Результат интеллектуальной деятельности: СПОСОБ ЭКСПЛУАТАЦИИ ЭЛЕКТРОДУГОВОЙ ПЕЧИ, УСТРОЙСТВО УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ
Вид РИД
Изобретение
Изобретение относится к способу эксплуатации электродуговой печи, причем с помощью по меньшей мере одного электрода генерируется электрическая дуга для расплавления металла, причем электрическая дуга, ассоциированная с по меньшей мере одним электродом, имеет первую мощность излучения на основе первого установленного набора рабочих параметров, причем электродуговую печь эксплуатируют согласно заданной программе функционирования, которая основывается на ожидаемом ходе процесса, причем контролируют, имеет ли место нежелательное отклонение между фактическим ходом процесса и ожидаемым ходом процесса. Кроме того, изобретение относится к соответствующему устройству управления и/или регулирования для электродуговой печи, а также к электродуговой печи.
При изготовлении стали в электродуговой печи скрап, как правило, расплавляется по жестко заложенной программе функционирования, в которой задаются заданные значения регулирования электродов (например, в форме заданных значений тока или импеданса). Эти заданные значения должны гарантировать высокую производительность и экономичность процесса и чаще всего базируются на опытных значениях. Ввиду изменяющихся свойств расплавляемого скрапа в идеальном случае должно было бы осуществляться согласование программы функционирования с реальным ходом процесса. Так, конгломерат скрапа может иметь как локально, так и в целом отклоняющуюся плотность засыпки, что оказывает влияние на скорость развития плавки.
Во избежание чрезмерных потерь энергии электрическая рабочая точка должна в каждом случае согласовываться с прогрессом плавки. Это может в зависимости от типа выполнения регулирования электродуговой печи осуществляться в принципе по-разному. В большинстве случаев соответствующими параметрами являются реактивность каскадно включаемой дроссельной катушки, вторичное напряжение/напряжения внешнего проводника каскадно включаемого печного трансформатора и ток электрической дуги или импеданс через заданные значения для регулирования электродов.
Посредством этих управляющих параметров может управляться процесс плавки. Эти параметры, как правило, задаются посредством диаграммы или программы функционирования в зависимости от введенной энергии.
Если ход процесса отклоняется от ожидаемого хода, который заложен в диаграмме функционирования, то посредством вышеназванных управляющих параметров в автоматизированную последовательность операций осуществляется вмешательство.
Для случая симметричного отклонения, то есть отклонения, относящегося ко всей печи, это может происходить с учетом номинальной нагрузки средства производства, например, посредством равномерного или симметричного изменения заданных значений импеданса. Однако если только некоторые участки печи затрагиваются отклонением ожидаемого процесса плавки, то нужно действовать более дифференцированным образом.
Если конгломерат скрапа на одном участке печи расплавляется более быстро, то в ответ на это следует действовать целенаправленно, чтобы учесть этот асимметричный ход процесса. Такое различие в режиме расплавления различных участков металлоприемника в печи может, например, быть обусловлено локальной неоднородностью в загрузке скрапа, следствием чего является образование особенно горячих участков в металлоприемнике печи (горячих точек). Различное излучение и экранирование электрических дуг может, например, быть получено посредством температурного распределения панели или лучше и быстрее посредством вычисления факторов экранирования, как описано в публикации WO 2009095396 A1.
Снижение мощности плавки всей электродуговой печи ненужным образом удлинило бы длительность процесса и тем самым снизило бы производительность. Является предпочтительным не снижать мощность плавки, а таким образом перераспределять в резервуаре, что участки с большим количеством нерасплавленного скрапа нагружаются более высокой мощностью излучения.
Уменьшенное экранирование отдельных электрических дуг, которое приводит к нежелательному нагреванию противолежащих панелей излучением, должно бы, напротив, приводить к понижению мощности излучения. В зависимости от выполнения печи такое асимметричное распределение мощности излучения может выполняться различным способом.
Отклонение от технологического процесса, жестко заданного программой функционирования, выполняется двумя способами. С одной стороны, обслуживающий персонал на основе персонального опыта или на основе предупредительных сообщений может вручную вмешиваться в ход процесса. С другой стороны, посредством обратного сообщения из процесса, чаще всего путем выполнения в форме оценки термического состояния панелей металлоприемника в печи, может осуществляться согласование с мгновенным ходом процесса. Таким способом может автоматически регулироваться электрическая рабочая точка в форме электрического задания заданного значения. Обычно такое согласование мощности осуществляется симметрично во всех трех фазах.
В случае последнего упомянутого автоматизированного регулирования на основе термического состояния вычисляется, как следует изменить мощность расплавления электрических дуг. Различные исследования показали, что мощность плавки электрических дуг существенным образом характеризуется посредством конвекции и термического излучения. В рассматриваемом здесь случае мощности плавки непосредственно на изменяемых элементах или на лежащем перед ними скрапе, в частности, представляет интерес мощность излучения, отдаваемая от электрических дуг.
Некоторые решения с меньшей степенью автоматизации предусматривают также асимметричную установку ввода заданных значений. Для этого по эвристическим правилам настраиваются заданные значения импедансов ветвей или также при подходящем печном трансформаторе выбираются несимметричные напряжения на зажимах печи. Непосредственное задание желательного распределения излучения до настоящего времени является невозможным. Исходя из выбранных импедансов, можно посредством эмпирической модели затем определять целевое распределение излучения.
