Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, точнее - к отделочно-зачистной вибрационной обработке деталей с использованием свободной обрабатывающей среды (например, сухого абразива или абразива в смеси с рабочей жидкостью).
Известно устройство для вибрационной обработки деталей [1]. Устройство содержит упругоподвешенный корпус (рабочий контейнер) с днищем округлой цилиндрической формы, основание с вибратором и пружинной подвеской. В корпусе устройства свободно размещен рабочий барабан с наружным диаметром, равным 0,7-0,95 диаметра округлой части корпуса, что позволяет интенсифицировать процесс передачи вибрационного импульса от корпуса к барабану. Обрабатывающая среда загружается в рабочий барабан вместе с обрабатываемыми деталями.
Известное устройство, несмотря на простоту конструкции, имеет существенный недостаток, заключающийся в том, что в процессе обработки детали контактируют и соударяются друг с другом, что приводит к выкрашиванию и сколам кромок деталей, что особенно характерно для деталей, выполненных из хрупких материалов. Кроме того при большом объеме рабочего барабана наблюдается повышенный расход обрабатывающей среды из-за измельчения гранул абразива, что увеличивает себестоимость процесса обработки.
Известно устройство для вибрационной обработки [2], при обработке в котором исключены соударения деталей между собой. Устройство также содержит упругоподвешенный корпус с днищем округлой формы и основание с вибратором и пружинной подвеской. Внутри корпуса свободно размещен кассетный рабочий барабан для установки в нем обрабатываемых деталей. Установка обрабатываемых деталей осуществляется на осях, смонтированных в кассетном рабочем барабане. Наружный диаметр рабочего барабана составляет 0,5-0,6 от диаметра округлой части корпуса. Обрабатывающая среда размещается в корпусе устройства и контактирует с деталями, закрепленными в барабане. Устройство обеспечивает эффективную и качественную обработку деталей без выкрашивания и сколов за счет устранения контакта обрабатываемых деталей между собой.
Недостатками устройства является сложность конструкции кассетного рабочего барабана и большая трудоемкость монтажа деталей в барабане, что снижает производительность обработки. Кроме того для крепления деталей, не имеющих отверстий, требуется наличие специальных зажимов, что усложняет устройство и увеличивает стоимость обработки.
Наиболее близким по технической сущности к заявляемому изобретению является устройство, представленное в «Способе вибрационной обработки деталей» [3]. Устройство также содержит упругоподвешенный корпус с округлым цилиндрическим днищем, основание, снабженное вибратором и пружинной подвеской. Внутри корпуса размещена несущая среда, в качестве которой используют мелкие металлические отходы, гальку, песок и другие материалы. В несущей среде свободно размещены рабочие барабаны цилиндрической формы, в которые загружены обрабатываемые детали и обрабатывающая среда в виде сухого и увлажненного абразива.
Устройство, взятое за прототип, позволяет обеспечить интенсивную и качественную обработку деталей, но имеет целый ряд недостатков, обусловленных конструктивными и технологическими особенностями:
- разделение процесса обработки деталей в нескольких рабочих барабанах не исключает образование выкрашиваний и сколов на кромках деталей, так как детали загружаются в барабаны в массовых количествах;
- при обработке деталей из-за контакта барабанов друг с другом наблюдается интенсивное изнашивание их поверхности, усугубляющиеся абразивным воздействием несущей среды, что приводит к низкой стойкости барабанов и необходимости их частой замены;
- наличие несущей среды в конструкции приводит к увеличению трудозатрат и дополнительным финансовым расходам;
- при передаче колебательных и вращательных движений рабочим барабанам от стенок корпуса через несущую среду происходит их демпфирование, что приводит к необходимости повышения мощности привода вибрационного устройства;
- в рабочих барабанах устройства наблюдается интенсивное измельчение гранул абразива обрабатывающей среды за счет воздействия обрабатываемых деталей, что приводит к снижению эффективности обработки и повышению расхода абразивных материалов.
Предлагаемое изобретение направлено на устранение указанных недостатков, то есть на повышение качества и эффективности обработки за счет устранения повреждения поверхности деталей, достижения простоты конструкции устройства и снижения трудозатрат на обработку деталей.
