Результат интеллектуальной деятельности: СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, в частности к способам и устройствам для чистовой обработки калиброванием и упрочнением металлических внутренних цилиндрических поверхностей деталей из сталей и сплавов со статико-импульсным нагруженном деформирующе-режущего инструмента.
Известен способ чистовой обработки с калиброванием и упрочнением металлических внутренних цилиндрических поверхностей деталей, включающий упругое нагружение поверхностного слоя заготовки деформирующе-режущим элементом инструмента с одновременным срезанием поверхностного слоя [1].
Известный способ отличается ограниченными технологическими возможностями, небольшим снимаемым припуском, недостаточно большим натягом, незначительной глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности, не высокой производительностью и стойкостью инструмента, низким КПД и большой энергоемкостью оборудования.
Задачей изобретения является расширение технологических возможностей чистовой обработки внутренних поверхностей за счет использования комбинированного деформирующе-режущего инструмента со статико-импульсным нагруженном [2-5] с подвижными деформирующе-режущими элементами, позволяющие увеличить снимаемый припуск, управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом внутренних поверхностей отверстий, а также повышение производительности и стойкости инструмента, снижение энергоемкости оборудования и повышения его КПД.
Поставленная задача решается предлагаемым способом чистовой обработки с калиброванием и упрочнением металлических внутренних цилиндрических поверхностей деталей, включающим упругое нагружение поверхностного слоя заготовки деформирующе-режущими элементами инструмента с одновременным срезанием поверхностного слоя, причем перед срезанием поверхностный слой подвергают пластической деформации, посредством чередования продольной и круговой подачи деформирующе-режущих элементов инструмента с использованием статико-импульсной нагрузки, при этом инструмент содержит четное количество деформирующе-режущих элементов, которые подвижно по скользящей посадки устанавливают на оправке с использованием упорных подшипников, смонтированных у переднего торца первого деформирующе-режущего элемента и у заднего торца последнего деформирующе-режущего элемента, причем деформирующе-режущие элементы соединены и зафиксированы между собой торцовыми шпонками так, что выступы деформирующе-режущих элементов располагаются в шахматном порядке с перекрытием впадин одного деформирующе-режущего элемента выступами другого, при этом на заднем торце последнего деформирующе-режущего элемента выполняют