Результат интеллектуальной деятельности: МЕТЧИК ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ НА ЗАГОТОВКЕ
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, к инструментам для накатывания внутренних резьб, в частности к метчикам.
Известная конструкция бесстружечных метчиков (см. Киричек А.В., Афонин А.Н. Резьбонакатывание. Библиотека технолога. - М.: Машиностроение, 2009. - С.226), позволяет накатывать резьбы высокого качества с высокой производительностью.
Недостатком данных метчиков является то, что они не нашли применения для получения трапецеидальных резьб и резьб на заготовках из материалов с пониженной пластичностью из-за опасности разрушения материала заготовки в связи с исчерпанием запаса пластичности металла (переупрочнением).
Известен способ комбинированной упрочняюще-чистовой обработки поверхностным пластическим деформированием (а.с. СССР 358136. Кл. B24b 39/04. Способ комбинированной упрочняюще-чистовой обработки. Опубликовано в 1972 г.), по которому перед деформирующим роликом устанавливается режущий инструмент, расположенный в зоне образования волны пластически деформируемого металла на высоте, меньшей, чем расстояние от вершины этой волны до обрабатываемой поверхности, Способ обеспечивает повышение точности обработки и дает возможность повысить глубину упрочняемого слоя, избежав при этом переупрочнения, поскольку последнее в большинстве случаев образуется на поверхности волны.
Недостатком данного способа является то, что он предназначен только для упрочнения гладких цилиндрических поверхностей и не может быть использован при накатывании резьб.
