Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники
Изобретение относится к области способов получения слоистых композиционных материалов с использованием взрывных технологий, а точнее - к способам получения композиционных материалов с высокими значениями предела прочности и модуля упругости, которые могут быть использованы в машиностроении, авиа- и ракетостроении, космической технике и других отраслях промышленности.
Предшествующий уровень техники
Наиболее распространенным способом упрочнения и повышения модуля упругости многих сплавов является их легирование. Упрочнение сплава при этом достигается за счет образования в сплаве высокопрочных, тугоплавких и вместе с тем хрупких химических соединений - интерметаллидов. Образование в структуре интерметаллидов вызывает увеличение прочности, модуля упругости, повышение твердости и резкое падение пластичности материала. Однако ресурс объемного легирования в настоящее время считается исчерпанным.
Наиболее перспективным методом дальнейшего упрочнения является создание слоистых композиционных материалов. При получении слоистых композиционных материалов могут быть широко использованы взрывные технологии, например сварка взрывом, обеспечивающая прочное сцепление слоев композиционного материала.
Известен способ получения композиционного стале-алюминиевого материала сваркой взрывом, при котором между алюминием и сталью вводится прослойка из титана с целью повышения прочности соединения [1]. Недостатком данного способа является невозможность получения высокопрочного толстолистового конструкционного материала за одну взрывную стадию, так как в этом случае приходится применять взрывчатые вещества с большой высотой заряда, что приводит к образованию на границе титана со сталью хрупких интерметаллидов, резко снижающих прочность сварного соединения по всей площади контакта слоев. Это обстоятельство приводит к расслоению материала и его разрушению.
Известен способ получения композиционного стале-алюминиевого материала [2], при котором на свариваемую поверхность стальной пластины наносится тонкий слой из диффузионного материала (цинк, хром, никель и др.). К этому слою затем приваривают алюминиевую пластину с помощью прокатки.
Недостатком данного способа является низкая прочность сварного соединения, так как с помощью прокатки практически очень сложно добиться равнопрочного соединения. Особенно это относится к таким традиционно трудносвариваемым разнородным металлам, как алюминий и сталь. Кроме того, сварка прокаткой не позволяет получать толстолистовые и профильные композиционные материалы.
Известен способ получения композиционного алюминиево-медного материала [3], согласно которому сначала составляют пакет из чередующихся слоев алюминия и меди, затем осуществляют сварку взрывом. Соотношение толщины слоев алюминия и меди в пакете выбирают равным 1:(0,4-0,56).
После сварки пакет подвергают горячей прокатке при температуре 350-500°C. Полученную заготовку подвергают отжигу при температуре 400-500°C в течение 2…3 часов с последующим охлаждением на воздухе. Далее осуществляют окончательную прокатку при температуре 20-250°C.
Способ позволяет повысить модуль упругости композиционного материала и прочность сварного соединения. Материал обладает пониженной теплопроводностью в поперечном направлении и повышенной вдоль металлических слоев. Высокий модуль упругости материала (до 250 ГПа) и значительный предел прочности при растяжении (до 800…1000 МПа) обеспечивается образованием на границе алюминий-медь интерметаллидов CuAl2. Однако способ не обеспечивает рационального сочетания высоких значений модуля упругости и предела прочности при растяжении. При высоком показателе модуля упругости композиционный материал имеет недостаточно высокую прочность сварных соединений в слоях.
Это объясняется влиянием интерметаллидного слоя, образующегося по всей площади контакта слоев алюминия и меди. Слой интерметаллидов обладает высокой прочностью и тугоплавкостью, но в то же время хрупкостью и склонностью к трещинообразованию в процессе эксплуатации изделий из данного материала. При этом, чем больше площадь контакта слоев, тем менее прочно сварное соединение.
Наиболее близким по технической сущности к предлагаемому изобретению является способ получения композиционного материала [4]. Способ, взятый за прототип, включает пакетирование чередующихся слоев алюминия (металл-основа) и меди (армирующий металл), сварку слоев взрывом, прокатку и термическую обработку материала. Слои армирующего металла формируют в виде фрагментов полос или проволоки, при этом на поверхности армирующих фрагментов перед закладкой выполняют насечку. Количество фрагментов определяют исходя из соотношения площадей слоев металла-основы и армирующего металла, равному 1:(0,5…0,7).
