Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области обработки поверхности изделий из высокоуглеродистых легированных сплавов концентрированными потоками энергии с целью улучшения эксплуатационных характеристик изделий.
В современных технологиях металлообработки известны различные способы улучшения тех или иных эксплуатационных характеристик изделий облучением высококонцентрированными потоками энергии.
Известен способ обработки изделий, в котором воздействие на изделие осуществляют электронным лучом с последующей термической обработкой изделия для снятия напряжений [RU 2118381 C1, C21D 1/09, 27.08.1998].
Также известен способ обработки изделий из высокоуглеродистых легированных сплавов, включающий воздействие на него локальным сфокусированным импульсным излучением ОКГ с обеспечением на поверхности изделия модифицированных зон в виде дискретного точечного распределения по спирали (заданной геометрии) при перемещении изделия по заданной траектории [SU 1781309 A1, C21D 1/09, 15.12.1992] Этот способ выбираем за прототип.
Задачей изобретения является создание нового способа обработки изделий из высокоуглеродистых легированных сплавов концентрированным потоком энергии, обеспечивающего улучшение эксплуатационных характеристик изделий.
Технический результат при осуществлении заявляемого изобретения достигается за счет образования на поверхности изделия модифицированных зон повышенной твердости и равномерным распределением в объеме модифицированных зон упрочняющих высокодисперсных вторичных карбидов.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе в заявляемом способе обработки изделий из высокоуглеродистых легированных сплавов осуществляют воздействие импульсным концентрированным потоком энергии.
Отличительной особенностью заявляемого способа является то, что на изделие локально воздействуют сфокусированным импульсным электронным лучом с плотностью мощности 104-105 Вт/см2, диаметром луча на поверхности 0,5-2 мм и длительностью импульса 1-30 миллисекунд, формируя на поверхности изделия модифицированные зоны с дискретным точечным распределением заданной геометрии, после чего изделие подвергают термической обработке при температуре 600-11000С с выдержкой 30-60 минут.
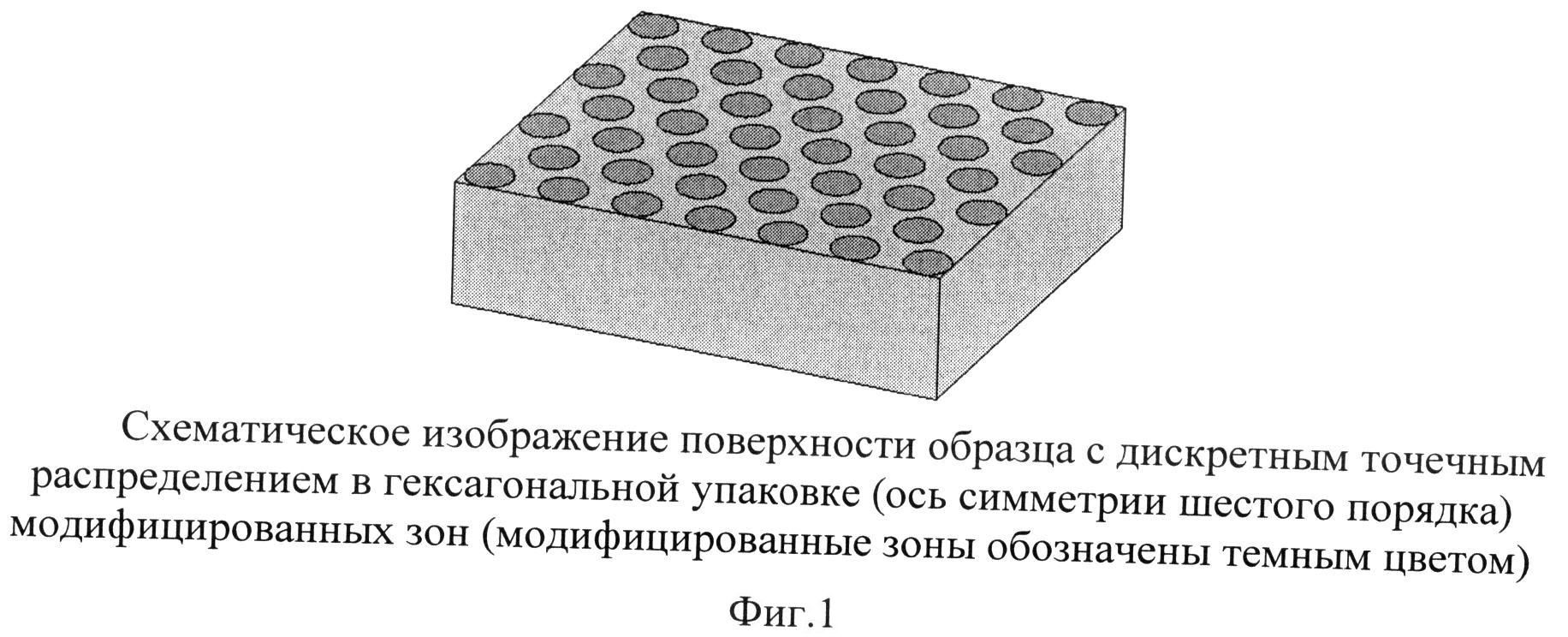
Кроме того, на поверхности изделия формируют модифицированные зоны с дискретным точечным распределением в гексагональной упаковке (ось симметрии шестого порядка).
