Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к области машиностроения, преимущественно к автомобильной и металлургической промышленности. Оно может быть использовано для снижения твердости и повышения пластичности легированных цементуемых сталей с целью улучшения обрабатываемости заготовок методами пластического деформирования без нагрева металла.
Известен способ термической обработки стальных заготовок, заключающийся в аустенитизации при температуре Ас3+(30÷50)°С, выдержке, медленном охлаждении до температуры Ar1-(20÷50)°С, выдержке до завершения диффузионного превращения аустенита в феррит и перлит с последующим охлаждением в печи до комнатной температуры [Гуляев А.П. Термическая обработка стали. - М.: Машгиз, 1960, с.341-344]. Данный способ позволяет получать низкую твердость стальных заготовок из низкоуглеродистых сталей, но не обеспечивает достаточного уровня твердости и пластичности на легированных сталях для проведения холодной пластической деформации металла.
Также известен способ отжига стальных заготовок, преимущественно из среднелегированных цементуемых сталей, включающий аустенитизацию, охлаждения со скоростью от 1 до 5°С/мин до температуры на 30-60°С ниже точки Aс1, далее со скоростью 20-60°С/мин до температуры изотермической выдержки (600-660°С), выдерживают до полного распада переохлажденного аустенита и завершают охлаждение на воздухе до комнатной температуры [Авторское свидетельство №825653, кл. С21D 1/26. Способ отжига стальных заготовок. / И.И.Белугин, Г.А.Волченко. - №2726331/22-02; заявл. 16.02.1979: опубл. 30.04.1981, бюл. №16]. Данный способ направлен на улучшение обрабатываемости заготовок методом лезвийной обработки резанием, но не обеспечивает необходимый уровень обрабатываемости заготовок при холодной пластической деформации методами штамповки, высадки и выдавливания.
Наиболее близким по технической сущности и достигаемому результату является способ термической обработки стальных заготовок, преимущественно из высоколегированных сталей, включающий нагрев до температуры рекристаллизации аустенита (выше Ас3 на 150-250°С), выдержку, охлаждения с печью до температуры Ac1-(20-40)°С, выдержку и окончательное охлаждение с печью [Авторское свидетельство №724580, кл. С21D 1/26. Способ термической обработки стальных заготовок. / В.Ф.Моисеев, Г.С.Фукс-Рабинович. - №2550344/22-02; заявл. 02.12.1977: опубл. 30.03.1980, бюл. №12]. Данный способ направлен на снижение твердости стальных заготовок за счет снятия наклепа аустенита возникшего в процессе α-γ превращения.
Однако такой способ термической обработки не обеспечивает достаточного снижения твердости для низкоуглеродистых легированных сталей типа 20ХГНМТА, 15ХГН2ТА, 18ХГР и др., производимых на машинах непрерывного литья заготовок (МНЛЗ), из-за высокой устойчивости литого строения, на всем пути технологического металлопередела, что не позволяет выполнить пластическую деформацию сплава в холодном состоянии.
Заявляемое изобретение направлено на снижение твердости и стабильное формирование феррито-перлитной структуры в стальных полуфабрикатах из стали с машин непрерывного литья заготовок (МНЛЗ).
Поставленная задача достигается тем, что согласно известному способу термической обработки, включающему нагрев до температуры Ас3+(150-250)°С, выдержку охлаждения с печью до температуры Ac1-(20-40)°С, выдержку и окончательное охлаждение с печью до комнатной температуры, в заявляемом способе выдержку проводят при температуре Ас3+(100-150)°С с последующим охлаждением со скоростью более 20°С/мин до температуры Ac1-(20-40)°С, а диффузионный распад переохлажденного аустенита в феррито-перлитную структуру проводят не при постоянной температуре [Ac1-(20-40)°С], а в интервале температур от 680°С до 600°С по схеме: 680-660-640-600°С с выдержкой при каждой температуре 60-80 мин и далее охлаждают в цеховых условиях до комнатной температуры.
