Результат интеллектуальной деятельности: Шток горизонтальной машины литья под давлением (ГМЛПД)
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно в ГМЛПД как элемент оснастки при изготовлении цветных отливок. Известен охлаждаемый шток ГМЛПД со сборной передней частью в виде оправки с поршнем, присоединенной к его передней части (см. патент РФ 2236928 С2 от 22.04. 2002).
Его недостатки: усложнение конструкции диском-оправкой; повышенный износ поршня и камеры прессования от смещения механизма прессования ГМЛПД из начального положения и поэтому перекоса штока относительно линии центров этой машины вследствие жесткого крепления его заднее части в этом механизме; значительная длина трактов циркуляции хладагента, заканчивающихся у заднего торца штока, что не позволяет использовать мероприятие для устранения этого перекоса.
Известен другой охлаждаемый шток, имеющий переднюю малого диаметра часть с поршнем, среднюю большего диаметра часть и заднюю максимального диаметра часть с еще большим диаметром с кольцевым упором; при этом полость штока заканчивается в начале задней части его, где выполнены поперечные окна, открытые в эту полость и трубку, установленную в ней с зазором; при этом такой шток, находясь в крайнем переднем положении, не доходит передним торцом своей задней части до заднего торца камеры прессования (см. приложение паспорта чешской МЛПД CLOO 250-25-В2).
Его недостатки аналогичны предыдущему штоку.
Задачей предлагаемого изобретения является устранение этих недостатков у штоков последнего типа, используемых в чешских, советских и др. ГМЛПД.
Технический результат изобретения - устранение перекоса штоков такого типа на ГМЛПД и повышение стойкости поршней и камер прессования этих машин.
Он достигается тем, что в штоке горизонтальной машины литья под давлением (ГМЛПД), содержащем минимального диаметра переднюю часть с поршнем, среднюю часть большего диаметра и заднюю часть максимального диаметра с еще большим кольцевым упором у ее заднего торца, причем с переднего торца его образована под хладагент глухая полость с трубкой, расположенной там с зазором, заканчивающаяся в начале задней части его с поперечными окнами под хладагент, открытыми в этот зазор и трубку, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО задняя часть его выполнена из двух отделенных осевым зазором элементов; с торца второго (заднего) элемента образован продольный паз, открытый в его поперечный паз, в которых расположен с идентичной им формой хвостовик первого (переднего) элемента, отделенный передним торцом своей головки от передней стенки поперечного паза зазором В, а ножкой размещен на его торце; эти элементы соединены между собой подвижно крепежом, находящимся в их поперечных окнах, выполненных в зоне ножки хвостовика первого элемента, у которого поперечное окно образовано в виде наклонного паза с расположением его переднего края ниже заднего края; при этом по величине смещения механизма прессования ГМЛПД от начального положения определяют зазор Bi и соответствующую ему толщину Si мерного вкладыша, размещенного в вышеуказанном зазоре и зафиксированного на задней части штока.
Выполнением составной задней части в виде переднего и заднего подвижных друг относительно друга элементов и соединенных между собой крепежом обеспечивается осевое и вертикальное перемещение частей штока при работе ГМЛПД.
Образованием с торца второго элемента продольного паза, открытого в его выполненный поперечный паз, где размещен идентичный им по форме хвостовик первого элемента своей головкой в последнем пазу, а ножкой его в первом пазу, осуществляется их соединение между собой, передача усилия запрессовки от механизма прессования машины через шток и поршень сплаву в камере прессования.
Соединением этих элементов крепежом, размещенным в поперечных окнах второго элемента и хвостовика первого элемента, обеспечивается их неподвижная или подвижная связь между собой при работе, определяемая соответственно отсутствием или наличием смещения механизма прессования машины относительно своего начального положения.
Созданием в хвостовике первого элемента поперечного окна - наклонного паза с задним краем, размещенным над нижним краем его, под расположенный там крепеж, перемещающийся по нему при работе штока и обеспечивающий вертикальное перемещение первого элемента задней части штока и этим самым совмещение продольной оси ее с линией центров ГМЛПД; этим исключается перекос этой части штока и повышается стойкость поршня и камеры прессования.
Наличием или отсутствием осевого зазора между передней стенкой поперечного паза заднего элемента, в котором размещена или отсутствует мерный вкладыш, и передним торцом головки хвостовика обеспечивается совместно с вышеупомянутыми крепежом и пазом вертикальное перемещение первого элемента задней части штока для совмещения его оси с линией центров ГМЛПД.
Установкой мерного вкладыша в поперечном пазу гнезда хвостовика или его отсутствие там совместно с этим крепежом исключается или обеспечивается также вышеуказанное перемещение, что необходимо для повышения стойкости поршня и камеры прессования.
