Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ ЗАКЛЕПКИ
Вид РИД
Изобретение
Настоящее изобретение касается способа контроля заклепки согласно ограничительной части п.1 формулы изобретения и измерительной системы для контроля заклепки согласно ограничительной части п.15 формулы изобретения.
При изготовлении структурных элементов самолета обычно должно изготавливаться большое количество заклепочных соединений, причем изготовление этих заклепочных соединений все чаще осуществляется автоматически с помощью клепальных машин, которые, тоже автоматически, снабжаются заклепками из станции для загрузки заклепок. При этом ставятся высокие требования к качеству этих заклепочных соединений. В частности, следует избегать выступающих частей головки заклепки или обусловленных процессом клепки повреждений данного элемента. Эти и другие дефекты могут, в частности, возникать тогда, когда заклепка по своим размерам не подходит к отверстию, в которое она должна вставляться.
Чтобы уже до изготовления заклепочного соединения можно было судить о том, пригодна ли применяемая заклепка по своим допускам и погрешностям партии к посадке в отверстие, также имеющее допуски, производится обмер отверстия и, в частности, диаметра раззенковки. Затем путем сравнения отверстия с заклепкой может приниматься решение, должна ли эта заклепка применяться для этого конкретного отверстия.
Из уровня техники и, в частности, из DE 10 2005 048 325 A1, на которой основывается настоящее изобретение, известен оптический контроль заклепки в клепальном пуансоне клепальной головки. При этом заклепка исследуется здесь по ее отражательным свойствам с точки зрения защиты ее поверхности.
Но недостатком этого подхода является, что контроль геометрии заклепки в клепальной головке невозможен или возможен лишь недостаточно. Потому что при продвижении заклепки в клепальном пуансоне обычно контролируемые области заклепки, например, в переходе между раззенковкой и стержнем или на всей верхней части стержня, скрыты, так что в результате оптический контроль в клепальном пуансоне не возможен с достаточной точностью.
Исходя из этого уровня техники, задача изобретения заключается в том, чтобы усовершенствовать и улучшить возможность контроля заклепки до применения в клепальной машине с точки зрения ее пригодности для определенного отверстия по точности и скорости.
В отношении способа контроля заклепки согласно ограничительной части п.1 формулы изобретения эта задача решается с помощью признаков отличительной части п.1 формулы изобретения. В отношении измерительной системы для контроля заклепки согласно ограничительной части п.15 формулы изобретения эта задача решается с помощью признаков отличительной части п.15 формулы изобретения.
Существенным для изобретения является тот обнаруженный факт, что контроль заклепки может производиться на участке транспортировки к клепальной машине, то есть еще до того, как заклепка была помещена в клепальную головку. На этом участке транспортировки соответствующее измерение может предусматриваться без необходимости производить конструктивное изменение либо станции для загрузки заклепок, либо клепальной машины. Также здесь возможно продвижение заклепки, удающееся без препятствий для оптической регистрации, как в самой клепальной головке. Наконец, обмер заклепки может выполняться без замедления работы клепальной машины или станции для загрузки заклепок, так что становится возможен обмер заклепки онлайн без сокращения продолжительностей циклов обработки элемента. В результате достигается бесконтактный и столь же быстрый, как и точный обмер заклепки.
Зависимый пункт 2 формулы изобретения специфицирует особенно релевантные геометрические свойства обмеряемой заклепки.
Предпочтительные варианты осуществления зависимых пунктов 4 и 5 предусматривают, что при соблюдении критериев допусков заклепка продолжает перемещаться к клепальной машине, в отличие от чего при превышении критериев допусков заклепка перемещается в положение отбраковки.
Предпочтительный вариант осуществления зависимого п.6 формулы изобретения предусматривает, что участок транспортировки образуется транспортировочным шлангом. Такой транспортировочный шланг особенно пригоден для создания участка контроля для обмера заклепки.
Предпочтительный вариант осуществления зависимого пункта 7 формулы изобретения, в свою очередь, описывает один из предпочтительных вариантов осуществления такого участка контроля транспортировочного шланга.
Зависимые пункты 8-11 формулы изобретения касаются предпочтительной системы оптической регистрации для обмера заклепки.