Кроме того, является известным, что вычисление электрических параметров, на основе которых затем оценивается мощность излучения, выполняется на основе линеаризованной, упрощенной модели электродуговой печи (см., например, S.Köhle, “Ersatzschaltbilder und Modelle des Hochstromsystems von Drehstrom-Lichtbogenöfen”, Stahl und Eisen 110, S. 51-59). Дальнейшим развитием является связать найденные таким образом мощности излучения с круговой диаграммой, например, известной из Görtler et al., “Energetically Optimized Control of an Electric Arc Furnace”, IEEE International Conference on Control Applications, Taipeh, Taiwan, S.137-142.
Из DE 197 11 453 А1 известен способ регулирования или управления процессом плавки в электродуговой печи трехфазного переменного тока. Здесь температура в окружении электрода регистрируется и на основе зарегистрированной температуры устанавливается эффективная мощность электрода. При этом недостатком является то, что управляющее вмешательство осуществляется только тогда, когда уже наступил перегрев печи. Кроме того, осуществляется управление эффективной мощностью, только косвенно воздействующей на повышение температуры.
Задачей изобретения является создание способа эксплуатации, электродуговой печи и устройства управления и/или регулирования для электродуговой печи, которые позволяют достичь по возможности низкой длительности расплавления при сбережении средств производства, особенно охлаждения электродуговой печи.
Эта задача решается способом эксплуатации электродуговой печи, причем с помощью по меньшей мере одного электрода формируется электрическая дуга для расплавления металла, причем электрическая дуга, ассоциированная с по меньшей мере одним электродом, имеет первую мощность излучения на основе первого установленного набора рабочих параметров, причем электродуговую печь эксплуатируют согласно заданной программе функционирования, причем контролируют, поддерживается ли заданная программа функционирования, причем при отклонении режима работы от заданной программы функционирования задают измененную вторую мощность излучения, и на основе измененной второй мощности излучения определяют измененный второй набор рабочих параметров, в частности по меньшей мере одно значение импеданса. В частности, установка определенного второго набора рабочих параметров приводит к достижению заданной измененной второй мощности излучения.
В частности, больше не требуется рабочие параметры, оказывающие влияние на электрическую дугу, в частности значения импеданса, итерационно на электрической дуге приближать к оптимуму до тех пор, пока не будет иметь место желательная мощность излучения для по меньшей мере одного электрода.
Более того, можно непосредственно и точно устанавливать желательный набор рабочих параметров, в частности значений импеданса, который точно обеспечивает желательную мощность излучения для по меньшей мере одного электрода, предпочтительно трех электродов.
Другие преимущества следуют из зависимых пунктов формулы изобретения.
В частности, итерационное решение модели позволяет избегать итераций при установке импеданса. После нахождения набора значений импеданса для заданной мощности излучения, она может устанавливаться непосредственно.
Итерационные подстройки установленных значений импеданса отсутствуют, из-за чего улучшается динамика работы электродуговой печи и интервал времени до достижения по возможности оптимального рабочего состояния снижается.
Предпочтительным образом для итерационного определения применяется первая модель для определения мощности излучения из электрических параметров и дополнительно вторая модель, с помощью которой параметры, опосредованно воздействующие на мощность излучения, в частности импеданс, переводятся в электрические параметры, непосредственно воздействующие на мощность излучения, в частности ток электрической дуги и/или сопротивление. Тем самым можно особенно подходящим образом определять электрические параметры, относящиеся к заданной мощности излучения.
Предпочтительным образом вторая модель применяет для упомянутого перевода электрическую эквивалентную схему для электродуговой печи. За счет этого может осуществляться хорошее приближение режима работы электродуговой печи к реальным условиям.
Предпочтительным образом при определении измененного второго набора рабочих параметров учитывается поддержание дополнительных условий, в частности технических ограничений режима работы электродуговой печи. Это приводит к тому, что определяются только рациональные наборы рабочих параметров, то есть наборы рабочих параметров, которые также могут устанавливаться подходящим образом. За счет этого исключаются «академические» результаты, которые ввиду технических особенностей электродуговой печи не могут быть реализованы.
Предпочтительным является, если измененная вторая мощность излучения задается в зависимости от имеющегося на электродуговой печи экранирования электрической дуги. В частности, является предпочтительным, что экранирование электрической дуги контролируется, и при наличии нежелательного экранирования для электрической дуги, например, если экранирование для заданного интервала времени меньше, чем предельное экранирование, первая мощность излучения изменяется на вторую мощность излучения, в частности, таким образом, что термическая нагрузка стенки печи из-за электрической дуги, имеющей пониженное экранирование, уменьшается. Это имеет преимущество, состоящее в том, что уже заблаговременно, то есть заметно раньше того, когда может восприниматься нарастание температуры для охлаждения электрической дуги, можно реагировать на нежелательное состояние в электродуговой печи. Согласно уровню техники такая реакция может следовать только намного позже, в частности только тогда, когда термическая нагрузка привела к повышению температуры и тем самым соответствующие конструктивные узлы уже подвергнуты значительной термической нагрузке. За счет описанного метода является возможным значительно сократить термическую нагрузку на стенку печи, так как не нужно ожидать повышения температуры, чтобы реагировать на это.