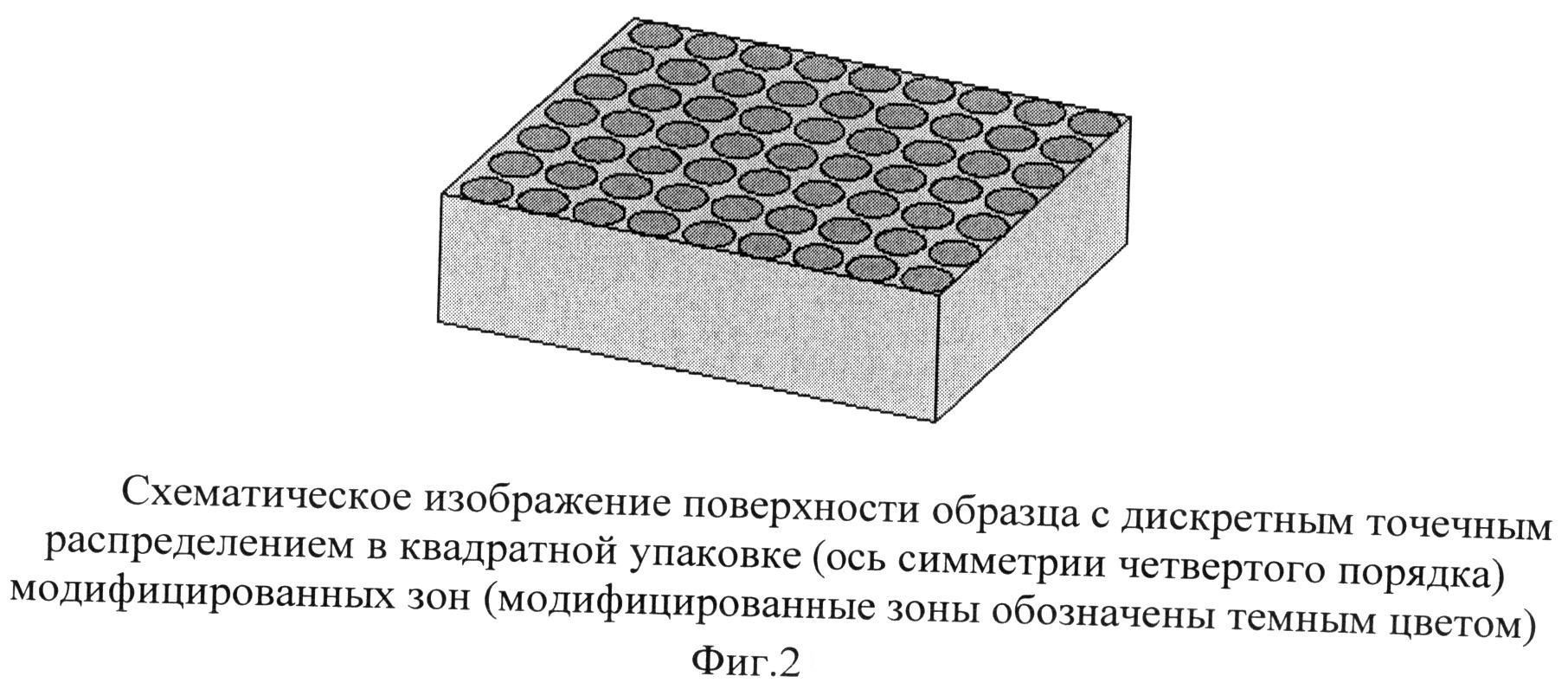
Кроме того, на поверхности изделия формируют модифицированные зоны с дискретным точечным распределением в квадратной упаковке (ось симметрии четвертого порядка).
