Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к области литейного производства, точнее - к способам изготовления керамических форм для литья по выплавляемым моделям, предназначаемых для изготовления различных сложнопрофильных отливок из углеродистых, легированных, жаропрочных, нержавеющих и других сталей.
При изготовлении отливок из легированных сталей методом литья по выплавляемым моделям возникают поверхностные дефекты, к которым относятся окалина, обезуглероживание поверхности отливки на глубину до 1 мм, микротрещины и питтинг-дефекты (точечные углубления до 0,6 мм, называемые также темными пятнами). Многочисленными исследованиями установлено, что основными причинами упомянутых дефектов является окисление стали во время заливки форм за счет кислорода воздуха, образование на поверхности стали оксидной пленки и оксидов железа, кремния, марганца, хрома, никеля и других элементов в виде шлаковых включений во время заливки стали в форму, реагирующих затем с оксидами керамической формы. Механизм образования точечных поверхностных дефектов до конца еще не выяснен, но имеются направления исследований (работ), позволяющие снизить брак отливок по поверхностным дефектам. К ним относятся: создание в форме восстановительной или нейтральной атмосферы; заливка и охлаждение отливок в вакууме или нейтральной атмосфере; применение керамических форм из основных материалов; повышение температуры прокаливания форм; применение для изготовления форм амфотерных корундовых, хромо-магнезитовых, циркониевых и других материалов.
Известна литейная форма, для изготовления которой в суспензию и в материал для обсыпки суспензии вводят углеродсодержащий материал (например, измельченные графитовые электроды или древесный уголь). Углеродсодержащий материал вводится для получения восстановительной атмосферы на границе раздела металл - форма (Патент Великобритании №1039757, МПК В22С 9/04. Улучения в форме для отливки металла/Leonard Samuel Taylor, Eric George Donaldson. - №19620044526; заявл. 24.11.62).
Однако введение углеродсодержащих материалов отрицательно сказывается на свойствах суспензии, качестве поверхности получаемых отливок и прочности форм.
Известен способ изготовления форм по выплавляемым моделям, в котором с целью устранения обезуглероживания отливок в поверхностном слое предложено пропитывать формы раствором железоаммонийоксалата (NH4)3Fe(C2O4)33H2O концентрацией 200-250 г/л после проведения операции вытопки модели и прокаливания формы. При нагреве железоаммонийоксалат разлагается и выделяет соединение NH4H2CO2, которое создает локальную восстановительную атмосферу. Железо, содержащееся в форме (оно всегда присутствует в кварцевом песке), при этом активно взаимодействует с кислородом воздуха, предотвращая тем самым обезуглероживание поверхности отливок (А.с. СССР №1386355, МПК В22С 9/04. Способ изготовления форм по выплавляемым моделям / А.А.Демидова, В.М.Можаев, В.К.Крутиков, О.Ю.Бегак. - №4000278/23; заявл. 03.01.86; опубл. 07.04.88).
Недостатком известного способа является необходимость использования сложных и дорогостоящих химикатов и невозможность его использования для борьбы с точечными поверхностными дефектами, так как образующийся в известном способе оксид железа способствует развитию точечных дефектов.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления форм для литья по выплавляемым моделям, который состоит в послойном нанесении суспензии на основе огнеупорного материала с этилсиликатным связующим с последующей обсыпкой каждого слоя кварцевым песком. Начиная с третьего слоя, в суспензию добавляют 2-4% графита серебристого от массы огнеупорного материала. При формовке полученной формы в опоке с кварцевым песком в него добавляют 4-6% карбюризатора от массы кварцевого песка (Патент РФ №2314891, МПК В22С 9/04. Способ изготовления форм для литья по выплавляемым моделям / Л.В.Давыдова, Р.Т.Териков, А.Л.Фещук, Р.Т.Шарафутдинов. - №2006119838/02; заявл. 06.06.2006; опубл. 20.01.2008).
Способ изготовления форм для литья по выплавляемым моделям, взятый за прототип, имеет следующие недостатки:
- наличие в форме и опоке во время заливки жидкого металла и охлаждения отливок окислительной газовой атмосферы. В форме и в опоке, несмотря на наличие углеродсодержащих веществ в виде серебристого графита и древесно-угольного карбюризатора, создается окислительная газовая атмосфера, которая отрицательно влияет на качество отливок. Наличие окислительной газовой атмосферы объясняется присутствием свободного кислорода, а также тем, что при высоких температурах прокаливания и заливки формы углерод графита и карбюризатора активно реагирует с кислородом, содержащимся в опорном наполнителе и в форме (кислород беспрепятственно поступает с окружающим форму и опоку воздухом), по реакции С+O2=СО2. Реакция является экзотермической, конечный газообразный продукт СO2 является сильнейшим окислителем. Исходя из этого, температура в форме и опоке не только не снижается, а наоборот увеличивается. Окислительная способность газовой атмосферы за счет наличия СО2 также увеличивается, процесс окисления стали интенсифицируется как в жидком, так и в твердом состоянии;
- снижение качества отливок за счет поверхностных дефектов, образующихся при интенсивном окислении заливаемой стали.
