Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОПРОКИДЫВАНИЯ МЕТАЛЛУРГИЧЕСКОГО ПЛАВИЛЬНОГО СОСУДА, МЕТАЛЛУРГИЧЕСКАЯ ПЛАВИЛЬНАЯ СИСТЕМА И СПОСОБ С ПРИМЕНЕНИЕМ ТАКОЙ ПЛАВИЛЬНОЙ СИСТЕМЫ
Вид РИД
Изобретение
Изобретение относится к устройству для опрокидывания металлургического плавильного сосуда электродуговой печи, при этом устройство содержит опрокидываемую рабочую площадку печи, которая имеет отверстие для размещения металлургического сосуда и которая имеет дополнительно привод для опрокидывания рабочей площадки печи в виде по меньшей мере одного подъемного цилиндра. Кроме того, изобретение относится к металлургической плавильной системе, содержащей электродуговую печь и такое устройство. Наконец, изобретение относится к способу изготовления, с одной стороны, нержавеющей стали и, с другой стороны, углеродистой стали с помощью такой металлургической плавильной системы.
При изготовлении нержавеющей стали и углеродистой стали используются, как правило, имеющие различную конструкцию металлургические плавильные системы, которые различаются, в частности, относительно применяемой техники выпуска и опустошения, геометрии плавильных сосудов и возможностей добавления легирующих добавок. Так, для изготовления нержавеющих сталей обычно используется электродуговая печь, которая имеет плавильный сосуд, который обеспечивает возможность выпуска из сливного носка и при выпуске требует угол поворота примерно 40°. В противоположность этому, для изготовления углеродистой стали обычно используется электродуговая печь, которая имеет плавильный сосуд, который обеспечивает возможность выпуска из дна и требует при выпуске угол поворота примерно 20°.
Опустошение плавильного сосуда электродуговой печи осуществляется, как правило, посредством опрокидывания плавильного сосуда с помощью шарниров или качалок, например, в виде роликовых качалок, качалок качения или т.п. На основании различных требуемых углов опрокидывания при изготовлении нержавеющей стали и углеродистой стали, обычно различно выполняются также конструктивные элементы для опрокидывания плавильного сосуда.
В DE 295 80 394 U 1 приведено описание электродуговой печи указанного в начале вида для изготовления стали, которая имеет вставленный в отверстие рабочей площадки печи плавильный сосуд. Плавильный сосуд имеет выпускное отверстие для выполнения донного выпуска. При этом плавильный сосуд и рабочая площадка печи расположены с возможностью опрокидывания с помощью подъемного цилиндра. На основании конфигурации плавильного сосуда для выполнения донного выпуска эта электродуговая печь особенно пригодна для изготовления углеродистой стали.
В DE 102 27 239 А1 раскрыта электродуговая печь для изготовления нержавеющей стали, которая имеет металлургический плавильный сосуд, который пригоден для выпуска через носок и расположен с возможностью опрокидывания на опрокидываемых качалках. В качестве привода для опрокидывания плавильного сосуда имеется цилиндропоршневой блок. Кроме того, имеется блокировочное приспособление в виде кулачка, который ограничивает угол опрокидывания плавильного сосуда в обоих имеющихся направлениях опрокидывания.
Для рационального изготовления нержавеющей стали и углеродистой стали уже используются металлургические плавильные устройства, которые обеспечивают возможность изготовления обоих сортов стали.
Для этого в DE 195 45 831 А1 раскрыта электродуговая печь с двумя корпусами, которая имеет для изготовления углеродистой стали первый плавильный сосуд с донным выпуском и для изготовления нержавеющей стали расположенный рядом плавильный сосуд с выпускным желобом, соответственно, выпускным отверстием для выпуска через носок, при этом систему электродов можно попеременно поворачивать в плавильные сосуды.
Задачей изобретения является создание другой возможности для рационального изготовления нержавеющей стали и углеродистой стали.
Задача решена с помощью устройства для опрокидывания металлургического плавильного сосуда электродуговой печи, которое содержит опрокидываемую рабочую площадку печи, которая имеет отверстие для размещения плавильного сосуда, которое дополнительно имеет привод для опрокидывания рабочей площадки печи, содержащий по меньшей мере один шарнирно соединенный с рабочей площадкой печи подъемный цилиндр, и которое содержит дополнительно блокировочное приспособление для фиксации угла опрокидывания рабочей площадки печи, при этом рабочая площадка печи выполнена так, что обеспечивается возможность введения в отверстие по меньшей мере двух различных видов плавильных сосудов, которые различаются относительно расположения их выпускных отверстий и подлежащего установке при выпуске максимального угла опрокидывания, и при этом обеспечивается возможность фиксации соответствующего максимального угла опрокидывания по меньшей мере для каждого из двух видов плавильных сосудов с помощью по меньшей мере одного блокировочного приспособления.
Кроме того, задача решена с помощью металлургической плавильной системы, содержащей электродуговую печь и устройство, согласно изобретению, при этом электродуговая печь предназначена для работы попеременно с первым плавильным сосудом, который имеет выпускное отверстие для выполнения выпуска с носка, и равным по размерам вторым плавильным сосудом, который имеет выпускное отверстие для выполнения донного выпуска.
Наконец, задача решена с помощью способа изготовления, с одной стороны, нержавеющей стали и, с другой стороны, углеродистой стали с помощью металлургической плавильной системы, согласно изобретению, который имеет следующие стадии:
а) введения первого плавильного сосуда в отверстие устройства;
b) загрузки первого загружаемого материала в первый плавильный сосуд и плавления первого загруженного материала с образованием первого расплава из нержавеющей стали;
с) выпуска первого расплава, при этом рабочую площадку печи опрокидывают до максимального первого угла опрокидывания, который лежит в диапазоне от 20 до 40°;
d) замены первого плавильного сосуда вторым плавильным сосудом;
е) загрузки второго загружаемого материала во второй плавильный сосуд и плавления второго загруженного материала с образованием второго расплава из углеродистой стали; и
f) выпуска второго расплава, при этом рабочую площадку печи опрокидывают до максимального второго угла опрокидывания, который составляет максимально 20°.
Устройство, согласно изобретению, обеспечивает возможность изготовления различных сортов стали с помощью электродуговой печи, которая работает с плавильными сосудами различного вида. При этом рабочая площадка печи обеспечивает возможность замены плавильных сосудов электродуговой печи, при этом остальные конструктивные элементы электродуговой печи, такие как, например, электродная система и т.д., остаются теми же. За счет этого значительно понижаются инвестиционные расходы по сравнению с отдельными друг от друга металлургическими плавильными системами для изготовления различных сортов стали, в частности, нержавеющей стали и углеродистой стали.
Металлургическая плавильная система, согласно изобретению, которая образована с применением такого устройства, обеспечивает возможность особенно гибкого использования и экономичной работы относительно качества стали, которую можно получать с ее помощью. Потребность в месте для такой плавильной системы сильно сокращается по сравнению с потребностью в месте нескольких плавильных систем, с помощью каждой из которых можно производить лишь один сорт стали. Поскольку с помощью устройства можно использовать лишь одну единственную плавильную систему вместо двух отдельных и имеющих различную конструкцию плавильных систем, то дополнительно уменьшается стоимость необходимого технического обслуживания, запасных частей и складирования запасных частей.
С помощью способа, согласно изобретению, который обеспечивает возможность изготовления нержавеющей стали и углеродистой стали с применением такой металлургической плавильной системы, можно быстро, гибко и экономично осуществлять смену производства нержавеющей стали на производство углеродистой стали или наоборот.
Для устройства предпочтительно, когда обеспечивается возможность введения в отверстие рабочей площадки печи попеременно первого плавильного сосуда с выпускным отверстием для выполнения выпуска из носка и равного по размерам второго плавильного сосуда с выпускным отверстием для выполнения донного выпуска. При этом под понятием «равного по размерам» понимается, что наружные размеры плавильных сосудов, такие как их окружность, высота, кривизна дна и т.д., выполнены одинаковыми. Лишь расположение выпускного отверстия и его конкретное выполнение являются различными.