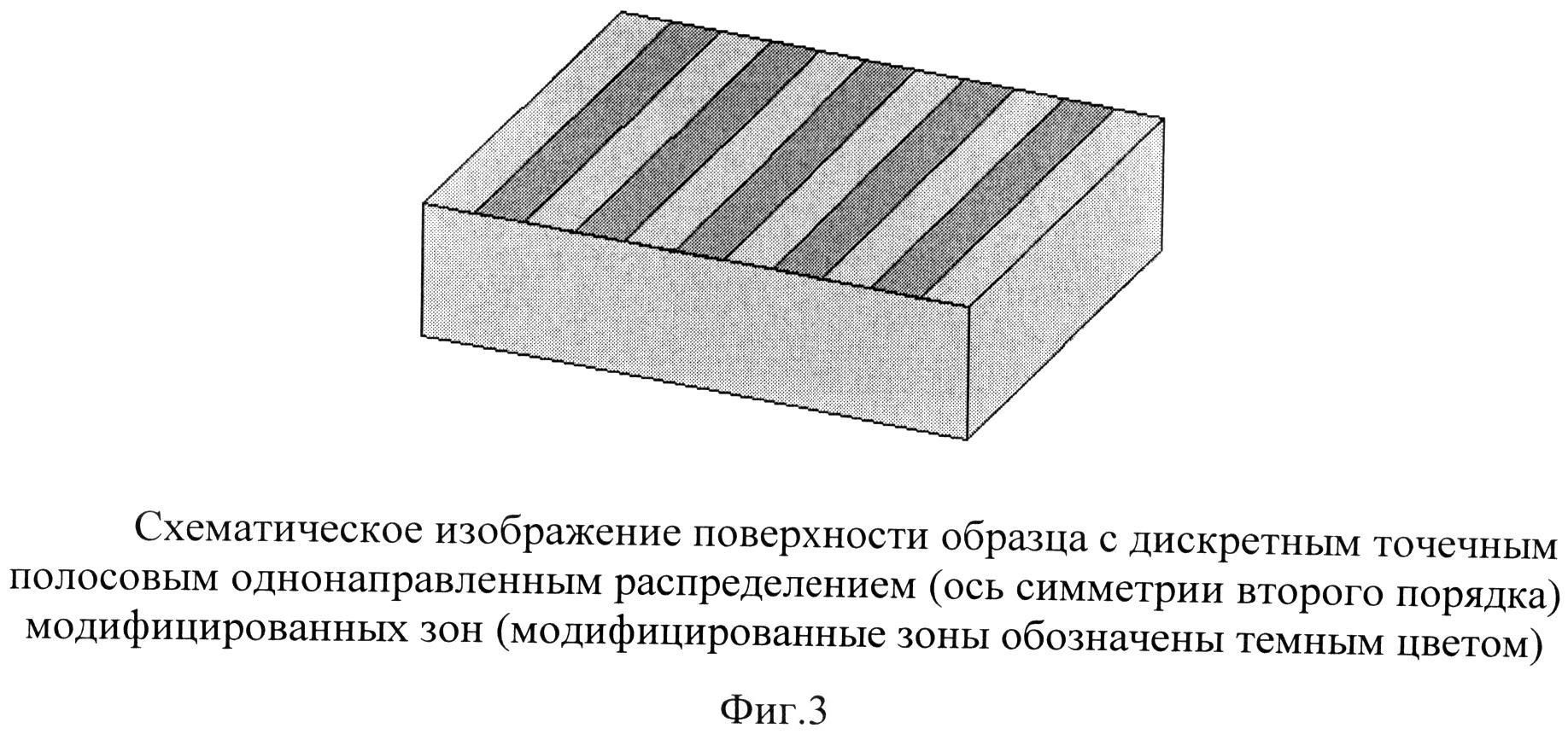
Кроме того, на поверхности изделия формируют модифицированные зоны с дискретным полосовым однонаправленным распределением (ось симметрии второго порядка).
