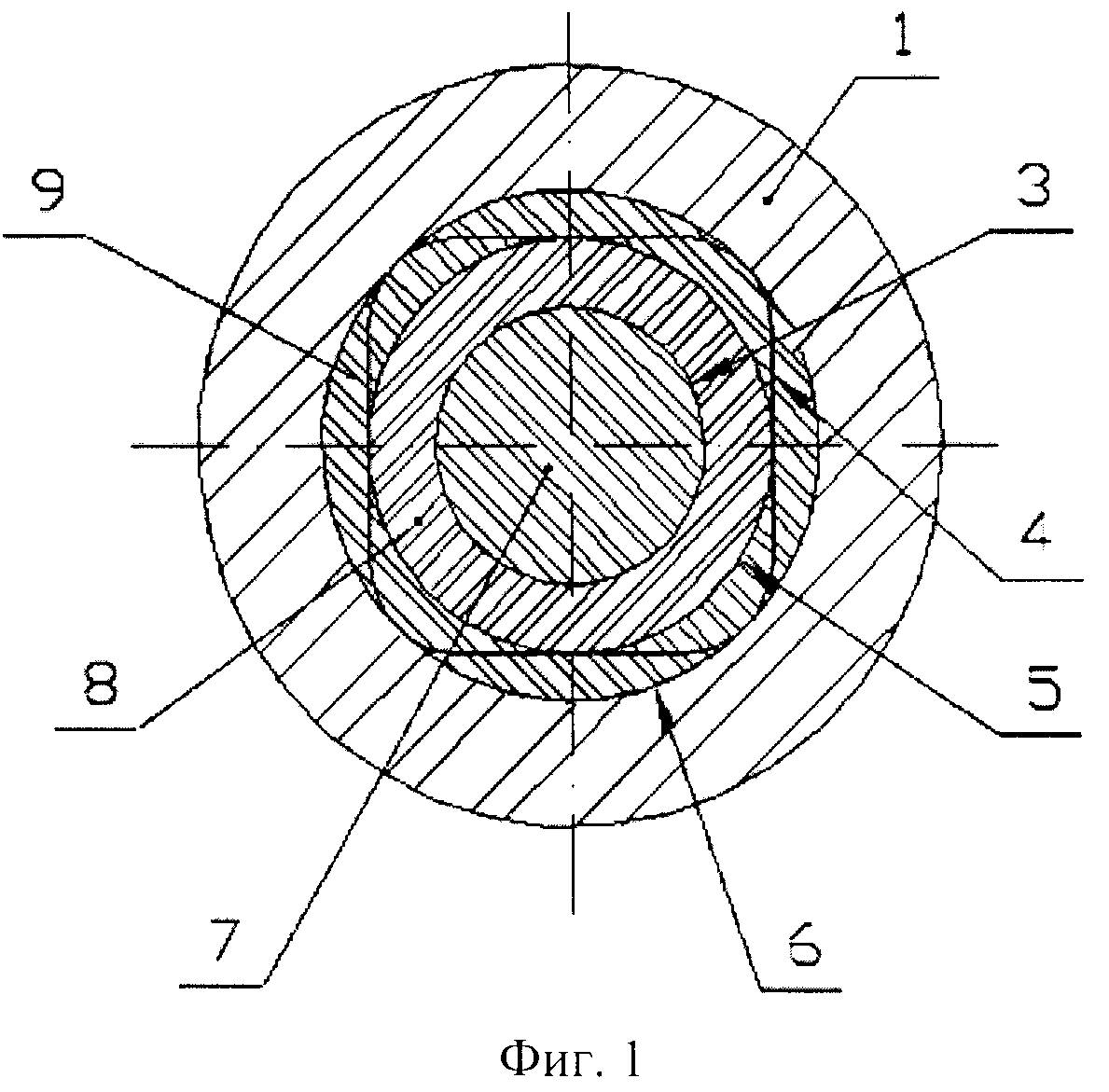
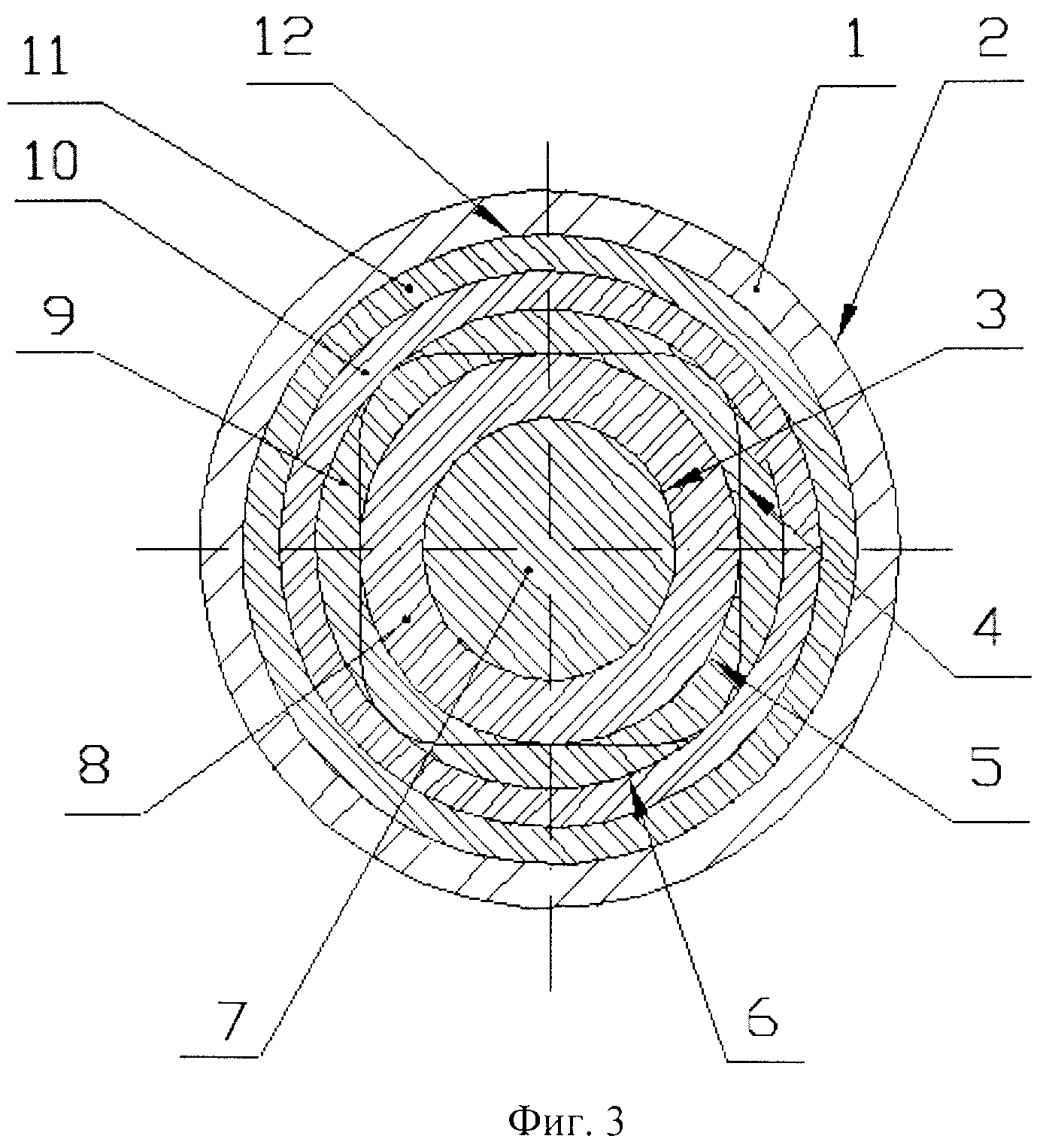
1 - исходная заготовка
2 - наружный контур исходной заготовки
3 - наружный контур центральной пористости
4 - наружный контур ликвационного квадрата
5 - наружный контур трубы, вписанный в ликвационный квадрат
6 - наружный контур трубы, описанный вокруг ликвационного квадрата
7 - пруток
8, 9, 10, 11 - трубы
12 - внутренний контур полости в исходной заготовке
На фиг.1 показано поперечное сечение исходной заготовки 1, в которой полость выполнена по окружности 6, описанной вокруг контура ликвационного квадрата 4. На фиг. 2 показано поперечное сечение исходной заготовки 1, в которой полость выполнена по квадрату, совпадающему с контуром ликвационного квадрата 4. Труба 8 по наружному контуру совпадает с контуром ликвационного квадрата, а по внутреннему контуру совпадает с наружной окружностью прутка 7. На фиг.3 показано поперечное сечение исходной заготовки 1, в которой полость выполнена по окружности 12, находящейся в периферийной зоне исходной