Задача решена тем, что в устройстве для вибрационной обработки деталей, включающем упругоподвешенный корпус с днищем округлой формы, основание, снабженное вибратором и пружинной подвеской, и рабочий барабан с размещенными в нем обрабатываемыми деталями и обрабатывающей средой, рабочий барабан выполнен в виде пакета контейнеров коробчатого типа, соосно и последовательно скрепленных между собой центральной осью, при этом каждый контейнер снабжен расположенными по концентрической окружности глухими камерами с дном на одном из торцев контейнера для размещения обрабатываемых деталей и обрабатывающей среды, причем в собранном виде камеры контейнеров герметически перекрыты дном соседнего контейнера, а последний контейнер закрыт крышкой.
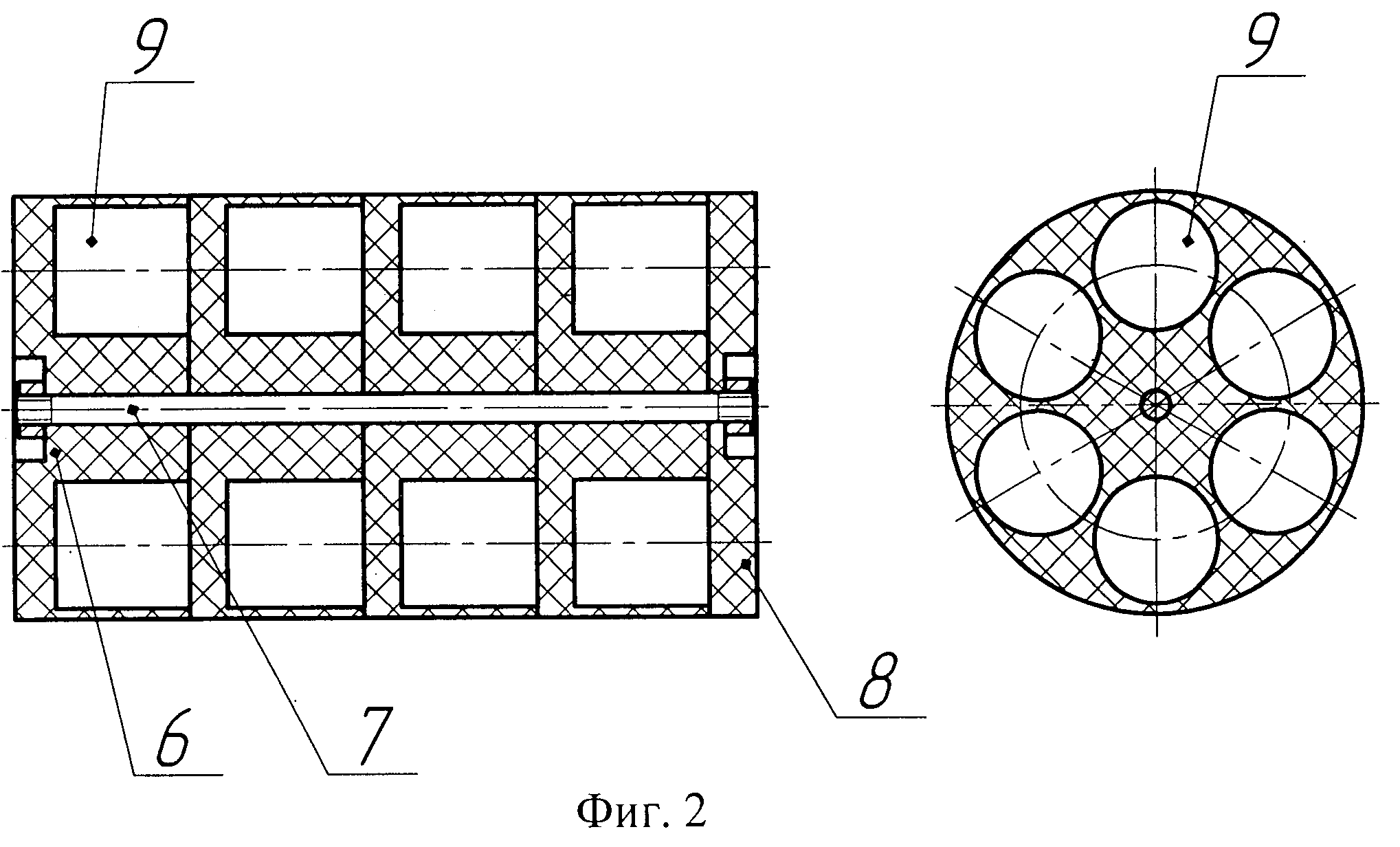
Изобретение иллюстрируется чертежами. На фигуре 1 представлен общий вид устройства в поперечном фронтальном разрезе. На фигуре 2 представлено изображение рабочего барабана в продольном и поперечном разрезах.