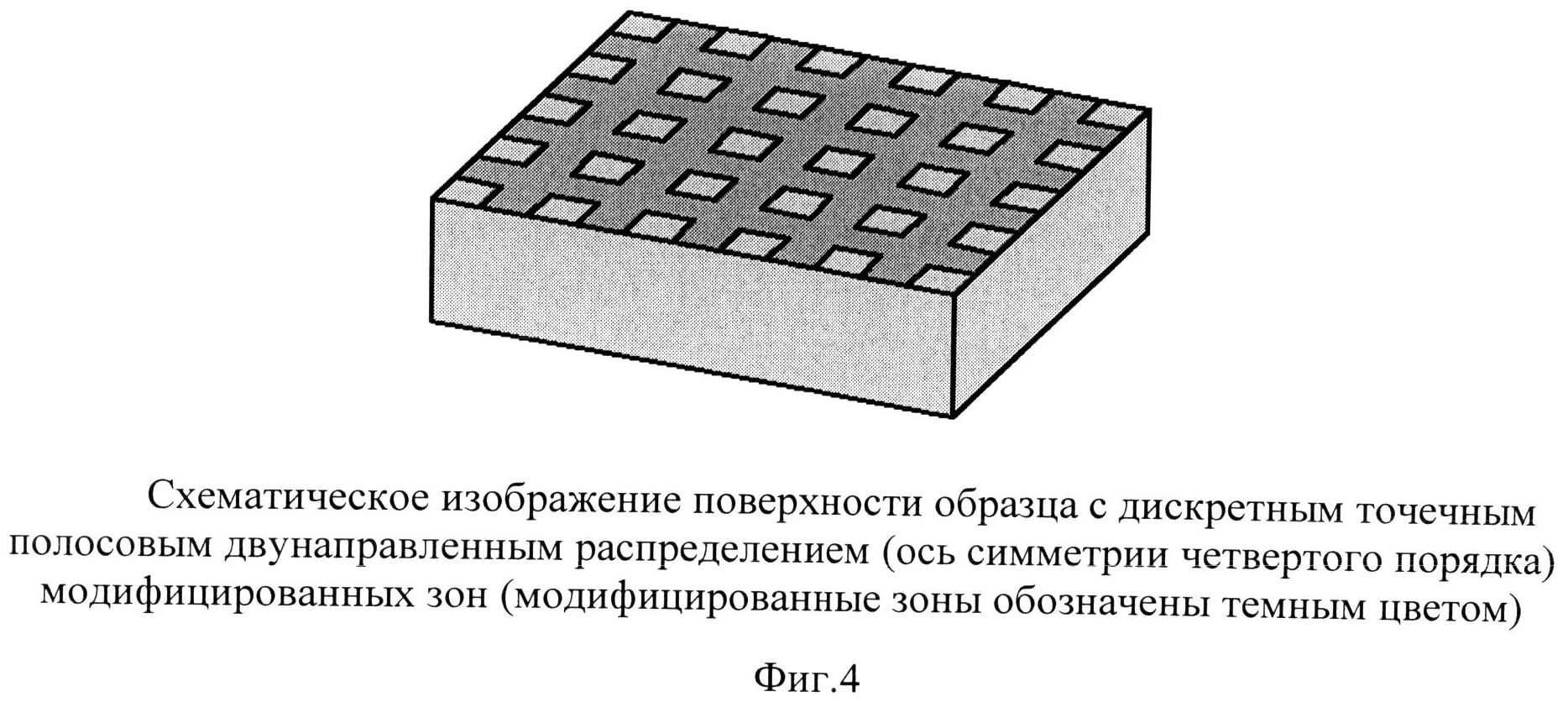
Кроме того, на поверхности изделия из сплава формируют модифицированные зоны с дискретным полосовым двунаправленным распределением (ось симметрии четвертого порядка).
