Результат интеллектуальной деятельности: Шток горизонтальной машины литья под давлением
Вид РИД
Изобретение
Изобретение пригодно в металлургическом производстве, и такой шток пригоден как элемент оснастки этих машин, используемой при литье цветных отливок.
Известен охлаждаемый шток с наружным присоединительным участком под поршень в передней части, радиальными каналами в его задней части, выходящими в его продольный канал, где установлен стержень с закрепленной в нем трубкой, расположенной с зазором в этом канале; в этот зазор выходит одно поперечное окно задней части штока, а другое окно ее открыто через поперечное окно стержня в полость трубки с ее заднего торца; стержень неразъемно (сваркой) соединен со штоком, а задняя часть штока торцом ее передней части не доходит до заднего торца камеры прессования в крайнем переднем положении штока при выталкивании из нее пресс-остатка полученной отливки (см. приложение).
Его недостатки: наличие сквозного ступенчатого канала соответственно под трубку и стержень усложняет конструкцию штока, а неразъемное соединение его со стержнем делает шток не пригодны для ремонта; нецелесообразное применение стержня такой конструкции, не разделяющего между собой поперечные окна подвода и отвода хладагента в шток и из него вследствие чего часть подводимого хладагента сразу отводится из штока, не достигая поршня. Известен охлаждаемый шток в виде передней части малого диаметра под поршень, задней части максимального диаметра для присоединения к литейной машине и средней части меньшего диаметра, чем диаметр полости камеры прессования; с переднего торца его образован продольный канал, в котором с зазором зафиксирована трубка с уплотнительным элементом на заднем конце, упертым в коническое дно этого канала; в это открыто поперечное окно задней части штока, а другое окно ее открыто в продольный канал (см. авторское свидетельство 1783209 А1 от 21.01.1989).
Его недостатки: при износе передней резьбовой под шток части шток ремонтируется несколько раз и затем заменяется новым при неизношенных средней и задней частях; последняя часть максимального диаметра и определяет диаметр исходной заготовки, увеличивающей расход металла на шток и его трудоемкость; при смещении механизма прессования машины литья под давлением (МЛПД) из начального положения шток перекашивается относительно ее линии центров и ускоряются износ поршня и камеры прессования.
Задачей предлагаемого решения является устранение перекоса штока на машине и повышение надежности его, поршня и камеры прессования со снижением стоимости первого.
Технический результат от предлагаемого: повышение стойкости поршня и камеры прессования устранением перекоса штока при работе МЛПД с одновременным уменьшением его материалоемкости и трудоемкости. Это достигается тем, что у штока машины литья под давлением (МЛПД) в виде передней под поршень части минимального диаметра, задней присоединительной к МЛПД части максимального диаметра и средней между ними части с промежуточным диаметром, имеющего с торца передней части продольный канал под зафиксированную в нем с зазором трубку с уплотнительным элементом на конце, упертым в его дно, расположенное в начале задней части с открытым в него поперечным окном, а другое окно ее открыто в зазор между трубкой и каналом, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО задняя часть штока выполнена сборной в виде двух элементов: переднего со сферической полостью на торце, отделенной стенками в центре от дна продольного канала и на периферии от боковой поверхности его и соприкасающейся с радиусным торцом заднего элемента, заканчивающимся на периферии плоским торцом, отделенным зазором от такого же торца предыдущего элемента; эти элементы соединены между собой накидной гайки, расположенной на первом из них с контактом его радиусного бурта с радиусным дном ее полости, а ее резьба с резьбовой поверхностью второго элемента; в задний торец накидной гайки уперта торцом контргайка, расположенная на втором элементе задней части штока.
Выполнением задней части штока из двух элементов: переднего и заднего, соединенных между собой шарнирно, обеспечивается совмещение его продольной оси, кроме оси последнего элемента, с продольной осью камеры прессования при смещении механизма прессования МЛПД относительно начального положения.
Образованием на торце переднего элемента задней части сферической полости, которая отделена стенками от конического дна продольного канала штока, соприкасающейся с радиусным торцом заднего элемента, создается шарнирная связь между этими элементами.
Использованием накидной гайки, размещенной на переднем элементе задней части штока и соединенной своей резьбой с резьбовой поверхностью заднего элемента ее, соприкасаются без зазоров сферическая полость и радиусный торец этих элементов задней части штока.