Выгодным образом измененная вторая мощность излучения устанавливается в зависимости от имеющегося в электродуговой печи распределения скрапа и/или кусковатости. Тем самым можно, например, максимизировать ввод энергии для того электрода, который, например, горит на массивных, состоящих из больших кусков частях скрапа, чтобы они могли быстрее расплавляться.
Предпочтительным образом электродуговая печь имеет три электрода, с которыми соответственно ассоциирована электрическая дуга, причем при наличии отклонения режима работы для по меньшей мере двух, предпочтительно каждой из трех электрических дуг устанавливается соответствующая измененная вторая мощность излучения, на основе которой определяется второй набор рабочих параметров, для по меньшей мере двух, предпочтительно каждой из трех электрических дуг.
Кроме того, является предпочтительным, если электродуговая печь имеет три электрода, с которыми соответственно ассоциирована электрическая дуга, причем при наличии отклонения режима работы для каждой электрической дуги задается соответствующая измененная вторая мощность излучения и на основе этой второй мощности излучения определяется общий набор рабочих параметров, в частности значения импеданса, так что каждая электрическая дуга достигает установленной мощности излучения.
Предпочтительным образом мощность излучения для трех электрических дуг устанавливается таким образом, что термическая нагрузка электродуговой печи, особенно охлаждающих элементов электродуговой печи, снижается, в частности, минимизируется.