кулачки, образующие полумуфту, входящую в зацепление с полумуфтой, выполненной на торце полого вала, охватывающего упомянутую оправку, причем между полумуфтами устанавливают цилиндрическую винтовую пружину сжатия, при этом упомянутый полый вал выполняют невращающимся относительно оправки с возможностью продольного перемещения при воздействии на него импульсной силы, а на рабочие поверхности и отверстия деформирующе-режущих элементов наносят слой эпилама, при этом канавки деформирующе-режущих элементов располагают под углом к оси инструмента, определяемым по формуле ω=arctg(b/l), где l - высота деформирующе-режущего элемента, мм; b - ширина канавки или выступа, мм; ω - угол расположения канавки относительно продольной оси инструмента, град.
Сущность предлагаемого способа поясняется чертежами.
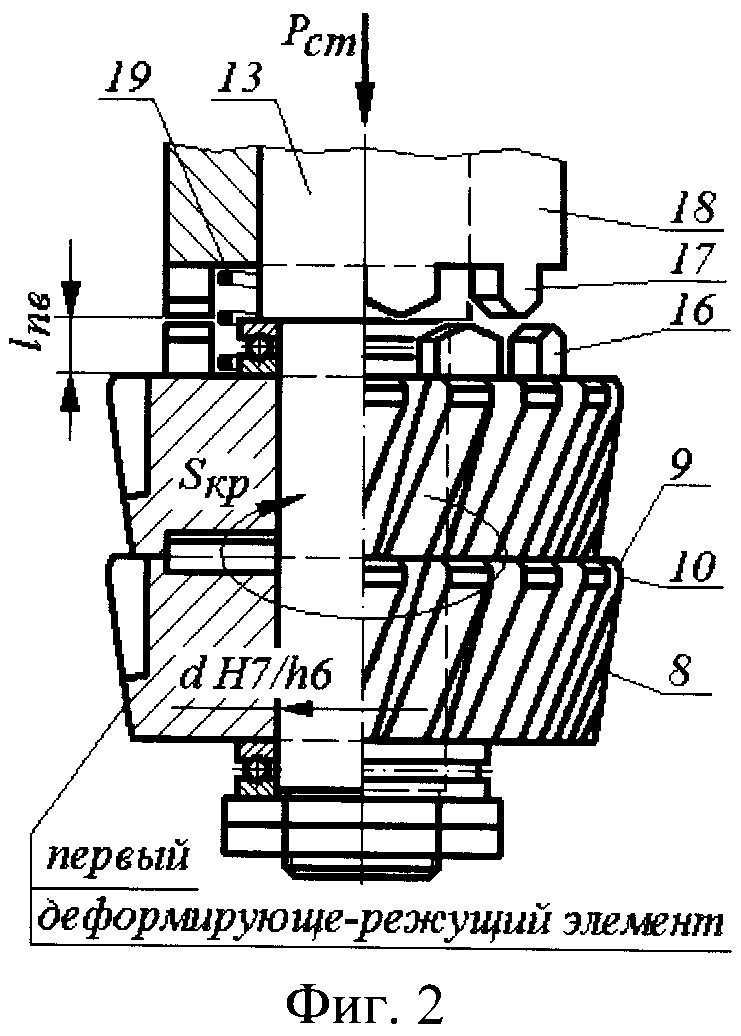
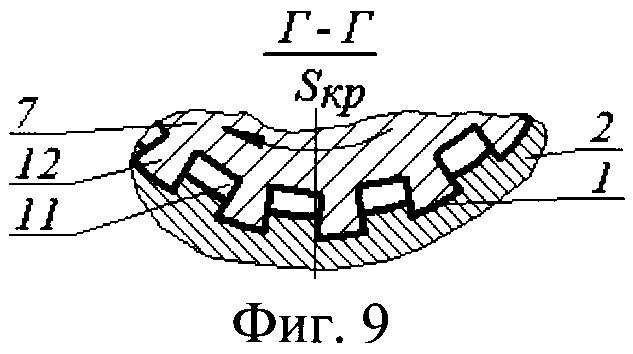
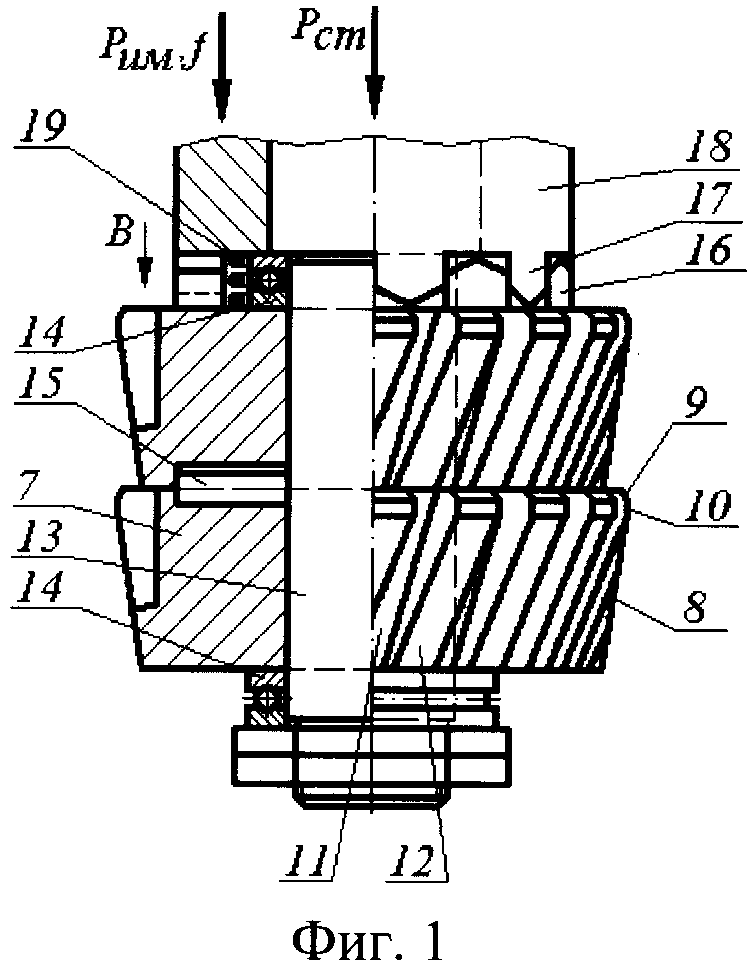
На фиг.1 представлен инструмент, реализующий предлагаемый способ, состоящий из двух деформирующе-режущих элементов в положении в момент действия на оправку статической РСТ нагрузки и действия на полый вал импульсной РИМ нагрузки, при этом деформирующе-режущие элементы не вращаются относительно продольной оси оправки, кулачковая муфта включена, общий вид с частичным продольным сечением; на фиг.2 - тоже в положении в момент действия на оправку только статической PСТ нагрузки, при этом деформирующе-режущие элементы могут свободно поворачиваться относительно продольной оси оправки, кулачковая муфта выключена, общий вид с частичным продольным сечением; на фиг.3 - первый деформирующе-режущий элемент, частичное продольное сечение; на фиг.4 - поперечный разрез А-А на фиг.3; на фиг.5 - разрез Б-Б на фиг.3; на фиг.6 - вид на торец последнего деформирующе-режущего элемента, вид по В на фиг.1; на фиг.7 - развертка рабочих поверхностей двух деформирующе-режущих элементов; на фиг.8 - след траектории движения развертки рабочих поверхностей двух деформирующе-режущих элементов; на фиг.9 - поперечное сечение Г-Г на фиг.8 в положении в момент окончания круговой подачи первого элемента под действием только статической нагрузки при выключенной муфте; на фиг.10 - поперечное сечение Г-Г на фиг.8 в положении в момент окончания продольного поступательного движения первого элемента под действием статической и динамической нагрузок при включенной муфте; на фиг.11 - схема устройства для отверстия предлагаемым способом, позволяющим нагружать инструмент статической и периодической импульсной нагрузками, слева показан инструмент, с выключенной муфтой и работающий с круговой подачей деформирующе-режущих элементов.