заготовки. Показанная на фиг.3 оставшаяся часть исходной заготовки 1 может быть заменена на трубу с наружным контуром, совпадающим с наружным контуром 2 исходной заготовки из металла, отличающегося по химическому составу от металлов прутка 7 и труб 8, 9, 10, 11. Количество устанавливаемых труб зависит от степени неоднородности металла исходной заготовки по поперечному сечению.
Пример конкретного выполнения предлагаемого способа исследования течения металла при горячей объемной штамповке изделий, см. фиг.1.
Исходная заготовка 1 коленчатого вала двигателя КамАЗ изготавливается из стали 42ХМФА следующего химического состава в %: углерод - 0,40…0,45; ванадий - 0,08…0,12; марганец - 0,50…0,80; Кремний - 0,17…0,37; хром - 1…1,30; молибден - 0,35…0,45; железо - остальное. Исходную заготовку диаметром 165 мм и длиной 660 мм получают разрезкой сортового проката круглого сечения. В исходной заготовке допускаются следующие дефекты макроструктуры по ГОСТ 10243-75:
- центральная пористость до 3 баллов;
- ликвационный квадрат до 2 баллов;
- подусадочная ликвация до 2 баллов;
- общая пористость до 2 баллов.
Исследование течения металла при горячей объемной штамповке коленчатого вала проводится, как минимум, на двух исходных заготовках, одну используют для исследования в поковке, другую - для исследования в готовом коленчатом вале.
В исходной заготовке 1 выполняются отверстия диаметром 110 мм по оси исходной заготовки на всю ее длину. Далее изготавливается пруток 7 из стали 05кп по ГОСТ 1050-74 диаметром 60 мм, длиной 660 мм и две трубы 8, 9 длиной 660 мм. Труба 8 изготавливается из стали 20 по ГОСТ 1050-74 с внутренним диаметром 60 мм и наружным диаметром 90 мм. Труба 9 изготавливается из стали 65 по ГОСТ 1050-60 с внутренним диаметром 90 мм и наружным диаметром 110 мм. Пруток 7 и трубы 8, 9 покрывают хромом по наружному диаметру толщиной 0,2 мм.
Трубы 8, 9 и пруток 7 вставляют с натягом в исходную заготовку 1. Для обеспечения собираемости исходная заготовка нагревается до температуры 850…880°C в печи Ц-105 с защитной азотной атмосферой.