По зависимым пунктам 12-14 формулы изобретения на участке транспортировки предусмотрена измерительная камера, которая, с одной стороны, обеспечивает возможность воздухонепроницаемого закрытия участка контроля, а также оптического обмера заклепки на участке контроля.
Другие подробности, признаки, цели и преимущества настоящего изобретения поясняются ниже с помощью чертежа, изображающего только примеры осуществления изобретения. На чертеже показано:
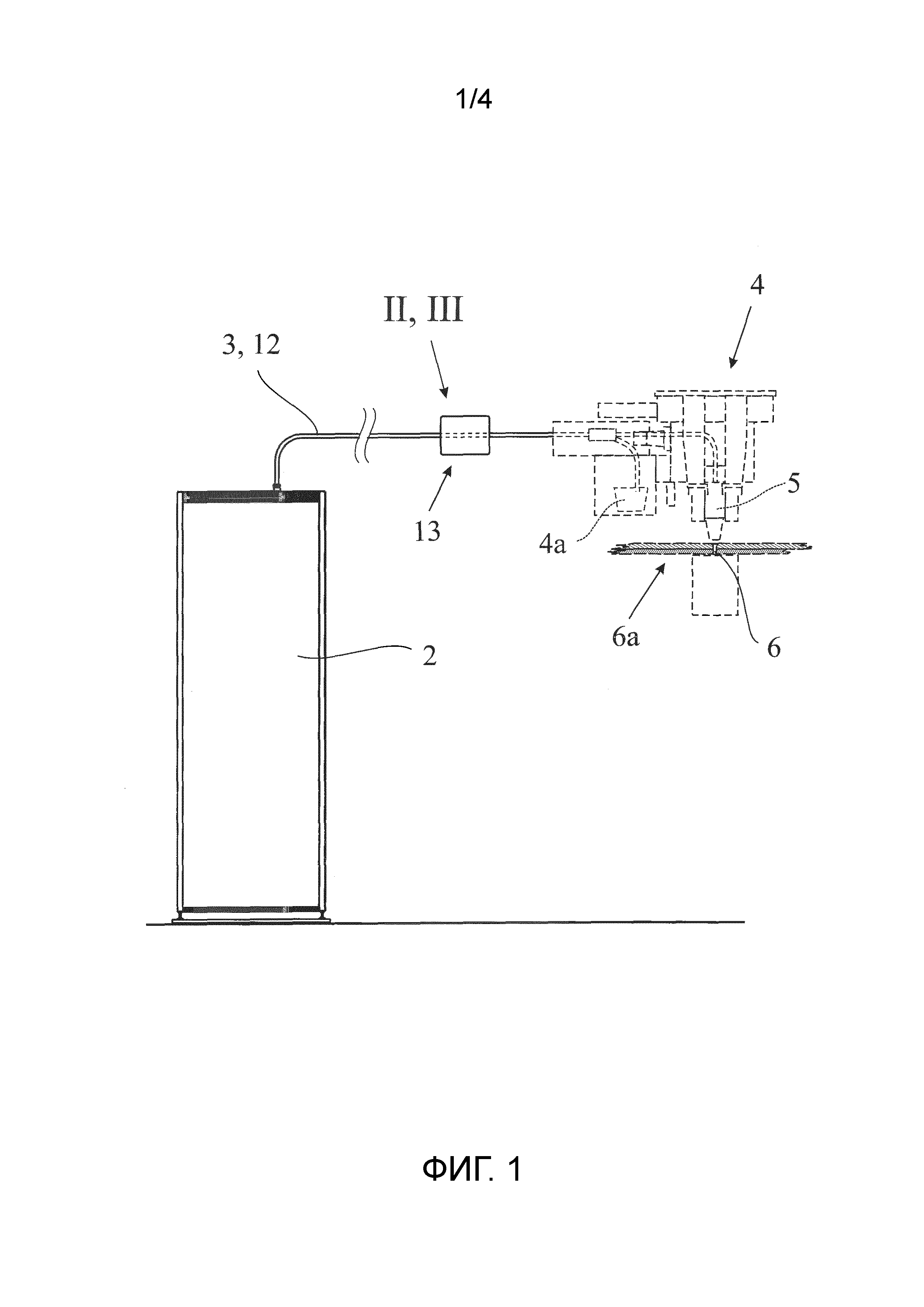
фиг.1: схематичный вид клепальной системы для изготовления заклепочных соединений структурных элементов для осуществления предлагаемого способа;
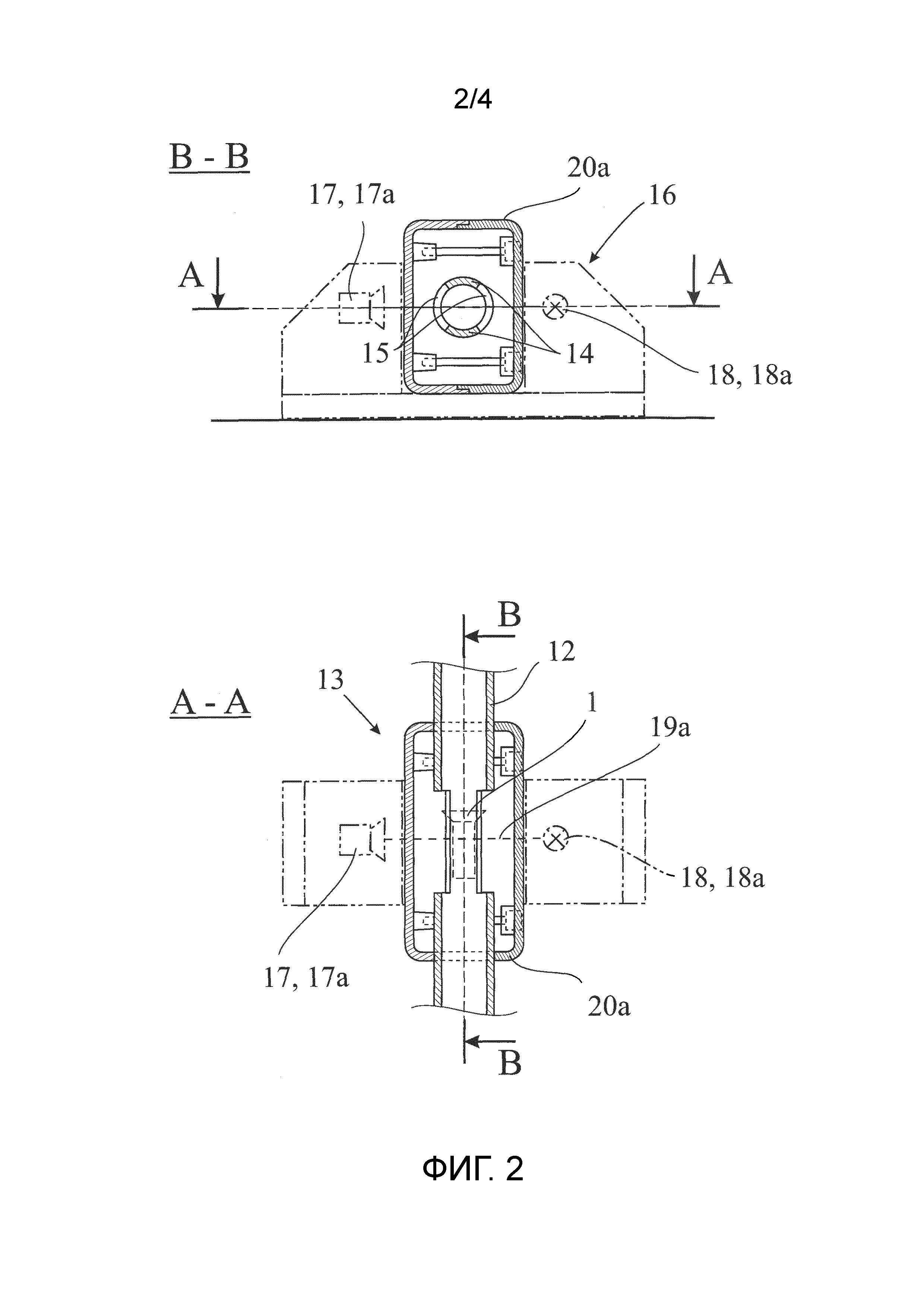
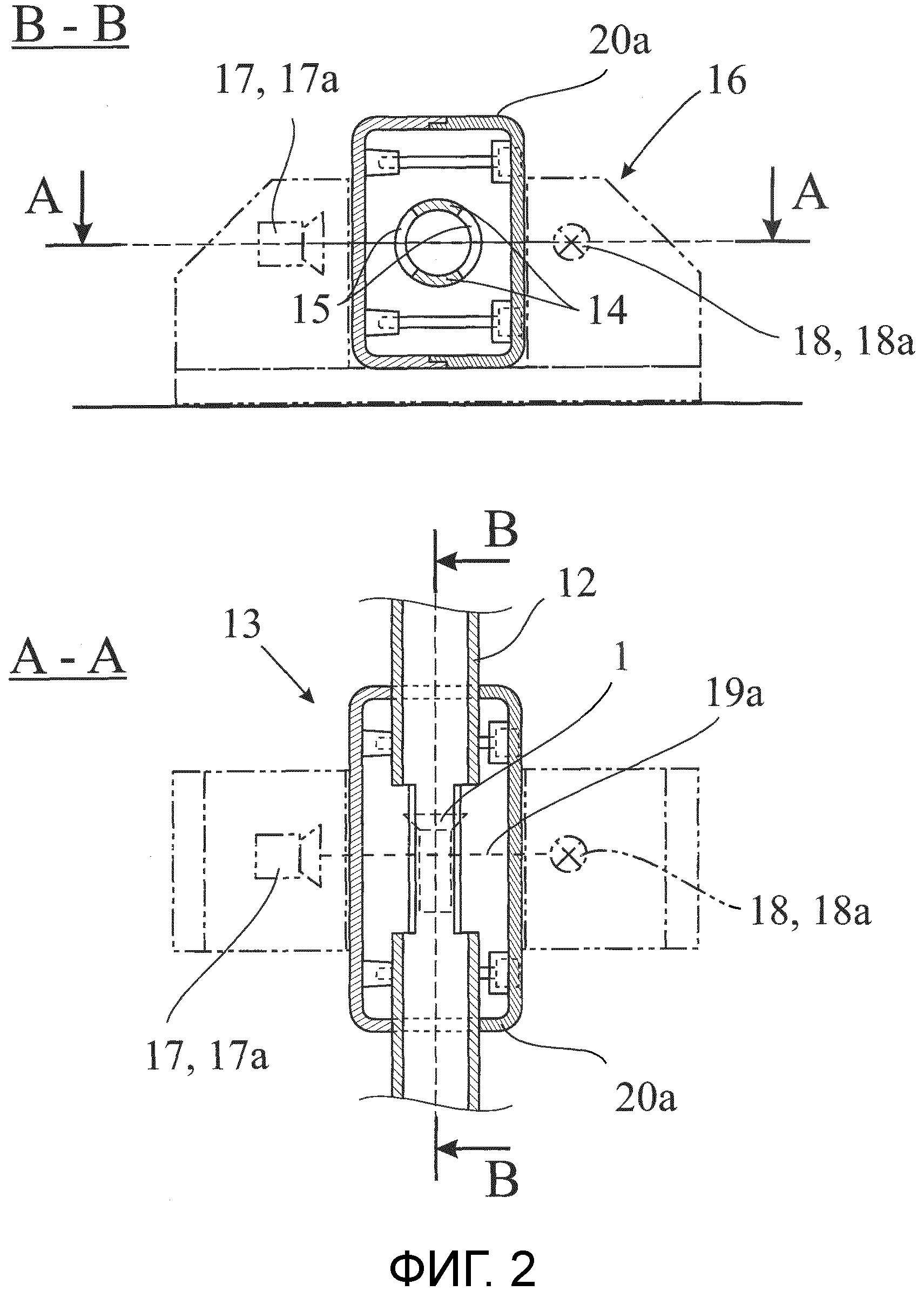