Кроме того, указанная задача решается пунктами 13 и 14 формулы изобретения. Устройство управления и/или регулирования согласно пункту 13 формулы изобретения содержит машиночитаемый программный код, например, в форме модулей, которые побуждают устройство управления и регулирования выполнять этапы способа согласно желательной форме выполнения способа.
Далее поясняется форма выполнения изобретения. Для этого используются следующие чертежи:
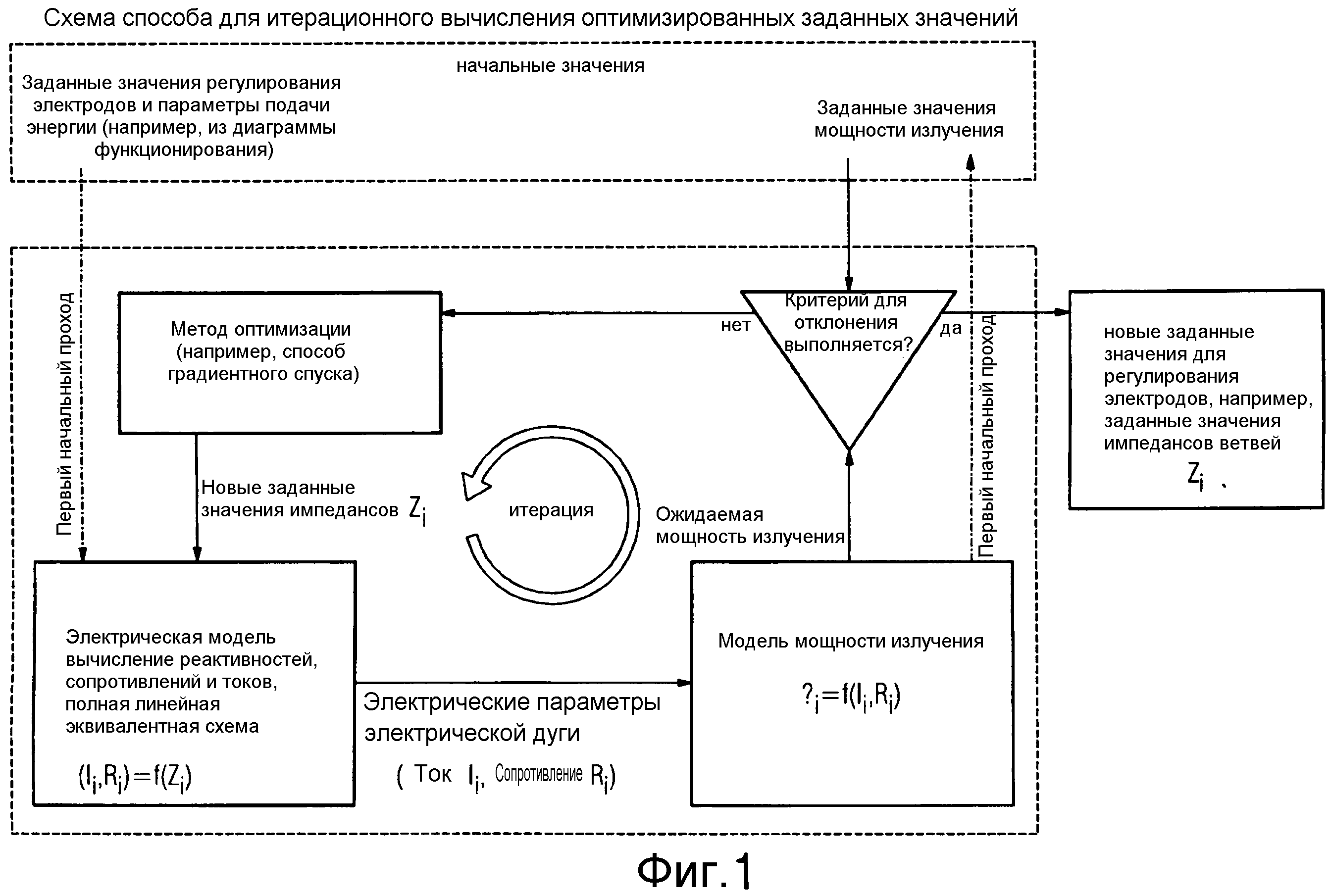
Фиг. 1 - схематичная диаграмма последовательности операций для осуществления формы выполнения способа, соответствующего изобретению,
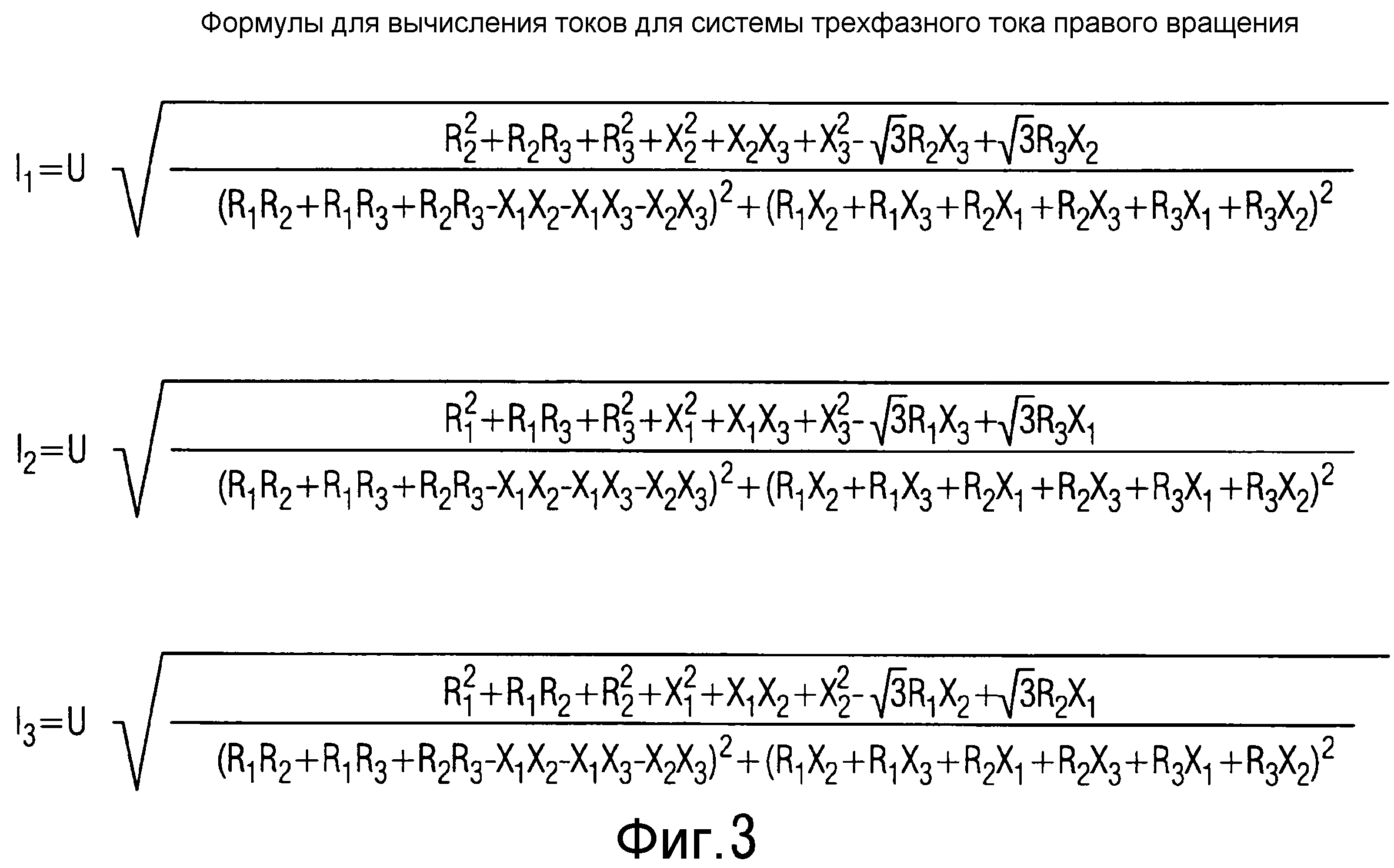
Фиг. 2 - приведенная в качестве примера полная линейная эквивалентная схема для электродуговой печи,
Фиг. 3 - уравнения для вычисления токов электрической дуги для системы трехфазного тока правого вращения,
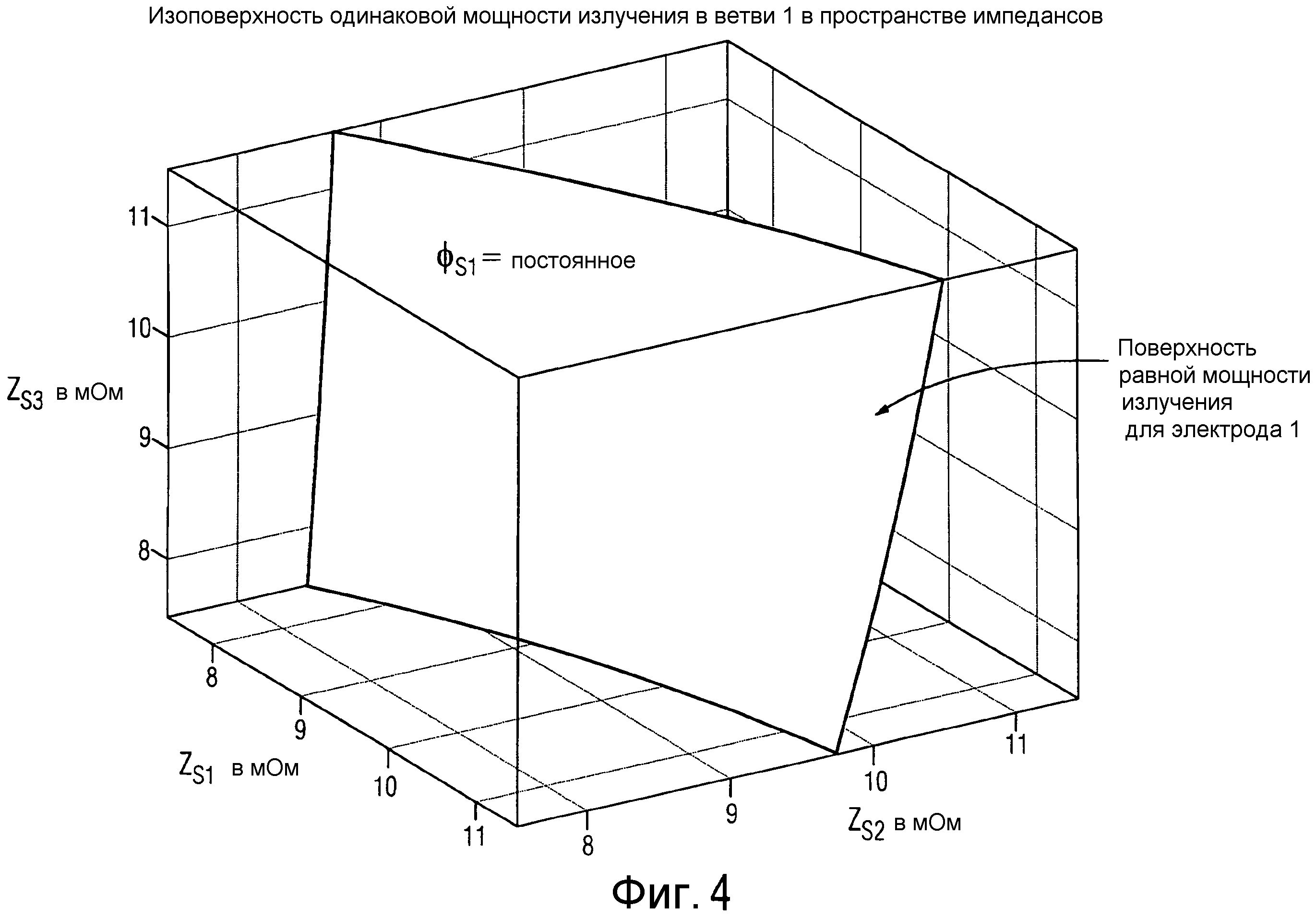
Фиг. 4 - пространство импеданса с поверхностью, причем элементы поверхности постоянно обеспечивают ту же самую постоянную мощность излучения для определенной ветви,
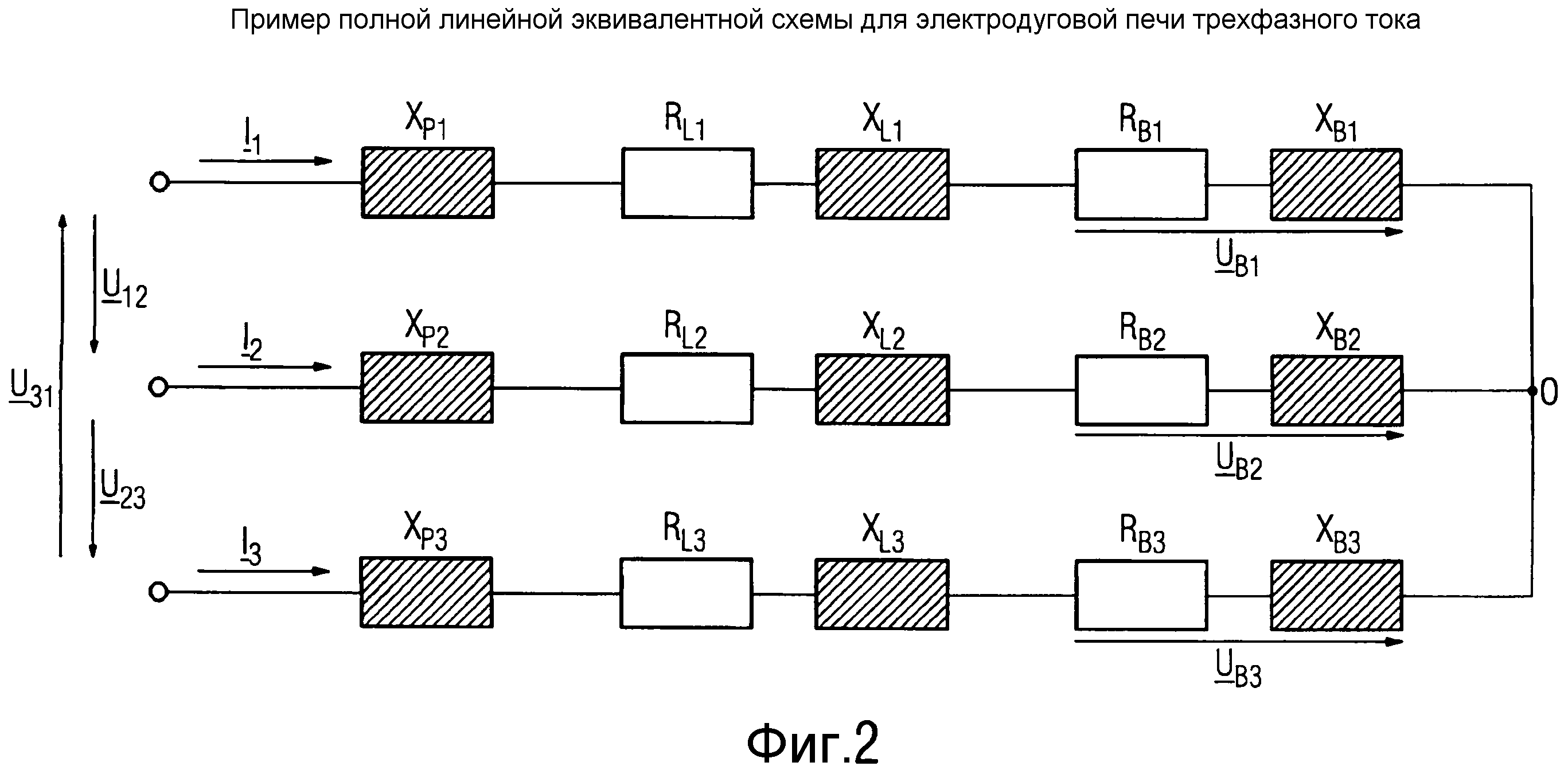
Фиг. 5 - две изоповерхности мощности излучения в пространстве импеданса для двух различных ветвей.
Ввиду недостатков уровня техники существует потребность в методе для оценки или вычисления мощности излучения и особенно мощности излучения электрических дуг в электродуговой печи.