Применение холодной пластической деформации для изготовления стальных изделий повышает коэффициент использования металла, снижает себестоимость металлопродукции, позволяет максимально приблизить исходную форму заготовки к форме и размерам готовой детали и тем самым уменьшить или полностью исключить дорогостоящие операции механической обработки, а также сохранить созданное волокнистое строение металла в готовом изделии и тем самым повысить его качество и долговечность.
Наилучшей способностью к холодной пластической деформации обладают стали, имеющие структуру «перлит+феррит» и твердость не более 163 НВ. Причем перлит должен быть зернистым с микротвердостью до 300HV, так как сфероидизированный перлит в сравнении с пластинчатым обеспечивает снижение (на 10-20%) предела прочности стали, а относительное сужение и относительное удлинение, характеризующие пластичность металла, существенно повышаются.
Характерной особенностью сталей с машин непрерывного литья заготовок является присутствие в металлопрокате остатков литого строения сплава из-за небольших степеней деформации при прокатке. Особенно это относится к прокату из легированных сталей сечением от 80 мм и более, в котором сохраняется структурная неоднородность (фигура 1а, б), пористость (фигура 1в) и ликвационные полоски (фигура 1г).
К обязательным показателям свойств, улучшающих пластическую деформацию в холодном состоянии заготовок из легированных сталей, относится однородное микростроение, а именно феррито-перлитная структура без присутствия структурных составляющих с высокой микротвердостью (фигура 1б) и с требованиями по разнице значений микротвердости между структурными составляющими феррита и перлита, которая не должна превышать 80 HV. Кроме того, полосчатость структуры (фигура 1а), созданная технологиями металлургического производства, также является нежелательным критерием для стали подвергаемой деформации в холодном состоянии из-за градиента свойств между этими микроучастками (полосками).
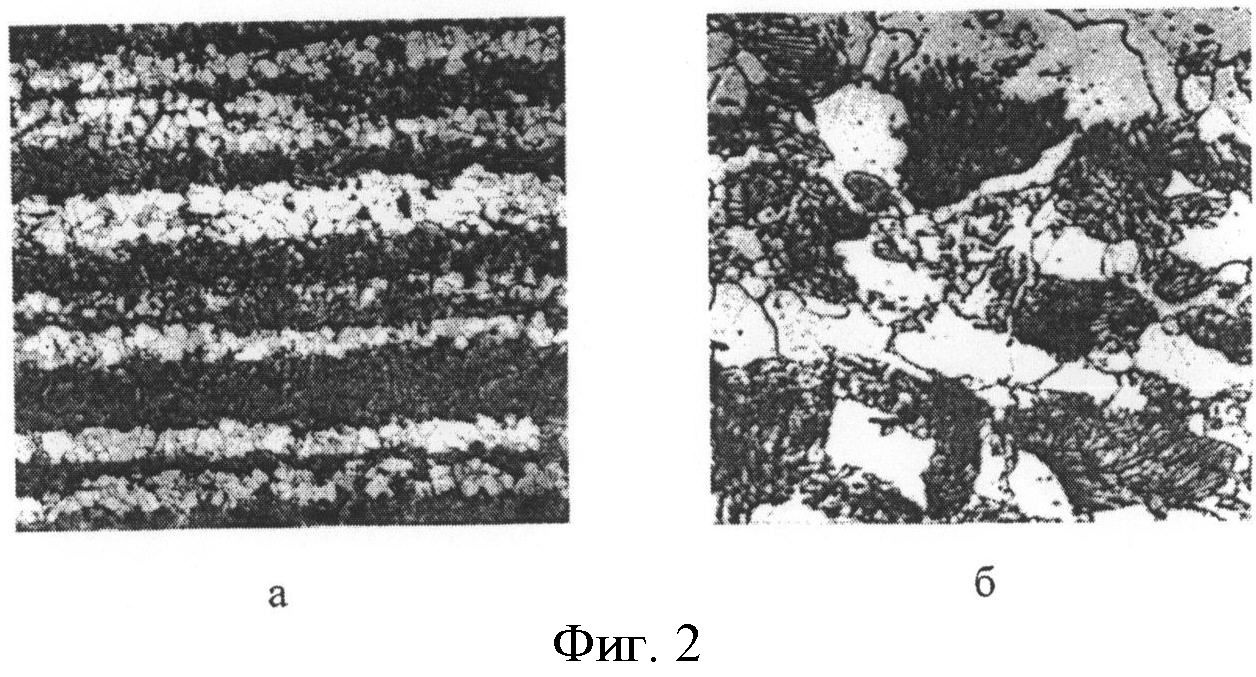
Исследованиями установлено, что за счет скорости охлаждения от температуры Ас3+(100÷150)°С до температуры перлитного превращения можно управлять степенью проявления феррито-перлитной полосчатости (табл.3). Охлаждение со скоростью 20°С/мин и более в этом интервале температур позволяет избежать структурную полосчатость (строчечность) в стали. На фигуре 2 представлена микроструктура стали 20ХГНМТА после отжига заготовок, охлаждения которых в указанном интервале температур проводилось со скоростью 8°С/мин (фигура 3а) и 23°С/мин (фигура 36).