Применением накидной гайки с радиусным дном, взаимодействующим с радиусным буртом переднего элемента, расположенного у торца переднего элемента, обеспечивается поворот переднего элемента задней части штока и расположенных перед ним средней и передней частей его относительно заднего элемента задней части штока при смещении механизма прессования МЛПД из своего начального положения.
Наличием контргайки на заднем элементе задней части штока, упертой передним торцом в задний торец накидной гайки, исключается отворачивание последней при работе машины и износ поверхностей образованного шарнирного соединения элементами этой части штока.
Разделением зазором торцов переднего и заднего элементов задней части штока обеспечивается поворот их относительно друг друга при смещении механизма прессования МЛПД в процессе ее работы.
Сравнительный анализ предлагаемого с известными в настоящее время техническими решениями показывает, что оно ново, с существенными отличиями, промышленной пригодностью и поэтому полностью соответствует критерию ИЗОБРЕТЕНИЕ.
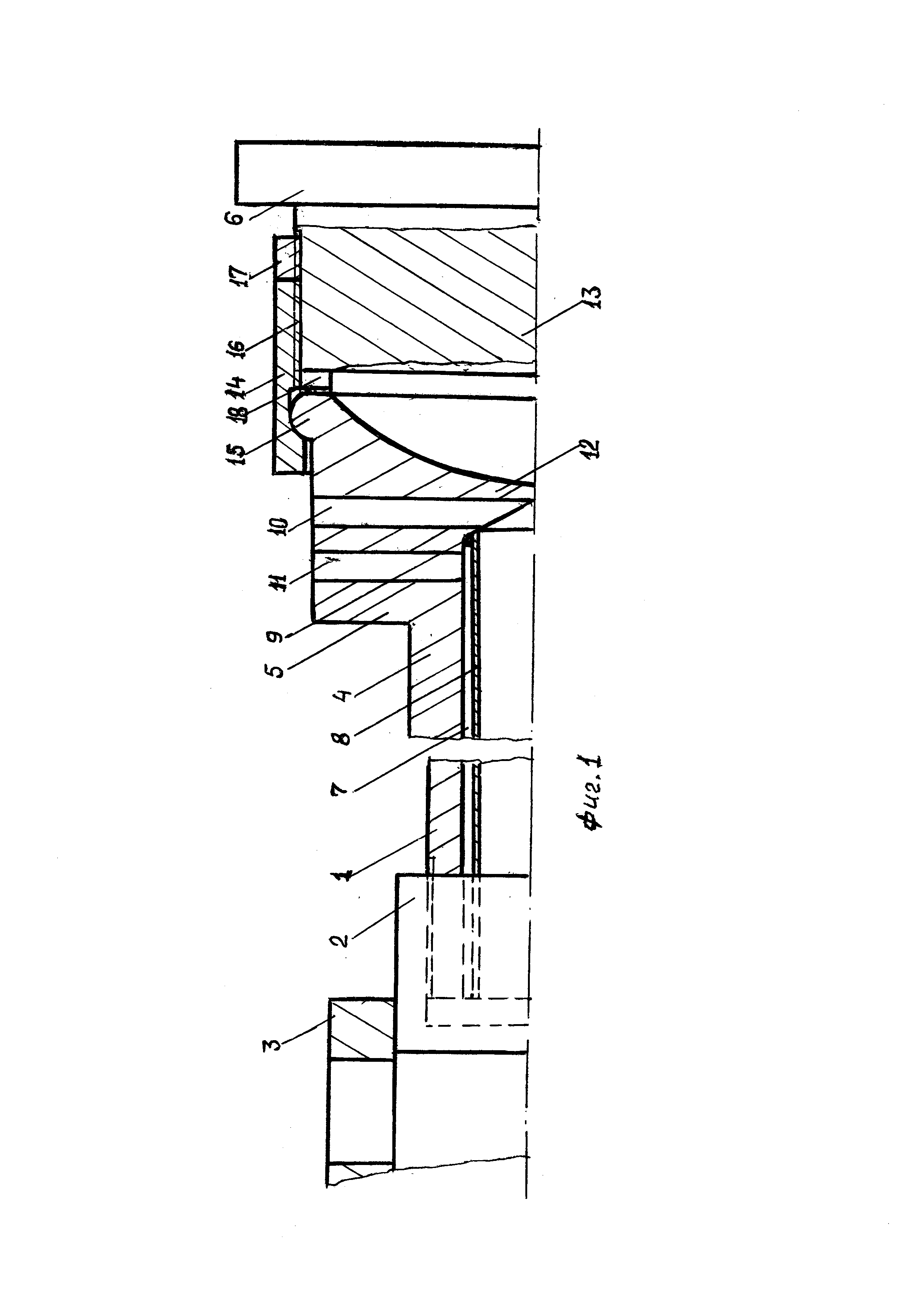
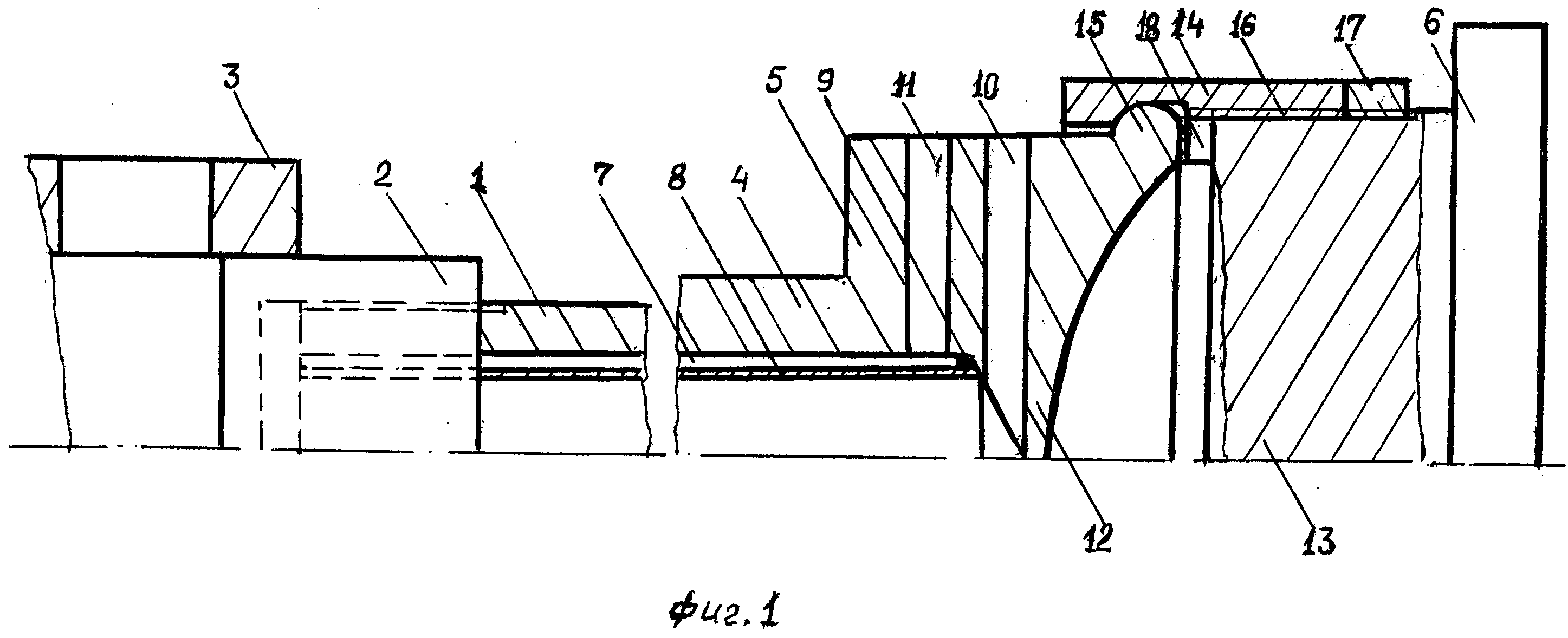
Шток представлен чертежом, где на фиг. 1 приведены решения п. 1 и 2 формулы изобретения. Он имеет переднюю часть 1 малого диаметра под поршень 2, расположенный передней частью в задней части камеры прессования 3 в крайнем (начальном) заднем положении; эта часть переходит в среднюю часть 4 большего диаметра, но меньше диаметра полости камеры 3, доходящую до задней части 5 максимального диаметра с наибольшим диаметром бурта 6, закрепленного в механизме прессования МЛПД; при этом передний торец этой части не доходит до заднего торца камеры