Известный способ осуществляют следующим образом. Сначала готовят листы металла-основы (например, алюминия), листы очищают и обезжиривают. Далее исходя из площади поверхности контакта алюминиевого листа рассчитывают площадь поверхности армирующих медных фрагментов по вышеуказанному соотношению. По рассчитанной площади медных фрагментов, известной толщине (диаметру) фрагментов и их длине определяют их количество. Далее заготавливают медные фрагменты и делают на них насечку.
Затем собирают пакет всех пластин, после чего осуществляют сварку взрывом слоев металла-основы и армирующего металла. Затем производят низкотемпературный отжиг при температуре 150°C для снятия наклепа, прокатку заготовки и окончательный высокотемпературный отжиг при температуре 430°C в течение 6 часов.
Способ позволяет получить слоистые композиционные материалы с обеспечением рационального сочетания механических свойств, а именно высокие значения модуля упругости и предела прочности при растяжении. Это объясняется локальным характером образования интерметаллидов по границам упрочняющего металла и высокой прочностью сцепления слоев благодаря наличию насечек на фрагментах армирующего металла.
Способ, взятый за прототип, имеет следующие недостатки:
- анизотропия механических свойств слоистого композиционного материала в зависимости от направления воздействия нагрузок (вдоль или поперек армирующих элементов);
- снижение технологичности композиционного материала, объясняемое анизотропностью механических свойств;
- повышенная трудоемкость получения композиционного материала, объясняемая значительными трудозатратами по изготовлению фрагментов упрочняющего металла, проведению операции насечки и укладке фрагментов в пакет.