Стабильность свойств стали в значительной степени зависит от стабильности химического состава сплава. Статистические исследования 294 и 312 плавок сталей 20ХГНМТА и 15ХГН2ТА соответственно показали, что их состав изменяется от плавки к плавке. При этом колебания по некоторым элементам составляют два и более раз (таблица 1).
|
Причиной одновременного присутствия в структуре стали перлита, феррита и микроучастков мартенсита и (или) бейнита после отжига объясняется наличием химической микронеоднородности, наследуемой сплавом от технологий металлургического производства.
При исследовании отдельно взятых плавок исследуемых легированных сталей выявлено, что концентрация химических элементов в микрообъемах колеблется в довольно широких пределах (таблиц 2).
|
Установленный факт свидетельствует о наличии химической микронеоднородности в сталях и служит достаточно убедительным доказательством различной устойчивости переохлажденного аустенита для каждого микрообъема, а соответственно и присутствие после отжига в микроструктуре наряду с перлитом и ферритом, неперлитных (мартенсит и бейнит) продуктов превращения. Это так называемая «островная» структурная неоднородность (фигура 1б), которая свидетельствует о ее отличительной черте по составу и свойствам от основных составляющих в стали.
Учитывая поплавочное колебание химических элементов в пределах марочного состава стали по стандарту, а также химико-структурную неоднородность в пределах одной плавки, заявляемый способ термической обработки позволяет стабильно формировать благоприятную микроструктуру и свойства сплава под холодную пластическую деформацию. Необходимые потребительские свойства достигаются за счет осуществления диффузионного превращения переохлажденного аустенита не при постоянной температуре, а в интервале температур от 680°С до 600°С по схеме 680-660-640-600°С. Причем при каждой температуре выдержка должна составлять не менее 60 минут. Такое ступенчатое понижение температуры и выдержка в течение указанного времени при каждой температуре способствует полноте диффузионного распада переохлажденного аустенита во всех микрообъемах стали. Увеличение времени выдержки (более 80 минут) при отдельно принятой температуре диффузионного распада аустенита дополнительного эффекта не дает, но увеличивает энергозатраты на обработку заготовок.
При времени выдержки менее 60 минут, а также при другой температурной схеме выдержки (табл.4) не исключены случаи неполноты превращения аустенита в феррито-перлитную структуру в отдельных микрообъемах, что снижает эффект разупрочнения стали и ее способность к пластической деформации в холодном состоянии.
Способ осуществляют следующим образом.
После горячей пластической деформации (ковки или штамповки) заготовки загружают на поддон и помещают в агрегат изотермического отжига. В печи аустенитизации агрегата осуществляется нагрев заготовок до температуры Ас3+(100÷150°С) и выдержка при этой температуре. Затем поддон с заготовками переталкивается в камеру подстуживания, где проводится охлаждение заготовок до температуры 680-700°С, после чего поддон помещают в четырехзонную печь изотермической выдержки и выдерживают в течении 240 минут. При этом в первой зоне печи устанавливается и поддерживается температура 680°С, во второй, третьей и четвертой зонах печи температура должна быть 660, 640 и 600°С соответственно. После прохождения заготовок через печь их охлаждают на воздухе.