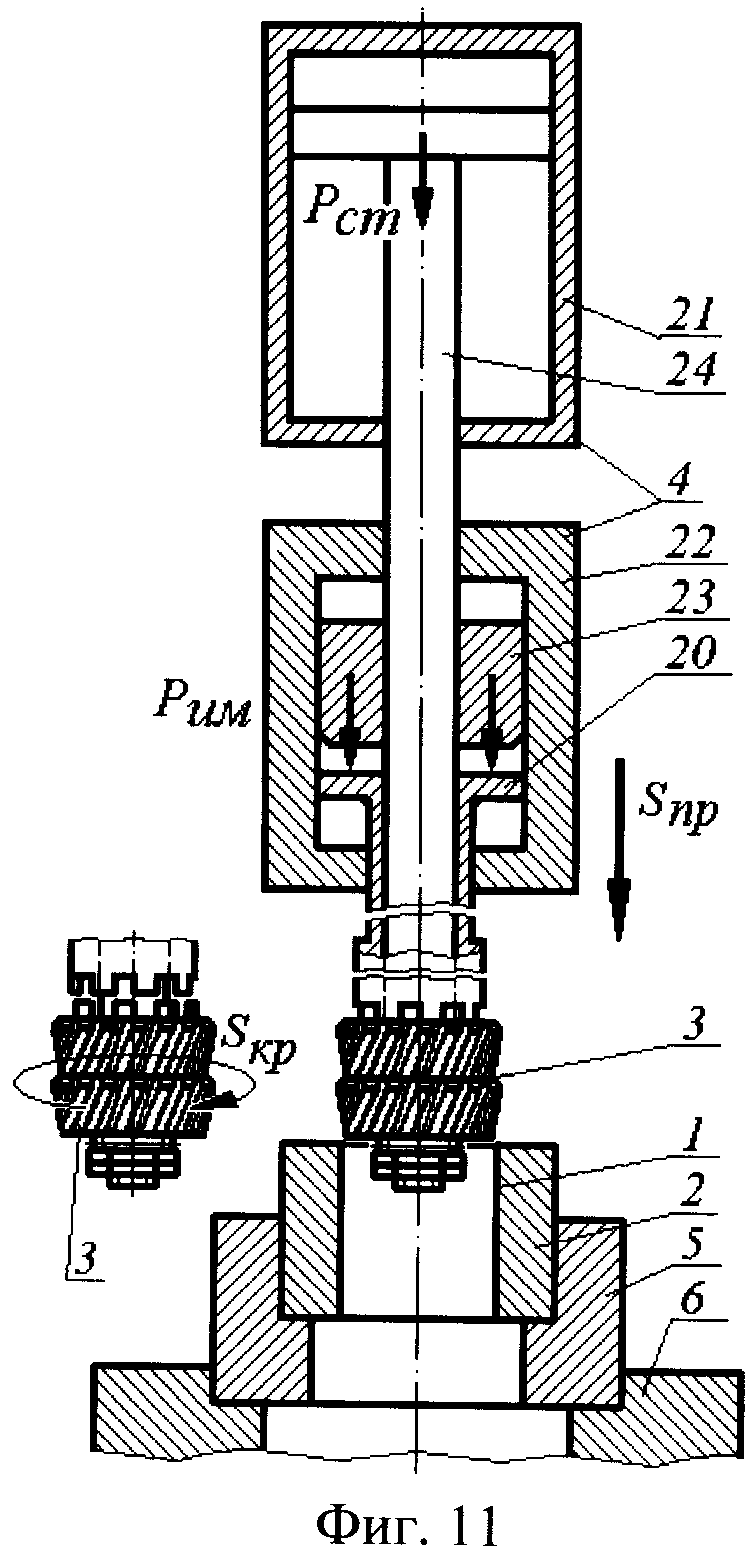
Предлагаемый способ предназначен для чистовой комбинированной обработки резанием и поверхностным пластическим деформированием (ППД) с калиброванием [6] и упрочнением металлических внутренних цилиндрических поверхностей 1 отверстий заготовок 2 из сталей и сплавов деформирующе-режущим инструментом 3, к которому прикладывают статико-импульсную нагрузку с помощью силовых гидроцилиндров 4 (фиг.11) [2-5]. Обрабатываемую заготовку устанавливают на опорной плите 5 станка 6.
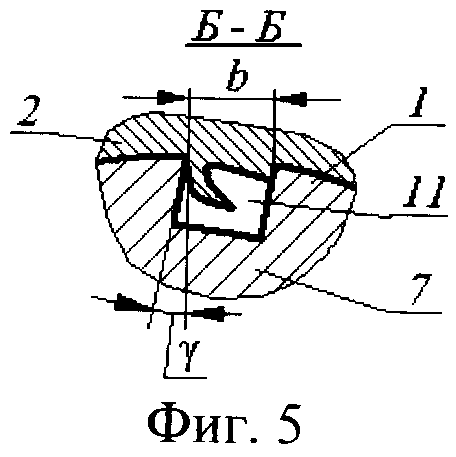
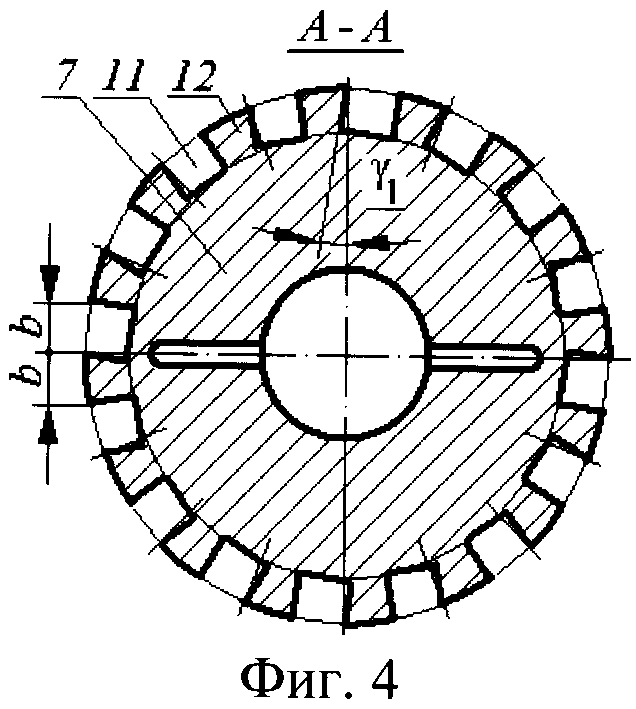
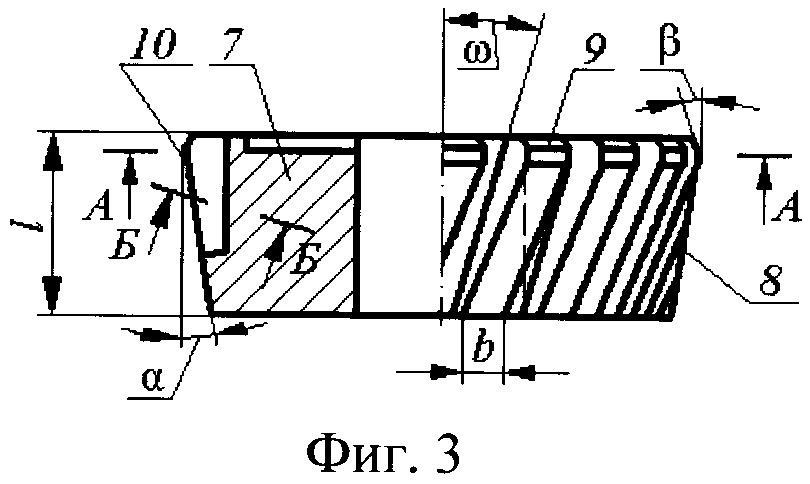
Деформирующе-режущий инструмент 3, реализующий предлагаемый способ, содержит не менее двух деформирующе-режущих элементов 7, количество которых выбрано четным. Наружная поверхность деформирующе-режущих элементов выполнена в виде заборного конуса 8 с углом α к продольной оси, обратного конуса 9, выполненного под углом β к продольной оси протяжки, и расположенной между ними цилиндрической ленточкой 10. На наружной поверхности выполнены канавки 11 с образованием выступов 12. Канавки выполнены шириной b, равной ширине образованных выступов, под углом ω к продольной оси инструмента. Боковые стороны канавки 11 выполнены под углом γ1 к продольной оси инструмента в плоскости поперечного сечения деформирующе-режущего элемента (фиг.4), причем угол γ1 выполнен положительным с левой стороны переднего торца каждого элемента при правом расположении канавок и, наоборот, положительным с правой стороны переднего торца элемента при левом расположении канавок. Канавки выполнены под углом ω к продольной оси инструмента, который определяют по формуле
ω=arctg(b/l),
где l - высота деформирующе-режущего элемента, мм; b - ширина канавки (выступа), мм; ω - угол расположения канавки относительно продольной оси инструмента, град.