Известен также метчик для накатывания резьб, имеющий участки, работающие методом снятия стружки, расположенные на всей длине рабочей части (а.с. СССР 304076. МПК B23g 5/06. Метчик. Опубликовано в 1971 г.). Метчик обеспечивает срезание излишков металла на вершинах накатываемой резьбы.
Недостатком данного метчика является то, что он сложен в изготовлении и может быть использован только для образования резьбы в заготовках из материалов с повышенной пластичностью.
Техническим результатом изобретения является обеспечение возможности накатывания внутренних трапецеидальных резьб и внутренних резьб на заготовках из материалов с пониженной пластичностью.
Технический результат изобретения достигается применением метчика, режущие элементы которого установлены во впадинах резьбы метчика посередине боковых граней, при этом ширина режущей кромки режущих элементов равна ширине вершины формируемой на заготовке резьбы, при этом режущие элементы выполнены из условия расположения их режущих кромок находятся на расстоянии a i=0,92Hi от впадины накатываемой на заготовке резьбы, где Hi - высота формируемого на заготовке i витком заборной части метчика выступа резьбы.
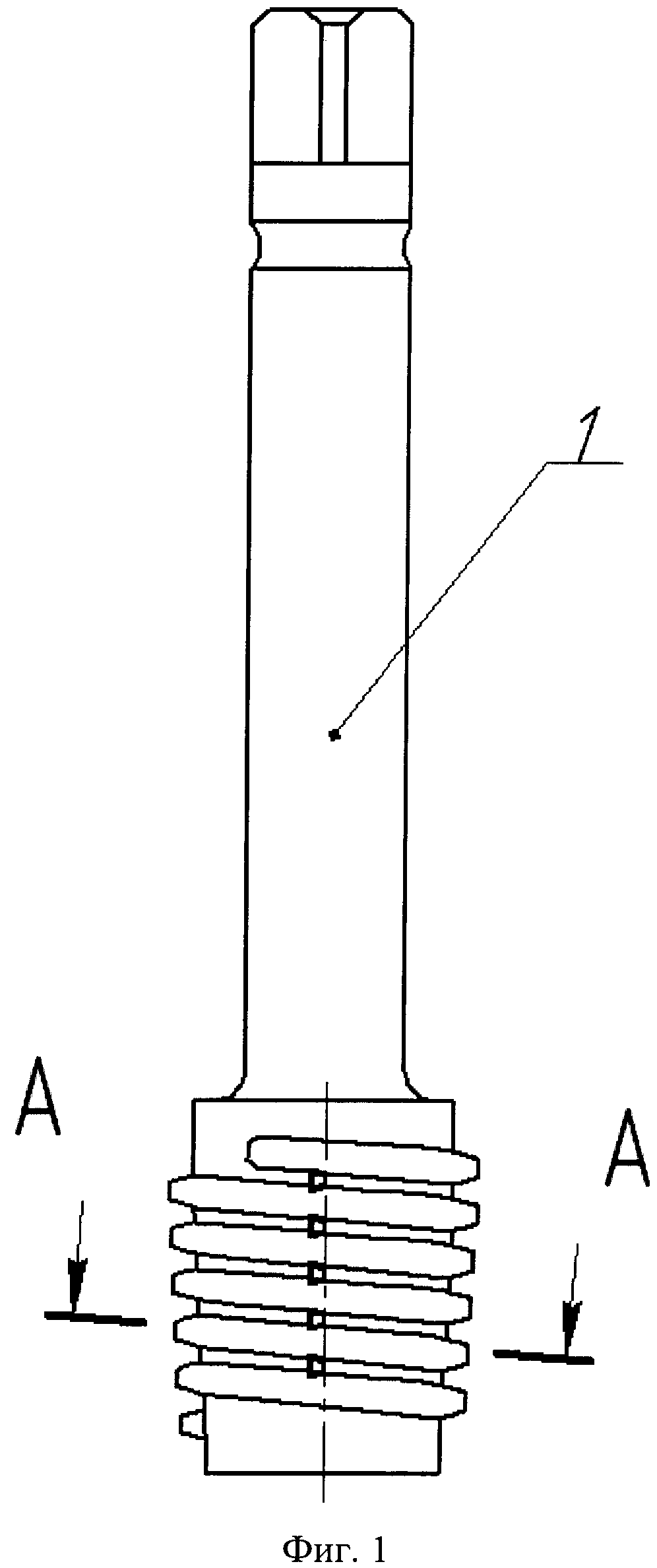
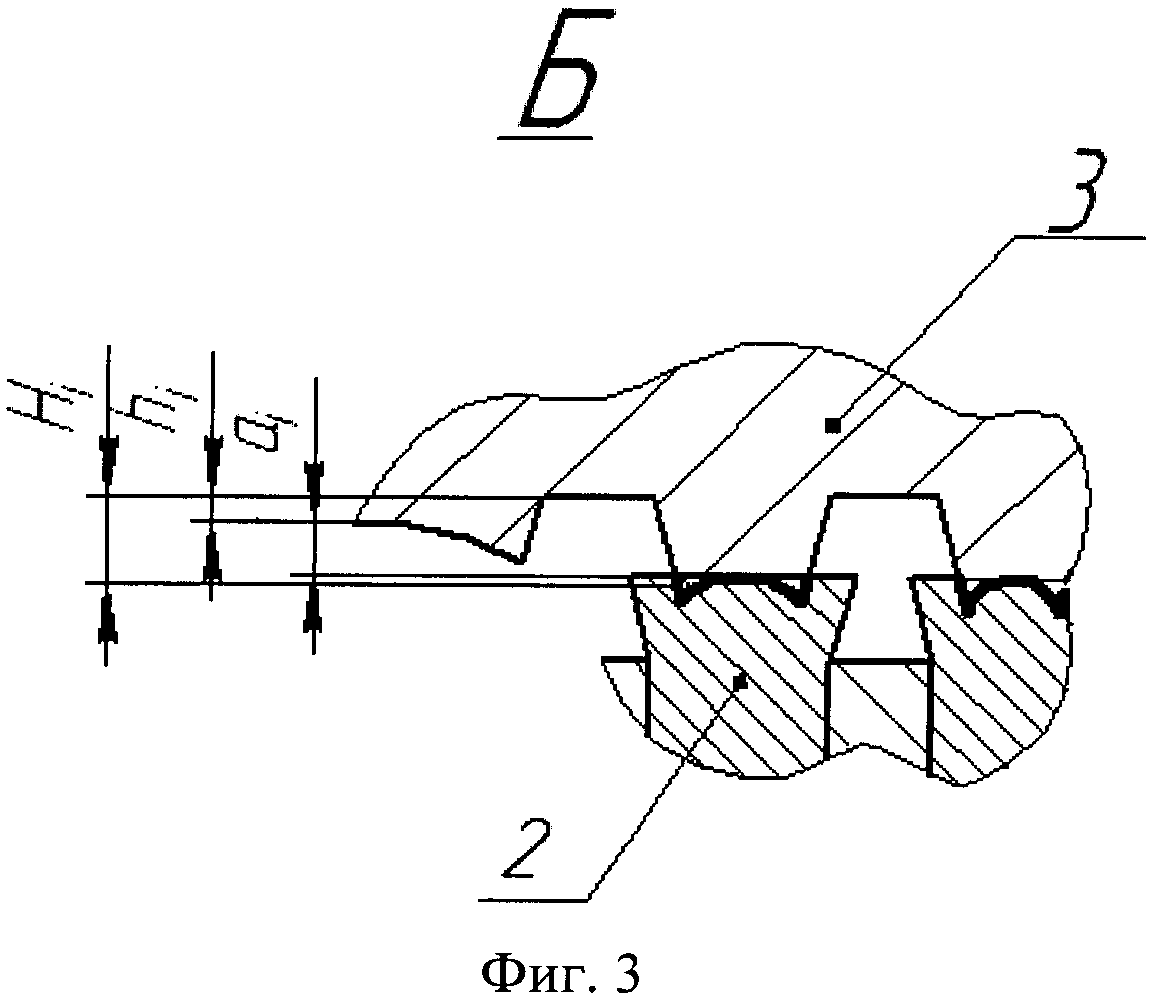
На фиг.1 изображен метчик, вид сверху; на фиг.2 - сечение А-А фиг.1; на фиг.3 - вид Б фиг.1.
Предлагаемый метчик для комбинированного накатывания внутренних резьб предназначен для получения внутренних трапецеидальных резьб и внутренних резьб на заготовках из материалов с пониженной пластичностью. При этом заготовке сообщают вращательное движение, а метчику - осевую подачу (при обработке на токарном станке). При обработке на сверлильном или резьбонарезном станке заготовка может быть неподвижной, а главное вращательное движение и поступательное движение осевой подачи могут сообщаться метчику.