Для этого применяется модель, которая позволяет эту мощность определенным образом распределить в печи. Параметры регулирования, с помощью которых это может достигаться, в принципе представляют собой заданные значения импедансов ветвей или корреспондирующиеся с ними электрические параметры. Для этого случая должен также быть найден метод, каким образом мощность излучения электрических дуг можно целенаправленно и определенно изменять с помощью этих параметров регулирования.
Для вычисления мощности излучения электрической дуги в электродуговой печи могут применяться различные модели.
Предпочтительным является применять модель, которая получена из эмпирических измерений и физических соотношений. Такая модель раскрыта, например, в документе: Dittmer et al., “Modell-theoretische Untersuchungen zur thermischen Strahlungsbelastung in Lichtbogenöfen”, Elektrowärme International 67 (2009), № 4, на стр. 195-199, в уравнении 12 или в расширенной версии в уравнении 14. Соответственно модели мощность излучения может вычисляться при известности тока электрической дуги и сопротивления электрической дуги или напряжения электрической дуги.
(UB - напряжения электрической дуги, I - ток, RB - сопротивление электрической дуги)
Коррекция с учетом спада напряжения и нагнетания ванны:
Вычисление возникающих токов в зависимости от электрических заданных значений выполняется на основе полной линеаризованной эквивалентной схемы электродуговой печи. Она учитывает также элементы на первичной стороне, например дроссель, устройство компенсации реактивной мощности, и, если требуется, импеданс источника питающего напряжения