Однако ресурс повышения механических свойств и достижения рационального сочетания высоких показателей предела прочности и модуля упругости в изобретении-прототипе до конца еще не исчерпан.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в расширении способов получения композиционных материалов с высокими значениями предела прочности и модуля упругости.
Технический результат, достигаемый при реализации заявленного изобретения, заключается в повышении механических свойств, достижении их рационального сочетания, уменьшении анизотропности механических свойств, снижении трудоемкости получения слоистых композиционных материалов и повышении их технологичности.
Указанный технический результат достигается тем, что способ получения композиционного материала включает пакетирование чередующихся слоев металла-основы и армирующего металла при соотношении площади слоев в пределах 1:(0,5-0,7), сварку слоев взрывом, низкотемпературный отжиг, прокатку и окончательный высокотемпературный отжиг, армирующий металл выполняют в виде перфорированных листов со сквозными каналами, распределенными равномерно по площади листов, при этом каналы выполняют коническими с противоположно направленной конусностью в соседних каналах, а каналы с одноименной конусностью располагают в плоскости листа в шахматном порядке.
Краткое описание чертежей
Способ иллюстрируется чертежами.
На фиг.1 представлен продольный вертикальный разрез Б-Б пакета слоев металла-основы, армирующего металла и вспомогательных технологических слоев.
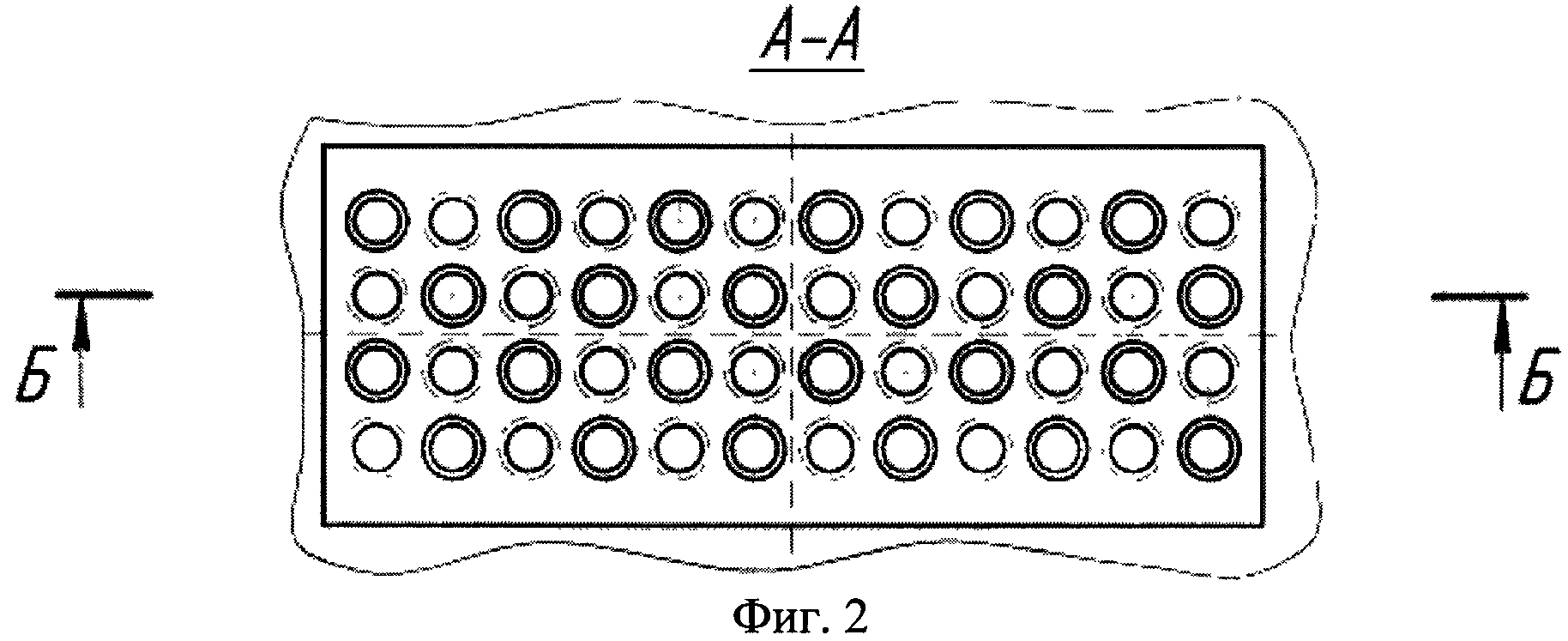
На фиг.2 представлен поперечный разрез А-А, показывающий лист армирующего металла с коническими каналами.
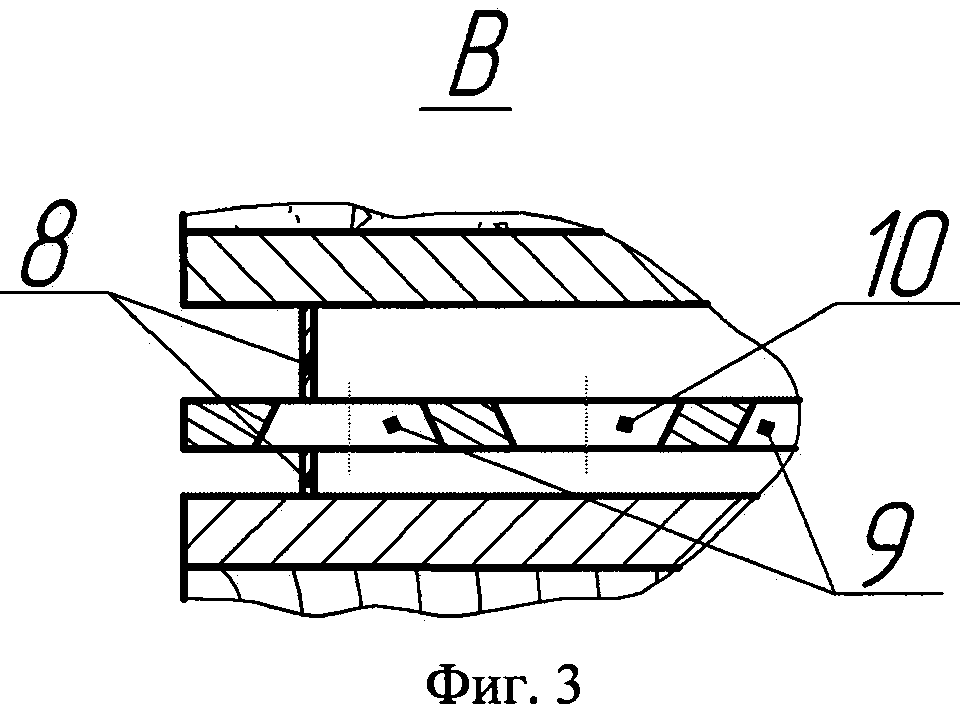
На фиг.3 представлен выносной элемент В, показывающий в увеличении форму и расположение каналов в листе армирующего металла.
