Результат интеллектуальной деятельности: СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С ФУНКЦИОНАЛЬНО-ГРАДИЕНТНОЙ СТРУКТУРОЙ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к технологии получения изделий из высокопрочных алюминиевых сплавов с улучшенными физико-механическими и эксплуатационными свойствами методом аддитивного производства, в частности, с помощью электронно-лучевой аддитивной технологии изделий.
УРОВЕНЬ ТЕХНИКИ
При использовании аддитивных технологий для получения изделий из металлов и металлических сплавов, в материалах формируются уникальные микроструктуры, обычно состоящие из столбчатых зерен, ориентированных параллельно направлению относительно высокого температурного градиента [Y. Kok, X.P. Tan, P. Wang, M.L.S. Nai , N.H. Loh, E. Liu, S.B. Tor Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review Materials and Design 139 (2018) 565–586]. В типичных алюминиевых сплавах, полученных аддитивными технологиями, таких как AlSi10Mg, этот предпочтительный рост столбчатых зерен может привести к накоплению термических напряжений и формированию анизотропии механических свойств. Такие сплавы основанные на 3-д бинарной системе Al - Si, пожалуй, единственные алюминиевые сплавы, пригодные для печати. При получении аддитивными технологиями они имеют предел текучести приблизительно 200 МПа с низкой пластичностью 4%.
Напротив, большинство алюминиевых сплавов, используемых в автомобильной, аэрокосмической и бытовой технике, представляют собой деформируемые сплавы серий 2000, 5000, 6000 или 7000, которые могут демонстрировать прочность более 400 МПа и пластичность более 10%, но в настоящее время не могут быть изготовлены методами аддитивных технологий [3D printing of high-strength aluminum alloys, Nature vol. 549, стр. 365-369]. Эти системы имеют в составе легирующие элементы (Cu, Mg, Zn и Si), тщательно отобранные для получения сложных упрочняющих фаз во время последующего старения. Эти же элементы способствуют большим диапазонам температур затвердевания, что приводит к образованию горячих трещин при затвердевании. В частности, во время затвердевания этих сплавов первичная равновесная фаза сначала затвердевает с составом, отличным от объема жидкости. В результате по мере охлаждения происходит объемная усадка структуры, состоящей из вытянутых дендритных зерен и оставшейся незатвердевшей жидкости в длинных каналах между ними. Термические напряжение в этих каналах приводит к образованию полостей и горячих трещин, которые могут охватывать всю длину столбчатого зерна.
В работе [«3D printing of high-strength aluminum alloys, Nature vol. 549, стр. 365-369] проблему горячего растрескивания авторы предложили решать за счет перехода от столбчатого роста в процессе аддитивного выращивания алюминиевых сплавов к росту мелкой однородной структуры из равноосных зерен во время затвердевания. Уменьшение размера зерна и предотвращение роста столбчатых зерен позволят полутвердому скелету деформироваться как гранулированное твердое вещество, в отличие от жесткой дендритной структуры, склонной к растрескиванию и разрыву. Чтобы стимулировать равноосный рост зерен, требуется, чтобы в переохлажденной области материала перед локальным фронтом затвердевания происходило несколько событий зародышеобразования, чтобы начать рост новых зерен, которые блокируют рост вредных столбчатых структур. Большое количество центров зародышеобразования перед фронтом затвердевания индуцирует тонкую равноосную структуру. Для этого в ванну расплава добавляют наночастицы, которые выступают в роли зародышей и способствуют росту равноосных зерен. Процесс, с помощью которого при добавлении наночастиц достигается переход от столбчатой к равноосной структуре выращенного изделия, называется нанофункциональностью.
Большой набор потенциальных соединений-кандидатов был проанализирован в литературе, чтобы определить, какие кристаллические структуры могли бы способствовать гетерогенному зародышеобразованию и кристаллизации целевой фазы. Для ГЦК- альфа-алюминия фаза Al3Zr была определена как идеальный кандидат на основе ее термодинамической стабильности и низкого кристаллографического несоответствия с первичной алюминиевой фазой [3D printing of high-strength aluminum alloys, Nature vol. 549, стр. 365-369]. Считается, один измельчающий зерно элемент должен иметь параметр кристаллической решетки ± 0,5%, по сравнению со сплавом алюминия [John H. Martin, Brennan D. Yahata, Eric C. Clough, Justin A. Mayer, Jacob M. Hundley, and Tobias A. Schaedler Additive manufacturing of metal matrix composites via nanofunctionalization MRS Communications (2018), 1 of 6 © Materials Research Society, 2018 doi:10.1557/mrc.2018.95].
В некоторых вариантах осуществления эффекта нанофункциоанализации микропорошки функционализируют с помощью нанесения на их поверхность наночастиц, которые согласованы по решетке с затвердевающей фазой в исходном материале. В определенных вариантах осуществления смеси таких наночастиц могут реагировать друг с другом или, некоторым образом, с исходным материалом, чтобы сформировать согласованный по решетке материал, имеющий ту же или подобную функцию.
Например, частицы исходного порошка сплава могут быть декорированы наночастицами, подобранными по решетке, которые гетерогенно образуют начальные равновесные фазы во время охлаждения ванны расплава.
Когда наночастицы, способствующие множественному зародышеобразованию, равномерно включены в микроструктуру, они могут обеспечить дополнительное упрочнение и устойчивость к росту зерен благодаря эффектам пиннинга (pinning – закрепление). Было показано, что нанокомпозиты, получаемые с использованием эффекта нанофункцианализации в процессе аддитивного производства проявляют повышенную механическую прочность благодаря способности препятствовать движению дислокации. Эта способность не ограничивается комнатной температурой и может улучшить жаропрочность материала и сопротивление ползучести. Нанокомпозиты также могут обладать повышенной износостойкостью.
В заявке США [№ US2019161835 (A1) ― 2019-05-30 ALUMINUM ALLOY COMPONENTS FROM ADDITIVE MANUFACTURING] для решения проблемы производства прочных алюминиевых сплавов методами аддитивных технологий авторами предлагается использование наночастиц в широком диапазоне химических составов для измельчения структуры зерна алюминиевого сплава. Наряду с металлическими наночастицами предлагается использовать керамические наночастицы.
Типичные металлические материалы включают Sc,Ti, V, Cr, Y, Zr, Nb, Мо, Ru, Rh, Pd, La, Се, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Lu, Ta, W, Re, Os, Ir, Pt, Si или B.
Типичные керамические материалы включают SiC, HfC, TaC, ZrC, NbC, WC, TiC, TiC0.7N0.3, VC, B4C, TiB2, HfB2, TaB2, ZrB2, WB2, NbB2, TaN , HfN , BN, ZrN , TiN , NbN , VN, Si3N4, Al2O3, MgAl2O3, HfO2, ZrO2, Ta2O5, TiO2, SiO2 и оксиды редкоземельных элементов Y, La, Ce, Pr , Nd , Sm, Eu , Gd , Tb, Dy , Ho, Er , Tm, Yb и / или Lu.
Однако в формуле изобретения и в примерах из массы вышеперечисленных химических соединений раскрыта возможность получения мелкозернистой структуры с равноосными зернами алюминиевых сплавов вследствие эффекта нанофункционализации только в случае добавок наночастиц циркония. Получаемый алюминиевый сплав характеризуется средним размером зерна менее 10 мкм и практически не имеющей трещин микроструктурой с равноосными зернами.
Для некоторых других химических соединений приведен только внешний вид порошков алюминиевых сплавов с нанесенными наночастицами – на фиг.1-5 представлены изображения сканирующей электронной микроскопии (СЭМ) типичных микропорошков, которые функционализированы с помощью наночастиц: на фиг.1 показан порошок Al 7075, функционализированный наночастицами TiB2; на фиг. 2 показан порошок TiAl6V4, функционализированный наночастицами ZrH2; а фиг. 3 показан порошок Al 7075, функционализированный наночастицами WC (карбид вольфрама), на фиг. 5 показан железный порошок, функционализированный наночастицами TiC.
Также в описании упоминается возможность создания функционально-градиентных алюминиевых сплавов, но только получения структурных градиентов, имеющих отношение к объемной доле наночастиц, обеспечивающих эффект нанофункцианализации алюминиевого сплава; не рассматривается возможность получения градиентной структуры с разными марками алюминиевого сплава в объёме выращиваемого изделия, когда границы раздела между сплавами имеют плавные композиционные переходы, к тому же не раскрыты приемы получения градиентной структуры; акцент делается на функционализации наночастицами поверхности только порошковых материалов, которые используются для получения готового изделия в рамках селективной лазерной аддитивной технологии.