Предлагаемый способ осуществляется следующим образом: поверхность изделия из высокоуглеродистого легированного сплава локально обрабатывают импульсным сфокусированным электронным лучом. Используют сфокусированный электронный луч с плотностью мощности 104-105 Вт/см2, диаметром луча на поверхности 0,5-2 мм и длительностью импульса 1-30 миллисекунд.
В зоне воздействия электронного луча образуются модифицированные зоны, состоящие из твердого раствора, пересыщенного сверх максимально возможной равновесной растворимости в твердом состоянии. Каждая такая зона образуется за счет однократного воздействия (один импульс) сфокусированного электронного луча на поверхность изделия. После каждого импульсного воздействия изделие перемещают по траектории, обеспечивающей дискретное точечное распределение модифицированных зон по поверхности. Между модифицированными зонами должны существовать прослойки (зоны) из сплава, не подвергшиеся воздействию электронного луча с целью эффективной релаксации напряжений на границе раздела зон. После проведенной обработки сплав подвергается последующей термической обработке с целью выделения упрочняющих высокодисперсных вторичных карбидов из твердого раствора, пересыщенного сверх максимально возможной равновесной растворимости в твердом состоянии и снятия напряжений на границе раздела основного материала с модифицированной зоной.
Авторами обнаружено неизвестное ранее явление изменения микроструктуры хромованадиевых чугунов, как после обработки их импульсным электронным лучом с плотностью мощности 104-105 Вт/см2 с диаметром луча на поверхности 0,5-2 мм и длительностью импульса 1-30 миллисекунд, так и после последующей термической обработки при температуре 500-1100°C и времени выдержки 30-60 минут. Указанные диапазоны параметров импульсной электронно-лучевой обработки и режимов термической обработки обусловлены следующим:
- плотность мощности менее 104 Вт/см2 недостаточна для плавления материала, а плотность мощности свыше значения 105 Вт/см2 приводит к кипению материала и образованию на его поверхности дефектов в виде пор и кратеров;
- диаметр электронного луча менее 0,5 мм приводит к снижению производительности обработки поверхности, а диаметр более 2 мм приводит к образованию трещин на границе раздела между модифицированной зоной и основным материалом, вследствие, увеличения площади границы раздела. Чем меньше площадь границы раздела, тем меньше уровень напряжений между основным материалом и модифицированной зоной;
- длительность импульса менее 1 миллисекунд приводит к снижению глубины модифицированной зоны, а длительность импульса более 30 миллисекунд приводит к кипению материала в зоне воздействия;
- температура термической обработки менее 500°C не приводит к выделению упрочняющих высокодисперсных вторичных карбидов из твердого раствора, пересыщенного сверх максимально возможной равновесной растворимости в твердом состоянии, а температура свыше 1100°C приводит к растворению ультрадисперсных карбидов и плавлению эвтектики;
- время выдержки менее 30 минут недостаточно для полного выделения вторичных фаз, а время выдержки более 60 минут приводит к значительному росту зерна и вторичных карбидов.
Материалы после проведенных обработок имеют высокую абразивную износостойкость вследствие эффективного распределения модифицированных зон по площади поверхности и упрочненных ультрадисперсными вторичными карбидами. Очевидно, что конкретные режимы обработки (плотность мощности луча, длительность импульса) очень сильно зависят от материала образцов. Однако проведенных исследований вполне достаточно для констатации следующего факта. Впервые обнаружено неизвестное ранее явление изменения микроструктуры хромованадиевых чугунов как после обработки их импульсным электронным лучом, так и после последующей термической обработки. Обработанные материалы хорошо сопротивляется абразивному изнашиванию вследствие эффективного распределения по площади поверхности модифицированных зон, обладающих высоким комплексом механических свойств.
Изобретение иллюстрируется чертежами.
На фиг.1 показано схематическое изображение поверхности образца с дискретным точечным распределением в квадратной упаковке (ось симметрии четвертого порядка) модифицированных зон.