Рабочая площадка печи устройства предпочтительно опирается с возможностью опрокидывания на две параллельно расположенные качалки, соответственно, щеки качалки. При этом это может быть в принципе качалка любого вида, такая как, например, роликовая качалка, качалка качения и т.п. В качестве альтернативного решения, вместо качалки можно использовать также поворотный или опрокидывающий механизм.
В частности, рабочая площадка печи имеет разделенную отверстием на две части платформу с передней стороной и задней стороной, при этом обе части платформы механически соединены друг с другом с помощью по меньшей мере одной поперечной балки, которая предназначена для опоры дна соответствующего подлежащего введению плавильного сосуда. По меньшей мере одна поперечная балка придает рабочей площадке печи высокую стабильность и торсионную прочность.
Платформа обеспечивает, в частности, непосредственный доступ обслуживающему персоналу к электродуговой печи.
Предпочтительно, обе части платформы соединены друг с другом дополнительно с помощью расположенной параллельно задней стороне платформы соединительной балки. Соединительная балка дополнительно повышает стабильность рабочей площадки печи. Находящаяся над соединительной балкой выемка в платформе служит для размещения носка плавильного сосуда для выпуска через носок. При этом соединительная балка может поддерживать носок на его нижней стороне.
Кроме того, предпочтительно, когда обе части платформы в зоне передней стороны платформы перекрыты с помощью съемной рабочей площадки. Рабочая площадка позволяет обслуживающему персоналу переходить с одной части платформы на другую часть. При смене плавильного сосуда можно удалять рабочую площадку, чтобы не создавать помех процессу замены. При этом рабочую площадку применяют, в частности, при производстве углеродистой стали. При изготовлении нержавеющей стали рабочую площадку удаляют полностью или по меньшей мере тогда, когда выполняют выпуск через носок. За счет этого не создается со стороны рабочей площадки помех опрокидыванию плавильного сосуда с носком.
В частности, рабочая площадка выполнена с возможностью насаживания сверху на платформу. Это обеспечивает возможность быстрой и несложной установки, соответственно, удаления рабочей площадки.
Предпочтительно, когда на рабочей площадке расположен спускной желоб. Через него можно вручную или автоматически вводить в плавильный сосуд легирующие добавки. Предпочтительно, спускной желоб содержит воронку и шахту для сбрасывания, которая входит в отверстие для подачи добавок плавильного сосуда.