Известно использование наночастиц карбида вольфрама для нанофункционализации коммерчески доступного порошка сплава AlSi10Mg. [Additive manufacturing of metal matrix composites via nanofunctionalization John H. Martin, Brennan D. Yahata, Eric C. Clough, Justin A. Mayer, Jacob M. Hundley, and Tobias A. Schaedler, HRL Laboratories LLC, Malibu, California 90265-4797, USA]. Карбид вольфрама был использован для формирования в алюминиевом сплаве когерентных кристаллографических фаз, согласованных по параметрам кристаллической решетки для стимулирования хорошего смачивания частиц WC алюминиевым сплавом и увеличения дислокационных взаимодействий на частицах карбидов для эффекта упрочнения. Структуры были изготовлены с равномерно распределенными упрочняющими чаcтицами WC , что при добавлении всего 1 об.% карбида вольфрама привело к пределу прочности на растяжение> 385 МПа и снижению скорости износа на 50% по сравнению с имеющимся в продаже cплавом AlSi10Mg.
Также как и в предыдущем аналоге не рассматривается возможность получения градиентной структуры с разными марками алюминиевого сплава в объёме выращиваемого изделия, когда границы раздела между сплавами имеют плавные композиционные переходы.
Известен способ из патента [US9101979 (B2) Ї 2015-08-11], являющийся наиболее близким аналогом аддитивного способа получения изделий с градиентной структурой, в том числе из различных алюминиевых сплавов, где градиент достигается путем плавления металлических или легированных порошков с использованием лазера или электронного пучка, путем постепенного регулирования композиционного соотношения между, по меньшей мере, двумя различными материалами. В вариантах осуществления способов и систем различные материалы и области градиентного перехода формируют между различными алюминиевыми сплавами, например от Al6061 к Al7075 или Al2024. Градиент может применяться при добавлении состава от 1% до 100%.
В одном из вариантов способа получение градиентных материалов может включать формирование композитной структуры: композит металл-матрица ex-situ может быть получен путем добавления частиц с высокой температурой плавления в процессе производства добавки, таких как SiC или BC. В некоторых вариантах осуществления такая композитная структура может включать в себя процесс производства аддитивного сплава, в котором получают градиентный сплав, который содержит две или более отдельных фаз (в дополнение к градиенту состава). Например, в некоторых вариантах осуществления фазы могут быть в форме дендритов, сфер, частиц или небольшого порошка.
Предлагаемые в данном методе приемы и режимы плавления металлического порошка с использованием в качестве нагрева воздействие электронным пучком не позволяют получить композиционные материалы с градиентной структурой, состоящей из мелких равноосных зерен без трещин.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В основу изобретения поставлена задача преодоления вышеупомянутых недостатков и создания способа получения методом электронно-лучевой аддитивной технологии изделий, выполненных полностью или частично из высокопрочных алюминиевых сплавов и с полностью или частично функционально-градиентной структурой «состоящей из мелких равноосных зерен без трещин».
Технический результат – улучшенные физико-механические и эксплуатационные свойства получаемых изделий.
Еще одним техническим результатом является упрощение процесса создания материалов с градиентной структурой из высокопрочных алюминиевых сплавов, что приводит к расширению диапазона применения аддитивных технологий при производстве новых изделий из таких материалов.
Поставленная задача достигается тем, что как и в известный предлагаемый способ аддитивного производства изделий с функционально-градиентной структурой из высокопрочных алюминиевых сплавов, включает изготовление, по меньшей мере, части изделия путем подачи, по меньшей мере, двух проволок в ванну расплава с обеспечением их плавления высокоэнергетическим воздействием электронного пучка и изменением скорости подачи, по меньшей мере, одной из проволок.
При этом в одном варианте осуществляют подачу, по меньшей мере одной сплошной проволоки, выполненной из высокопрочного алюминиевого сплава, и одной порошковой проволоки, состоящей из оболочки, выполненной из материала по меньшей мере одной сплошной проволоки, и наполнителя в виде наноразмерных частиц, согласованных по параметру кристаллической решетки с высокопрочным алюминиевым сплавом.
А во втором варианте в ванну расплава подают две сплошных проволоки, выполненные из различных высокопрочных алюминиевых сплавов и одну порошковую проволоку, состоящую из оболочки, выполненной из технически чистого алюминия, и наполнителя в виде наноразмерных частиц, согласованных по параметру кристаллической решетки с каждым из высокопрочных алюминиевых сплавов, при этом подачу сплошных проволок осуществляют с изменением скорости подачи, по меньшей мере, одной из них и постоянной скорости подачи порошковой проволоки.
Кроме того, используют наноразмерные частицы, выбранные из группы, состоящей из металлических частиц, например, Zr или неметаллических частиц, например, карбида вольфрама, карбида кремния.
При этом средний размер упомянутых частиц лежит в диапазоне от 50 нм до 300 нм.
Кроме того, в качестве высокопрочного алюминиевого сплава используют алюминиевые сплавы серий 6000 и 7000.
Предпочтительно, что толщины сплошных (монолитных) проволок выбираются одинаковыми из диапазона от 0,8 мм до 1,5 мм.
Предпочтительно, что толщину порошковой проволоки выбирают из диапазона от 1,2 мм до 1,8 мм.
При этом в первом варианте способа угол наклона подачи монолитной проволоки к подложке выбирают из диапазона от 30є до 45є, а угол наклона подачи порошковой проволоки к подложке выбирают из диапазона от 25є до 70.
А во втором варианте способа угол наклона подачи первой монолитной проволоки к подложке выбирают из диапазона от 30є до 45є, второй монолитной проволоки к подложке выбирают из диапазона от 30є до 45є, а угол наклона подачи порошковой проволоки к подложке выбирают из диапазона от 25є до 70 є.
Данные значения углов наклона подобраны экспериментально и представляют собой диапазон значений, в котором подаваемый филамент (проволока) будет точно попадать в ванну расплава.
Целесообразно, что изменение скорости подачи проволок осуществляют в диапазоне от 10 мм/мин до 3200 мм/мин, предпочтительно от 15 мм/мин до 1200 мм/мин.
Изменение скорости подачи в процессе печати необходимо для формирования градиентной структуры с заданным соотношением компонент системы материалов, при этом для каждой проволоки из указанного диапазона выбираются собственные значения, соответствующие 0 и 100% скорости подачи одного из филаментов. Границы диапазона скоростей подачи подобраны экспериментально таким образом, чтобы осуществлялось полное расплавление подаваемого материала и заполнение объема наносимого слоя материалом проволок. При скорости подачи выше 3200 мм/мин подаваемая в ванну расплава проволока частично не расплавляется, нарушая тем самым процесс заполнения наносимого слоя материалом, что приводит к неравномерному распределению наночастиц, уменьшению центров зародышеобразования и формированию крупнозернистой микроструктуры. Подача проволоки со скоростью менее 10 мм/мин приводит к чрезмерному нагреву материала проволоки, что нарушает геометрию формирования изделия и делает невозможным достижение технического результата.
Кроме того, ванну расплава формируют электронным пучком с разверткой в форме кольца со следующими параметрами: ускоряющее напряжение в диапазоне от 25 кВт до 150 кВт, при токе пучка в диапазоне от 10 до 150 мА, частота развертки в диапазоне от 100 до 400 Гц.
Предпочтительно, чтобы диаметр кольца лежал в диапазоне от 3,0 мм до 6,0 мм в зависимости от необходимой ширины наносимого слоя.
Частоту вращения развертки выбирают в диапазоне от 100 до 400 Гц, что обеспечивает наиболее равномерное распределение наночастиц и предотвращает их оседание на дно ванны расплава.
При этом получают, по меньшей мере, части изделия, имеющие структуру нанокомпозита с матрицей из высокопрочного алюминиевого сплава с содержанием наночастиц, лежащим в диапазоне от 0,1 до 20 об. %
Предпочтительно, что используют отожжённую порошковую проволоку.
Отжиг в вакуумной печи уменьшает остаточное напряжение, что приводит к лучшей подаче порошковой проволоки в процессе формирования изделия, а внутри проволоки.
Предлагаемое в настоящем изобретении прямое осаждение проволочного филамента имеет преимущество, при получении функционально-градиентных материалов и структур перед косвенными методами осаждения, например, такими, как послойное выращивание из порошковой ванны с помощью лазерной или электроннолучевой обработки. Проволочные филаменты из разных материалов легко подать под электронный луч с разными скоростями. Единственным ограничением при выращивании многокомпонентной детали является количество устройств подачи проволоки и возможность подачи материала в виде проволоки. Обычно материал проволоки должен быть пластичным, чтобы выдерживать силы, необходимые для уменьшения материала до требуемого диаметра. В предлагаемом решении для возможности создания фукционально-градиентных материалов за счет нанофункцианализации прочных алюминиевых сплавов разнообразными химическими соединениями, в том числе не обладающих пластичностью, предлагается использовать в качестве одного из проволочных филаментов порошковую проволоку с пластичной оболочкой и относительно хрупкими наночастицами порошкового наполнителя.
Добавленные при формировании изделия в ванну расплава наночастицы, способствующие множественному зародышеобразованию, равномерно распределяются в микроструктуре выращенного композита и обеспечивают дополнительное упрочнение и устойчивость к росту зерен благодаря эффекту пиннинга (pinning – закрепление). Такие нанокомпозиты, получаемые с использованием эффекта нанофункцианализации в процессе аддитивного производства проявляют повышенную механическую прочность благодаря способности препятствовать движению дислокации. Эта способность не ограничивается комнатной температурой, а ещё и улучшает жаропрочность материала и сопротивление ползучести. Подобные нанокомпозиты также обладают повышенной износостойкостью.
Основная задача изобретения формирование градиентных структур из высокопрочных алюминиевых сплавов, включающих в себя нанофункциоанализированные, равноосные структуры: изменение структуры алюминиевых сплавов от крупнозернистой до равноосной мелкозернистой. Эта задача достигается добавлением в матрицу из алюминиевого сплава наночастиц Zr, SiC, WC путем подачи в ванну расплава порошковой проволоки их содержащей. Этот подход приводит к тому, что, например, для алюминиевого сплава Al7075 и Al6061 формируется равноосная, мелкозернистая микроструктура с пределом текучести, превышающим 370 МПа, что в 15 раз больше, чем у обычных сплавов без проведенной модификации.
Процесс измельчения структуры алюминиевого сплава также обеспечивается за счет равномерной дисперсии наночастиц в ванне расплава, что приводит к возникновению многочисленных центров кристаллизации при затвердевании расплава. В результате создаются структуры с мелкими равноосными зернами без трещин и пор в высокопрочных алюминиевых сплавах серий 6000 и 7000. Т.е. частицы нанопорошка формируют равномерную дисперсию в ванне расплава при затвердевании, тем самым контролируя микроструктуру конечного изделия (например, после добавления в ванну расплава алюминиевого сплава частиц Zr возникает соединение Al3Zr).
В варианте способа с подачей двух проволок (одна проволока монолитная и одна порошковая), равноосная структура формируется по всему объему изделия, но в зависимости от количества попавших в ванну расплава наночастиц будет изменяться средний размер зерен итогового выращенного сплава.
Во втором варианте осуществляется формирование градиента по марке сплава (из одного сплава в другой), при этом структура формируется также равноосная, а средний размер зерен находится на одинаковом уровне по всему объему материала за счет подачи порошковой проволоки с постоянной скоростью (используются три проволоки: две монолитных, первая проволока – это один из видов высокопрочного алюминиевого сплава, вторая – другой высокопрочный алюминиевый сплав и порошковая проволока с наночастицами для формирования равноосной структуры).
Далее приведено описание настоящего изобретения, включая предпочтительные варианты выполнения, со ссылкой на сопроводительные чертежи, на которых:
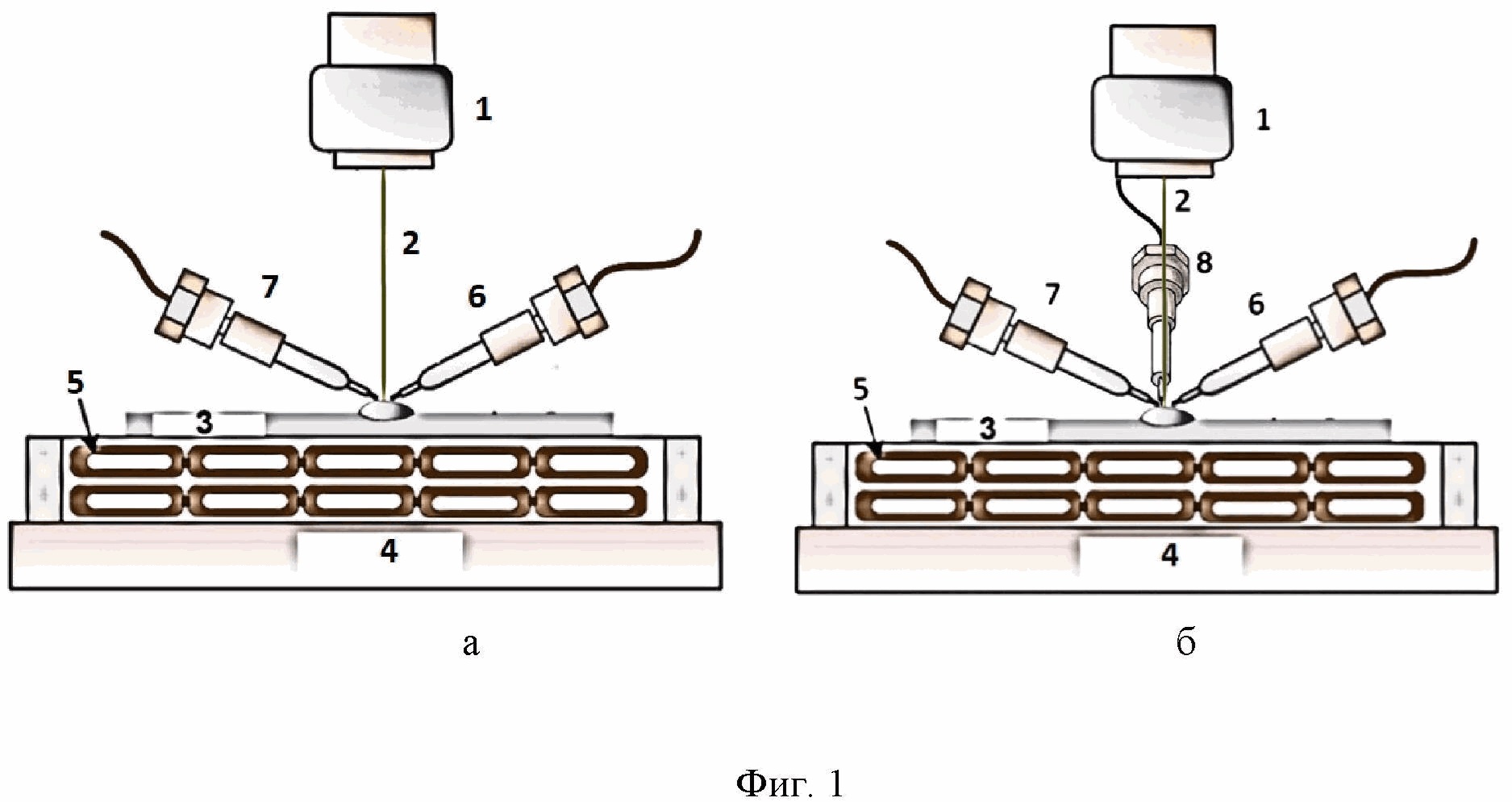
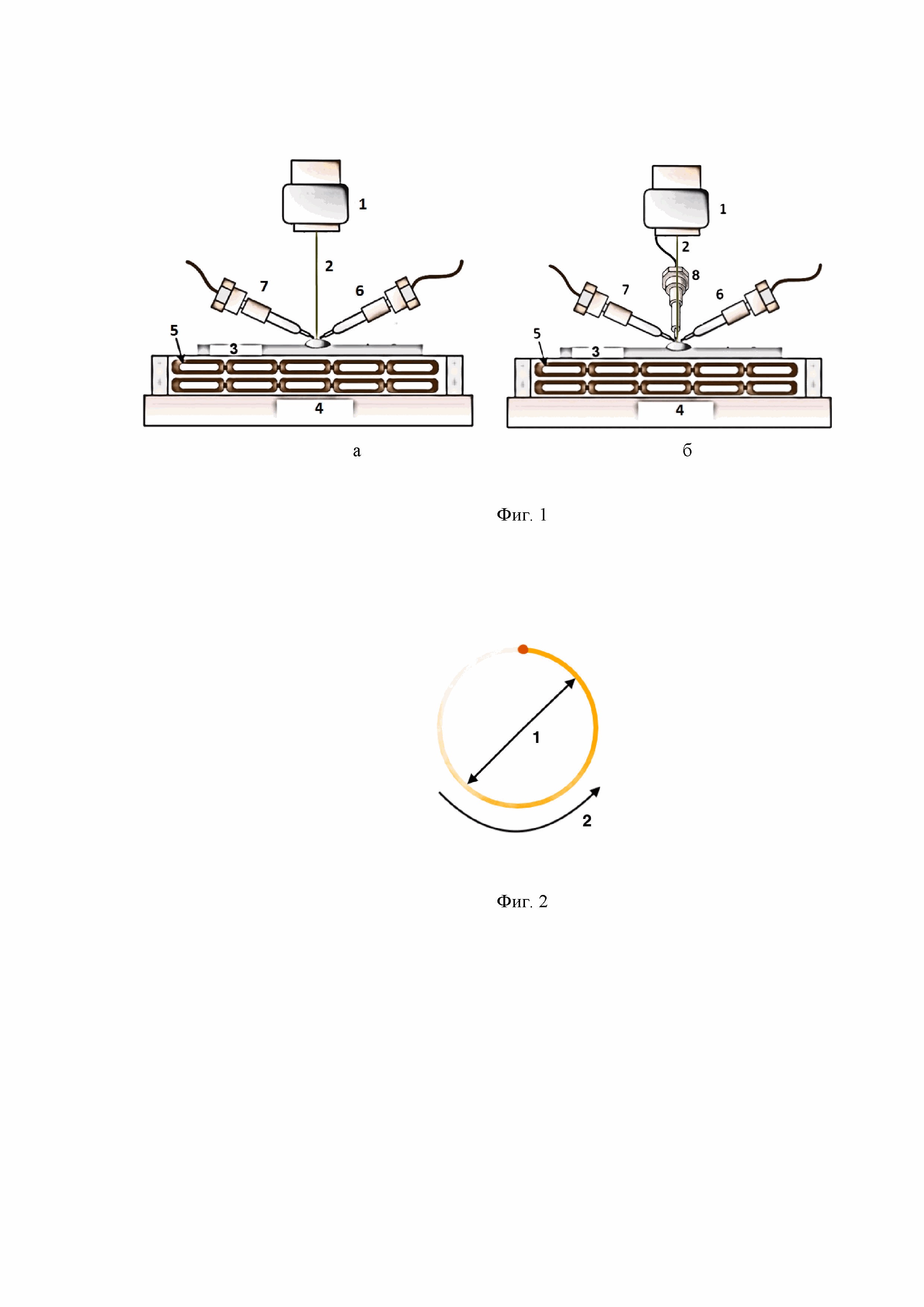
Фиг.1а показывает схематично устройство, используемое при осуществлении первого варианта способа.
Фиг.1б показывает схематично устройство, используемое при осуществлении второго варианта способа.
Фиг.2 показывает схематично форму и параметры развертки электронного пучка.
Фиг.3-Фиг.9 иллюстрируют свойства получаемых образцов согласно соответствующих примеров осуществления способа (соответственно пример 1- пример 7), где пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок для формирования бездефектной градиентной структуры, изменяющейся от равноосной и относительно крупнозернистой до равноосной мелкозернистой.
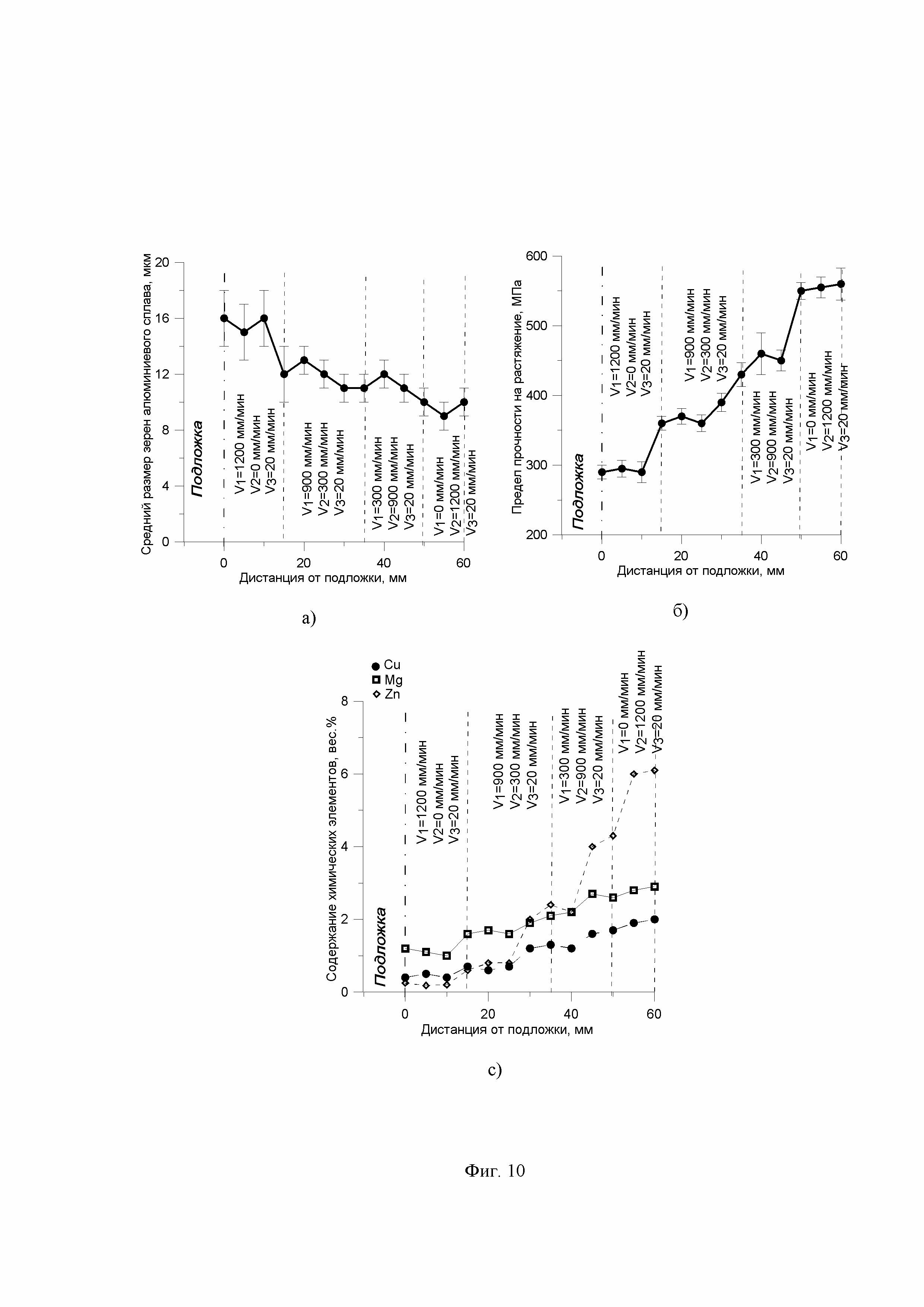
Фиг.10 иллюстрирует свойства получаемых образцов по варианту 2 способа (пример 8), где пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи первой сплошной (v1) и второй сплошной (v2) проволок и постоянной скорости подачи (v3) третьей порошковой проволоки для формирования функционально-градиентной структуры с изменением значений предела прочности и содержания легирующих элементов при равноосной мелкозернистой структуре во всем объеме изделия.
ПРИМЕРЫ КОНКРЕТНОГО ОСУЩЕСТВЛЕНИЯ СПОСОБА
Пример 1
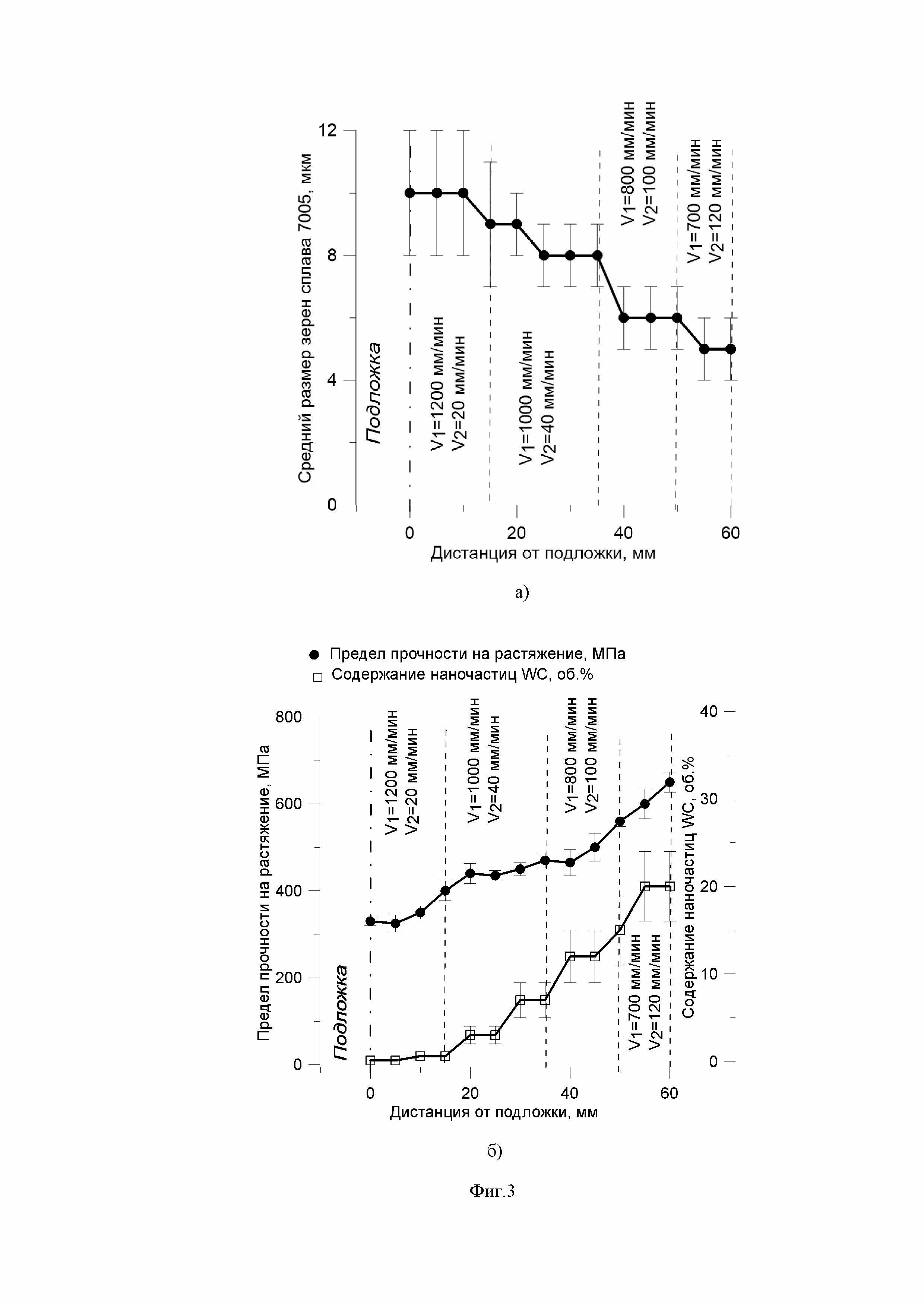
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 7075 диаметром 1,6 мм и порошковый проволочный материал диаметром 1,8 мм с оболочкой из алюминиевого сплава 7075 и частицами порошка карбида вольфрама WC со средним размером частиц 80±20 нм.
Формирование изделия проводилось на подложке из технического алюминия АД1.
Угол наклона подачи к подложке для обоих направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка – 300 Вт (ускоряющее напряжение пучка – 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 300 Гц.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 700 мм/мин до 1200 мм/мин и от 20 мм/мин до 120 мм/мин, соответственно.
На Фиг.3 а, б показана зависимость среднего размера зерна сплава 7075, объемного количества наночастиц карбида вольфрама и значения предела прочности на растяжение от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 7075 и порошкового проволочного материала нано-WC/сплав 7005. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок. Виден градиент значений предела прочности, содержания наночастиц WC и уменьшения размера зерен выращенного алюминиевого сплава. Морфология зерен по всему объему изделия была равноосная.
Пример 2
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 7075 диаметром 1.6 мм и порошковый проволочный материал диаметром 1.8мм с оболочкой из алюминиевого сплава 7075 и частицами порошка карбида кремния SiC со средним размером частиц 80±20 нм.
Формирование изделия проводилось на подложке из технического алюминия АД1.
Угол наклона подачи к подложке для обоих направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка – 300 Вт (ускоряющее напряжение пучка – 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 300 Гц.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 700 мм/мин до 1200 мм/мин и от 20 мм/мин до 120 мм/мин, соответственно.
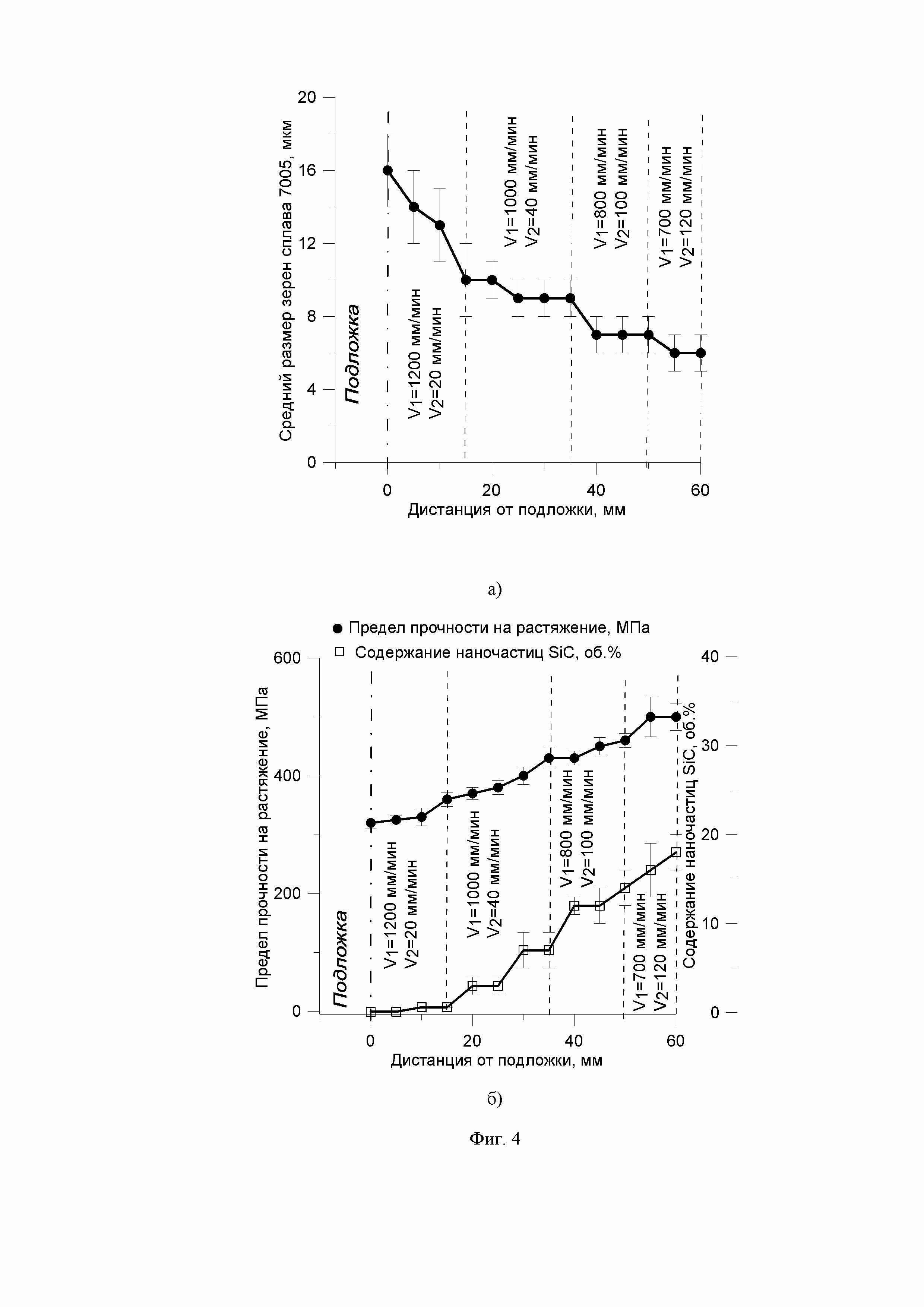
На Фиг.4 а, б показана зависимость среднего размера зерна сплава 7075, объемного количества наночастиц карбида кремния и значения предела прочности на растяжение от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 7075 и порошкового проволочного материала нано-SiC/сплав 7075. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок. Виден градиент значений предела прочности, содержания наночастиц SiC и уменьшения размера зерен выращенного алюминиевого сплава. Морфология зерен по всему объему изделия была равноосная.
Пример 3
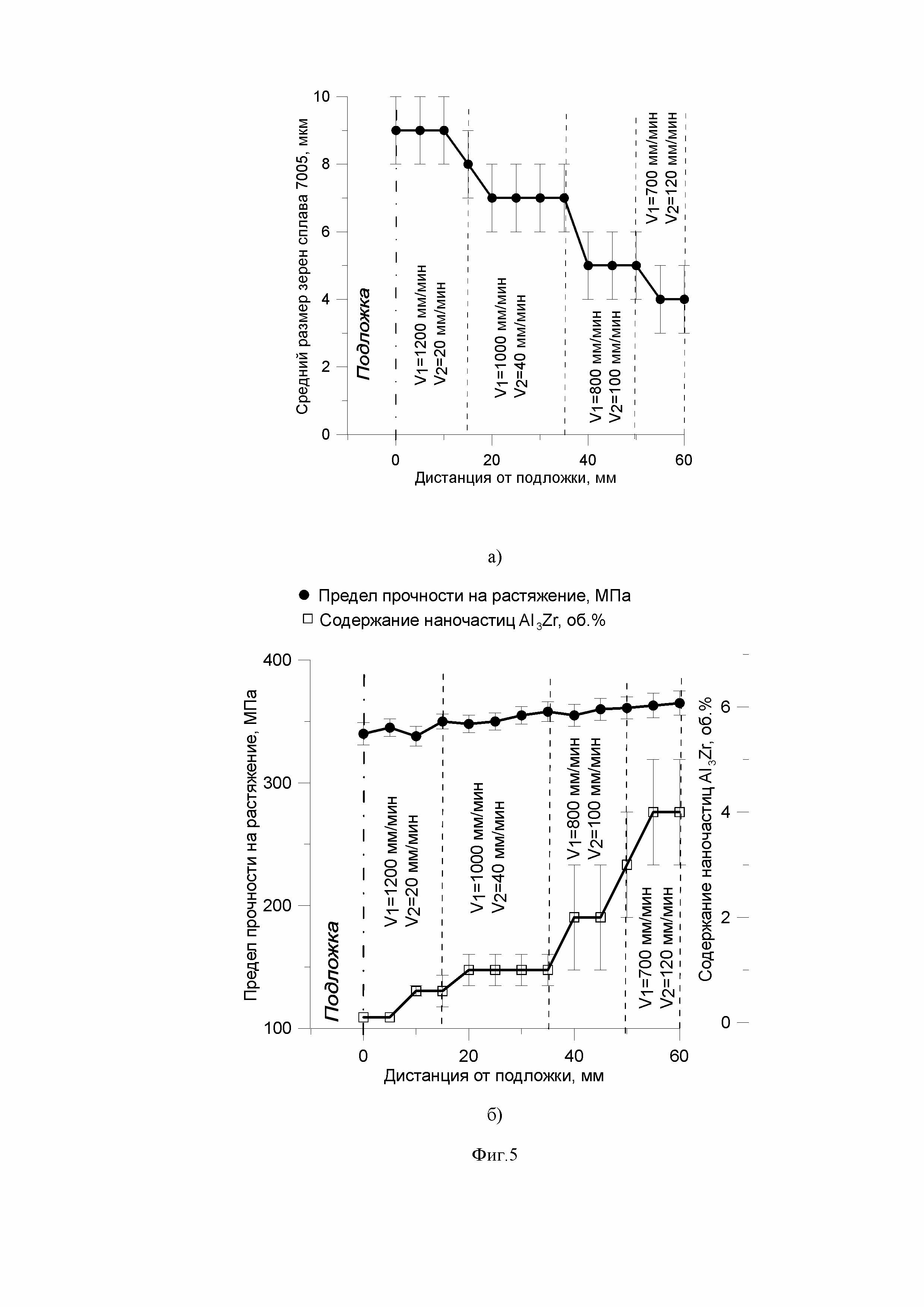
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 7075 диаметром 1.6 мм и порошковый проволочный материал диаметром 1.8 мм с оболочкой из алюминиевого сплава 7075 и частицами порошка циркония Zr со средним размером частиц 80±20 нм.
Формирование изделия проводилось на подложке из технического алюминия АД1.
Угол наклона подачи к подложке для обоих направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка - 300 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 300 Гц.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 700 мм/мин до 1200 мм/мин и от 20 мм/мин до 120 мм/мин, соответственно.
На Фиг.5 а, б показана зависимость среднего размера зерна сплава 7005, объемного количества наночастиц Al3Zr и значения предела прочности на растяжение от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 7005 и порошкового проволочного материала нано-Zr/ сплав 7005. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок. Виден градиент значений предела прочности, содержания наночастиц Al3Zr и уменьшения размера зерен выращенного алюминиевого сплава. Морфология зерен по всему объему изделия была равноосная.
Пример 4
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 6061 диаметром 1.6 мм и порошковый проволочный материал диаметром 1.8мм с оболочкой из алюминиевого сплава 6061 и частицами порошка карбида вольфрама WC со средним размером частиц 80±20 нм.
Формирование изделия проводилось на подложке из технического алюминия АД1
Угол наклона подачи к подложке для обоих направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка - 300 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 300 Гц.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 700 мм/мин до 1200 мм/мин и от 20 мм/мин до 120 мм/мин, соответственно.
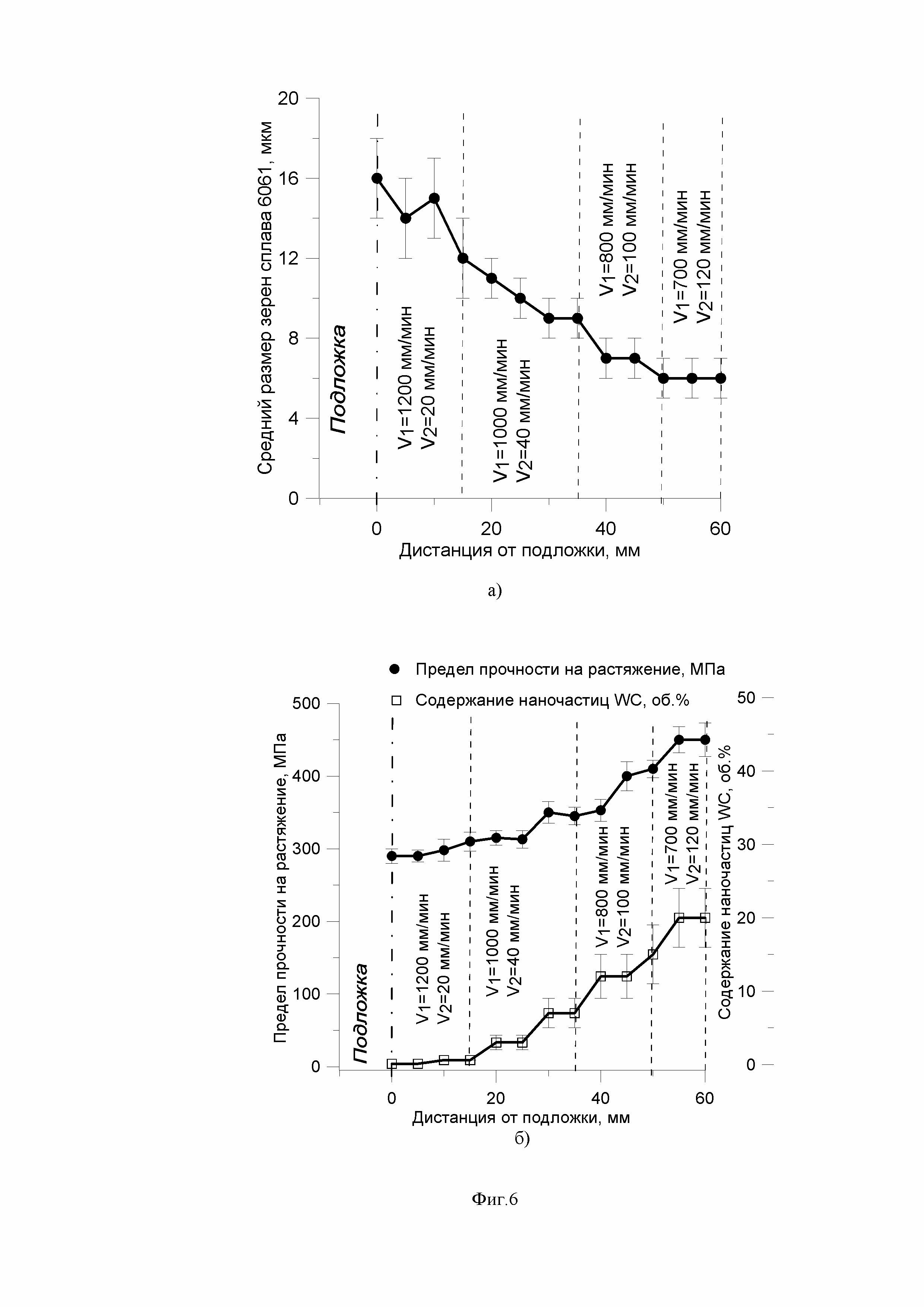
На Фиг.6 а, б показана зависимость среднего размера зерна сплава 6061, объемного количества наночастиц карбида вольфрама и значения предела прочности на растяжение от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 6061 и порошкового проволочного материала нано-WC/сплав 6061. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок. Виден градиент значений предела прочности, содержания наночастиц WC и уменьшения размера зерен выращенного алюминиевого сплава. Морфология зерен по всему объему изделия была равноосная.
Пример 5
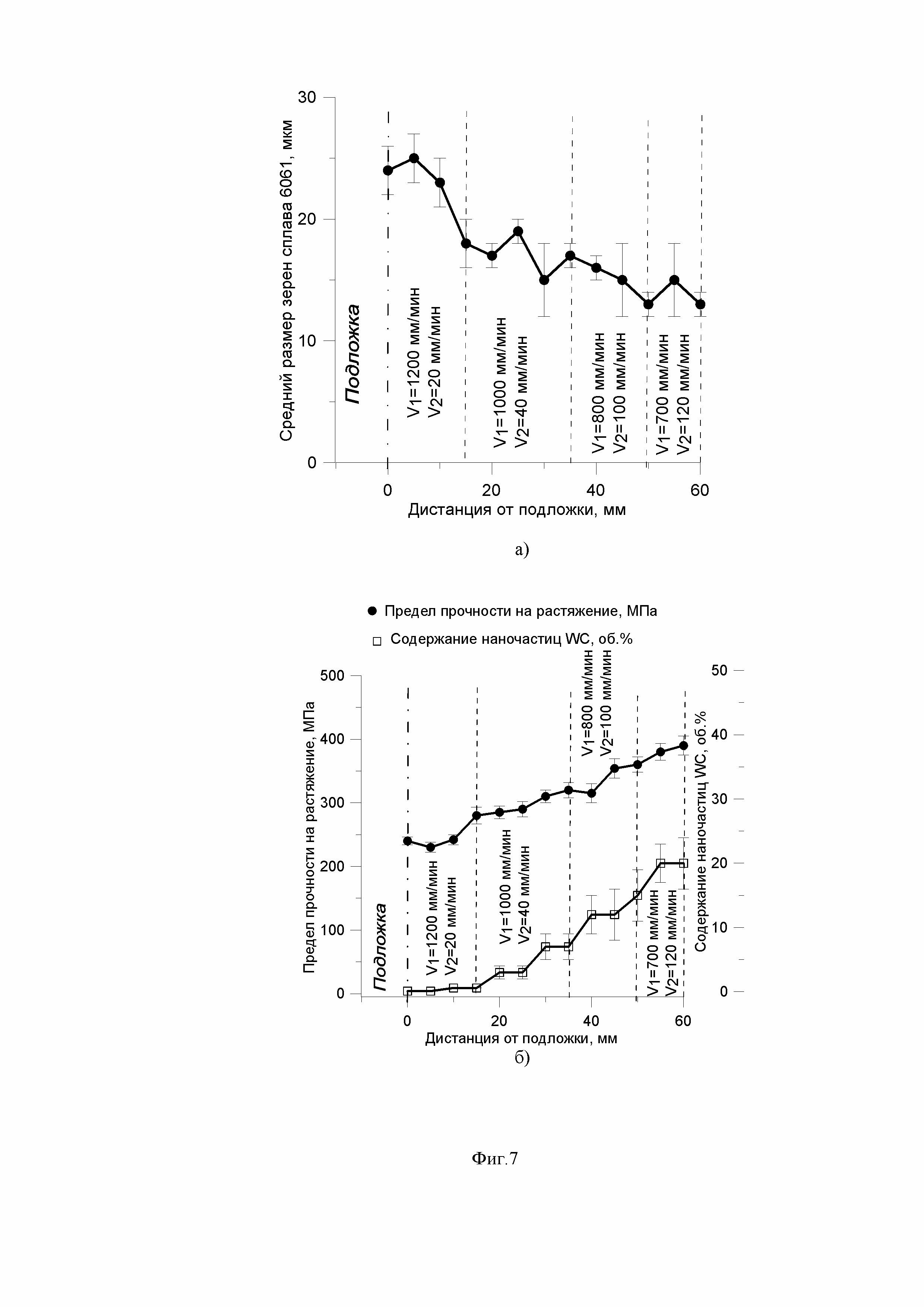
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 6061 диаметром 1.6 мм и порошковый проволочный материал диаметром 1.8мм с оболочкой из алюминиевого сплава 6061 и частицами порошка карбида вольфрама WC со средним размером частиц 200±100 нм нм.
Формирование изделия проводилось на подложке из технического алюминия АД1.
Угол наклона подачи к подложке для обоих направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка - 300 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 300 Гц.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 700 мм/мин до 1200 мм/мин и от 20 мм/мин до 120 мм/мин, соответственно.
На Фиг.7 а, б показана зависимость среднего размера зерна сплава 6061, объемного количества наночастиц карбида вольфрама и значения предела прочности на растяжение от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 6061 и порошкового проволочного материала нано-WC/сплав 6061. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок. Виден градиент значений предела прочности, содержания наночастиц WC и уменьшения размера зерен выращенного алюминиевого сплава. Морфология зерен по всему объему изделия была равноосная.
Пример 6
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 7075 диаметром 1.6 мм и порошковый проволочный материал диаметром 1.8мм с оболочкой из алюминиевого сплава 7075 и частицами порошка карбида вольфрама WC со средним размером частиц 80±20 нм.
Формирование изделия проводилось на подложке из технического алюминия АД1.
Угол наклона подачи к подложке для обоих направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка - 300 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 20 Гц.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 700 мм/мин до 1200 мм/мин и от 20 мм/мин до 120 мм/мин, соответственно.
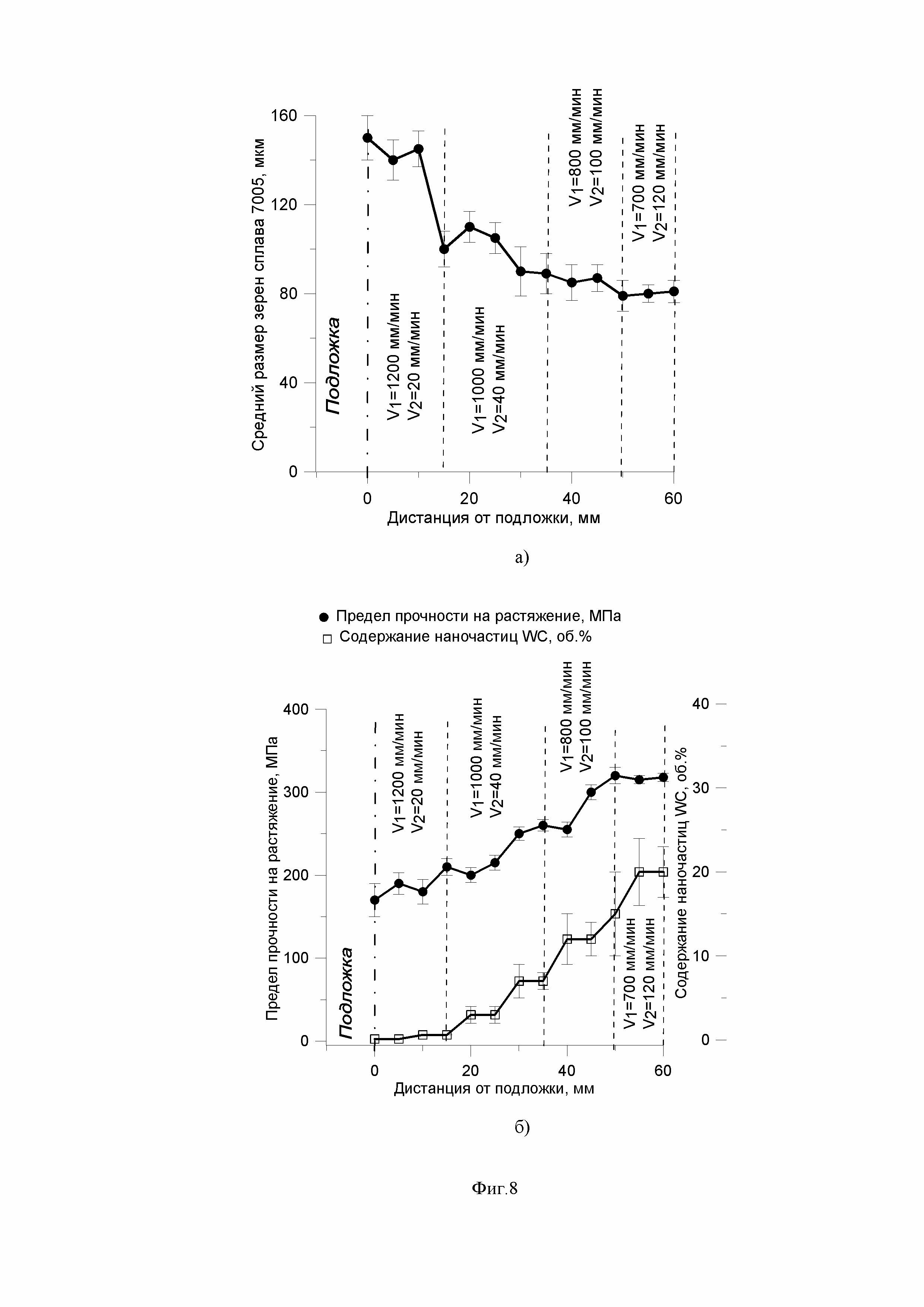
На Фиг.8 а, б показана зависимость среднего размера зерна сплава 7075, объемного количества наночастиц карбида вольфрама и значения предела прочности на растяжение от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 7075 и порошкового проволочного материала нано-WC/сплав 7075. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок. Виден градиент значений предела прочности, содержания наночастиц WC и уменьшения размера зерен выращенного алюминиевого сплава. Морфология зерен по всему объему изделия была дендритная. Образцы имели дефекты в виде несплошностей размером от 10 до 50 мкм
Пример 7
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 7075 диаметром 1.6 мм и порошковый проволочный материал диаметром 1.8мм с оболочкой из алюминиевого сплава 7075 и частицами порошка карбида вольфрама WC со средним размером частиц от 50 до 100 нм.
Формирование изделия проводилось на подложке из технического алюминия АД1.
Угол наклона подачи к подложке для обоих направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка - 300 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 800 Гц.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 700 мм/мин до 1200 мм/мин и от 20 мм/мин до 120 мм/мин, соответственно.
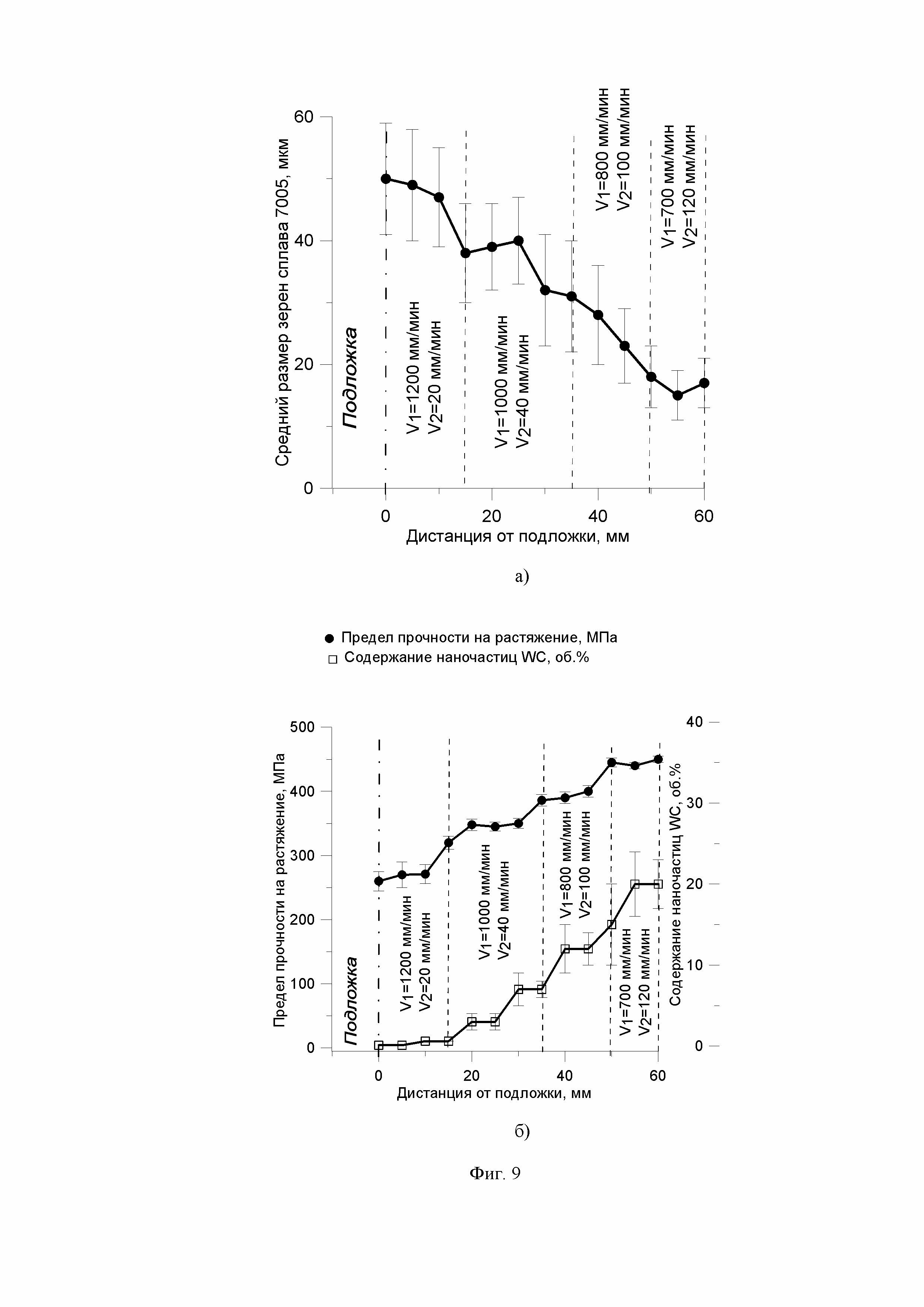
На Фиг.9 а, б показана зависимость среднего размера зерна сплава 7075, объемного количества наночастиц карбида вольфрама и значения предела прочности на растяжение от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 7075 и порошкового проволочного материала нано-WC/ сплав 7075. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок. Виден градиент значений предела прочности, содержания наночастиц WC и уменьшения размера зерен выращенного алюминиевого сплава. Морфология зерен по всему объему изделия была дендритная. Образцы имели дефекты в виде несплошностей размером от 5 до 20 мкм.
Пример 8
В качестве исходного материала использованы монолитный проволочный материал из алюминиевого сплава 6061 диаметром 1.6 мм, монолитный проволочный материал из алюминиевого сплава 7075 диаметром 1.6 мм и порошковый проволочный материал диаметром 1.8мм с оболочкой из алюминиевого сплава АД1 и частицами порошка карбида вольфрама WC со средним размером частиц 80±20 нм.
Формирование изделия проводилось на подложке из технического алюминия АД1.
Угол наклона подачи к подложке для всех трёх направляющих устройств - 30º.
При формировании изделия использовались следующие параметры процесса: мощность пучка - 300 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка – 10 мА), линейная скорость формирования изделия в направлении осей X и Y – 200 мм/мин.
В процессе выращивания ванна расплава формировалась разверткой электронного пучка в форме кольца диаметром 3,2 мм. Частота развертки составляла 300 Гц.
Скорости подачи монолитных проволочных материалов варьировались в диапазоне от 0 мм/мин до 1200 мм/мин. Скорость подачи порошковой проволоки была постоянной и составляла 20 мм/мин.
На Фиг.10 а, б, c показана зависимость среднего размера зерна сплава 6061 и 7075, значения предела прочности на растяжение и содержания меди, магния и цинка от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала из сплава алюминиевого сплава 6061 и 7075 и порошкового проволочного материала нано-WC/сплав АД1. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной проволоки из сплава 6061 (v1) и сплошной проволоки из сплава 7075 (v2). Скорость порошковой проволоки (v3) при выращивании всего изделия была постоянной. Виден градиент значений предела прочности, и уменьшения размера зерен выращенного алюминиевого сплава. Содержание меди, магния и цинка непрерывно увеличивалось с увеличением расстояния до подложки. Морфология зерен по всему объему изделия была равноосная.
Способ получения кальцийфосфатного покрытия на имплантате из биоинертного материала (варианты)
Способ обработки изделий из высокоуглеродистых легированных сплавов
Спеченный материал для сильноточного скользящего электроконтакта
Способ изготовления кардиоимплантата из сплава на основе никелида титана с модифицированным ионно-плазменной обработкой поверхностным слоем
Способ получения композиционного материала на основе силицида ниобия nb5si3 (варианты)
Способ получения интерметаллического соединения nial
Устройство зонтичное (окклюдер) с модифицированным поверхностным слоем
Способ получения суспензии высокодисперсных частиц металлов и их соединений и устройство для его осуществления
Способ получения керамического шликера
Способ измерения механических свойств материала в условиях всестороннего давления (варианты)
Оптико-электронное устройство для контроля положения оптической оси корундовых сферических подпятников в составе маятников газовых центрифуг
Бортовой измерительный модуль для улавливания, сбора, регистрации и измерения параметров метеороидных и техногенных частиц, межзвездной и межпланетной пыли, а также регистрации ионизирующего излучения, воздействующих на космический аппарат и планетоход-ровер
Способ получения суспензии высокодисперсных частиц металлов и их соединений и устройство для его осуществления
Устройство для галтовки
Устройство для термической обработки и способ формирования кристаллического сорбента
Вибрационное устройство для отделочно-упрочняющей обработки
Устройство вибрационное для отделочно-зачистной обработки деталей
Вибрационная установка для отделочно-упрочняющей обработки деталей
Способ оценки биосовместимости скаффолдов
Устройство для отделочно-зачистной обработки