Деформирующе-режущие элементы 7 подвижно по скользящей посадки, например по dH7/h6, установлены на оправке 13 с использованием упорных подшипников 14, расположенных у переднего торца первого элемента и у заднего торца последнего элемента. Деформирующе-режущие элементы должны быть неподвижны между собой, так как выступы и впадины каждого элемента расположены в шахматном порядке друг к другу. Выступы одного элемента перекрываются впадинами другого элемента. Поэтому деформирующе-режущие элементы соединены и зафиксированы между собой торцовыми шпонками 15.
На заднем торце последнего элемента выполнены кулачки, образующие полумуфту 16, входящую в зацепление с полумуфтой 17, выполненной на торце полого вала 18, охватывающего оправку 13. Полый вал 18 установлен на оправке 13 с возможностью только продольного перемещения. Это возможно, например, при использовании шлицевого соединения или скользящей шпонки (не показаны). При продольном перемещении полого вала, например, сверху вниз (согласно фиг.1, 2, 11), полумуфты 16 и 17 сцепляются и деформирующе-режущие элементы становятся невращающимися относительно оправки. Конструкция кулачковой сцепной муфты может быть выполнена согласно рекомендациям источника [7].
Между полумуфтами 16 и 17 установлена цилиндрическая винтовая пружина сжатия 19, необходимая для расцепления полумуфт при снятии продольной импульсной нагрузки РИМ, воздействующей на полый вал.
На рабочих поверхностях и отверстии деформирующе-режущих элементов 7 нанесен слой эпилама, представляющий собой многокомпонентную систему, включающую фторосодержащие поверхностно-активные вещества и регулирующие добавки в различных растворителях. В результате эпиламирования молекулы технологического модифицированного состава проникают в пограничный слой и образуют на его поверхности тончайшую нанопленку толщиной 3…50 нм, которая позволяет снизить коэффициент трения в 2…3 раза, а поверхностную энергию - до 1000 раз. Это обеспечивает придание трущимся поверхностям антифрикционных и антиадгезионных свойств. Сформированная барьерная пленка выдерживает температуру до 459°С, не разрушается при ударных нагрузках до 300 кг/мм, не растворяется ни в одном из применяемых углеводородных растворителей [8].