Задачей заявляемого технического решения является повышение качества отливок и снижение брака по поверхностным дефектам за счет создания в форме и опоке восстановительной газовой атмосферы, позволяющей значительно снизить развитие процесса окисления заливаемой стали в жидком и твердом состоянии.
Поставленная задача достигается тем, что способ изготовления формы для литья по выплавляемым моделям включает послойное формирование оболочки из огнеупорного, обсыпочного и связующего материалов; сушку слоев формы; выплавку модели; монтаж формы в опоке, заполненной смесью опорного наполнителя и древесно-угольного карбюризатора, и последующее прокаливание формы в сборе. Согласно предлагаемому способу перед прокаливанием формы смесь опорного наполнителя и карбюризатора и заливочную воронку стояка со стороны верхнего их уровня герметизируют, и процесс прокаливания формы в сборе осуществляют в герметизированном состоянии опоки и стояка для исключения возможности поступления кислорода воздуха в объем опорного наполнителя и полость формы. По первому варианту герметизацию смеси наполнителя и карбюризатора осуществляют жидким стеклом, а герметизацию заливочной воронки стояка - стаканом из огнеупорного материала. Кроме того, для герметизации смеси наполнителя и древесно-угольного карбюризатора возможно использование смеси жидкого стекла и пылевидного кварцевого песка при соотношении компонентов 1:1,5-2.
Второй вариант способа изготовления формы для литья по выплавляемым моделям включает послойное формирование оболочки из огнеупорного, обсыпочного и связующего материалов; сушку слоев формы; выплавку модели; монтаж формы в опоке, заполненной смесью опорного наполнителя и древесно-угольного карбюризатора, и последующее прокаливание формы в сборе. Перед прокаливанием формы смесь опорного наполнителя и карбюризатора и заливочную воронку стояка со стороны верхнего их уровня герметизируют, и процесс прокаливания формы в сборе осуществляют в герметизированном состоянии опоки и стояка для исключения возможности поступления кислорода воздуха в объем опорного наполнителя и полость формы, при этом герметизацию смеси наполнителя и карбюризатора осуществляют кремнезолем, а герметизацию заливочной воронки стояка - стаканом из огнеупорного материала. Кроме того, для герметизации смеси наполнителя и карбюризатора возможно использование смеси кремнезоля и пылевидного кварцевого песка при соотношении компонентов 1:1,5-2.
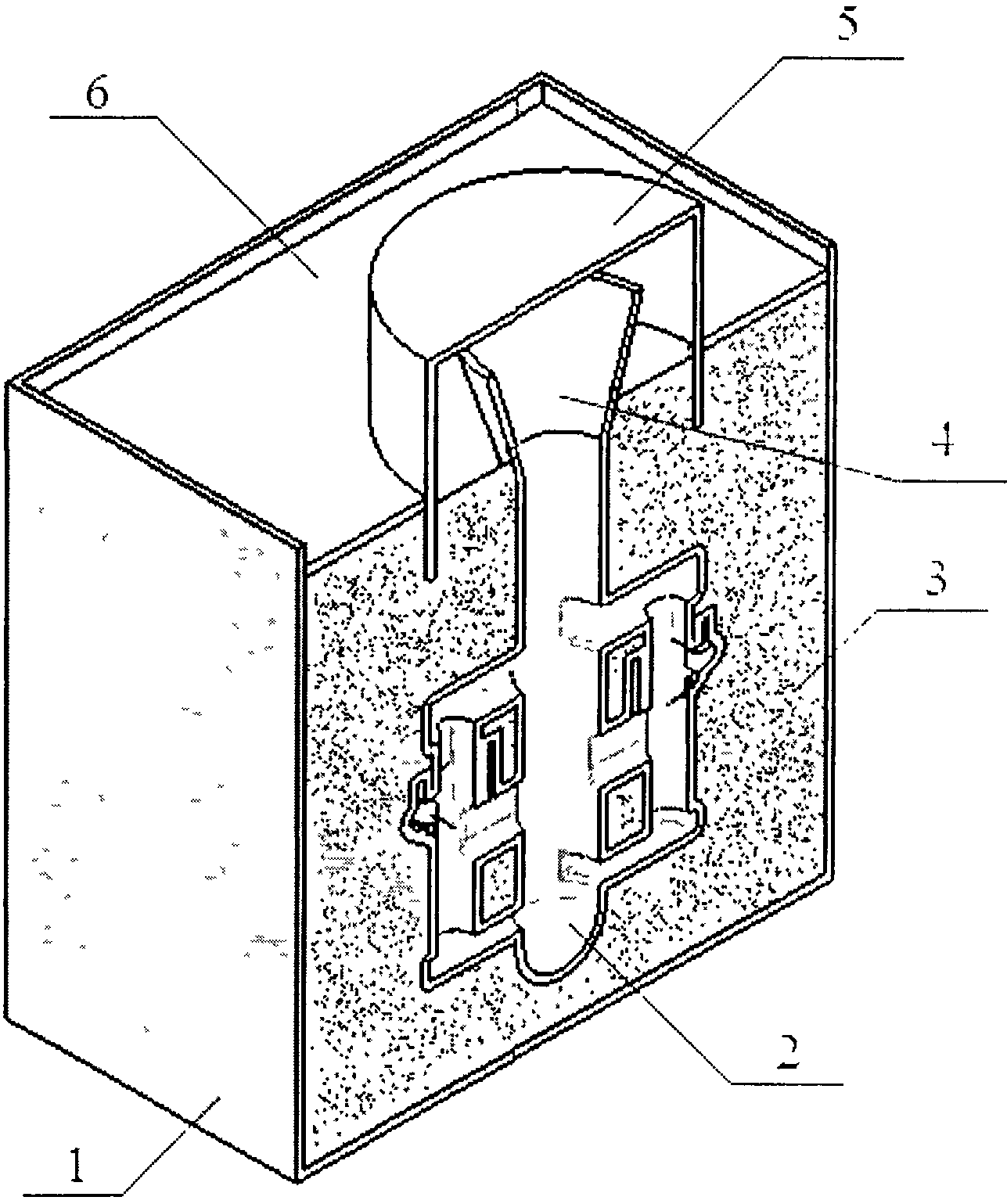