Устройство для вибрационной обработки деталей состоит из корпуса 1 с округлым (цилиндрическим) днищем и основания 2, смонтированного на пружинной подвеске 3. Внутри корпуса 1 размещен рабочий барабан 4 с наружным диаметром, равным 0,7-0,95 от диаметра округлого днища корпуса, что обеспечивает вращение барабана внутри корпуса при вибрационных колебаниях корпуса. Основание устройства снабжено вибратором 5 эксцентрикового типа.
Рабочий барабан 4 выполнен в виде пакета контейнеров коробчатого типа 6 (фигура 2). Контейнеры 6 соосно и последовательно скреплены между собой центральной осью 7 с гайками, при этом крайний контейнер снабжен крышкой 8. Количество контейнеров в пакете зависит от габаритных размеров деталей и длины корпуса вибрационного устройства.
Каждый контейнер 6 снабжен глухими цилиндрическими камерами 9 с дном на одном из его торцев. Камеры 9 служат для размещения в них по одной обрабатываемой детали и порции обрабатывающей среды. В собранном виде камеры 9 наглухо перекрываются дном соседнего контейнера, а в последнем контейнере - крышкой 8. Таким образом, в собранном рабочем барабане образуются локальные полости, в которых размещены детали по отдельности от других деталей со своей порцией абразива.
Предлагаемое устройство работает следующим образом. Перед процессом обработки осуществляют сборку рабочего барабана. В первый нижний контейнер (в каждую камеру) закладываются по одной детали и по порции абразива, далее на центральной оси монтируют второй контейнер и «заряжают» его и т.д. Собранный барабан скрепляют гайками по оси и размещают в корпусе устройства. Далее включают вибратор.
Под действием вибрации рабочий барабан, детали и обрабатывающая среда совершают направленные вращательные движения, в результате которого производится эффективная обработка детали без контакта деталей друг с другом.
В связи с тем, что каждая обрабатываемая деталь располагается в отдельной локальной области одного контейнера со своей порцией обрабатывающей среды, то эти конструктивные отличия устраняют контакт деталей друг с другом, снижают удельный объем обрабатывающей среды на одну деталь. В связи с отсутствием несущей среды устраняется ее воздействие на поверхность рабочего барабана, что увеличивает срок его безаварийной эксплуатации. Кроме того, предлагаемое устройство позволяет одновременно обрабатывать детали, отличающиеся по весу и форме, т.е. в камеры можно загружать различные детали.
В совокупности предлагаемое изобретение обеспечивает следующий технико-экономический эффект:
- повышается качество поверхности обрабатываемых деталей в связи с отсутствием сколов и выкрашиваний их кромок;
- достигается экономия абразивного материала в 1,5-3 раза, так как обрабатывающий материал преимущественно расходуется только на полезную работу по обработке поверхности детали;
- снижается трудоемкость и себестоимость процесса обработки за счет сокращения расхода обрабатывающей среды, отсутствия затрат на несущую среду и увеличения стойкости рабочего барабана.
Пример.