Для обработки отверстий предлагаемым способом используют, например, устройство, позволяющее нагружать инструмент статической и периодической импульсной нагрузками (фиг.11). Оправка 13 соединена с волноводом 20 и подвергается воздействию периодической импульсной РИМ и статической РСТ нагрузкам и передает эти нагрузки на деформирующе-режущие элементы инструмента. Установка и крепление оправки на волноводе осуществляется с возможностью быстрого демонтажа и съема инструмента, например, с помощью патрона для протягивания (не показан). Устройство содержит гидроцилиндр 21, воздействующий статической нагрузкой РСТ на деформирующе-режущий инструмент 3, через гидроцилиндр 22, в котором расположен боек 23 и волновод 20. Гидроцилиндр 22 выполнен с возможностью приложения к инструменту посредством бойка 23 периодической импульсной нагрузки РИМ и передачи статической нагрузки РСТ, вырабатываемой гидроцилиндром 21 статической нагрузки. В качестве механизма импульсного нагружения инструмента применяют гидравлический генератор импульсов (не показан) [2, 3]. Гидравлический генератор импульсов (ГГИ) питает силовые гидроцилиндры.
На деформирующе-режущие элементы инструмента, которые установлены на оправке, воздействует шток 24 гидроцилиндра 21. На штоке подвижно расположен гидроцилиндр 22 с волноводом 20, к которому дополнительно прикладывают периодическую импульсную РИМ нагрузку посредством бойка 23. Волновод жестко связан с полым валом 18 и передает импульсную нагрузку инструменту. Гидроцилиндры 4 питаются от гидравлического генератора импульсов (не показан) [2, 3].
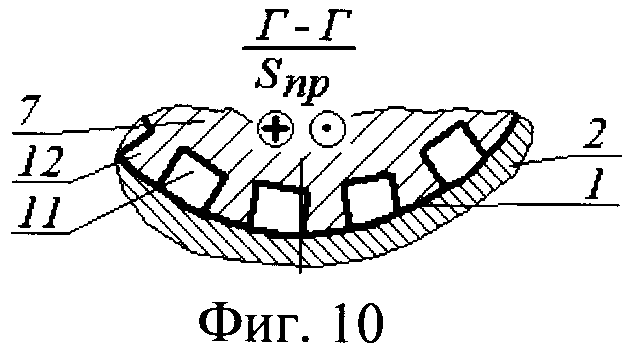
Деформирующий элемент 7, входящий в состав инструмента, имеет на наружной поверхности заборный конус 8, выполненный под углом α к оси протяжки, и обратный конус 9, выполненный под углом β к оси инструмента, с расположенной между ними цилиндрической ленточкой 10, которая калибрует обработанную поверхность. Начало образования выступов на обрабатываемой поверхности происходит при входе переднего торца первого деформирующе-режущего элемента в отверстие заготовки.
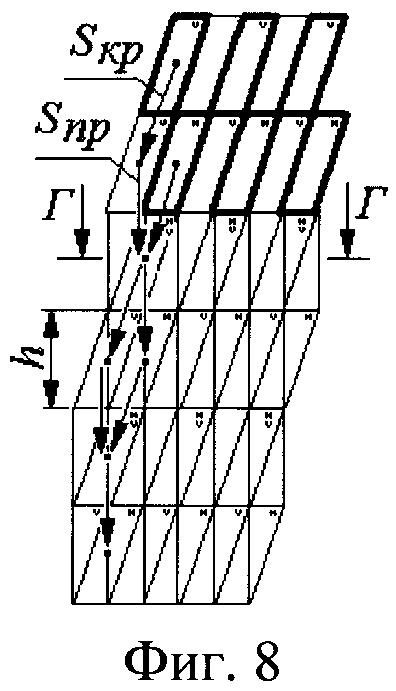
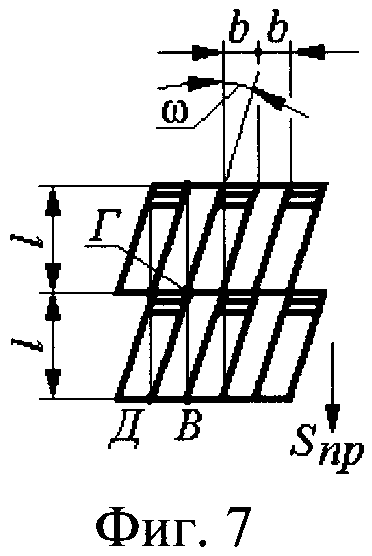
Работа предлагаемым способом осуществляется следующим образом. Во время рабочего хода первый элемент входит в отверстие заборной частью передним торцом (фиг.11) и начинает пластически увеличивать диаметр отверстия в зоне выступов деформирующе-режущего элемента и в меньшей степени в зоне канавок, за счет чего на поверхности отверстия образуются выступы, испытывающие окружные растягивающие напряжения (фиг.9). Но поскольку деформирующе-режущие элементы свободно установлены на оправке и полумуфты расцеплены, а выступы на рабочей части элементов выполнены под углом ω к продольной оси, то элементы будут поворачиваться вокруг продольной оси инструмента и дальнейшая подача элементов будет круговой SКР. Таким образом, при выключенной кулачковой муфте, когда полумуфты расцеплены, и продольная импульсная нагрузка РИМ не действует на полый вал, инструмент работает с круговой подачей SКР деформирующе-режущих элементов. При этом деформирующе-режущие элементы только деформируют обрабатываемую заготовку и не срезают припуск. Деформирование выступов на заготовке будет осуществляться на длине h до тех пор, пока не включится муфта, т.е. пока не начнет действовать РИМ импульсная нагрузка. Если предположить, что длина деформированного выступа равна высоте элемента h=l мм, то это значит, что на всей высоте элемента его канавки будут заполнены выступами деформированного металла обрабатываемой заготовки. Такое допущение принято при пояснении принципа работы инструмента и показано на фиг.8.