Сравнительный анализ предлагаемого решения с известными в настоящее время свидетельствует, что оно ново, существенно отличается от них, промышленно пригодно и поэтому полностью соответствует критерию ИЗОБРЕТЕНИЕ.
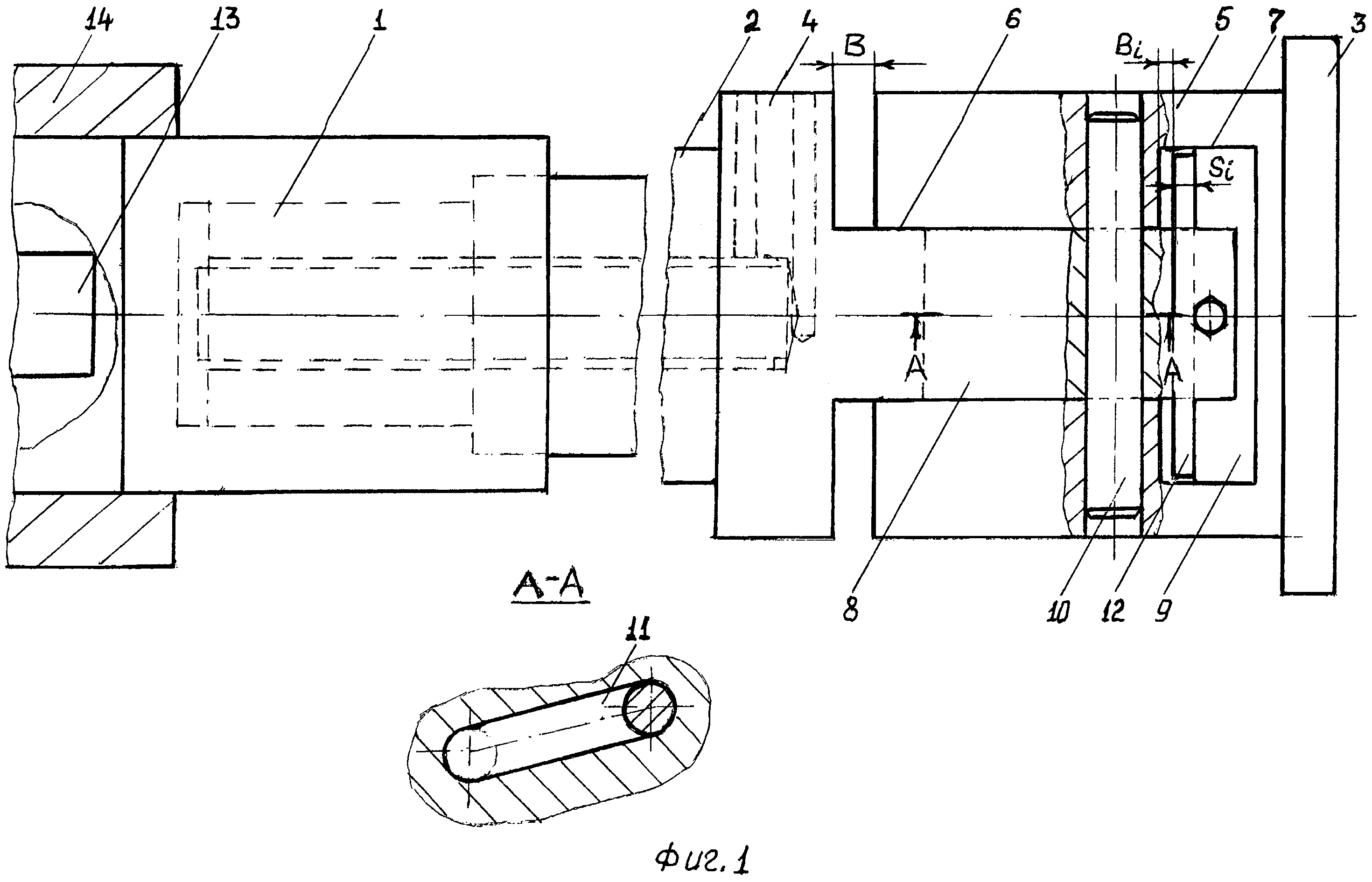
Это решение поясняется чертежом, на фиг. 1 которого представлен вид сверху предлагаемого штока. При работе механизм прессования машины со штоком может смещаться вниз или в сторону или одновременно в вертикальной и горизонтальной плоскостях относительно своего начального положения.