Привод для опрокидывания рабочей площадки печи содержит, в частности, по меньшей мере один шарнирно соединенный с рабочей площадкой печи подъемный цилиндр. С помощью его можно устанавливать различные положительные и отрицательные углы опрокидывания в направлении опрокидывания к передней или задней стороне платформы. По меньшей мере один подъемный цилиндр является, в частности, гидравлическим цилиндром. Такой подъемный цилиндр на своем противоположном рабочей площадке печи стороне выполнен с возможностью, в частности, шарнирного соединения с фундаментом.
По меньшей мере одно блокировочное приспособление предпочтительно образовано переставляемым по высоте пуансоном, предназначенным для фиксации рабочей площадки печи. При этом положение пуансона задает максимальный угол опрокидывания применяемого плавильного сосуда. За счет этого предотвращается непреднамеренное опрокидывание плавильного сосуда за желаемый или же допустимый угол опрокидывания.
Металлургическая плавильная система предпочтительно имеет по меньшей мере одно транспортировочное приспособление, с помощью которого осуществляется замена первого плавильного сосуда и второго плавильного сосуда. Такое транспортировочное приспособление предназначено, в частности, для поднимания плавильного сосуда относительно рабочей площадки печи, опускания и перевода в такое положение, в котором возможно введение соответствующего плавильного сосуда в отверстие рабочей площадки печи. При этом оно предпочтительно является краном, в частности, потолочным краном или портальным краном.
В способе, в частности, перед стадией d) и/или после стадии f) осуществляют возврат рабочей площадки печи в горизонтальное положение. Это упрощает смену плавильных сосудов и их позиционирование на рабочей площадке печи, в частности, с помощью крана.
В стадии а) способа выполняют введение первого плавильного сосуда в отверстие устройства предпочтительно так, что выпускное отверстие для выпуска через носок направлено к задней стороне платформы.
Рабочую площадку располагают на платформе предпочтительно после стадии d). При выполнении выпуска через носок рабочая площадка создает помехи.
После стадии f) рабочую площадку снова удаляют, второй плавильный сосуд заменяют первым плавильным сосудом и повторяют стадии b)-f). Таким образом, может быть реализована постоянная или по меньшей мере временная смена между производством нержавеющей стали и углеродистой стали. Замену плавильных сосудов выполняют, в частности, с помощью по меньшей мере одного транспортировочного приспособления.