На чертежах: 1 - грунт, 2 - деревянная подкладка, 3 - нижний слой металла-основы, 4 - слой армирующего металла, 5 - верхний слой металла-основы, 6 - взрывчатое вещество, 7 - электродетонатор, 8 - упор для обеспечения зазора между слоями металла, 9 - конические каналы в армирующем металле с направлением конусности вверх, 10 - конические каналы в армирующем металле с направлением конусности вниз.
Осуществление изобретения
Предлагаемый способ получения композиционного материала осуществляют следующим образом. Листы металла-основы (поз.3, 5) очищают, обезжиривают. Для изготовления листов армирующего металла (поз.4) производят расчет количества и размеров конических каналов, выполняют чертеж расположения каналов по площади листа с учетом их равномерного распределения. Расчеты производят исходя из соотношения площади слоев металла-основы и армирующего металла в пределах 1:(0,5-0,7). Рекомендуемый средний диаметр каналов 5-30 мм в зависимости от габаритных размеров листов металла-основы и армирующего металла.
Конические каналы в армирующем металле выполняют с противоположно направленной конусностью в соседних каналах. Каналы 9 выполняют с направлением конусности вверх, каналы 10 - с направлением конусности вниз (фиг.3). При этом каналы с одноименной конусностью располагают в плоскости листа в шахматном порядке (фиг.2). Каналы в листах выполняют штамповкой или вручную с двух сторон.
Подготовленные листы материалов собирают в пакет, снабжают пакет взрывчатым веществом 6 и осуществляют подрыв, в результате которого осуществляется сварка собранных в пакет листов. Далее производят операции - низкотемпературный отжиг, прокатку и окончательный высокотемпературный отжиг.
При сварке взрывом, а также при высокотемпературном отжиге в диапазоне температур 400…500 градусов на границах раздела фаз алюминий - медь происходит химическое взаимодействие алюминия и меди, в результате чего образуется интерметаллид CuAl2, который в виде дисперсных частиц образует твердый каркас по границам дендритных ячеек. В местах контакта металла-основы и армирующего металла образуются слои, состоящие из твердых высокопрочных интерметаллидов, которые способствуют увеличению модуля упругости композиционного материала. Контакт двух металлов не является сплошным, площадь контакта равна разности общей площади листа и суммарной площади каналов, выполненных в армирующем металле. При этом зона контакта равномерно распределена по площади листов и представляет собой локальные участки.
Это позволяет устранить образование сплошного, твердого, хрупкого и склонного к трещинообразованию слоя интерметаллидов, что способствует устранению разрушения материала по этому слою, увеличению предела прочности при растяжении и модуля упругости.
Отмеченные локальные участки твердых интерметаллидных слоев способствуют увеличению прочности сварного соединения алюминия и меди. Промежутки между локальными участками интерметаллидных слоев заполняются более мягким алюминием, который противодействует распространению микротрещин по всему материалу в случае, если они по каким-либо причинам возникают в интерметаллидном слое.
Наличие в армирующем металле каналов обеспечивает при сварке взрывом проникновение одного слоя металла-основы в каналы армирующего листа, соединение его с другим слоем металла-основы и прочную их сварку. Коническая форма каналов значительно облегчает заполнение их полости металлом-основы, соединение его со слоем армирующего металла и с другим слоем металла-основы по всей поверхности канала. Этот процесс идет по всем каналам армирующего металла, что способствует равномерной сварке по всей площади без образования напряжений в сварных швах. Выполнение каналов в армирующем металле с противоположно направленной конусностью в соседних каналах также способствует снижению и компенсации напряжений, возникающих при сварке, за счет равномерности их распределения по площади контакта и их встречного взаимодействия.
Расположение каналов с одноименной конусностью в шахматном порядке является оптимальным для достижения равномерности распределения напряжений и снижения анизотропности механических свойств слоистого композиционного материала.
Вышесказанное в целом способствует увеличению прочности сварного соединения, повышению предела прочности при растяжении и модуля упругости материала при рациональном сочетании их величин.