Метчик 1 содержит режущие элементы 2, установленные во впадинах резьбы посередине боковых граней. Ширина режущей кромки режущих элементов равна ширине вершины формируемой на заготовке резьбы.. При этом режущие элементы 2 расположены таким образом, что их режущие кромки находятся на расстоянии a i=0,92Hi от впадины накатываемой на заготовке резьбы, где Hi - высота формируемого на заготовке i витком заборной части метчика выступа резьбы. Таким образом, расстояние от впадины накатываемой на заготовке 3 резьбы до режущей кромки режущего элемента 2 рассчитывается по формуле ai=0,92·1,75hi=1,61hi.
Обрабатываемой заготовке 2 сообщается вращательное движение Vз. При подводе метчика 1 к заготовке 3 ему сообщается продольная подача Sпр, равная шагу накатываемой резьбы на оборот заготовки. При перемещении метчика относительно заготовки в осевом направлении происходит внедрение в заготовку 3 витков заборной части метчика 1. При этом металл из впадин накатываемой резьбы выдавливается в выступ. Края выступа приподняты относительно его середины из-за образования перед зубьями метчика волны металла высотой hв=0,07…0,12Hi. Режущие элементы 2, срезают волну на вершине выступов накатываемой метчиком 1 на заготовке 3 резьбы, придавая ей плоскую в осевом сечении форму. Таким образом, они удаляют слой металла, подвергшийся переупрочнению.
Предлагаемый метчик для комбинированного накатывания внутренних резьб позволяет получать внутренние трапецеидальные резьбы и внутренние резьбы на заготовках из материалов пониженной пластичностью с высокой производительностью и качеством, при этом метчик имеет относительно простую конструкцию.