На фиг. 1-12 показаны примеры выполнения устройства, подходящие для этого плавильные сосуды и снабженная ими металлургическая плавильная система:
фиг. 1 - устройство, в изометрической проекции;
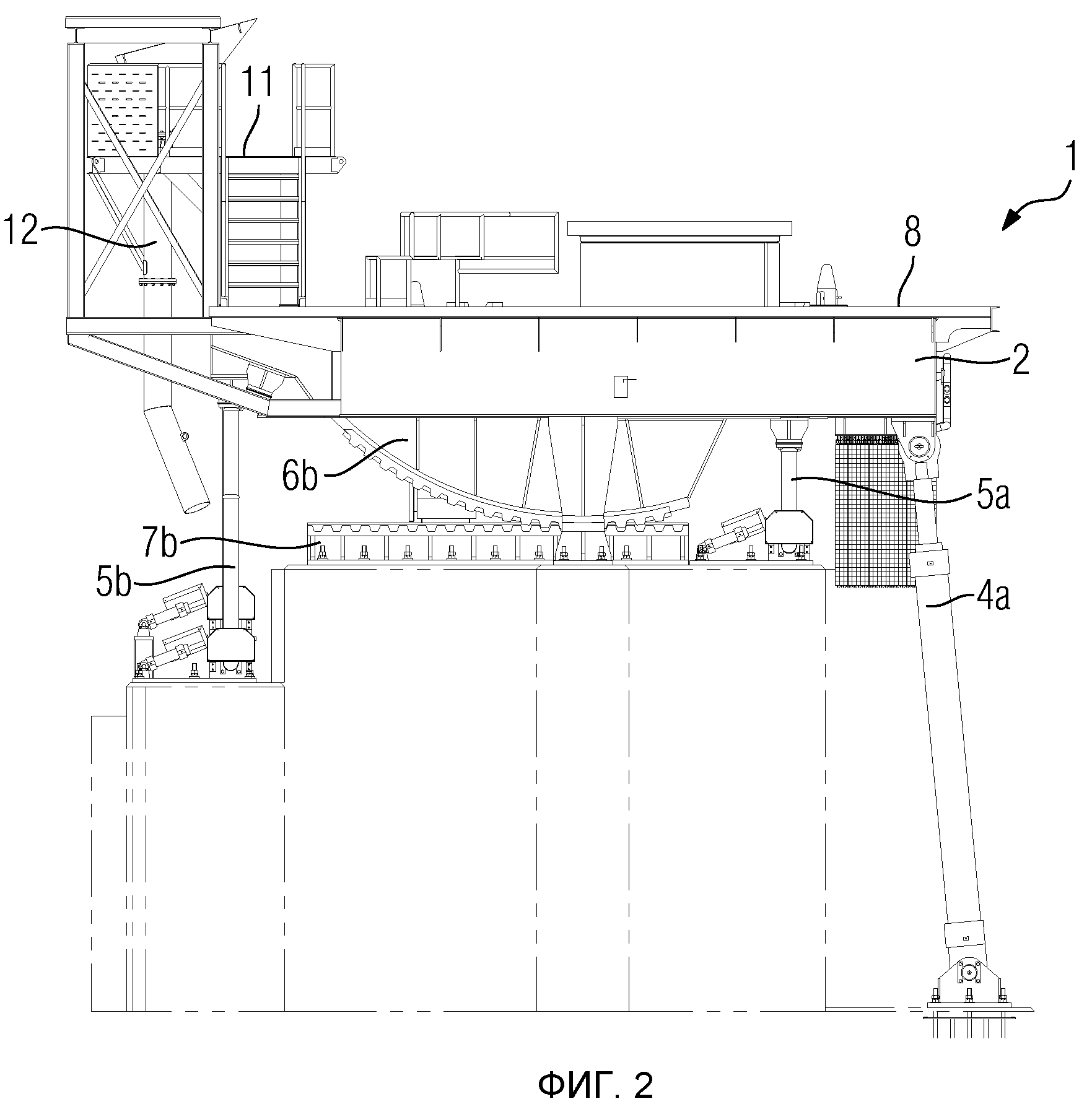
фиг. 2 - устройство, согласно фиг. 1, на виде сбоку;
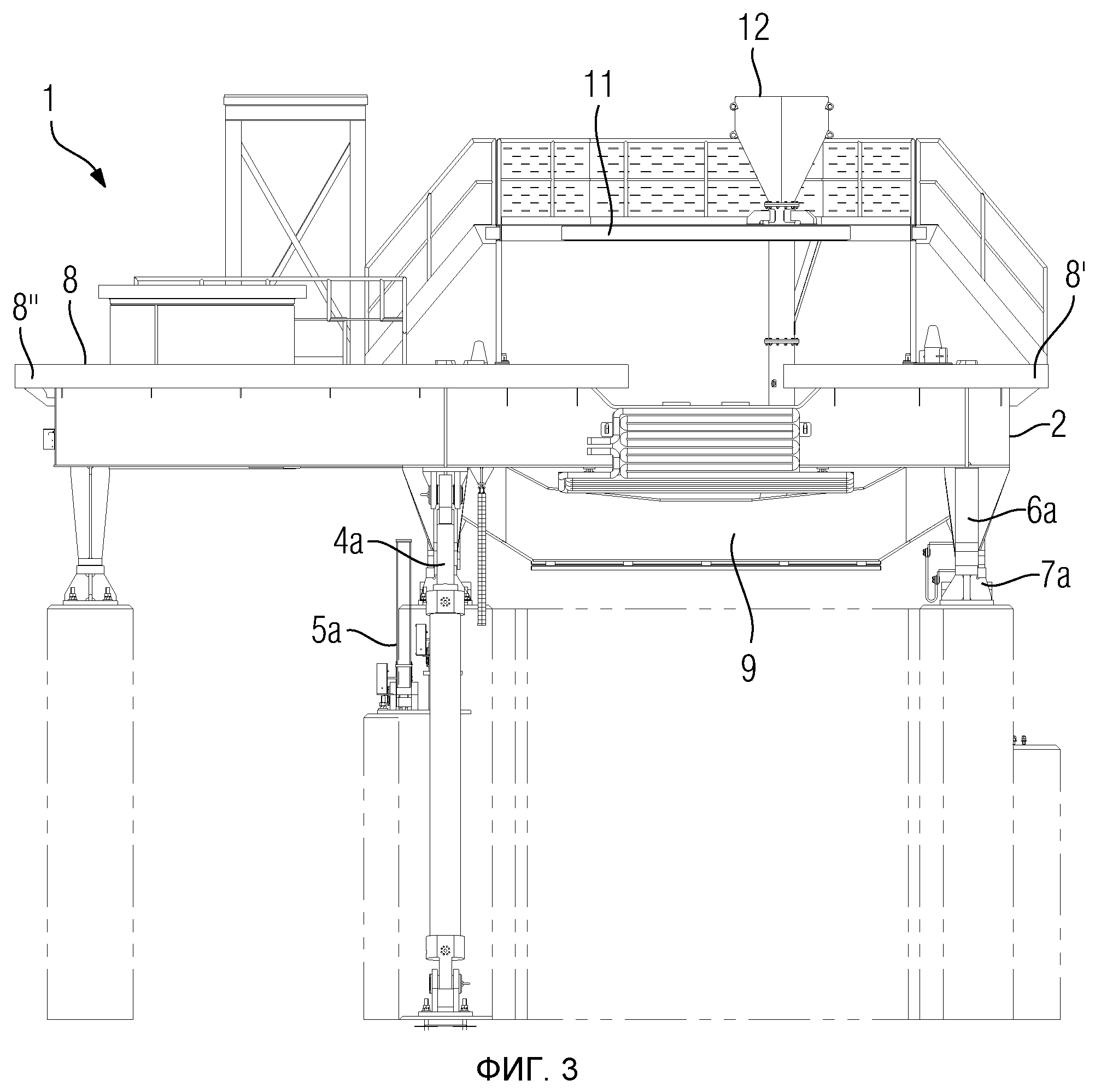
фиг. 3 - устройство, согласно фиг. 1, на виде сзади;
фиг. 4 - устройство, согласно фиг. 1, на виде сверху;
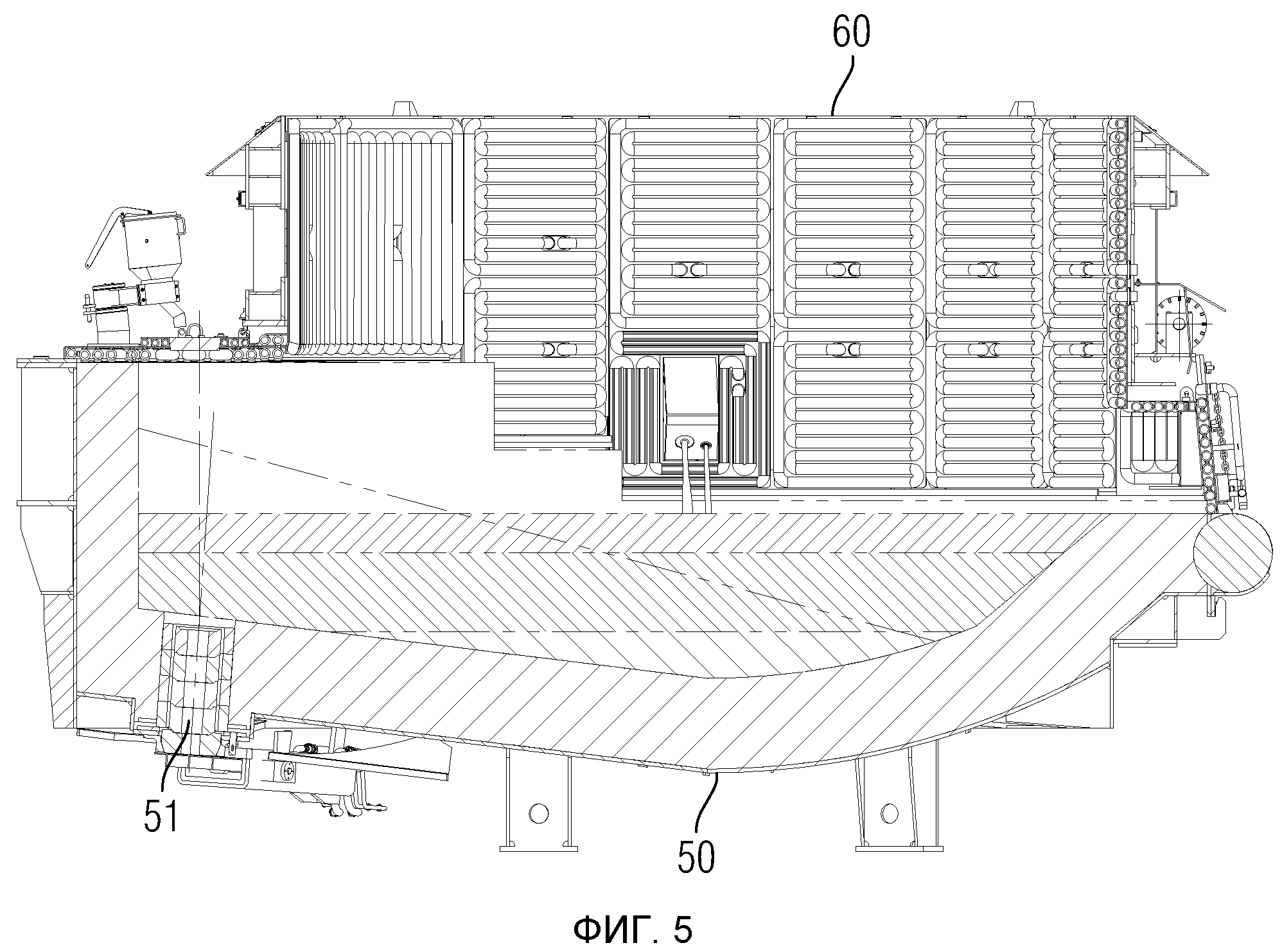
фиг. 5 - разрез плавильного сосуда с донным выпуском;
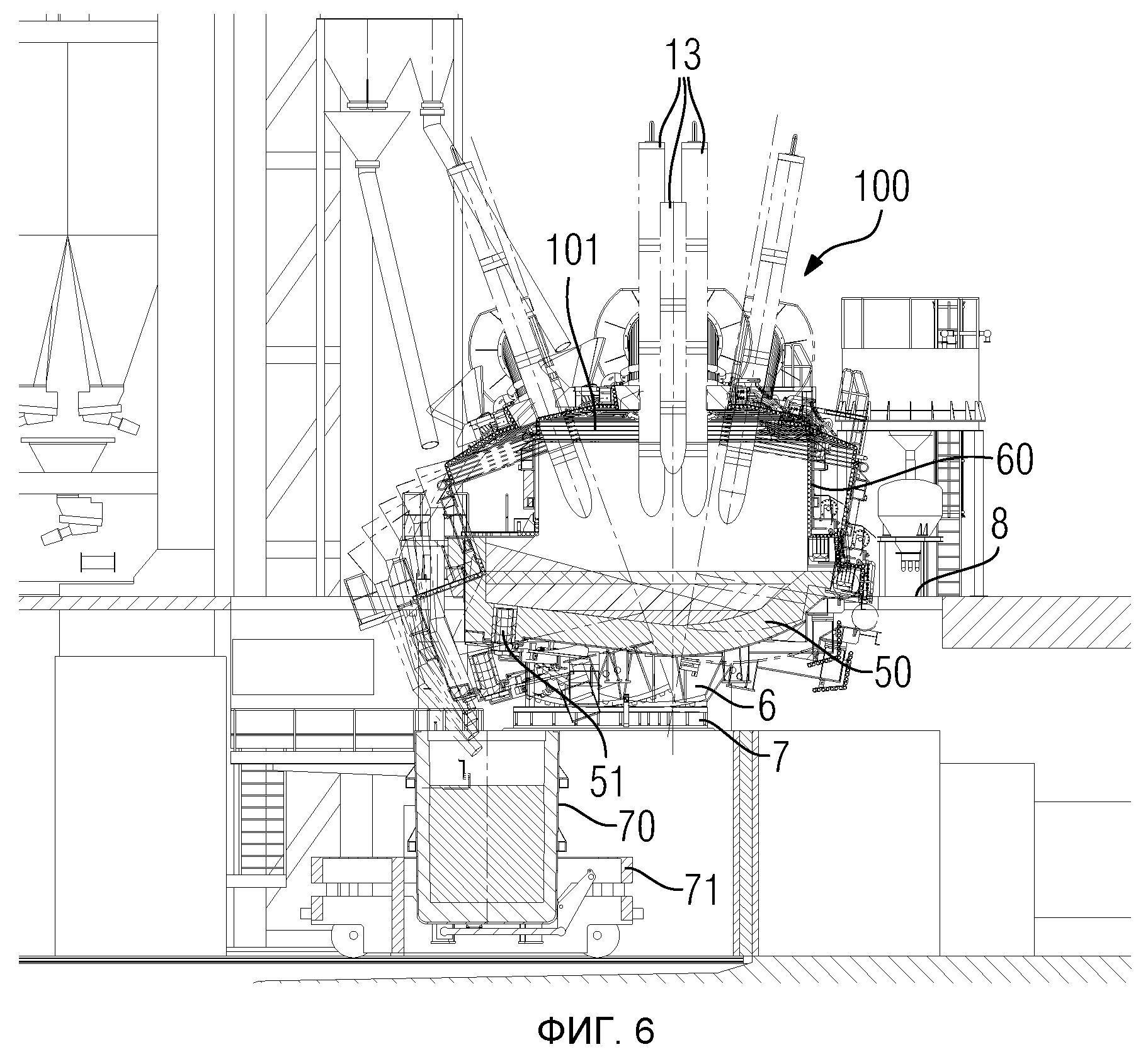
фиг. 6 - разрез металлургической плавильной системы с плавильным сосудом, согласно фиг. 5;
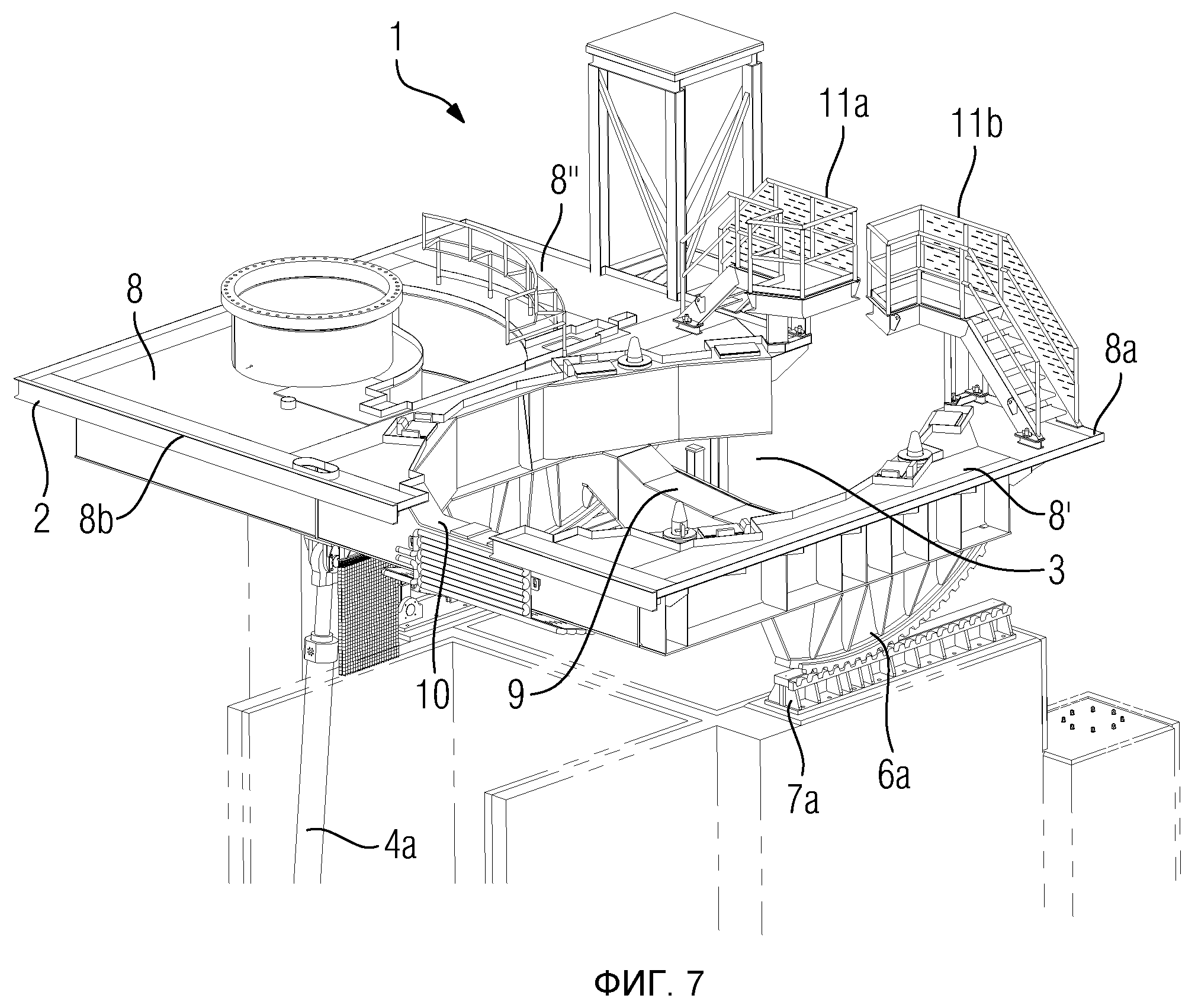
фиг. 7 - другое устройство, в изометрической проекции;
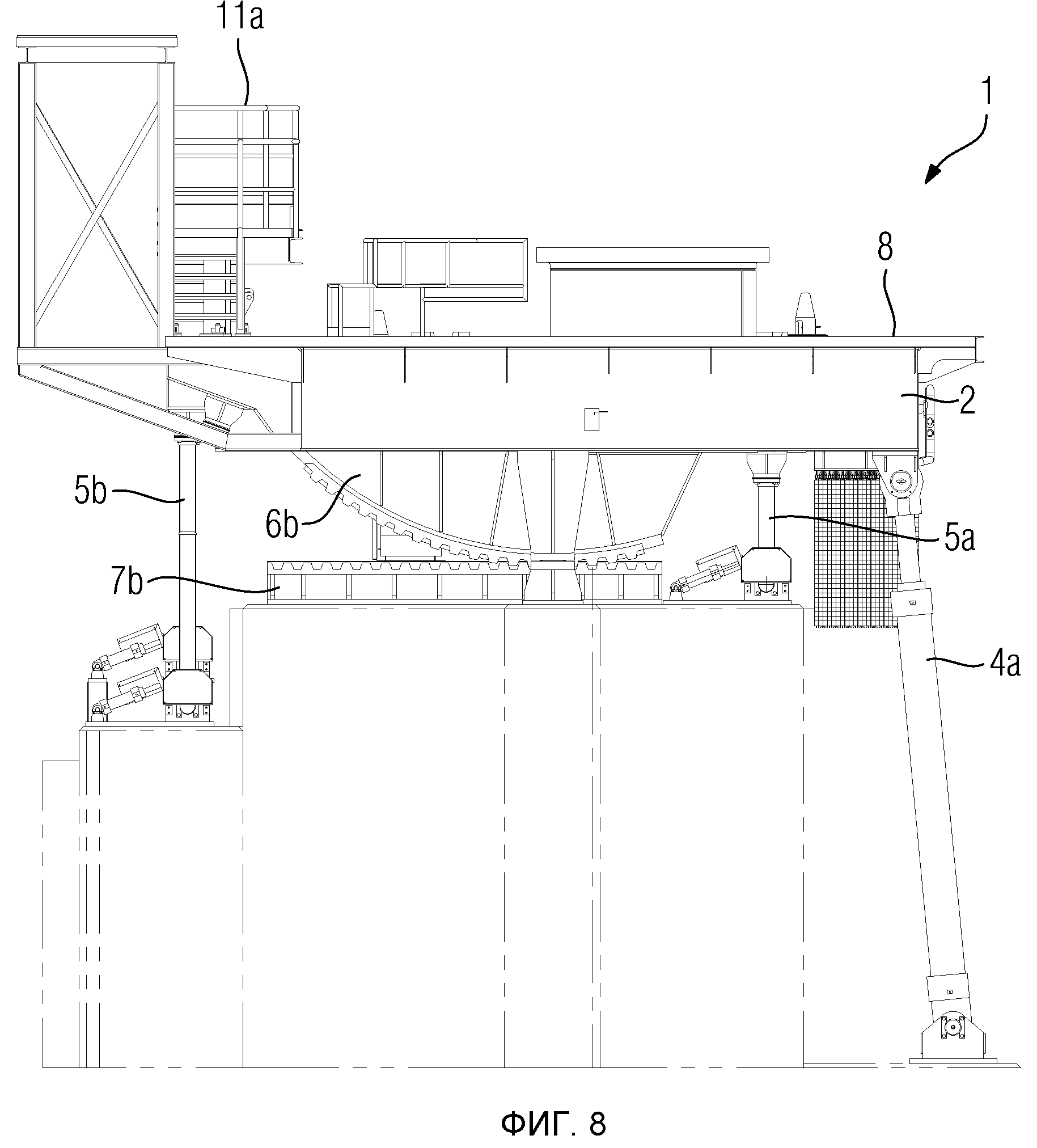
фиг. 8 - другое устройство, согласно фиг. 7, на виде сбоку;
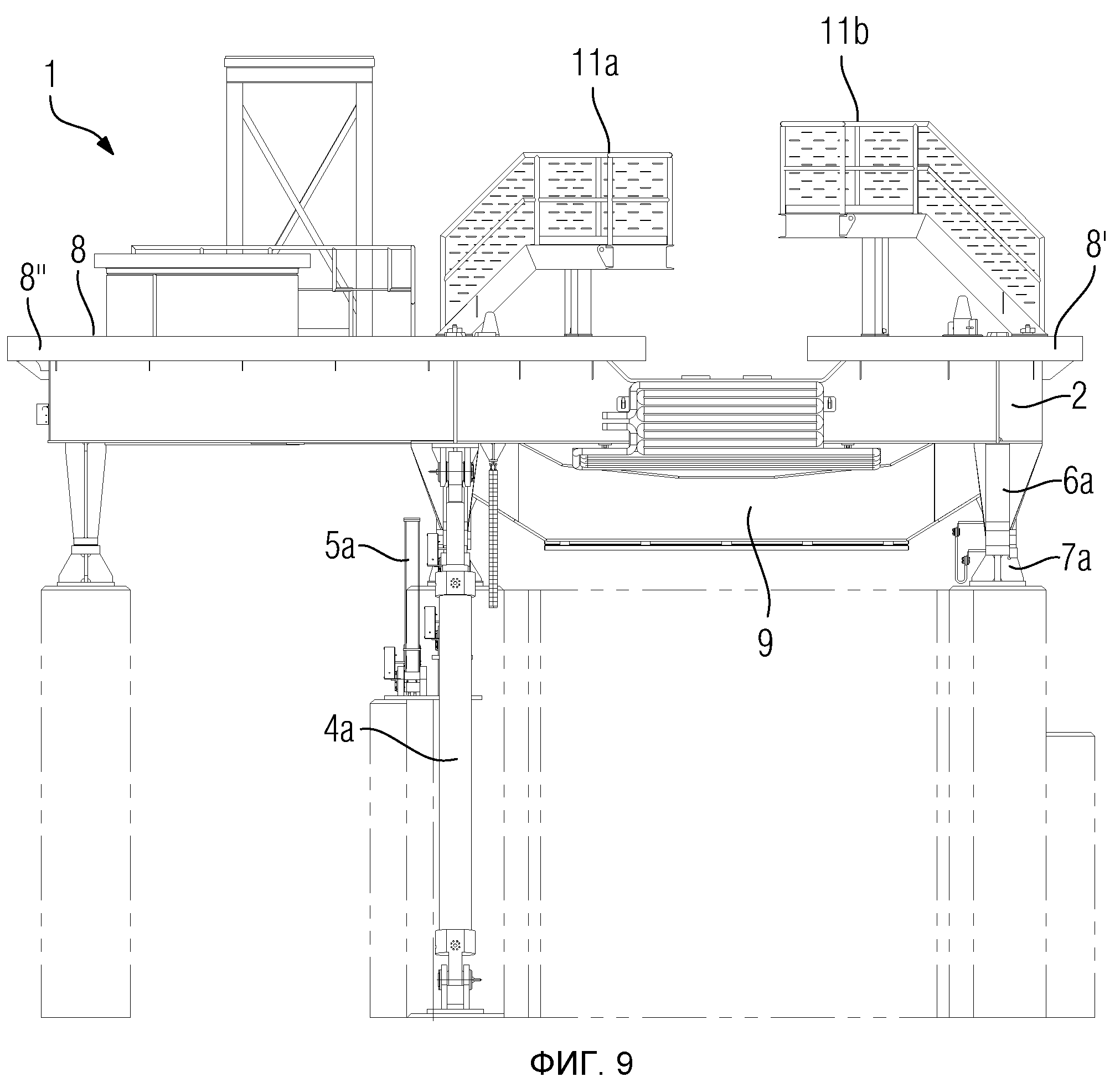
фиг. 9 - другое устройство, согласно фиг. 7, на виде сзади;
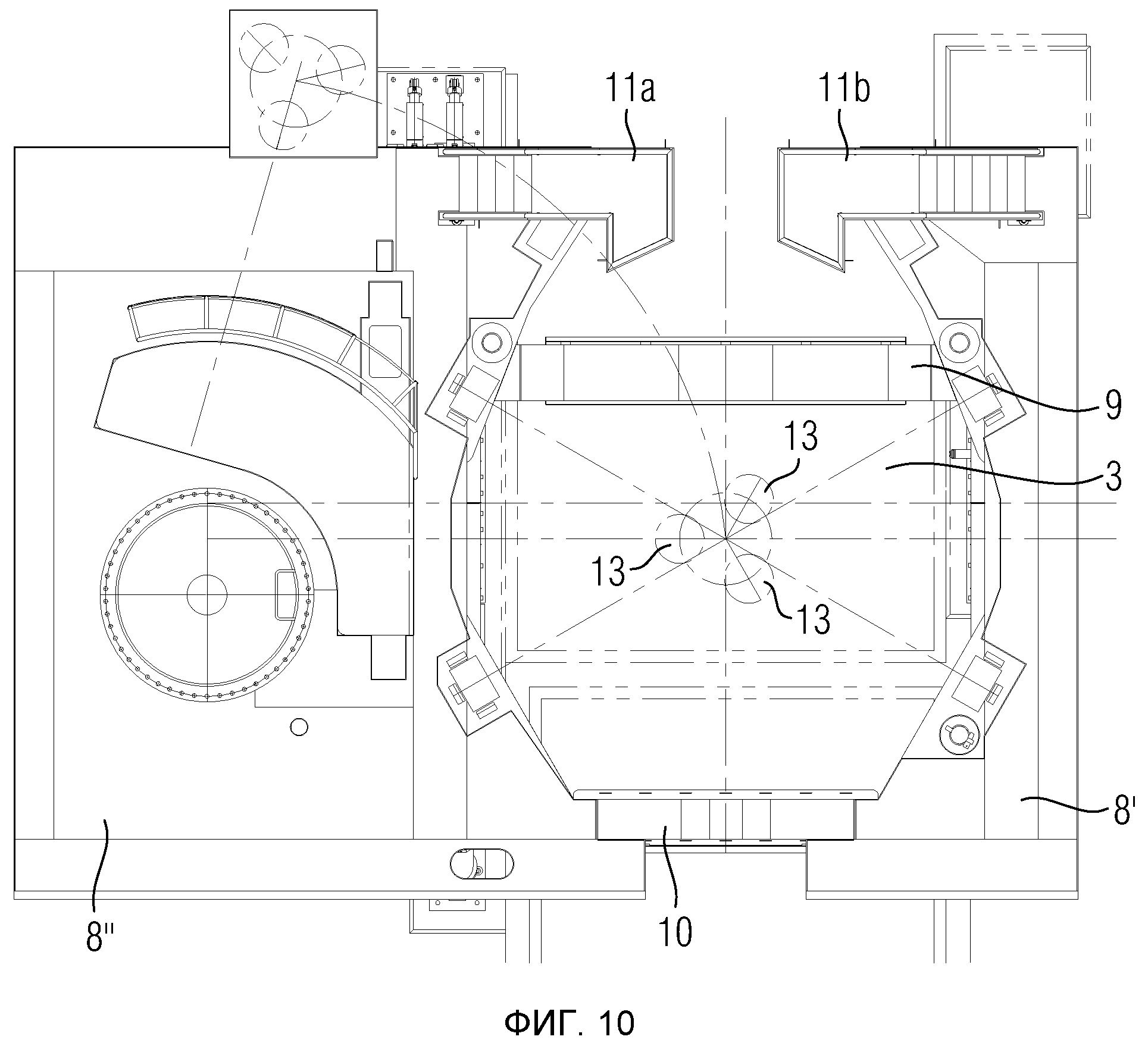
фиг. 10 - другое устройство, согласно фиг. 7, на виде сверху;
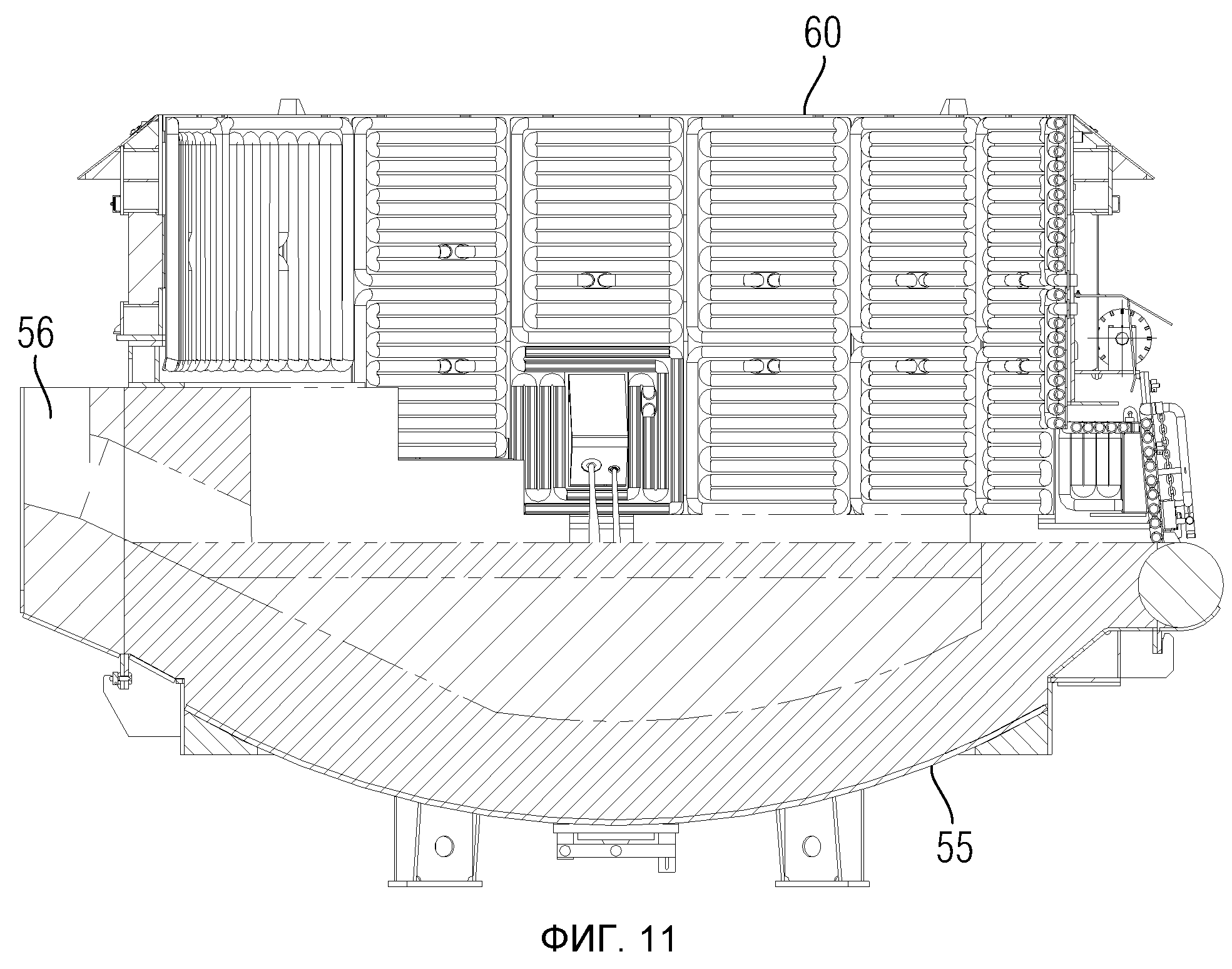
фиг. 11 - разрез другого плавильного сосуда с выпуском через носок;