На фиг.2 показано схематическое изображение поверхности образца с дискретным точечным распределением в гексагональной упаковке (ось симметрии шестого порядка) модифицированных зон.
На фиг.3 показано схематическое изображение поверхности образца с дискретным точечным полосовым однонаправленным распределением (ось симметрии второго порядка) модифицированных зон.
На фиг.4 показано схематическое изображение поверхности образца с дискретным точечным полосовым двунаправленным распределением (ось симметрии четвертого порядка) модифицированных зон.
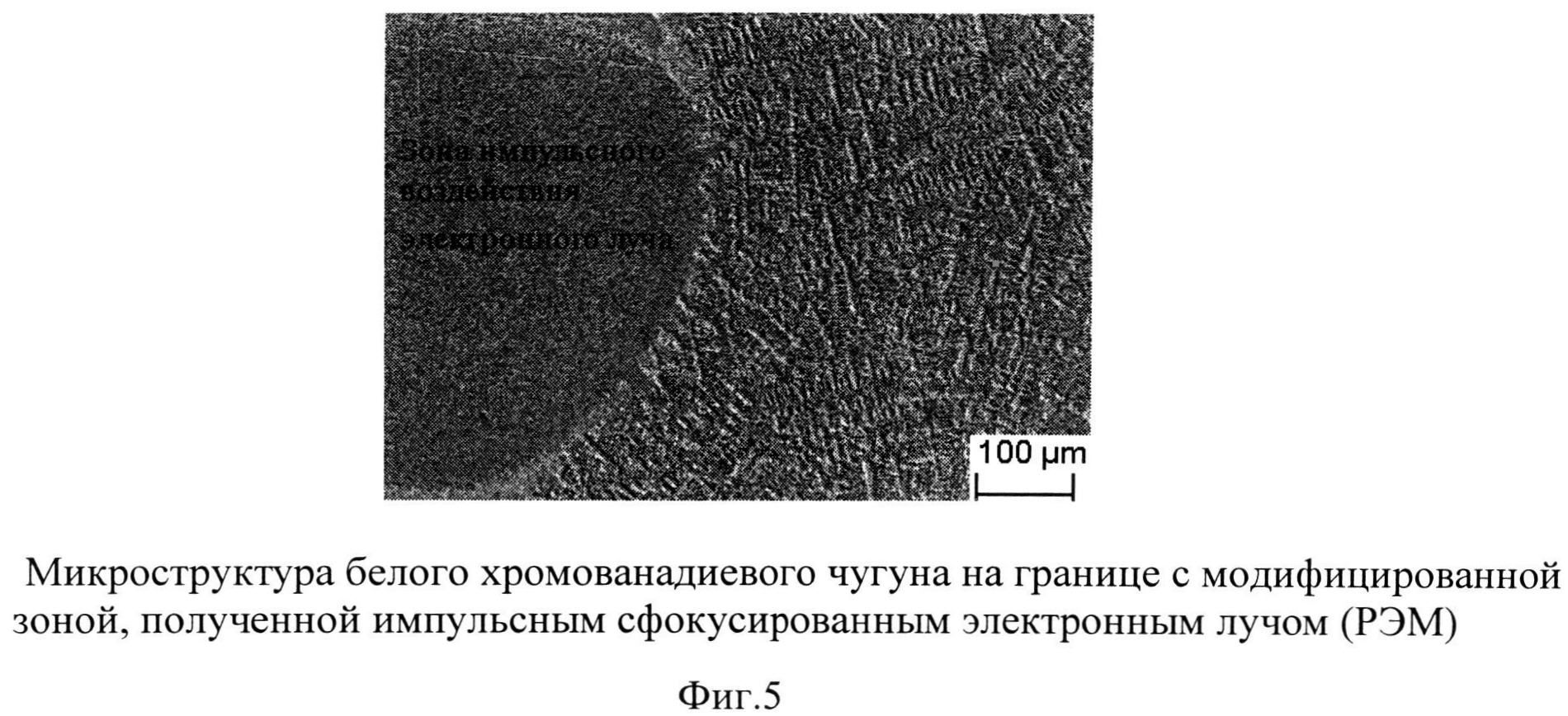
На фиг.5 показана микроструктура белого хромованадиевого чугуна на границе с модифицированной зоной, полученной импульсным сфокусированным электронным лучом (РЭМ).