фиг.2: два вида первого примера осуществления системы контроля и измерительной камеры для предлагаемого изобретением способа;
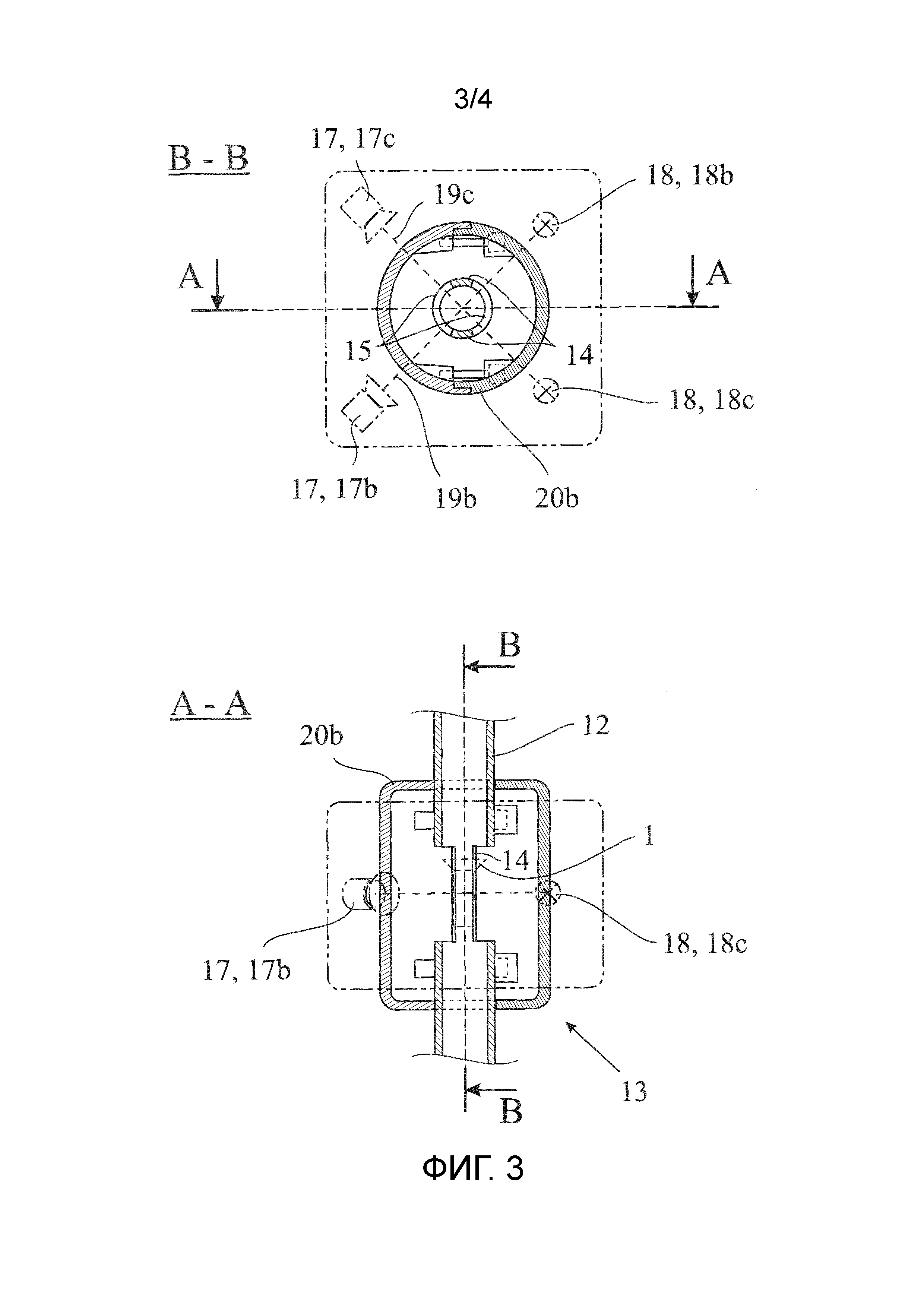
фиг.3: два вида второго примера осуществления системы контроля и измерительной камеры для предлагаемого изобретением способа; и
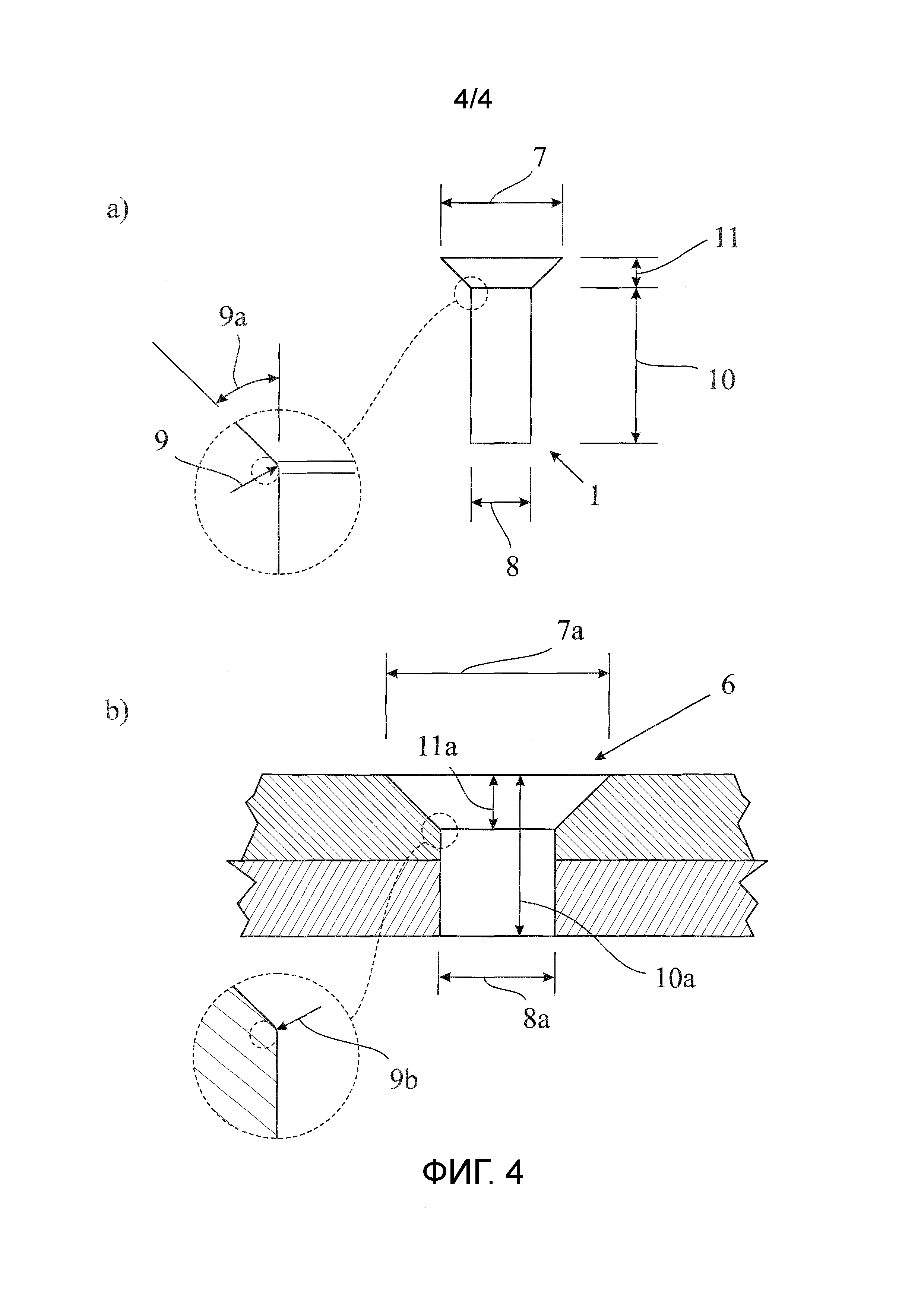
фиг.4a-b): в каждом случае заклепка и соответствующее отверстие для ввода заклепки, для применения предлагаемого изобретением способа.
Изображенная на фиг.1 клепальная система предназначена для изготовления заклепочных соединений элементов структуры, здесь, в частности, элементов структуры фюзеляжа или крыла самолета. Предлагаемый изобретением способ служит для контроля заклепки 1, при этом заклепка 1 при работе клепальной машины 4 перемещается от станции 2 для загрузки заклепок по участку 3 транспортировки в направлении клепальной машины 4. Не изображенную на фиг.1 заклепку 1 можно видеть на фиг.2, 3 и 4. Таким образом, перемещение заклепки 1 может осуществляться без прерывания работы клепальной машины 4.