Проведена обработка односторонних сменных многогранных пластин (СМП) режущего инструмента без отверстий TNUN - 110308 (ГОСТ 19042-80 и ГОСТ 19043-80), изготовленных из твердого сплава Т15К6. В соответствии с ГОСТ 19086-80 эти СМП могут подвергаться виброабразивной обработке для округления режущих кромок. Величина радиуса округления для данной пластины составляет 0,03-0,05 мм. Критерием эффективности обработки являлось количество бракованных СМП, по причине выкрашивания их режущих кромок, за время, по истечению которого радиус их округления достигал указанных значений. При этом бракованными считались СМП, которые на режущих кромках имели более трех выкрашиваний, или более одного выкрашивания с размерами равным или более: на режущей кромке 0,15×0,3 мм, на радиусе при вершине 0,1×0,2 мм.
Для получения сравнительных данных обработка велась в известном устройстве и в устройстве по предлагаемому изобретению.
Обработка проводилась в известном вибрационном устройстве с диаметром округлой части корпуса 210 мм, при его частоте колебаний 1500 мин-1 и амплитуде колебаний 2,5 мм. Диаметр каждого из трех одновременно используемых барабанов составлял 70 мм. В качестве несущей среды использовалась галька.
В предлагаемом устройстве рабочий барабан диаметром 190 мм, состоял из десяти контейнеров, скрепленных между собой, каждый из которых имел двенадцать цилиндрических рабочих камер, расположенных по концентрической окружности диаметром 146 мм. При данных размерах барабана в нем одновременно обрабатывалось 120 деталей.
При обработке в обоих устройствах в качестве обрабатывающей среды использовался формованный абразивный наполнитель ПТ 3×3 и рабочая жидкость - 3%-ый раствор соды кальцированной.
Выявление брака СМП, связанного с выкрашиванием их режущих кромок, проводилось по методике, изложенной в ГОСТ 19086-80. Партии деталей подвергались сплошному контролю.
Результаты сравнительных опытов, приведены в таблице 1.
|
Из приведенных данных видно, что при равном количестве обрабатываемых деталей и примерно одинаковом времени обработки предлагаемое изобретение обеспечивает значительное снижение брака деталей по причине выкрашивания режущих кромок и уменьшение в 1,8 раза расхода обрабатывающей среды.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. АС СССР №1020214 А «Устройство для вибрационной обработки». Опубл. 30.05.80, БИ №20. Авторы Игнатьков Д.А. и др.