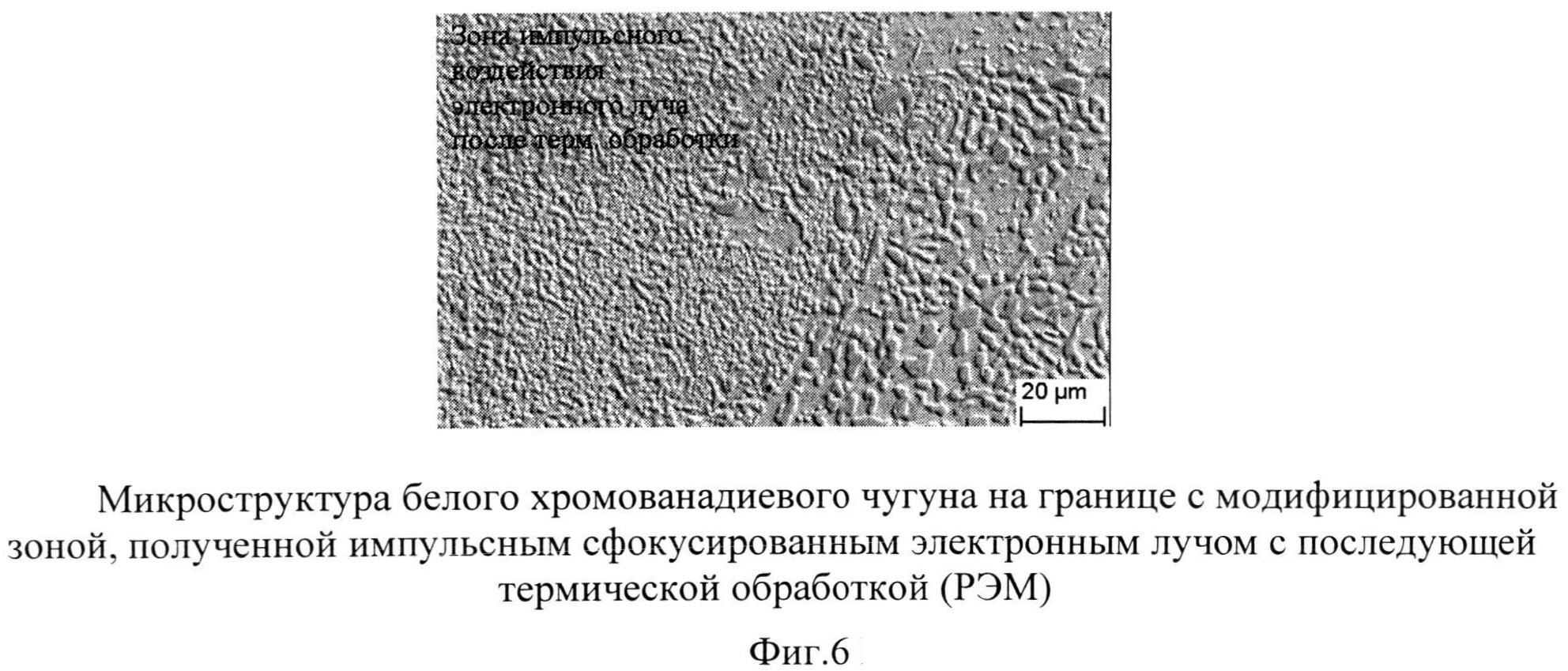
На фиг.6 показана микроструктура белого хромованадиевого чугуна на границе с модифицированной зоной, полученной импульсным сфокусированным электронным лучом с последующей термической обработкой (РЭМ).
Вариант конкретного выполнения.
Импульсной обработке электронным лучом подвергали образцы из хромованадиевого чугуна (17% Cr, 5% V, 2.8% C, 1% Si, Feост. (мас.)). Образцы из хромованадиевого чугуна были подвергнуты обработке импульсным сфокусированным электронным лучом с плотностью мощности 1,5×104 Вт/см2, диаметром луча на поверхности 1 мм, длительностью импульса 15 миллисекунд с формированием дискретно точечного распределения в квадратной упаковке (ось симметрии четвертого порядка) модифицированных зон по площади поверхности.