на первичной стороне. На основании эквивалентной схемы можно теперь при заданной трансформаторной и дроссельной ступени для каждой комбинации заданных значений импеданса регулирования электродуговой печи вычислить возникающие для этой рабочей точки токи электрической дуги и сопротивления электрической дуги или напряжения для каждой электрической дуги и тем самым с применением модели мощности излучения (уравнение 1 или 1а) корректные мощности излучения электрических дуг. Методы для вычисления токов и напряжений электрической дуги кратко описаны далее.
Сначала следует вычислить разделение заданных значений ZSi импеданса для каждой ветви i на сопротивление RBi соответствующей электрической дуги. Для этого должна быть известна общая взаимосвязь между RBi и реактивностью электрической дуги XBi. Например, можно использовать соотношение:
со специфическими для печи постоянными коэффициентами a и b. Тем самым можно вычислить относящееся к заданным значениям ZSi импеданса сопротивление RBi электрической дуги с учетом реактивности XLi и сопротивления RLi потерь выводов. В случае приведенного выше соотношения для этого может применяться полином четвертой степени по RBi.
Тем самым известны все электрические параметры вторичной стороны, необходимые для вычисления устанавливаемых токов. При известности реактивностей XPi и сопротивлений RPi первичной стороны можно установить полную линейную эквивалентную схему для соответствующей электродуговой печи трехфазного тока, например, показанной на фиг. 2.