Шток содержит переднюю часть меньшего диаметра с поршнем 1, среднюю часть 2 большего диаметра и заднюю составную часть максимального диаметра с кольцевым упором 3 еще большего размера под муфту механизма прессования ГМЛПД. Эта часть состоит из переднего 4 и заднего 5 элементов. С торца последнего, отделенного зазором В от первого, выполнен продольный паз 6, открытый в его поперечный паз 7. В них размещен с идентичной им формой хвостовик 8, головка 9 которого расположена в поперечном пазу 7. Эти элементы соединены между собой крепежом 10 (болтом, штифтом и др.), размещенным в их поперечных окнах, причем окно хвостовика 8 выполнено в виде наклонного паза 11, у которого задний край расположен над передним.
При этом между передней стенкой поперечного паза 7 и передним торцом головки 9 хвостовика 8 размещен мерный вкладыш 12, закрепленный своими хвостовиком и крепежом на наружной поверхности хвостовика 8. В зависимости от величины смещения механизма прессования между передним торцом этой головки 9 и мерного вкладыша 12 отсутствует или имеется зазор Bi, пропорциональный величине смещения механизма прессования ГМЛПД.
Предлагаемое устройство работает так: после заливки сплава через окно 13 камеры прессования 14 перемещается предлагаемый шток по ее полости, собирая сплав в цилиндрический столбик с последующим вытеснением его в камеру прессования. При отсутствии смещения этого механизма крепеж 10 находится в крайнем верхнем положении, а между поперечным пазом 7 и головкой 9 хвостовика 8 нет зазоров, благодаря мерному вкладышу 12 второй элемент 5 штока усилием прессования воздействует на передний элемент 4 и поршень 1 беспрепятственно перемещается по камере прессования 14 с вытеснением из нее сплава в пресс-форму.
При смещении этого механизма относительно начального положения в поперечном пазу 7 второго элемента имеется зазор Bi между мерным вкладышем 12 и передним торцом головки 9 хвостовика 8, выбираемый при перемещении второго элемента 5 штока. Одновременно с этим перемещается и крепеж 10 по пазу 11 хвостовика 8, воздействуя на верхнюю стенку его усилием прессования. От этого воздействия хвостовик 8 с головкой 9 передней части 4 штока и сама она поднимаются вверх на величину смещения механизма прессования ГМЛПД от начального положения, совмещая свою ось с линией центров машины. Затем эти соединенные между собой элементы штока перемещаются с поршнем 1 по камере прессования 14 без его перекоса в ней с вытеснением сплава в пресс-форму. Таким перемещением поршня 1 по камере прессования 14 повышается их стойкость.
Протяженность паза 11 определяется углом наклона его относительно продольной оси хвостовика 8 и остальной части штока, кроме второго элемента; при этом с увеличением его значения уменьшается длина паза хвостовика 8.
Для уменьшения сил трения между поверхностями паза 11 и крепежа 10 на последнем может быть размещен ролик-втулка.
Пример реализации предлагаемого решения: диаметр поршня 60 мм (далее размеры без мм); длина штока с поршнем 560; длина его кольцевого упора и толщина стенки дна муфты под него равны 18; длина штока, выступающего из муфты 560-2*18=524; длина задней части штока за вычетом передней и средней частей 524-435=89; с учетом места расположения поперечных окон под хладагент свободная длина этой части штока равна 89-29=60; при смещении механизма прессования на 8 угол перекоса штока относительно центров машины равен tgα=8/560=0,0143 и α=50° (см. прилагаемый чертеж штока без поршня длиной 100 чешской машины); длина хвостовика толщиной 25 с головкой 58; осевые зазоры между торцами первого и второго элементов задней части штока, передней стенкой поперечного паза и задним торцом головки хвостовика равны 8; угол наклона поперечного окна-паза хвостовика равен 45; крепеж диаметром 10; длина паза 21,3; мерные вкладыши толщиной 8, 6.4 и 2 в зазоре между поперечным пазом второго элемента и головкой шириной 55 хвостовика длиной 10 в зависимости от величины смещения 0; 2; 4 и 6 механизма прессования; длина поперечного паза 18 (см. фиг. 1).
Таким образом, применением составной задней части штока из соединенных между собой крепежом ее подвижных элементов при смещении его механизмом прессования ГМЛПД от начального положения он, кроме его части, закрепленной в этом механизме, возвращается на линию центров машины, чем повышаются стойкость поршня и камеры прессования.