Результаты исследований с использованием растровой электронной микроскопии и микрорентгеноспектрального анализа (Leo Evo 50) показали, что модифицированные зоны состоят из двух фаз. Первая фаза занимает основной объем модифицированной зоны и по химическому составу близка к карбидам. Первая фаза в отличие от второй не растворяется в «царской водке». Вторая фаза имеет малые размеры (≤1 мкм) и не поддается микрорентгеноспектральному анализу. Диаметр каждой зоны на поверхности составил порядка 1000-1100 мкм, а их глубина 500-600 мкм.
Проведенные измерения твердости и модуля упругости образцов (измерительный комплекс Nanotest) показали следующие результаты:
- твердость исходных образцов составила Нср=2,62±0,94 ГПа, модуль упругости Е=89±23 ГПа;
- твердость модифицированных зон составила Нср=0,65±0,16 ГПа, модуль упругости Е=52±6 ГПа;
- твердость модифицированных зон после термической обработки составила Hср=15.52±4.96 ГПа, модуль упругости Е=289±26 ГПа.
Проведенные испытания образцов на абразивное изнашивание при трении о нежесткозакрепленные абразивные частицы (ГОСТ 23.208-79) показали следующие результаты:
- коэффициент относительной абразивной износостойкости исходных образцов составил КИ=10±0.7;
- коэффициент относительной абразивной износостойкости образцов после импульсной обработки электронным лучом составил КИ=6±1.2;
- коэффициент относительной абразивной износостойкости образцов после импульсной обработки электронным лучом и последующей термической обработки составил КИ=15±1.
Проведенные измерения образцов с помощью измерительного комплекса NanoTest показали, что модифицированные зоны имеют очень низкие показатели твердости и модуля упругости, относительно исходных образцов. Низкие значения указанных свойств модифицированных зон, вероятно, связаны с их аморфным метастабильным состоянием. Последующая термическая обработка образцов (температура 1100°C, время выдержки 30 минут) приводит к значительному увеличению твердости и модуля упругости модифицированных зон. Анализ структуры модифицированных зон после термической обработки показал наличие значительного количества выделившихся вторичных карбидов. Вторичные карбиды в зависимости от режимов термообработки имеют различную дисперсность от десятков нанометров до единиц микрометров и занимают практически весь объем каждой модифицированной зоны.
Результаты исследований образцов из хромованадиевого чугуна после обработки импульсным сфокусированным электронным лучом и последующей термической обработки показали, что твердость модифицированных зон в среднем увеличивается в 6 раз по сравнению с исходным состоянием сплава, модуль упругости в 3 раза и абразивная износостойкость образцов в 1,5 раза.
Износостойкий композиционный материал на основе алюминия и способ его получения
Способ получения кальцийфосфатного покрытия на образце
Способ комплексной упрочняющей обработки изделия из титанового сплава ti-6al-4v, полученного методом аддитивного производства
Способ получения гранулированной металлопорошковой композиции (фидстока) и композиция, полученная данным способом
Применение пористых наноструктур fe2o3 для преодоления устойчивости бактерий к антибиотикам
Способ аддитивного производства изделий из высокопрочных алюминиевых сплавов с функционально-градиентной структурой
Способ лазерной сварки алюминиево-магниевых сплавов
Высокопрочный антифрикционный композит на основе полиэфирэфиркетона для медицины и способ его изготовления
Способ получения прутков круглого сечения из титанового сплава (варианты)
Способ получения антимикробной композитной наноструктуры бемит-серебро или байерит-серебро и способ получения антимикробной композитной наноструктуры γ-оксид алюминия-серебро
Способ получения композитного титан-ниобиевого порошка для аддитивных технологий
Шихта для гибридного композиционного материала и способ его получения
Способ получения сплава из порошков металлов с разницей температур плавления
Способ получения заготовок сплавов ванадия
Эндопротез межпозвонкового диска
Способ формирования волокнистого композиционного покрытия