прессования при выталкивании из нее пресс-остатка получаемой отливки и последней из неподвижной части пресс-формы; с переднего торца штока выполнен глухой продольный канал 7, в котором зафиксирована с зазором трубка 8, упертая через уплотнительный элемент 9 в коническое дно этого канала и зафиксированная передней частью в нем, например, штифтом, не показанным на фиг. 1; в это дно, расположенное в начале задней части 5, открыто поперечное окно 10 под хладагент, а другое окно 11 ее, расположенное перед предыдущим, выходит в канал 7, чем обеспечивается циркуляция хладагента по нему и полости трубки 8 для охлаждения нагревающегося при работе поршня 2; задняя часть 5 выполнена сборной и содержит передний элемент 12, имеющий с торца сферическую полость, отделенную стенками в центре от дна канала 7 и на периферии от его боковой поверхности; с поверхностью этой полости контактирует радиусный торец заднего элемента 13 благодаря накидной гайке 14, расположенной на предыдущем элементе 12 и контактирующей своим радиусным дном с радиусным выступом 15, образованным у торца элемента 12; гайка 14 своей резьбой соединена с резьбовой поверхностью 16 заднего элемента 13; в задний торец гайки 14 упирается передним торцом контргайка 17, расположенная на резьбовой поверхности 16 элемента 13 штока для исключения самоотвинчивания гайки 14 от усилия запрессовки, действующего на шток со стороны механизма прессования при работе МЛПД; между торцами переднего 12 и заднего 13 элементов задней части 5 штока имеется осевой зазор 18, необходимый для поворота этих элементов относительно друг друга при смещении механизма прессования МЛПД от начального положения в процессе работы этой машины.