При действии РИМ на полый вал две полумуфты сцепляются, и включается кулачковая муфта, при этом свободное вращение элементов прекращается и они жестко фиксируются на невращающейся оправке. Левая боковая поверхность канавки при правом их расположении на элементе встает на пути движения образованного на поверхности отверстия выступа, и последний начинает срезаться (фиг.5). При этом резание осуществляется в зоне растяжения, что способствует снижению сил резания, так как предварительное растяжение способствует накоплению степени разрушения в срезаемом слое, а также увеличивает показатель напряженного состояния в зоне резания.
Процесс срезания стружки происходит с момента начала действия импульсной нагрузки РИМ, которая сцепляет полумуфты и переводит круговую подачу SКР элементов в продольную SПР подачу инструмента. Момент окончания резания связано с окончанием действия импульсной нагрузки.
Рассмотрим процесс срезания стружки первым элементом инструмента вновь установленной заготовки и началом рабочего хода при включении импульсной нагрузки.
Процесс срезания стружки начинается при касании переднего торца деформирующе-режущего элемента в точке Д, то есть в зоне образования выступов на обрабатываемой поверхности, и по мере продвижения деформирующе-режущего элемента ширина стружки увеличивается, причем процесс резания происходит на повышенных режимах резания, т.к. действует импульсная нагрузка. При вхождении точки перехода заборного конуса в цилиндрическую ленточку в зону обработки толщина срезаемого слоя «a» достигнет максимальной величины «aMAX» и будет равна максимальной высоте HMAX образующихся выступов. Экспериментально установлено:
H≈(0,12…0,2)·i, мм;
где i - натяг на деформирующий элемент, мм.
При дальнейшем движении инструмента материальная точка В заготовки должна войти в зону обработки последней в точке Г режущей кромки, пройдя путь, равный l - высоте элемента, в этой точке высота образованного выступа будет равна нулю. Таким образом, в точке Г режущей кромки процесса резания не будет, поэтому ширина стружки, продолжая увеличиваться, достигнет величины ДГ, а толщина стружки будет уменьшаться до нуля. То есть, при перемещении деформирующе-режущего элемента на величину l при одном импульсе действия силы РИМ процесс стабилизируется.
Сила резания и деформирования при входе элемента в зону резания и выходе из нее будет изменяться не скачкообразно, а постепенно, что значительно снижает вибрации и, как следствие, снижает волнистость обработанной поверхности. Кроме того, выполнение канавок под углом ω к вектору главного движения значительно снижает силы резания, так как увеличивается кинематический передний угол γК=arctg(tgγ/sinω), а процесс резания становится косоугольным.
Максимальным значением величины продольного перемещения h при действии одного импульса РИМ может быть принята величина l, т.е. величина, равная высоте элемента 7. Практически величина продольного перемещения h при действии одного импульса РИМ принимается в пределах 0<h<l и зависит от величины силы импульса, его длительности и частоты, технологических требований к обрабатываемому отверстию (точности отверстия, шероховатости и др.), размеров инструмента и т.д. Определение оптимальной величины продольного перемещения h производится опытным путем.
Процесс срезания стружки элементом инструмента, осуществляемый после круговой подачи, характеризуется тем, что все впадины элемента уже заполнены деформируемым металлом заготовки на величину h по высоте элемента. Поэтому срезание стружки происходит сразу на всей высоте h шириной стружки, равной - (h/cosα·cosα). Толщина срезаемого слоя «a» будет неравномерной: у переднего торца - равна нулю и максимальная величина «aMAX» будет равна максимальной высоте НMAX образующихся выступов. Данный процесс срезания стружки осуществляется в зоне растяжения, что способствует снижению сил резания, отличается высокой производительностью и повышенным качеством обработанной поверхности.
Угловое смещение выступов и впадин элементов относительно друг друга и расположение их в шахматном порядке с перекрытием впадин одного элемента выступами другого достигается равномерное удаление припуска по окружности отверстия. Последний по ходу движения инструмента деформирующе-режущий элемент завершает обработку отверстия поверхностным пластическим деформированием цилиндрической ленточкой.
Таким образом, инструмент эффективно увеличивает отверстие за счет пластической деформации участками заборного конуса, цилиндрической ленточки и обратного конуса и срезание механически упрочненного поверхностного слоя, а также обеспечивает пластическую деформацию отверстия, что приводит к уменьшению длины инструмента и повышению качества обработанной поверхности. Введение комбинированной подачи с чередованием продольного и кругового перемещения деформирующе-режущих элементов позволяет увеличить производительность, интенсифицировать процесс и повысить качество обработки.
Предлагаемый способ служит для комбинированной обработки резанием и поверхностным пластическим деформированием внутренних поверхностей отверстий. Эту операцию выполняют перемещением с натягом инструмента через обрабатываемое отверстие заготовки, при этом деформирующе-режущим элементам инструмента с помощью импульсной и статической нагрузок сообщают продольную подачу, чередующуюся с круговой подачей. Заготовку 2 устанавливают в опорной плите 5 станка 6 (например, вертикально-протяжного станка мод. 7Б65), и заходной направляющей частью вводят инструмент в предварительно обработанное отверстие заготовки.
Обработку, например, начинают с включения продольной подачи SПР, которая осуществляется благодаря постоянному действию на инструмент штока 24 гидроцилиндра 21, который через гидроцилиндр 22 оказывает статическое воздействие РСТ на оправку инструмента и дополнительное периодическое импульсное воздействие РИМ волновода 20 на полый вал 18 с деформирующе-режущими элементами, причем на волновод, в свою очередь, действует боек 23.