Метчик для накатывания внутренней резьбы на заготовке, содержащий резьбу и режущие элементы с режущими кромками, отличающийся тем, что режущие элементы установлены во впадинах резьбы метчика посередине боковых граней, а ширина их режущих кромок равна ширине вершины формируемой на заготовке резьбы, при этом режущие элементы выполнены из условия расположения их режущих кромок на расстоянии а=0,92H от впадины накатываемой на заготовке резьбы, где H - высота формируемого на заготовке выступа резьбы.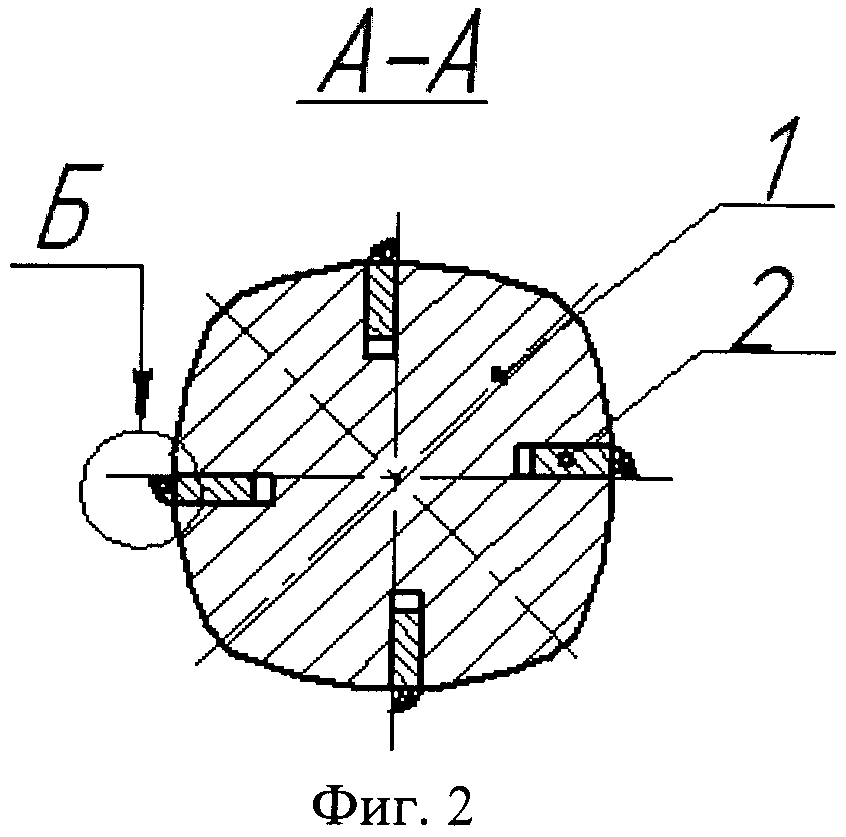
Способ пластического деформирования и калибрования внутренних цилиндрических поверхностей деталей деформирующе-режущим инструментом
Способ поверхностного пластического деформирования заготовок дорнованием со статико-импульсным нагружением дорна
Способ чистовой обработки с калиброванием и упрочнением металлических внутренних цилиндрических поверхностей деталей
Способ статико-импульсной деформирующе-режущей обработки с калиброванием металлических внутренних поверхностей отверстий деталей
Инструмент для чистовой обработки с калиброванием металлических внутренних цилиндрических поверхностей деталей
Способ статико-импульсного дорнования сложнопрофильных отверстий
Устройство для статико-импульсного дорнования сложнопрофильных отверстий
Устройство для обработки сложнопрофильных отверстий
Способ пластического деформирования сложнопрофильных отверстий с нагревом
Устройство для формообразования наружных щлицев поверхностным пластическим деформированием
Способ определения диаметра продольной арматуры в упругих железобетонных конструкциях балочного типа
Способ определения модуля упругости бетона в упругих железобетонных конструкциях балочного типа
Способ чистовой обработки с калиброванием и упрочнением металлических внутренних цилиндрических поверхностей деталей
Инструмент для чистовой обработки с калиброванием металлических внутренних цилиндрических поверхностей деталей
Установка для имитации и контроля запотевания стекол защитных очков
Пневмогидравлический аккумулятор
Способ гидротермической обработки зерна гречихи
Устройство удаления влаги в вакууме
Комбинированный радиально-осевой газодинамический лепестковый подшипник скольжения
Способ производства кекса