Предлагаемое изобретение по сравнению с прототипом обеспечивает следующий положительный технико-экономический эффект:
- увеличение в среднем на 10-15% предела прочности на растяжение и модуля упругости за счет более равномерного, чем в прототипе, распределения интерметаллидных зон по площади контакта металла-основы и армирующего металла, а также за счет более качественной и равномерной сварки слоев металла-основы в районе каналов армирующего металла;
- существенное уменьшение анизотропности механических свойств композиционного материала в зависимости от направления воздействия нагрузки. Это объясняется тем, что в отличие от прототипа, интерметаллидные зоны в предлагаемом изобретении имеют равномерную многосимметричную направленность по разным направлениям и не имеют ни одной преимущественной ориентации. Установлено, что механические свойства предлагаемого изобретения, измеренные по разным направлениям опытных образцов, отличаются на 2-3%. Для сравнения - модуль упругости образцов по изобретению-прототипу, измеренный вдоль фрагментов армирующего металла, равен в среднем 180 МПа, в перпендикулярном направлении - 95 МПа (разница почти 50%);
- повышение технологичности композиционного материала, полученного предлагаемым способом, объясняемое тем, что снижение анизотропности позволяет существенно расширить область применения материала, ассортимент изготовляемых из него деталей и их геометрическую форму (листовую, трубную и т.д.);
- снижение на 15-20% трудоемкости изготовления композиционного материала, обеспечиваемое снижением трудоемкости изготовления армирующих листов и монтажа пакета перед проведением взрывной сварки.
Проведены испытания и исследования композиционных материалов, полученных по предлагаемому способу.
Испытывались плоские алюминиево-медные слоистые композиционные материалы в виде двух пластин размером 200×200 мм из сплава АМг-6 толщиной 4 мм, между которыми размещался армирующий перфорированный медный лист толщиной 1…2 мм, со сквозными каналами, распределенными равномерно по его площади, при этом каналы выполняли коническими с противоположно направленной конусностью в соседних каналах, а каналы с одноименной конусностью располагали в плоскости листа в шахматном порядке.
Диаметр меньшего отверстия конусного канала составлял 10 мм, а большего 15 мм. Марка меди - М0.
Усредненные данные по физико-механическим свойствам алюминиево-медного слоистого композиционного материала, полученного по предлагаемому способу измеренные в продольном и поперечном направлениях, в сравнении со свойствами материала, полученного по изобретению-прототипу, приведены в таблице 1. Измерение свойств в продольном направлении по изобретению-прототипу совпадало с продольным расположением в нем армирующих фрагментов меди.
|
Из приведенных данных видно, что как в продольном, так и в поперечном направлениях в предлагаемом изобретении обеспечиваются одинаковые более высокие показатели предела прочности при растяжении, модуля упругости и ударной вязкости, что объясняется уменьшением анизотропности свойств.
Таким образом, предлагаемый способ обеспечивает получение высокомодульного слоистого композиционного материала, характеризующегося рациональным сочетанием физико-механических свойств и высокой прочностью сварного соединения. Предлагаемое изобретение найдет применение в различных отраслях промышленности.
Источники информации
1. Патент Японии №49-153333, МПК B23K 19/00, опубл. 13.04.74.
2. Рябов В.Р. Применение биметаллических и армированных стале-алюминиевых соединений. М.: Металлургия, 1975, с.192.
3. Патент РФ RU №2221682, МПК B23K 20/08, B32B 15/01. Способ получения композиционного материала. Опубл. 20.01.2004.
4. Патент РФ RU №2407640, МПК B32B 15/02, C22C 47/20, B23K 20/08. Способ получения композиционного материала. Опубл. 27.12.2010.