Исходный импульс, сформированный в бойке в момент удара по волноводу, отражаясь от свободного торца бойка с противоположным знаком, доходит до волновода, одна его часть вновь отражается в боек, а другая переходит в волновод и распространяется в направлении нагружаемой поверхности. Дойдя до нагружаемой поверхности, последняя часть импульса распределяется на проходящий и отраженный. Проходящие волны деформации при равенстве длин бойка и волновода не накладываются и не разрываются, а следуют друг за другом, кроме того, при равенстве площадей контакта поперечных сечений бойка и волновода энергия удара наиболее полно реализуется в контакте с нагружаемой средой.
Инструмент под действием статической нагрузки РСТ с постоянной скоростью, равной скорости традиционного калибрования и упрочнения, проходит расстояние h, при этом деформирующе-режущие элементы с круговой подачей SКР пластически деформируют обрабатываемое отверстие, создавая выступы и впадины под углом ω к продольной оси.
Под действием импульсной нагрузки РИМ оправка с деформирующе-режущими элементами, совершающими продольное перемещение SПР быстро, со скоростью, на порядок превышающую скорость традиционного калибрования и упрочнения, уходит вниз (согасно фиг.7) на расстояние h, зависящее от величины натяга, силы удара, его длительности и других факторов. При этом производится срезание припуска и упрочнение обрабатываемой поверхности. Цикл, состоящий из двух режимов: статического и импульсного нагружений инструмента, повторяется.
Предлагаемый способ повышает производительность обработки, позволяет увеличить величину натяга и повысить стойкость режущего инструмента, так как твердый сплав, из которого изготовлены деформирующе-режущие элементы, эффективно работает на больших скоростах (100…150 м/мин), снижает параметр шероховатости обработанной поверхности, повышает глубину упрочненного слоя и др.
Глубина упрочненного слоя, полученного предлагаемым способом, достигает 1,5…2,5 мм, что значительно (в 3…4 раза) больше, чем при традиционном калибровании и упрочнении. Наибольшая степень упрочнения составляет 15…30%. В результате статико-импульсной обработки эффективная глубина слоя, упрочненного на 20% и более, возрастает в 1,8…2,7 раза, а глубина слоя, упрочненного на 10% и более - в 1,7…2,2 раза, по сравнению с традиционным калиброванием и упрочнением.
Пример. Калибровали и упрочняли предлагаемым способом отверстие диаметром 30 мм; заготовки из материала - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Обработку производили инструментом с двумя деформирующе-режущими элементами диаметром 30 мм, высотой 15 мм каждый, из твердого сплава ВК8, имеющим длину заборного конуса 9 мм, обратного конуса 4,5 мм, ширину ленточки 1,5 мм, углы: α=4,5°, β=7,5°: ω=35°; γ=5°, ширину канавки и выступа b=10,5 мм. Обработку вели на модернизированном вертикально-протяжном станке мод. 7Б65 с использованием специального ГГИ - гидравлического генератора импульсов. Модернизация касалась перевода станка из «тянущего» режима в «толкающий», установки на станке, на толкающем штоке волновода, бойка и корпуса гидроцилиндра, осуществляющих дополнительное периодическое импульсное нагружение инструмента. Смазочно-охлаждающая жидкость - сульфофрезол. Скорость статического калибрования SПР=4 м/мин, скорость импульсного калибрования - 32…40 м/мин. Наибольшее значение энергии ударов, развиваемые ГГИ-А=280 Дж (сила удара 260 кН, скорость удара 7,2 м/с), при частоте ударов f=5…15 Гц. Натяг инструмента составлял i=0,1…0,25 мм на диаметр. Статическое нагружение осуществлялось силой до PСТ=40 кН.
Эпиламирование деформирующих элементов производили композициями ТУ 25.07.1120-75 и 6СФК-180-05 ТУ-6-02-1229-82 по технологиям, рекомендуемым производителем [8].
Обработка показала, что параметр шероховатости обработанных поверхностей отверстий уменьшился до значения Ra=0,5…0,065 мкм при исходном Ra=5…6,5 мкм, производительность повысилась более чем в три раза по сравнению с традиционным протягиванием и предварительным растачиванием, используемом на базовом предприятии в ОАО "Ливгидромаш". Энергоемкость процесса уменьшилась в 2,2 раза. Глубина упрочненного слоя достигла 1,6…2,1 мм. Наибольшая степень упрочнения составляла 18…25%. В результате статико-импульсной обработки эффективная глубина слоя, упрочненного на 20% и более, возросла в 1,9…2,3 раза, а глубина слоя, упрочненного на 10% и более - в 1,8…2,1 раза.
Предлагаемый способ позволяет повысить производительность и качество обработанной поверхности, вести обработку с большим натягом, значительной глубиной упрочненного слоя и достаточно высокой степенью упрочнения, повысить КПД и снизить энергоемкость оборудования, уменьшить длину инструмента и сократить расходы на инструмент.
Предлагаемый способ расширяет технологические возможности комбинированной обработки резанием и поверхностным пластическим деформированием за счет применения статико-импульсного нагружения инструмента и введения круговой подачи деформирующе-режущих элементов, а также за счет управления глубиной упрочненного слоя и микрорельефом обрабатываемых внутренних поверхностей.
Источники информации
1. Патент РФ №1 764 866, МПК B23D 43/02. 1992 - прототип.
2. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
3. Патент РФ №2090342, МПК6 В24В 39/04. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей ППД. 95122309/02. 21.12.95. 20.09.97. Бюл. №26.
4. Патент РФ №2 312757, МПК В24В 39/02. Устройство для статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л. Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006116871/02. 16.05.2006; 20.12.2007.