Предлагаемые способы изготовления формы для литья по выплавляемым моделям иллюстрируются чертежом. На чертеже изображена форма в сборе в продольном разрезе. Перечень позиций: 1 - опока; 2 - керамическая оболочковая форма; 3 - опорный наполнитель с карбюризатором; 4 - заливочная воронка; 5 - огнеупорный стакан; 6 - герметичный слой.
Пример 1. Способ изготовления формы для литья по выплавляемым моделям по первому варианту осуществляют следующим образом. Сначала изготавливают модели отливок из парафино-стеариновой смеси, после чего формируют модельный блок отливок со стояком, заливочной воронкой и литниково-питающей системой. Далее производят послойное изготовление оболочки формы, для чего используют суспензию на основе этилсиликата-32,40 (ТУ 6-02-895-78) или кремнезольного связующего марки «Армосил А» (ТУ 2145-005-95412478-2006). В качестве наполнителя огнеупорной суспензии используют кварц пылевидный (ГОСТ 9077-82), или плавленый кварц пылевидной фракции марки «Экосилмелур» (ТУ 5931-002-71435339-2004), или электрокорунд пылевидной фракции (ГОСТ 28818-90). В качестве обсыпочного материала используют кварцевый песок (ГОСТ 2138-91), или плавленый кварц, или электрокорунд (ГОСТ 28818-90). Далее производят выплавку модельного состава из формы.
Затем готовую форму монтируют в металлической опоке. В опоку загружают опорный наполнитель (кварцевый песок или бой керамических использованных форм) в смеси с древесно-угольным карбюризатором (ГОСТ 2407-83). Рекомендуемый состав опорного наполнителя: бой керамических форм размером зерен 1-3 мм - 88-90 об.%, древесно-угольный карбюризатор размером зерен 3-10 мм - 10-12 об.%.
После монтажа формы в опоке перед прокаливанием формы в сборе осуществляют операцию герметизации опорного наполнителя и заливочной воронки стояка по их верхнему уровню.
Для герметизации опорного наполнителя используют жидкое стекло плотностью 1,1-1,7 г/см3. Возможно использование жидкого стекла в смеси с пылевидным кварцевым песком при соотношении компонентов 1:1,5-2. Герметизирующий состав наносят на верхний уровень опорного наполнителя в опоке слоем 5-10 мм и тщательно уплотняют с целью обеспечения изоляции карбюризатора, содержащегося в опорном наполнителе, от воздействия кислорода воздуха.
Герметизацию заливочной воронки стояка осуществляют стаканом, выполненным из жаропрочной стали или огнеупорного материала, например шамотного, и устанавливаемым на верхний срез воронки.
После герметизации формы производят прокаливание формы в сборе при температуре 900°С в течение 4 часов. Далее производят заливку жидкого металла. Непосредственно перед заливкой металла с заливочной воронки снимают стакан, закрывающий полость стояка.