Тем самым для известных напряжений внешних проводников, например U12 между ветвью 1 и 2, вычисляются токи Ii. Зная последовательность фаз системы трехфазного тока, можно вычислить токи, как показано на фиг. 3, для системы с правым вращением. Для наглядного представления при этом реактивности ветви объединены в Xi, а сопротивления - в Ri.
Зная токи, можно далее вычислить эффективное напряжение на электрической дуге UBi.
 .
.
Эквивалентная схема также пригодна неограниченным образом для асимметричного режима, чтобы корректно вычислять электрические параметры.
Предпочтительным образом изобретение применяется, чтобы мощность излучения электрических дуг устанавливать так, чтобы можно было избегать потерь излучения из-за уменьшенного экранирования отдельных электрических дуг и обусловленного этим чрезмерного нагрева панелей охлаждения (горячих точек).
Для этого предоставлен метод вычисления, на который перенесены устанавливаемые заданные значения мощности излучения трех электрических дуг. Это показано на фиг. 1 и пояснено ниже.
Для этого абсолютная мощность излучения относится к величине, соответственно установленной для ветви на диаграмме функционирования. Для вычисления опорных значений  , отнесенных к диаграмме функционирования:
, отнесенных к диаграмме функционирования:  ,
,  ,
,  , нужно однократно выполнить метод соответственно внешним штрих-пунктирным стрелкам на фиг. 1. Изменение мощности излучения электрических дуг осуществляется относительно этого опорного значения. Изменение определяется из регулирования соответственно вычисленным коэффициентам экранирования (регулирующее предписание см. в патентной заявке выше). В принципе справедливо следующее: высокое экранирование: мощность излучения может повышаться; низкое экранирование: мощность излучения должна снижаться.
, нужно однократно выполнить метод соответственно внешним штрих-пунктирным стрелкам на фиг. 1. Изменение мощности излучения электрических дуг осуществляется относительно этого опорного значения. Изменение определяется из регулирования соответственно вычисленным коэффициентам экранирования (регулирующее предписание см. в патентной заявке выше). В принципе справедливо следующее: высокое экранирование: мощность излучения может повышаться; низкое экранирование: мощность излучения должна снижаться.
Заданные значения для мощности излучения получаются из соотношения:
с коэффициентами ki коррекции из принципа регулирования для экранирования (см. вышеупомянутую патентную заявку).
Так как мощность излучения является функцией напряжения и тока электрической дуги, и алгоритм для электрической эквивалентной схемы не может быть инвертирован, эти электрические заданные значения следует определять итерационным способом, как показано на фиг. 1.
Должны находиться заданные значения импеданса или параметры, корреспондирующиеся с импедансами, для которых устанавливается количественно заданная мощность излучения электрической дуги. На фиг. 1 показана итерационная математическая последовательность. Новые измененные заданные значения формируются с помощью стандартного способа автоматизации (например, способа градиентного спуска). Тем самым вычисляются соответствующие токи и напряжения электрической дуги, и в модуле излучения определяются соответствующие мощности излучения  . Критерий для максимально допустимого отклонения между вычисленной мощностью излучения
. Критерий для максимально допустимого отклонения между вычисленной мощностью излучения  и заданным значением мощности излучения
и заданным значением мощности излучения  может, например, устанавливаться через сумму квадратов ошибки. Если сумма квадратов ошибки
может, например, устанавливаться через сумму квадратов ошибки. Если сумма квадратов ошибки 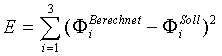 превышает заранее установленное предельное значение, то заданное значение, например импедансов Zi, итерационно настраивается посредством стандартного способа оптимизации, пока не будет выполнено это условие. В этом случае новые найденные значения, например импедансы (Z1, Z2, Z3), выдаются на регулирование электродов. Может ли быть найдено действительное решение этой задачи, зависит при этом от заданных данных в отдельном случае. Это поясняется ниже.
превышает заранее установленное предельное значение, то заданное значение, например импедансов Zi, итерационно настраивается посредством стандартного способа оптимизации, пока не будет выполнено это условие. В этом случае новые найденные значения, например импедансы (Z1, Z2, Z3), выдаются на регулирование электродов. Может ли быть найдено действительное решение этой задачи, зависит при этом от заданных данных в отдельном случае. Это поясняется ниже.
Для регулирования электродов на основе импедансов ветвей электрической дуги трехфазного тока ниже показано, каким образом изобретение может быть выполнено в качестве примера, в частности, графически.
Для показанной трансформаторной и дроссельной ступени посредством заданных значений импеданса в качестве остающихся регулирующих параметров регулирования построено трехмерное пространство. Каждая ось этого пространства охватывается заданным значением импеданса ветви. Для каждой точки в этом пространстве можно теперь количественно вычислить определенную мощность излучения для каждой электрической дуги. Если для электрической дуги задана только количественная мощность излучения, то все точки в трехмерном пространстве импедансов, которые соответствуют этой мощности излучения, могут представляться как изоповерхности одинаковой мощности излучения (см. фиг. 4). При этом ZSi обозначает заданное значение импеданса для ветви I;  - мощность излучения этой ветви. Каждая точка на представленной изоповерхности представляет комбинацию из заданных значений импеданса, которая ведет к одинаковой мощности излучения электрической дуги в рассматриваемой ветви (здесь ветви 1).