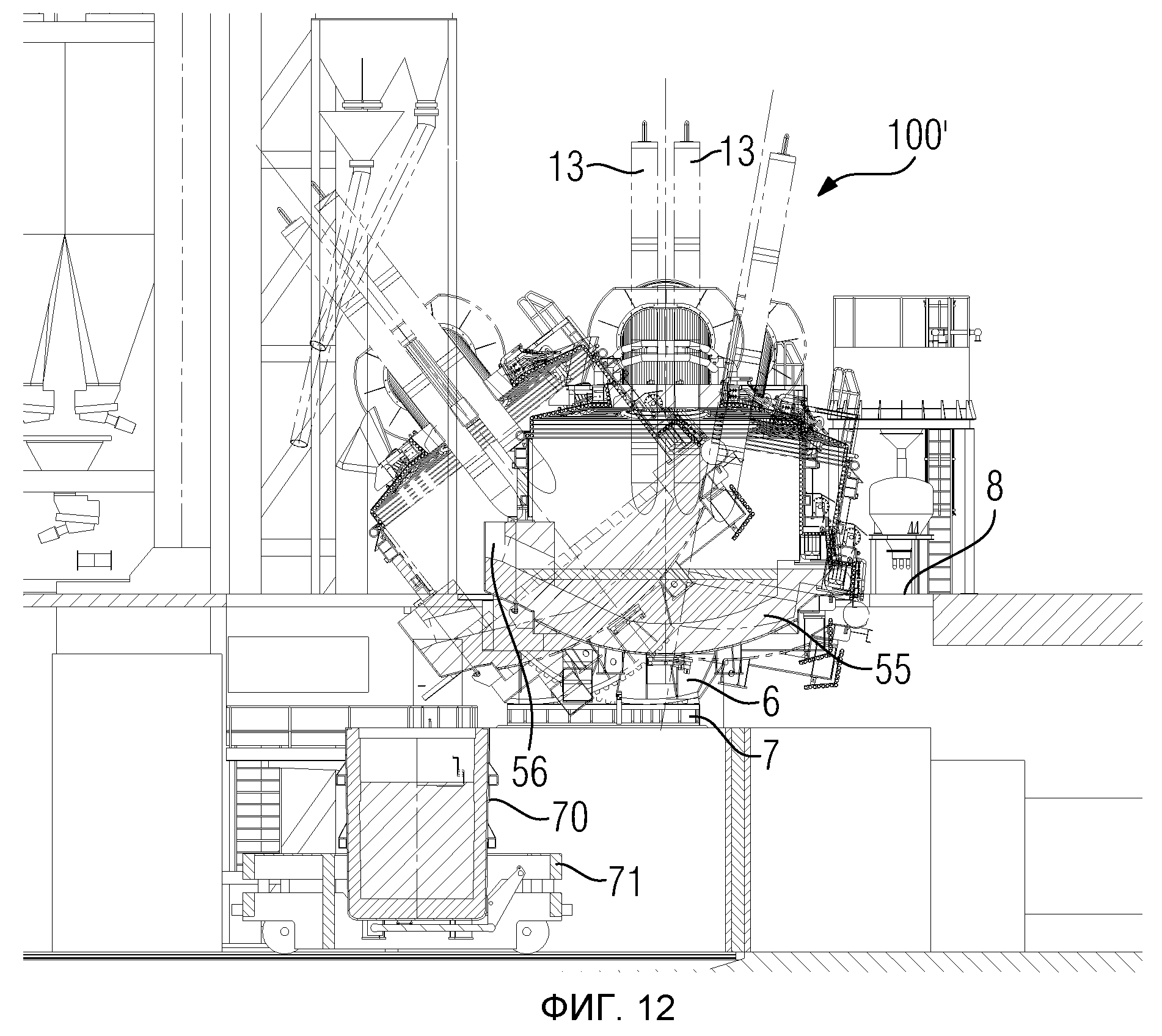
фиг. 12 - разрез другой металлургической плавильной системы с плавильным сосудом, согласно фиг. 11.
На фиг. 1 показано в изометрической проекции устройство 1 для опрокидывания металлургического плавильного сосуда электродуговой печи, которое содержит рабочую площадку 2 печи, которая имеет отверстие 3 для размещения плавильного сосуда. Устройство 1 имеет дополнительно привод для опрокидывания рабочей площадки 2 печи, который содержит шарнирно соединенный с рабочей площадкой 2 печи подъемный цилиндр 4а. На своем противоположном рабочей площадке 2 печи конце подъемный цилиндр 4а соединен шарнирно с фундаментом. Рабочая площадка 2 печи расположена на двух щеках 6а, 6b качалки, которые при опрокидывании рабочей площадки печи 2 катятся по поверхностям 7а, 7b качения. При этом поверхности 7а, 7b качения находятся на возвышенном другом фундаменте, так что при выпуске можно подводить разливочный ковш под введенный в отверстие 3 плавильный сосуд. Кроме того, устройство 1 имеет два блокировочных приспособления 5а, 5b для фиксации угла опрокидывания рабочей площадки 2 печи, которые выполнены в данном случае в виде переставляемых по высоте пуансонов (см. фиг. 2 и 3).