После осуществления термической обработки по заявляемому способу стабильно формируется структура «Феррит + перлит зернистый» и твердость стали в пределах 156-163 НВ. Бейнит и другие составляющие с высокой микротвердостью в структуре отсутствуют.
Пример осуществления заявляемого способа.
Термическую обработку заготовок дет. 6520-2405035, сателлит, изготовленных из сталей 20ХГНМТА, полученной с установок непрерывной разливки, проводили в производственных условиях с использованием промышленного агрегата (проект 34898) «Технопроект» изотермического отжига. Химический состав стали (масс. %): углерод - 0,21; хром - 0,96; марганец - 1,05; никель - 0,66; молибден - 0,27; титан - 0,09; кремний -0,26; сера - 0,017; фосфор - 0,019. Температура критической точки Ас3, определенная на дилатометре «Formastor-F», составляла 810°С.
Температурно-временной режим термической обработки включал в себя:
- аустенитизацию при температуре 920-950°С в течение 144 минут;
- охлаждение в течение 7 минут в камере подстуживания путем обдува холодным воздухом до температуры ≈ 680-700°С;
- изотермическую выдержку в четырехзонной печи при температуре по зонам 680-660-640-600°С в течение 240 минут;
- охлаждение до комнатной температуры на воздухе.
После такой обработки (табл.4, режим №14) на заготовках получена структура «феррит + перлит зернистый» с твердостью 156 НВ и зафиксирована удовлетворительная обрабатываемость стали при холодной пластической деформации на прессе мод. КБ 0034. Поломки штампового инструмента и преждевременного его износа не наблюдалось.
На фигуре 3 показана деталь, изготовленная методом холодной объемной штамповки, на которой достигнута хорошая точность геометрических размеров. Установлена также и высокая в (3,0-3,2 раза выше) изгибная циклическая долговечность цементованных деталей, изготовленных ХОШ по сравнению с деталями, изготовленными по схеме «горячая пластическая деформация - механическая обработка - химико-термическая обработка».