Пример 2. Способ изготовления формы для литья по выплавляемым моделям по второму варианту осуществляют аналогично способу по первому варианту. Герметизацию опорного наполнителя с карбюризатором осуществляют кремнезолем марки «Армосил А» (ТУ 2145-005-95412478-2006). Возможно использование кремнезоля в смеси с пылевидным кварцевым песком при соотношении компонентов 1:1,5-2.
При прокаливании формы в сборе наблюдаются следующие физико-химические процессы. При высокой температуре прокаливания углерод карбюризатора реагирует с кислородом, который имеется в опорном наполнителе и полостях формы, преимущественно по реакции неполного горения 2С+О2=2СО в связи с малым количеством кислорода в герметизированном пространстве формы и опоки. Лишь небольшая часть карбюризатора (5-10%) реагирует по реакции полного горения С+О2=СО2, причем СО2 затем снова реагирует с углеродом по реакции восстановления СО2+С=2СО. Так как доступ дополнительного свободного кислорода из воздуха в опорный наполнитель невозможен в связи с его герметизацией, то в его объеме весь свободный кислород расходуется на реакцию с карбюризатором.
Так как оболочковая форма является газопроницаемой, а после прокаливания количество микротрещин и пор в ней еще более возрастает, то образовавшийся в объеме опорного наполнителя оксид углерода СО проникает через оболочку формы в ее полость. Этому способствует также то, что парциальное давление в зоне опорного наполнителя из-за описанных реакций становится больше, чем в форме. При достижении динамического равновесия кислород формы переходит в зону опорного наполнителя и расходуется на реакцию окисления углерода карбюризатора.
Таким образом, благодаря описанным процессам газовая атмосфера во всем объеме формы не содержит свободный кислород и состоит преимущественно из оксида углерода и соединений азота. Оксид углерода является восстановителем, соединения азота - нейтральными, в связи с чем газовая атмосфера в форме будет восстановительной.
Восстановительная атмосфера в форме благотворно воздействует на окислительно-восстановительные процессы, проходящие между взаимодействующими фазами: жидкий металл - газовая атмосфера; жидкий металл - материалы формы; газовая атмосфера - материалы формы. При взаимодействии фаз проходят реакции восстановления оксидов стали и шлака: Cr2O3+3СО=2Cr+3CO2; SiO2+2СО=Si+2СO; FeO+СО=Fe+СO2; MnO+СО=Mn+СO2 и другие. В связи с отсутствием в форме свободного кислорода поверхность металла не окисляется, содержание шлаковых включений и газов в металле снижается, металл в отливках становится плотнее и прочнее.
При отсутствии оксидных пленок на поверхности металла интенсивность взаимодействия металла с материалами формы резко снижается. На внутренней поверхности формы не наблюдается образования рыхлот и отслоений материала, что положительно влияет на сокращение точечных и других поверхностных дефектов отливок.
По сравнению со способом, взятым за прототип, предлагаемое изобретение обеспечивает следующий положительный технико-экономический эффект:
- все физико-химические и тепло-физические процессы в литейной форме проходят в восстановительной газовой атмосфере, обеспечивающей подавление окислительных процессов между взаимодействующими фазами и способствующей созданию условий для повышения качества отливок;
- существенное снижение брака по пленам, точечным и другим поверхностным дефектам отливок. Предварительные испытания показали, что брак по указанным видам дефектов снижается на 30-50%;
- снижение себестоимости литья на 3-5% в связи с устранением использования дорогостоящего серебристого графита.
Предлагаемый способ изготовления форм для литья по выплавляемым моделям прост в использовании, не требует специального дорогостоящего оборудования и специальных материалов. Технологически способ не отличается от традиционного и может быть осуществлен на любом литейном производстве с получением положительного технико-экономического эффекта.
Роторная печь для пиролиза твердых бытовых отходов
Устройство для вибрационной обработки деталей
Молекулярно-электронный акселерометр
Способ получения композиционного материала
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ электроэрозионного профилирования шлифовального круга на токопроводящей связке
Способ упрочнения поверхности металлической детали
Способ фосфатирования железокобальтового сплава
Способ осветления и удаления шлама с поверхности самарий-кобальтовых магнитных сплавов
Способ фосфатирования магнитомягких сплавов типа пермаллой (варианты)
Роторная печь для пиролиза твердых бытовых отходов
Молекулярно-электронный акселерометр
Способ получения композиционного материала
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ электроэрозионного профилирования шлифовального круга на токопроводящей связке
Способ упрочнения поверхности металлической детали
Способ фосфатирования железокобальтового сплава
Способ осветления и удаления шлама с поверхности самарий-кобальтовых магнитных сплавов
Способ фосфатирования магнитомягких сплавов типа пермаллой (варианты)
Раствор для химического серебрения медных сплавов и способ его получения