При отсутствии смещения этого механизма относительно начального положения, что показано на фиг. 1, нет перекоса штока относительно линии центров МЛПД, и он с поршнем, расположенным боковой поверхностью его нижней части на такой же поверхности полости камеры прессования, беспрепятственно перемещаются по камере прессования 3 с поперечным смещением поршня в ней благодаря его передней фаске с воздействующим на нее сплавом, собираемым из нижней части ее полости в цилиндрический столбик; к моменту его образования продольная ось поршня совмещается с продольной осью камеры прессования, т.к. на фаску поршня по всему периметру ее действует под давлением сплав; сцентрированный таким образом поршень с равномерными радиальными зазорами относительно боковой поверхности полости камеры перемещается по ней с вытеснением сплав в пресс-форму, не показанную на фиг. 1; при этом и с таким расположением их между собой они минимально изнашиваются, чем повышается их стойкость. При наличии смещения этого механизма, например вверх, нарушается линия центров МЛПД: появляется смещение заднего элемента 13 штока совместно с этим механизмом на определенную величину относительно продольной оси камеры прессования 3; т.к. в ней находится передней частью поршень 2, закрепленный на штоке, то поршень 2 может сместиться относительно камеры 3 только на величину бокового зазора между этими элементами, определяемого их допусками (у камеры он на полость равен 0,04 мм, а у поршня на диаметр не более 0.03 мм и тогда максимальный зазор равен 0,07 мм); в этом случае поршень перекашивается в камере прессования: его передняя нижняя часть контактирует с нижней боковой поверхностью полости камеры, а его задняя верхняя часть с верхней боковой поверхностью полости камеры; при величине смещения штока больше этого зазора происходит поворот переднего элемента 12 его относительно заднего элемента 13 и продольная ось его средней и передней частей совпадают с продольной осью камеры прессования 3; этим самым обеспечивается без вышеуказанного перекоса перемещение поршня 2 по полости камеры 3 с минимальным износом их рабочих поверхностей и, таким образом, повышением их стойкости и, следовательно, надежности в целом.
Выполнением задней части штока сборной (из переднего и заднего элементов) при предельном износе его передней части ее заменяют новой, имеющей выполненные совместно переднюю, среднюю части и передний элемент задней части и используют с нею годный для эксплуатации задний элемент задней части штока, что позволяет сократить расход металла на него и уменьшить его трудоемкость.
Это подтверждается примером: при диаметре заготовки-прутка 100 мм на шток длиной 530 мм ее масса равна М=0,53*0,1*0,1*0,785*7800=32,45 кг; при длине заготовки-прутка 0,43 мм диаметром 85 мм для предлагаемого штока ее масса равна М=0,43*0,085*0,085*0,785*7800=19,02 кг (размеры взяты из приложения), что примерно в 2 раза меньше, чем у аналога и прототипа; такое же соотношение их и по трудоемкости штоков. При этом длина заднего элемента задней части штока порядка 70-75 мм при максимальном диаметре 80 мм и резьбе накидной гайки и заднего элемента штока М 60*3 или М64*3.
Таким образом, предлагаемым штоком уменьшается примерно в 2 раза масса его заготовки и трудоемкость, а также повышается стойкость поршня и камеры прессования из-за отсутствия перекоса его части относительно последней.
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