Шток горизонтальной машины литья под давлением, содержащий переднюю часть с поршнем, имеющую минимальный диаметр, среднюю часть, имеющую больший диаметр, и заднюю часть, имеющую максимальный диаметр и содержащую у ее заднего торца кольцевой упор, отличающийся тем, что задняя часть штока содержит расположенные с осевым зазором и соединенные подвижно передний элемент с хвостовиком и задний элемент, в которых выполнены поперечные окна с расположенным в них крепежом, при этом задний элемент имеет поперечный паз и продольный паз, выполненный с торца заднего элемента и открытый в упомянутый поперечный паз, а хвостовик переднего элемента расположен в поперечном и продольном пазах, выполнен идентичной им формой и имеет головку и ножку, причем передний торец головки хвостовика расположен с зазором относительно передней стенки поперечного паза, а между передней стенкой поперечного паза и передним торцом головки хвостовика размещен мерный вкладыш, закрепленный на наружной поверхности хвостовика, при этом поперечное окно переднего элемента выполнено в виде наклонного паза, расположенного под углом к продольной оси хвостовика.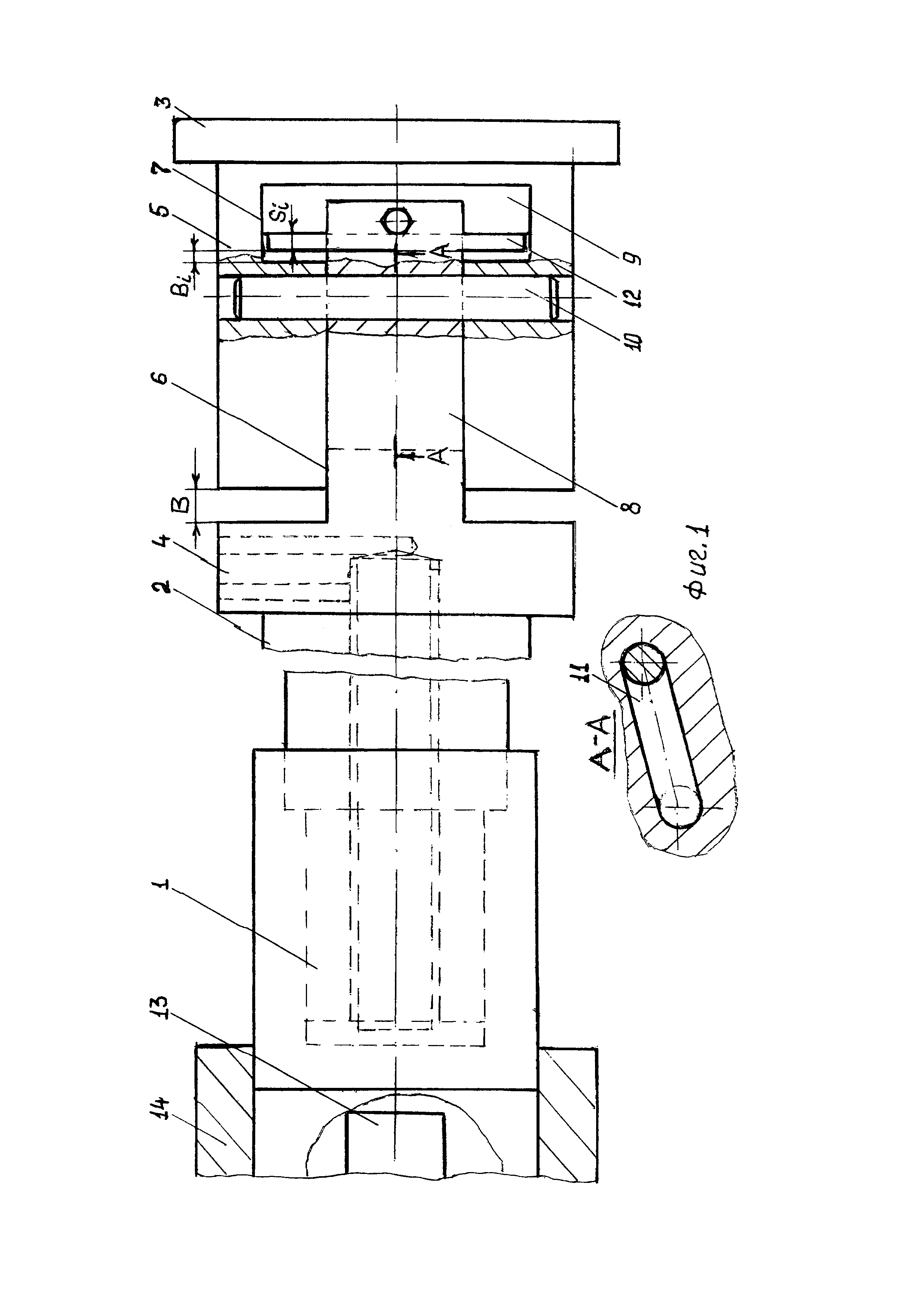
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