Способ получения композиционного материала, включающий пакетирование чередующихся слоев металла-основы и армирующего металла при соотношении площади слоев в пределах 1:(0,5-0,7), сварку слоев взрывом, низкотемпературный отжиг, прокатку и окончательный высокотемпературный отжиг материала, отличающийся тем, что армирующий слой выполняют в виде перфорированного листа со сквозными каналами, распределенными равномерно по площади листа, при этом каналы выполняют коническими с противоположно направленной конусностью в соседних каналах, а каналы с одноименно направленной конусностью располагают в плоскости листа в шахматном порядке.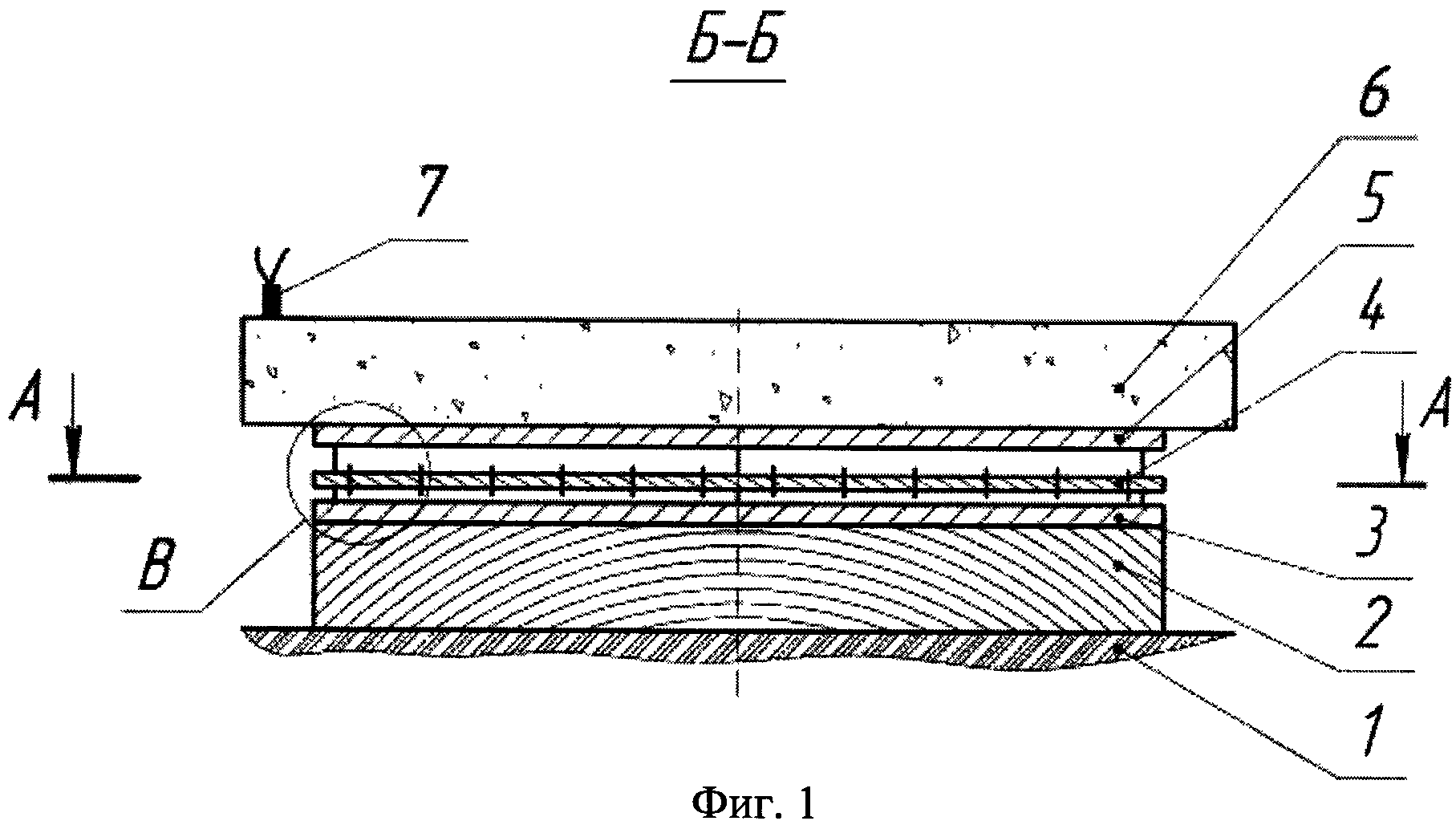
Способ неразрушающего экспресс-контроля сварных соединений и устройство, его реализующее
Роторная печь для пиролиза твердых бытовых отходов
Устройство для вибрационной обработки деталей
Устройство для электрохимического исследования коррозии металлов
Способ изготовления формы для литья по выплавляемым моделям (варианты)
Способ упрочнения поверхности металлической детали
Способ получения композиционного материала
Способ неразрушающего экспресс-контроля сварных соединений и устройство, его реализующее
Роторная печь для пиролиза твердых бытовых отходов
Устройство для электрохимического исследования коррозии металлов
Способ изготовления формы для литья по выплавляемым моделям (варианты)
Способ упрочнения поверхности металлической детали
Способ получения композиционного материала
Способ получения композиционного материала