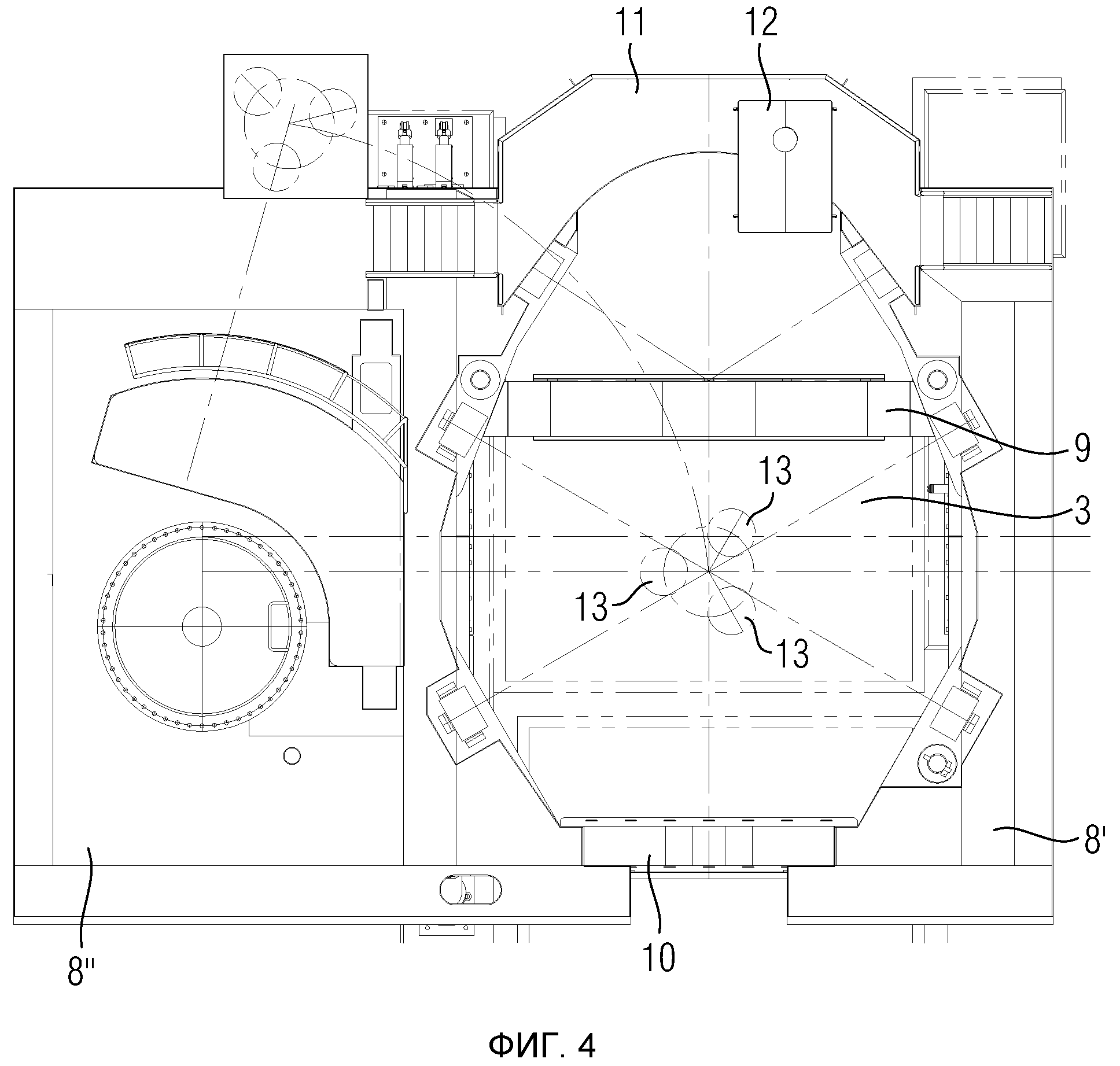
Отверстие 3 рабочей площадки 2 печи предназначено в данном случае для введения двух плавильных сосудов различного вида, которые различаются относительно расположения своих выпускных отверстий 51, 56 (см. фиг. 5 и 11) и подлежащего установке при выпуске максимального угла опрокидывания. Предусмотрена возможность фиксации соответствующего максимального угла опрокидывания для каждого из обоих плавильных сосудов с помощью блокировочных приспособлений 5а, 5b. Рабочая площадка 2 печи содержит разделенную с помощью отверстия 3 на две части платформу 8 с передней стороной 8а и задней стороной 8b, при этом обе части 8', 8'' платформы 8 соединены механически неподвижно друг с другом с помощью поперечной балки 9. Поперечная балка 9 служит для стабилизации рабочей площадки 2 печи и опоры дна плавильного сосуда. Обе части 8', 8'' платформы 8 дополнительно соединены друг с другом с помощью проходящей параллельно задней стороне 8b соединительной балки 10. Обе части 8', 8'' платформы 8 в зоне передней стороны 8а перекрыты с помощью съемной рабочей площадки 11, на которой закреплен спускной желоб, который содержит воронку и шахту для сбрасывания.
На фиг. 2 показано на виде сбоку, на фиг. 3 на виде сзади и на фиг. 4 на виде сверху устройство 1, согласно фиг. 1. На виде сверху в отверстии 3 показано положение трех предусмотренных при работе электродуговой печи 101, 101' (см. фиг. 6 и 12) электродов 13.
Показанная на фиг. 1-4 конфигурация устройства 1 пригодна, в частности, для изготовления углеродистой стали. Для этого в устройство 1 вводится плавильный сосуд 50 с выпускным отверстием 51 для выполнения донного выпуска, как показано в разрезе на фиг. 5. Плавильный сосуд закрыт сводом 60, предназначенным для прохождения электродов 13. При этом свод 60 предпочтительно идентичен для применяемых вместе с устройством 1 плавильных сосудов 50, 55 обоих видов (см. фиг. 5 и 11).
На фиг. 6 показан в разрезе донный выпуск металлургической плавильной системы 100, содержащей электродуговую печь 101 и устройство, согласно фиг. 1-4, в котором здесь для наглядности обозначены лишь платформа 8, качалка 6 и одна из поверхностей 7 качения. При этом плавильный сосуд 50 введен в платформу 8 своим выпускным отверстием в направлении рабочей площадки 11. Процесс опрокидывания для опустошения плавильного сосуда 50 изображен штриховыми линиями. При этом содержимое плавильного сосуда 50 опустошается через выпускное отверстие 51 в разливочный ковш 70, который с помощью тележки 71 подводится под рабочую площадку 2 печи.
На фиг. 7 показано в изометрической проекции устройство 1 для опрокидывания металлургического плавильного сосуда электродуговой печи, уже показанное на фиг. 1-4. При этом одинаковыми позициями обозначены одинаковые конструктивные элементы. В отличие от фиг. 1-4 в данном случае снята состоящая из одной части рабочая площадка 11 и заменена состоящей из двух частей рабочей площадкой 11а, 11b.
На фиг. 8 показано на виде сбоку, на фиг. 9 на виде сзади и на фиг. 10 на виде сверху устройство 1, согласно фиг. 7. На виде сверху в отверстии 3 обозначено положение трех предусмотренных электродов 13 электродуговой печи 101, 101'.
Показанная на фиг. 7-10 конфигурация устройства 1 пригодна, в частности, для изготовления нержавеющей стали. Для этого в устройство 1 вводится плавильный сосуд 55 с выпускным отверстием 56 для выполнения выпуска через носок, как показано в разрезе на фиг. 11. Плавильный сосуд 55 закрыт поворотным сводом 60, предназначенным для прохождения электродов 13. При этом свод 60 предпочтительно идентичен для применяемых вместе с устройством 1 плавильных сосудов 50, 55 обоих видов.
На фиг. 12 показан в разрезе донный выпуск металлургической плавильной системы 100', содержащей электродуговую печь 101' и устройство 1, согласно фиг. 7-11, в котором здесь для наглядности обозначены лишь платформа 8, качалка 6 и одна из поверхностей 7 качения. При этом плавильный сосуд 55 введен в платформу 8 своим выпускным отверстием 56 в направлении соединительной балки 10. Процесс опрокидывания для опустошения плавильного сосуда 55 изображен штриховыми линиями. При этом содержимое плавильного сосуда 55 опустошается через выпускное отверстие 56 в разливочный ковш 70, который с помощью тележки 71 подводится под рабочую площадку 2 печи.
Для специалистов в данной области техники не представляет трудностей согласование устройства с измененными плавильными сосудами, конфигурациями свода и т.д. Также показанные в примере выполнения качалки, соответственно, щеки качалки, а также привод могут быть заменены приспособлениями другого вида для опрокидывания устройства.
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Электрическая зубная щетка и головка щетки для электрической зубной щетки
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ выделения диоксида углерода из дымовых газов и соответствующее устройство
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности

