Результат интеллектуальной деятельности: КАМЕРА ПРЕССОВАНИЯ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Вид РИД
Изобретение
Группа изобретений относится к металлургическому производству, в частности к устройствам для охлаждения и смазки поршней горизонтальных машин литья под давлением.
Известно устройство для охлаждения и смазки поршня горизонтальной машины литья под давлением (RU 2045370 С1, B22D 17/22, 10.10.1995 г.). Устройство содержит: поршень с каналами отвода смазочно-охлаждающей жидкости из его полости на наружную боковую поверхность; шток, размещенный передней частью в полости поршня; камеру прессования, в полости которой этот поршень перемещается из заднего положения в переднее и обратно, и устройства подачи смазочно-охлаждающей жидкости в каналы штока и поршня в соответствующий момент цикла работы данной машины.
Недостатки устройства: сложность конструкции и наличие остатков смазочно-охлаждающей жидкости в камере прессования после возврата поршня в заднее положение, что ухудшает качество получаемых отливок по газовой пористости.
Известно устройство для смазки поршня горизонтальной машины литья под давлением в виде камеры прессования (см. приложение стр.Т18.1 паспорта чешской машины серии CL00 250-25-B2, Vihorvlat n.p.Snina), принятое за прототип. Камера прессования содержит осевую полость под сплав и поршень, в которую открыто заливочное окно, это окно отделено от заднего торца камеры перемычкой, а в зоне расположения последней выполнены поперечные окна под смазку; два - в верхней половине, а третье - в нижней половине, они открыты в кольцевую канавку, образованную на поверхности осевой полости.
Недостатки прототипа в том, что подаваемая через поперечные окна перемычки смазка попадает не только на боковую поверхность поршня, но и в осевую полость камеры, где она выгорает при заливке в нее сплава через заливочное окно, что приводит к повышению газовой пористости и браку получаемых отливок, наличие таких окон и кольцевой канавки усложняет конструкцию и возрастает трудоемкость изготовления камеры.
Группой изобретений решается задача по повышению качества получаемых отливок по газовой пористости.
Технический результат, получаемый при осуществлении группы изобретений, заключается в исключении попадания смазки в осевую полость под заливаемый сплав.
Указанный технический результат достигается тем, что в камере прессования горизонтальной машины литья под давлением, имеющей осевую полость под сплав, заливочное окно, открытое в полость и отделенное от заднего торца камеры перемычкой, поперечное окно под смазку, выходящее в кольцевую канавку на поверхности этой полости, новым является то, что поперечное окно под смазку размещено в верхней части перемычки, а кольцевая канавка соединена с задним торцем камеры продольными или наклонными канавками, причем у последних передние концы расположены над задними.
Указанный технический результат достигается тем, что в камере прессования горизонтальной машины литья под давлением, имеющей осевую полость под сплав, заливочное окно, открытое в полость и отделенное от заднего торца камеры перемычкой, поперечное окно под смазку, выходящее в кольцевую канавку на поверхности этой полости, новым является то, что поперечное окно под смазку размещено в верхней части перемычки, причем поперечное окно под смазку и кольцевая канавка выполнены без задней стенки.
Кольцевая канавка может быть выполнена переменной глубины: максимальной - на заднем торце и минимальной - у ее передней стенки.
Выполнение в камере прессования поперечного окна под смазку, размещенного в верхней части перемычки, позволяет создать емкость под подаваемую смазку и обеспечить стекание ее под действием силы тяжести и от нагрева теплом камеры и поршня по зазору между поверхностями поршня и кольцевой канавкой в нижнюю часть осевой полости и смазывание передней части поршня, находящегося в заднем положении. Кроме того, упрощается конструкция и повышается технологичность камеры прессования.
Выполнение продольных или наклонных канавок, соединяющих кольцевую канавку с задним торцем камеры позволяет отводить излишки смазки за пределы камеры, чем исключается взаимодействие смазки со сплавом, заливаемым в камеру через заливочное окно, и повышается качество отливок, например, по газовой пористости.
При отсутствии задней стенки у кольцевой канавки и при выполнении поперечного окна под смазку без задней стенки конструкция предлагаемой камеры еще больше упрощается, а технологичность ее также увеличивается, причем эффективность смазывания передней части поршня повышается за счет увеличения ширины канавки и отсутствия стенок, разделяющих соседние продольные или наклонные канавки, а излишек смазки из такой канавки беспрепятственно отводится за задний торец камеры.
Кольцевая канавка может выполняться и переменной глубины: максимальной на заднем торце камеры и минимальной у передней стенки.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Предлагаемое изобретение поясняется чертежами, где на
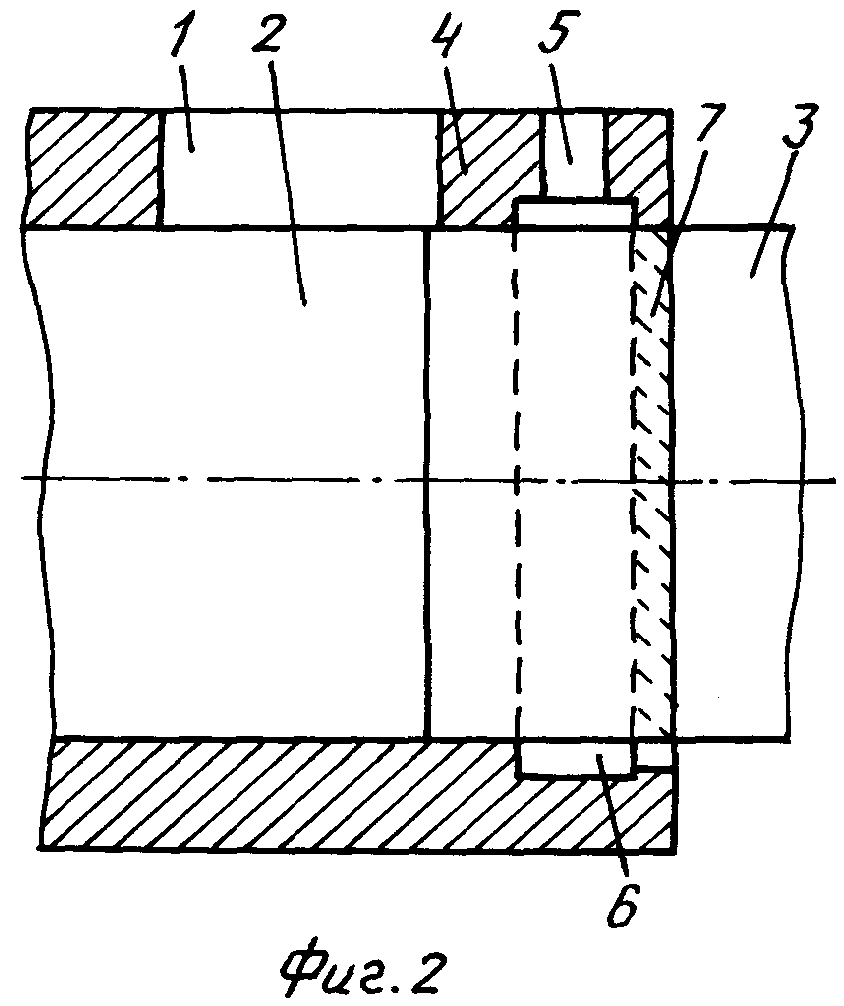
фиг.1 - продольное сечение задней части камеры прессования (с продольными канавками);
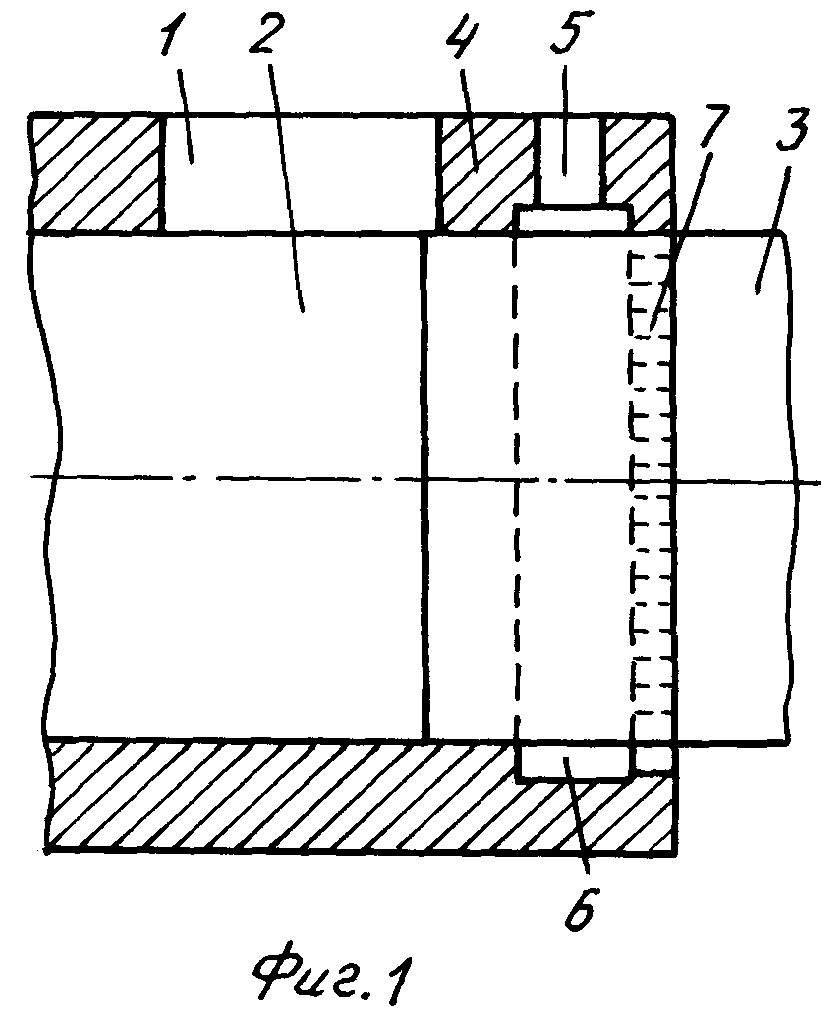
фиг.2 - продольное сечение задней части камеры прессования (с наклонными канавками);
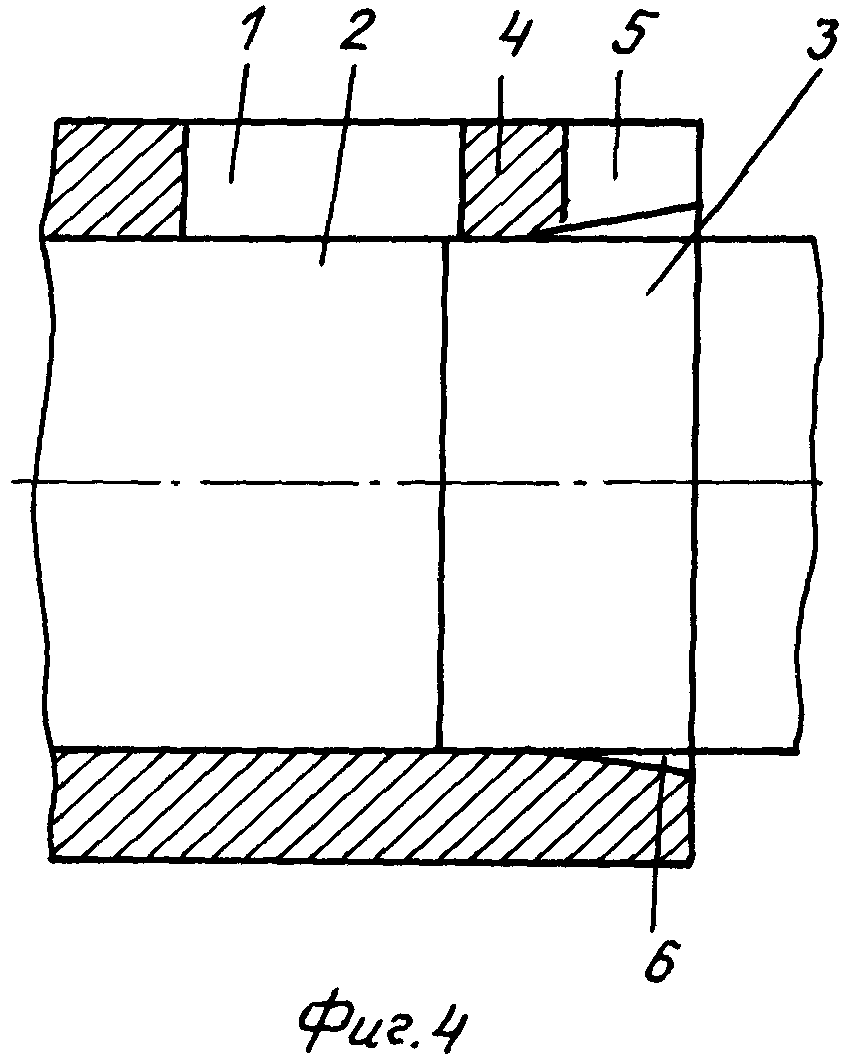
фиг.3 - продольное сечение задней части камеры прессования (поперечное окно под смазку и кольцевая канавка выполнены без задней стенки);
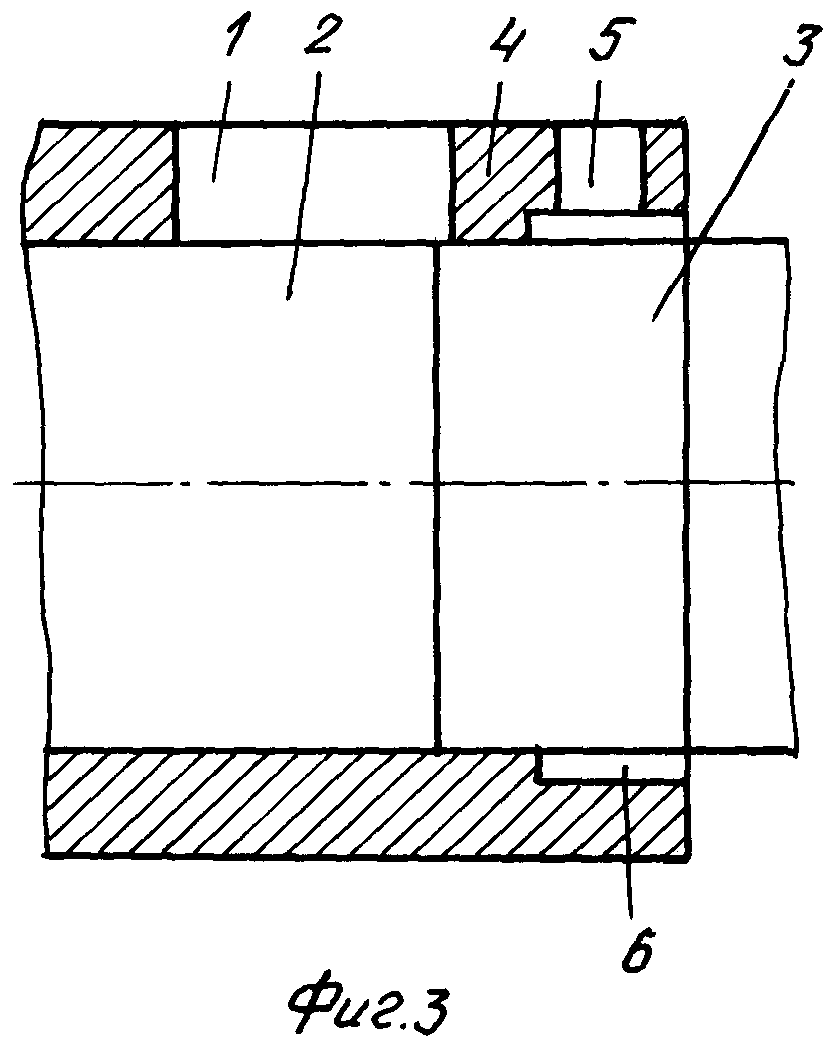
фиг.4 - продольное сечение задней части камеры прессования (поперечное окно под смазку и кольцевая канавка выполнены без задней стенки, причем канавка переменной глубины).
По первому варианту камера прессования имеет заливочное окно 1, открытое в ее осевую полость 2 под сплав и поршень 3, находящийся в ней в заднем положении перед заливкой сплава. Окно 1 отделено от заднего торца камеры перемычкой 4. В верхней части перемычки 4 выполнено поперечное окно 5 под смазку, причем размеры этого окна превышают размеры трех окон прототипа. Окно 5 открыто в кольцевую канавку 6, образованную на поверхности осевой полости 2 камеры. Канавка 6 через продольные или наклонные канавки 7 соединена с задним торцем камеры прессования (при выполнении наклонных канавок 7 их передние концы располагаются над задними).
По второму варианту камера прессования имеет заливочное окно 1, открытое в ее осевую полость 2 под сплав и поршень 3, находящийся в ней в заднем положении перед заливкой сплава. Окно 1 отделено от заднего торца камеры перемычкой 4. В верхней части перемычки 4 выполнено поперечное окно 5 под смазку, причем размеры этого окна превышают размеры трех окон прототипа. Окно 5 выполнено без задней стенки. Кольцевая канавка 6 выполнена постоянной глубины и также без задней стенки.
В данном случае, поданная, например, плоской продольной струей из соответствующей геометрии трубки подвода смазка заполняет зазоры между поверхностью кольцевой канавки 6 и боковой поверхностью передней части поршня 3 и стекает по ним в нижнюю часть полости 2 камеры и поршня, смазывая эту часть поршня по периметру, а излишки смазки удаляются самотеком за задний торец камеры прессования.
Предлагаемыми конструктивными решениями обеспечивается надежное и эффективное смазывание передней части поршня 3 стеканием смазки из поперечного окна 5 и верхней части кольцевой канавки 6 в нижнюю часть ее с последующим удалением излишков смазки за задний торец камеры благодаря канавкам 7 или кольцевой канавке 6 без задней стенки, причем глубина такой канавки постоянна или переменна и вырастает к заднему торцу камеры. Такими решениями сводится к минимуму попадание смазки по зазорам между боковыми поверхностями поршня 3 и полости 2 в зону заливочного окна 1.
Этими конструктивными мероприятиями упрощается и изготовление камеры вследствие отсутствия задних стенок у кольцевой канавки 6 и поперечного окна 5 или эти элементы имеют задние стенки и тогда канавки соединяют кольцевую канавку 6 с задним торцем камеры.
Устройство по первому варианту работает следующим образом.
В начале работы машины литья под давлением поршень находится в заднем положении, смазка автоматически подается по трубке из соответствующей емкости в поперечное окно 5 перемычки 4, выполняющее функцию емкости под смазку. Из него смазка по зазорам между поверхностями: боковой поршня 3, кольцевой канавки 6 и продольных или наклонных канавок 7 стекает в нижнюю часть полости 2, смазывая переднюю боковую часть поршня, находящуюся в камере прессования. При этом излишек смазки отводится по канавкам 7 за задний торец камеры, тем самым исключая или сводя к минимуму попадание смазки в осевую полость 2 под сплав. После заливки сплава в камеру прессования через окно 1 поршень 3 перемещается из заднего в переднее положение по полости 2 камеры, смазывая ее боковую поверхность смазкой, находящейся на его боковой поверхности и уменьшая тем самым трение между внутренней поверхностью камеры прессования и поршнем 3. При этом у поршня при перемещении смазывается и остальная его часть, находящаяся за задним торцем камеры, смазкой поперечного окна 5 и канавок 7. После удаления литейного блока из пресс-формы поршень 3 возвращается в исходное положение (что показано фиг.1-2) и своим задним торцем очищает полость 2 от остатков сплава и смазки, удаляя их из нее. Далее описанное выше повторяется.
Устройство по второму варианту работает следующим образом.
В начале работы машины литья под давлением поршень находится в заднем положении, смазка автоматически подается по трубке из соответствующей емкости в поперечное окно 5 перемычки 4, выполняющее функцию емкости под смазку. Из него смазка по зазорам между поверхностями: боковой поршня 3, образованным при выполнении канавки 6 постоянной или переменной глубины, возрастающей к заднему торцу камеры прессования, стекает в нижнюю часть полости 2, смазывая переднюю боковую часть поршня, находящуюся в камере прессования. При этом излишек смазки отводится по зазорам при выполнении канавки 6 постоянной или переменной глубины и без задней стенки за задний торец камеры, тем самым исключая или сводя к минимуму попадание смазки в осевую полость 2 под сплав. При этом у поршня при перемещении смазывается и остальная его часть, находящаяся за задним торцем камеры, смазкой поперечного окна 5 и канавок 6 без задних стенок. После удаления литейного блока из пресс-формы поршень 3 возвращается в исходное положение (что показано фиг.3-4) и своим задним торцем очищает полость 2 от остатков сплава и смазки, удаляя их из нее. Далее описанное выше повторяется.
Смазыванием поршня 3, а им и поверхности полости 2 камеры прессования уменьшаются также и силы трения между ними, и обеспечивается стабильность давления запрессовки сплава в пресс-форму, чем гарантируется качество получаемых отливок по пористости, которая также уменьшается и предлагаемыми решениями за счет сведения к минимуму попадания смазки из кольцевой канавки 6 в полость 2 благодаря отводу излишков ее по соответствующим каналам за задний торец камеры прессования.
Таким образом, предлагаемым техническим решением повышается качество получаемых отливок по газовой пористости из-за минимального количества смазки, попадающей при смазывании поршня в заливочное окно; упрощается ее конструкция наличием только одного поперечного окна - емкости под смазку - в верхней ее части, которое, как и кольцевая канавка, может быть и без задней стенки, чем повышается технологичность этой камеры прессования.
Устройство для контактной точечной сварки
Регулируемый спусковой механизм огнестрельного оружия
Устройство для охлаждения электрода-колпачка контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Устройство для контактной точечной сварки
Прессующий поршневой узел машины литья под давлением
Способ согласования линии визирования оптического прибора с продольной осью наземного транспортного средства
Способ приема и передачи топопривязчиком дифференциальных поправок
Поводковый центр радиально-обжимной машины (ром)
Камера прессования горизонтальной машины литья под давлением
Огнестрельное автоматическое оружие
Пулемет
Шток горизонтальной машины литья под давлением (гмлпд)
Устройство для контактной точечной сварки с охлаждением электрода-колпачка.
Шток горизонтальной машины литья под давлением
Устройство для контактной точечной сварки с охлаждением электрода-колпачка
Способ установки специального программно-математического обеспечения на бортовом компьютере программно-аппаратного комплекса топопривязчика
Способ информационно-технического сопряжения информационно-управляющего вычислителя с блоком управления двигателями мобильного робототехнического комплекса
Устройство для крепления штока с поршнем на горизонтальной машине литья под давлением
Устройство для контактной точечной сварки с охлаждением электрода-колпачка