2. Патент РФ №2 286 239 «Устройство для вибрационной обработки деталей». Опубл. 27.10.2006, БИ №30. Авторы Трилисский В.О. и др.
3. АС СССР №626941 «Способ вибрационной обработки деталей». Опубл. 05.10.78, БИ №37. Авторы Мукомел А.В. и др.
Устройство для вибрационной обработки деталей, содержащее упруго подвешенный корпус с днищем округлой формы, основание с вибратором и пружинной подвеской и рабочий барабан с размещенными в нем обрабатываемыми деталями и обрабатывающей средой, отличающееся тем, что рабочий барабан выполнен в виде пакета контейнеров коробчатого типа, соосно и последовательно скрепленных между собой центральной осью, при этом в каждом контейнере выполнены расположенные по концентрической окружности глухие камеры с дном на одном из торцов контейнера для размещения обрабатываемых деталей и обрабатывающей среды, причем в собранном виде камеры контейнеров герметически перекрыты дном соседнего контейнера, а последний контейнер закрыт крышкой.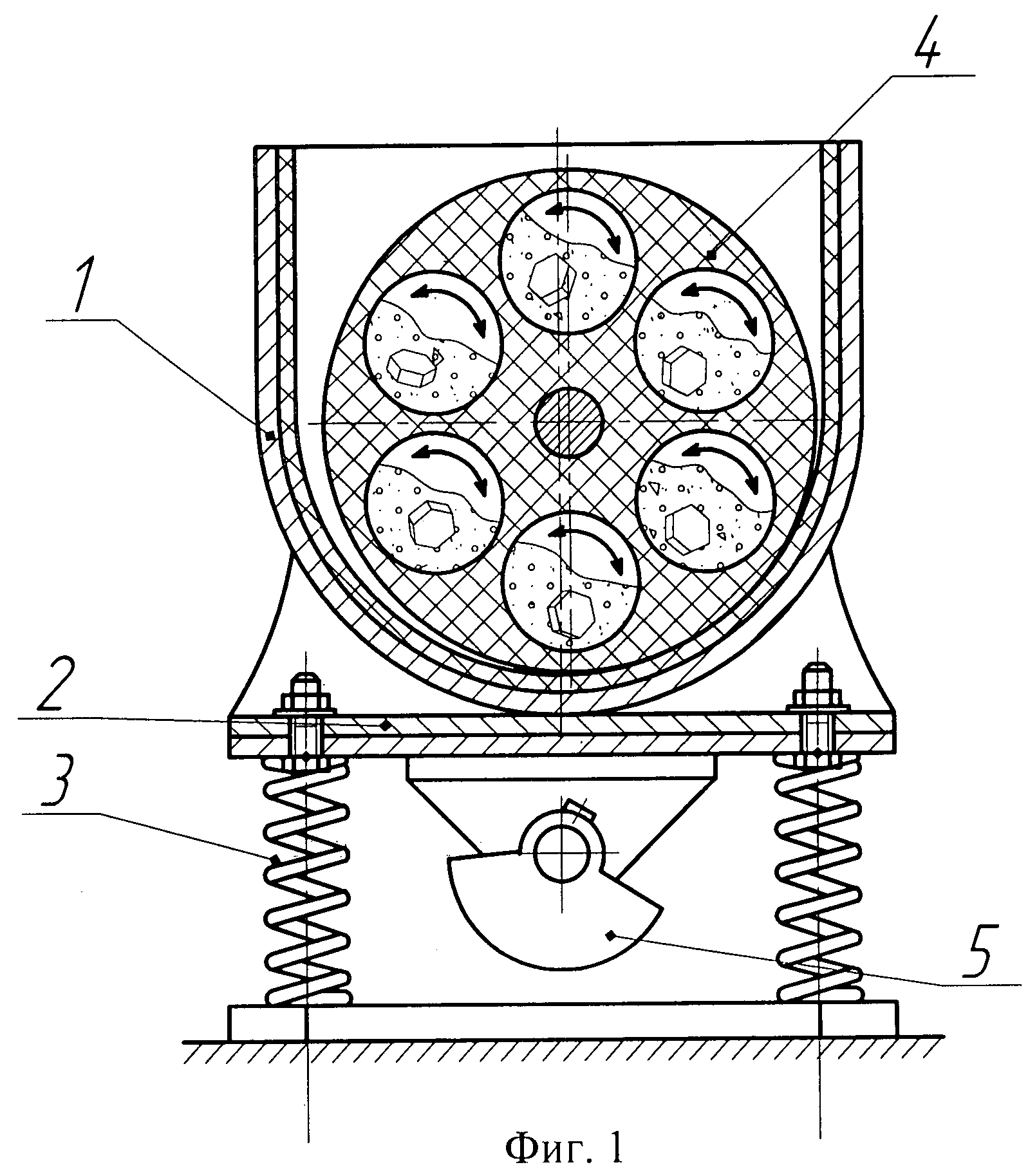
Роторная печь для пиролиза твердых бытовых отходов
Способ получения композиционного материала
Способ изготовления формы для литья по выплавляемым моделям (варианты)
Способ получения наноструктурированного слоя на поверхности металлов в условиях звукокапиллярного эффекта
Способ упрочнения поверхности металлической детали
Консервант для анатомических препаратов
Устройство для получения дозированных смесей с регулировкой подачи
Способ фиксации комбинированного герниопротеза
Термоустойчивый датчик давления на основе нано- и микроэлектромеханической системы с мембраной, имеющей жёсткий центр
Способ изготовления датчика вакуума наноструктурой на основе смешанных полупроводниковых оксидов и датчик вакуума на его основе
Усиливающий пьезоэлектрический актюатор
Устройство управления самочувствительным линейным пьезоэлектрическим актюатором
Способ получения биопрепарата, обладающего ноотропным действием
Способ реставрации анатомических препаратов
Способ изготовления газового сенсора на основе термовольтаического эффекта в оксиде цинка