|
|
|
Примечание:
1. Время аустенитизации составляло 144 мин;
2. Длительность выдержки при каждой температуре по зонам составляла 60 минут;
3. П - перлит, Ф - феррит, Б - бейнит;
4. Скорость охлаждения от температуры аустенитизации до температуры диффузионного распада переохлажденного аустенита при режимах с 1 до 14 составляла 23°С/мин, а по прототипу - менее 1°С/мин (с печью).
Способ термической обработки заготовок из стали, полученной под холодную пластическую деформацию с машины непрерывной разливки, включающий аустенитизацию, выдержку, охлаждение до температуры Ac-(20-40)°С, изотермическую выдержку и окончательное охлаждение до комнатной температуры, отличающийся тем, что аустенитизацию проводят при температуре Ас+(100÷150)°С, охлаждение после выдержки при температуре аустенитизации проводят со скоростью более 20°С/мин, изотермическую выдержку осуществляют в интервале температур по схеме 680-660-640-600°С с выдержкой при каждой из указанных температур в течение 60-80 минут с обеспечением диффузионного распада переохлажденного аустенита, а окончательное охлаждение до комнатной температуры проводят на воздухе.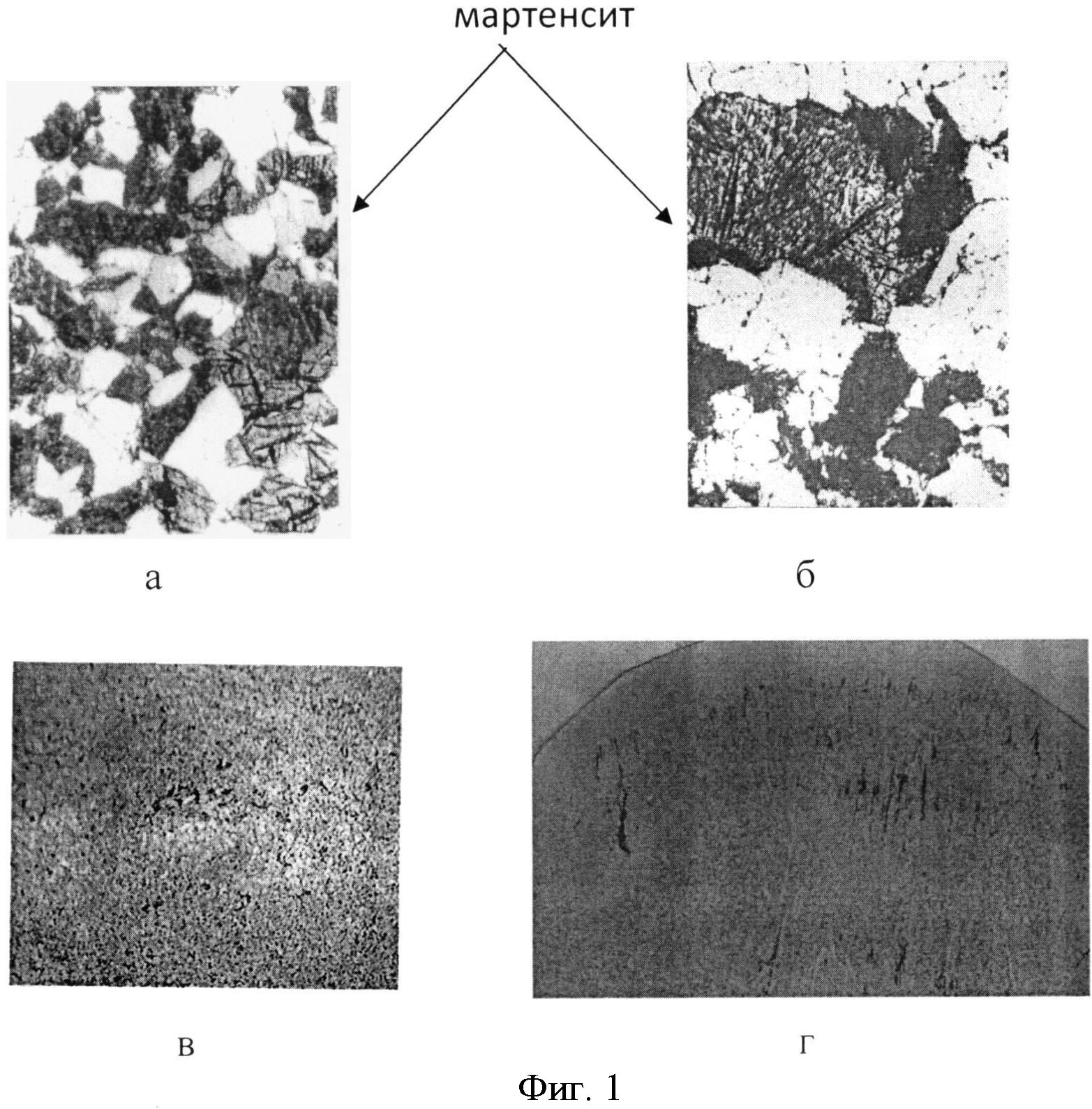
Чугун
Суспензионная литая дисперсионно-твердеющая ферритокарбидная штамповая сталь
Способ диагностирования относительного положения и жесткости инструментальной оснастки в расточных операциях по показателям точности обработанных деталей
Способ исследования течения металла при горячей объемной штамповке изделий
Способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун
Способ восстановления наружной рабочей поверхности деталей из белого чугуна
Способ определения пригодности стали для холодной пластической деформации
Способ измерения координат центра и радиуса цилиндрических участков деталей
Способ получения высокопрочного чугуна
Способ получения литой дисперсионно-твердеющей ферритокарбидной стали