Две собранных исходных заготовки устанавливают на автоматическую линию по штамповке коленчатых валов, нагревают в индукционном нагревателе до ковочной температуры 1260°C, захватывают манипулятором и подают в ковочные вальцы, где производят вальцовку в два перехода. Затем с помощью манипулятора заготовки перекладывают в ручей заготовительно-формовочного перехода пресса усилием 120 Мн и производят поперечную осадку конца заготовок. Полученные заготовки манипулятором устанавливают в следующий ручей штампа и осуществляют предварительную штамповку. После этого манипулятором устанавливают заготовки в последний ручей штампа и проводят окончательную штамповку полуфабрикатов. После этого полуфабрикаты передают в обрезной ручей кривошипного пресса усилием 12,5 Мн и обрезают облой. Далее поковки устанавливают в штамп выкрутного гидравлического пресса усилием 1,8 Мн и производят выкрутку на 45° шатунных шеек вместе со щеками и противовесами, цапфами и фланцами, при этом происходит скручивание по коренным шейкам второй и четвертой. Полученные поковки передают в первый, а затем во второй калибровочные ручьи гидравлического пресса усилием 16 Мн и калибровкой получают готовую поковку. Предусмотренную техпроцессом операцию термического улучшения на этих поковках не производят. Поковки подвергаются обработке дробью для очистки от окалины и проверке на магнитно-люминисцентном дефектоскопе.
Одну из поковок разрезают по критическим сечениям, готовят макрошлифы, подвергают их травлению реактивами, а также исследуют экспресс-анализаторами АН-29, АН-160 и др. для определения содержания углерода и других химических элементов. В результате этих исследований определяют распределение металла прутка 7 и труб 8, 9 в поковке. Покрытие хромом прутка и труб позволяет более четко выявить границу между различными металлами. По результатам исследования делают предварительные выводы о течении металла при горячей объемной штамповке коленчатого вала.
Вторую поковку подвергают предварительной механической обработке на автоматической линии, затем упрочнению индукционной закалкой шеек коленчатого вала и окончательной механической обработке до получения готового коленчатого вала.
Коленчатый вал подвергается травлению в водном или спиртовом растворе азотной кислоты. В случае выхода на поверхность шеек металла прутка 7 или труб 8, 9 поверхность травления в этом месте будет отличаться по цвету от металла основной заготовки. Исследование с помощью экспресс-анализатора АН-29, АН-160 и др., а также хромовое покрытие делают более четкими границы между различными материалами.
С учетом результатов этого исследования коленчатый вал разрезается по критическим сечениям, готовят макрошлифы и травлением реактивами, а также исследованием экспресс-анализаторами АН-29, АН-160 и др. определяют распределение металла прутка 7 и труб 8, 9 в готовом коленчатом вале. Хромовое покрытие выделяет более четко границу между различными материалами.
По результатам этих исследований делают окончательные выводы по течению металла заготовки при горячей объемной штамповке - коленчатого вала.
Предлагаемый способ течения металла при горячей объемной штамповке изделий позволяет оптимизировать конструкцию изделий, повысить их усталостную прочность, оптимизировать технологию их изготовления и технологию изготовления исходной заготовки, например, получением ее из традиционного сортового проката или обработкой стали для исходной заготовки синтетическими шлаками, внепечным вакуумированием, электрошлаковым переплавом и др.
Чугун
Суспензионная литая дисперсионно-твердеющая ферритокарбидная штамповая сталь
Способ изготовления штампованных поковок
Способ изготовления штампованных поковок
Способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун
Способ изготовления штампованных поковок
Способ восстановления наружной рабочей поверхности деталей из белого чугуна
Способ термической обработки стальных заготовок
Способ определения пригодности стали для холодной пластической деформации
Способ получения высокопрочного чугуна
Термитная смесь для формирования гранул, используемых для окислительного рафинирования железоуглеродистых сплавов
Термитная смесь
Способ ремонта упрочненных азотированием шеек коленчатых валов двигателей внутреннего сгорания
Чугун
Способ получения алюминиевого чугуна с компактными включениями графита
Суспензионная литая дисперсионно-твердеющая ферритокарбидная штамповая сталь
Способ диагностирования относительного положения и жесткости инструментальной оснастки в расточных операциях по показателям точности обработанных деталей
Устройство для выплавки ферроалюминия
Способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун
Ветроэнергетическая установка преимущественно для высотного сооружения