- мощность излучения этой ветви. Каждая точка на представленной изоповерхности представляет комбинацию из заданных значений импеданса, которая ведет к одинаковой мощности излучения электрической дуги в рассматриваемой ветви (здесь ветви 1).
Теперь для каждой отдельной ветви задается количественная относительная мощность излучения. Количество сечений соответствующих изоповерхностей соответствует ассоциированной, искомой комбинации заданных значений импеданса. Например, на фиг. 5 показано трехмерное пространство импеданса, в котором заданы изоповерхности мощностей излучения ветви 1 (например,  = 110%) и ветви 3 (например,
= 110%) и ветви 3 (например,  =90%). Секущая этих изоповерхностей соответствует точно комбинациям заданных значений импеданса, для которых достигаются заданные количественные мощности излучения. Область значений относительной мощности излучения ветви 2 на секущей изоповерхностей лежит между 108% и 114% первоначальной мощности излучения. Посредством вычисления третьей изоповерхности мощности излучения для ветви 2, например, при
=90%). Секущая этих изоповерхностей соответствует точно комбинациям заданных значений импеданса, для которых достигаются заданные количественные мощности излучения. Область значений относительной мощности излучения ветви 2 на секущей изоповерхностей лежит между 108% и 114% первоначальной мощности излучения. Посредством вычисления третьей изоповерхности мощности излучения для ветви 2, например, при  = 110% получают при практически релевантных конфигурациях точно точку пересечения. В случае реализуемых заданных данных для мощности излучения точка пересечения плоскостей (Z1, Z2, Z3) лежит в допустимой рабочей области электродуговой печи. Соответствующие мощности излучения точно совпадают с заданными мощностями излучения трех ветвей.
= 110% получают при практически релевантных конфигурациях точно точку пересечения. В случае реализуемых заданных данных для мощности излучения точка пересечения плоскостей (Z1, Z2, Z3) лежит в допустимой рабочей области электродуговой печи. Соответствующие мощности излучения точно совпадают с заданными мощностями излучения трех ветвей.
Следует обратить внимание, что множество сечений изоповерхностей (= точке импеданса (Z1, Z2, Z3)) не должно обязательно лежать в допустимой области заданных значений импеданса, которая фактически пригодна для предписанных данных для регулирования. Нижняя граница задается номинальным током печного трансформатора или вторичными импедансами выводов. Верхняя граница, напротив, задается ограничением длины электрических дуг, мощностью излучения или стабильностью электрических дуг. Если множество сечений изоповерхностей лежит вне этих ограничений, заданные мощности излучения не пригодны для реального режима работы печи. Тогда применяется по возможности оптимальное решение (Z1, Z2, Z3) внутри допустимой области, которое максимально приближается к требуемым мощностям излучения и при этом учитывает технические ограничения. В качестве соответствующего критерия качества может применяться, например, сумма квадратов ошибки.
В противоположность известным способам в соответствии с изобретением задается количественная мощность излучения для каждой электрической дуги, и затем на этой основе корректно вычисляются электрические заданные значения для регулирования электродов. Приведенный выше метод вычисления неявно предусматривает вычисление изоповерхностей мощности излучения электрических дуг в зависимости от регулирующих параметров и с помощью итерационного способа оптимизации получение электрических заданных значений таким образом, чтобы точно достигалось задаваемое распределение мощностей излучения в трех электрических дугах.
Благодаря этому электродуговые печи могут работать с минимальными потерями излучения, энергию оптимальным образом распределять на электрические дуги и расплавляемый материал расплавлять по возможности равномерно и быстро. Это обеспечивает существенный выигрыш в производительности и сбережение средств производства.
Способ и устройство для отделения диоксида углерода от отходящего газа работающей на ископаемом топливе электростанции
Способ проверки функционирования вакуумного выключателя тягового выпрямителя тока
Устройство и способ для формирования, накопления и передачи электрической энергии
Головная часть для образования лобовой стороны транспортного средства, по меньшей мере, с одним энергопоглощающим элементом
Печной агрегат
Электрическая машина с повышенной степенью защиты с улучшенным охлаждением ротора
Корпусная насадка для электрической машины со степенью защиты ip 24w
Система, снабженная электрической машиной, а также способ эксплуатации электрической машины
Рельсовое транспортное средство, которое в качестве приводного двигателя снабжено синхронным двигателем, возбуждаемым постоянными магнитами
Осевая турбомашина с малыми потерями через зазоры
Способ изготовления вихревой распылительной форсунки для распыления жидкого топлива
Устройство для опрокидывания металлургического плавильного сосуда, металлургическая плавильная система и способ с применением такой плавильной системы
Направляющая или рабочая лопатка для осевого компрессора
Селективный детектор монооксида углерода
Способ для определения и оценки индикации вихревых токов, в частности трещин, в испытываемом объекте из электропроводного материала
Улавливающий подшипник для улавливания роторного вала машины
Способ и устройство для распознавания состояния исследуемой создающей шумы машины
Способ управления при резервировании многофазного выпрямителя переменного тока с распределенными накопителями энергии
Непрерывный прокатный стан с введением и/или выведением прокатных клетей в процессе функционирования
Способ определения меры кусковатости твердого материала в электродуговой печи, электродуговая печь, устройство обработки сигнала, а также программный код и носитель данных