5. Патент РФ №2312754, МПК B24B 39/02. Способ статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л. Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006115432/02. 04.05.2006; 20.12.2007.
6. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд. перераб. и доп. - М.: Машиностроение, 1986. С.397…410.
7. Справочник конструктора-машиностроителя. В 3-х т. Т.2. - 5-е изд., перераб. и доп. - М.: Машиностроение, 1980. С.208…213.
8. Киричек А.В., Звягина Е.А. Эпиламирование - нанотехнология для повышения эффективности механической обработки // Справочник. Инж. Журн. 2007. - №2(119).
Способ чистовой обработки с калиброванием и упрочнением металлических внутренних цилиндрических поверхностей деталей, включающий упругое нагружение поверхностного слоя заготовки деформирующе-режущим элементом инструмента с одновременным срезанием поверхностного слоя, отличающийся тем, что перед срезанием поверхностный слой подвергают пластической деформации посредством чередования продольной и круговой подачи деформирующе-режущих элементов инструмента с использованием статико-импульсной нагрузки, при этом инструмент содержит четное количество деформирующе-режущих элементов, которые подвижно по скользящей посадке устанавливают на оправке с использованием упорных подшипников, смонтированных у переднего торца первого деформирующе-режущего элемента и у заднего торца последнего деформирующе-режущего элемента, причем деформирующе-режущие элементы соединены и зафиксированы между собой торцовыми шпонками так, что выступы деформирующе-режущих элементов располагаются в шахматном порядке с перекрытием впадин одного деформирующе-режущего элемента выступами другого, при этом на заднем торце последнего деформирующе-режущего элемента выполняют кулачки, образующие полумуфту, входящую в зацепление с полумуфтой, выполненной на торце полого вала, охватывающего упомянутую оправку, причем между полумуфтами устанавливают цилиндрическую винтовую пружину сжатия, при этом упомянутый полый вал выполняют невращающимся относительно оправки с возможностью продольного перемещения при воздействии на него импульсной силы, а на рабочие поверхности и отверстия деформирующе-режущих элементов наносят слой эпилама, при этом канавки деформирующе-режущих элементов располагают под углом к оси инструмента, определяемым по формуле: ω=arctg(b/l), где l - высота деформирующе-режущего элемента, мм; b - ширина канавки или выступа, мм; ω - угол расположения канавки относительно продольной оси инструмента, град.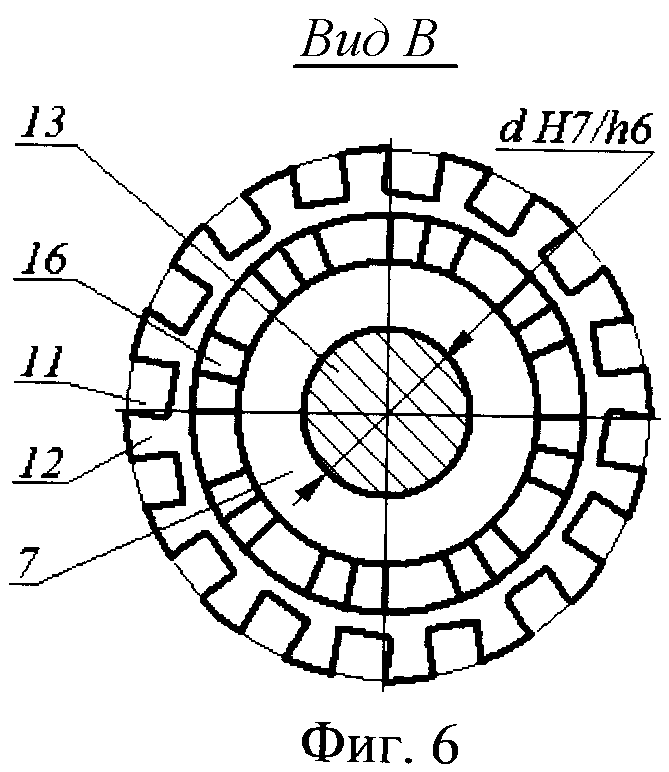
Способ пластического деформирования и калибрования внутренних цилиндрических поверхностей деталей деформирующе-режущим инструментом
Способ поверхностного пластического деформирования заготовок дорнованием со статико-импульсным нагружением дорна
Способ статико-импульсной деформирующе-режущей обработки с калиброванием металлических внутренних поверхностей отверстий деталей
Инструмент для чистовой обработки с калиброванием металлических внутренних цилиндрических поверхностей деталей
Способ статико-импульсного дорнования сложнопрофильных отверстий
Устройство для статико-импульсного дорнования сложнопрофильных отверстий
Устройство для обработки сложнопрофильных отверстий
Способ пластического деформирования сложнопрофильных отверстий с нагревом
Устройство для формообразования наружных щлицев поверхностным пластическим деформированием
Устройство статико-импульсного раскатывания внутренней дорожки наружного кольца шарикоподшипника
Способ определения диаметра продольной арматуры в упругих железобетонных конструкциях балочного типа
Способ определения модуля упругости бетона в упругих железобетонных конструкциях балочного типа
Инструмент для чистовой обработки с калиброванием металлических внутренних цилиндрических поверхностей деталей
Установка для имитации и контроля запотевания стекол защитных очков
Пневмогидравлический аккумулятор
Способ гидротермической обработки зерна гречихи
Устройство удаления влаги в вакууме
Комбинированный радиально-осевой газодинамический лепестковый подшипник скольжения
Способ производства кекса
Способ производства теста для масляного бисквита