Станция 2 для загрузки заклепок может представлять собой принципиально любое устройство, которое из некоторого запаса заклепок предоставляет одну заклепку 1 для транспортировки по участку 3 транспортировки. Обычно станция 2 для загрузки заклепок имеет несколько контейнеров для заклепок, содержащих каждый различные виды заклепок, которые могут предоставляться для транспортировки по участку 3 транспортировки. Также несколько станций 2 для загрузки заклепок могут быть расположены так, чтобы каждая предоставляемая ими заклепка 1 по меньшей мере на отдельных участках перемещалась по одному общему участку 3 транспортировки в направлении клепальной машины 4. Далее, станция 2 для загрузки заклепок может также иметь разъединительное устройство, здесь не показанное, и, здесь также не изображенное, устройство для приведения в движение заклепки 1 на участке 3 транспортировки, и это устройство для приведения в движение обычно является пневматическим. Клепальная машина 4 имеет клепальную головку 5, в которой помещается заклепка 1 до того, как она будет вставлена в проем отверстия 6, схематично изображенного на фиг.4b, в элементе 6a и деформирована.
Предлагаемый способ отличается тем, что заклепка 1 на участке 3 транспортировки обмеряется для определения геометрии заклепки 1. Определение геометрии заклепки 1 может ограничиваться одним отдельным геометрическим свойством заклепки 1 или касаться нескольких таких геометрических свойств. В частности, под такой геометрией заклепки можно понимать всякую протяженность заклепки 1 в любом направлении и/или любой угол какой-либо поверхности или контура заклепки 1.
Предпочтительно предусмотрено, что заклепка 1 обмеряется оптическим методом. Предпочтительно при этом, в качестве примеров геометрии заклепки в вышеуказанном смысле, обмеряется диаметр 7 головки, диаметр 8 стержня, переходный радиус 9, угол 9a раззенковки, длина 10 стержня и/или длина 11 головки заклепки 1. Соответствующие геометрии заклепки отмечены на фиг.4a. Предпочтительная точность измерения составляет, например, около 3-5 микрон.
Также предпочтительно предусмотрено, что определенная геометрия заклепки 1 сравнивается с геометрическими параметрами отверстия 6 на предмет соблюдения критериев допусков. Эти геометрические параметры отверстия 6 могут быть жестко заданными или рассчитанными аналитически. Предпочтительно речь идет об измеренных, и измеренных, в конкретном случае, у отверстия 6 геометрических параметрах.
Что касается вышеназванной геометрии заклепки, обычно желательно, чтобы диаметр 7 головки соответствовал диаметру 7 раззенковки отверстия, чтобы диаметр 8 стержня был меньше, чем диаметр 8a отверстия, чтобы переходный радиус 9 был больше, чем радиус 9b отверстия между раззенковкой и отверстием, чтобы сумма длины 10 стержня и длины 11 головки была больше, чем зажимаемая длина 10a, и чтобы длина 11 головки соответствовала глубине 11a раззенковки. Критерии допусков могут предписывать, насколько и с какими допусками должны соблюдаться, например, некоторые или все эти требования.
Предпочтительно предусмотрено, что при соблюдении критериев допусков заклепка 1 перемещается к клепальной машине 4, и заклепка 1 с помощью клепальной машины 4, в конкретном случае с помощью клепальной головки 5, вставляется в отверстие 6 на элементе, а также деформируется. То есть заклепка 1 может применяться для отверстия 6.
Соответственно также предпочтительно предусмотрено, что при превышении критериев допусков заклепка 1 перемещается в положение отбраковки. На фиг.1 это положение отбраковки в качестве примера изображено в виде контейнера 4a для брака. Это перемещение в положение отбраковки может заключаться в том, что заклепка 1 либо, по меньшей мере предварительно, поступает в контейнер 4a для брака, либо что заклепка 1 направляется обратно в станцию 2 для загрузки заклепок, так что позднее она может предоставляться снова. Альтернативно заклепка может также парковаться в положении ожидания, в котором она допускает обработку следующей заклепки 1 из станции 2 для загрузки заклепок, и подводится к клепальной машине 4 только тогда, когда, напр., текущее отверстие 6 по своим геометрическим параметрам соответствует геометрии этой заклепки 1. До тех пор заклепка 1 может оставаться в положении отбраковки. Такое превышение критериев допусков, наряду с обусловленными производством отклонениями, может получаться также из-за наличия на заклепке 1 налипшей стружки или принадлежности заклепки 1 к неправильной партии.
Предпочтительно и как изображено на фиг.1, заклепка 1 транспортируется от станции 2 для загрузки заклепок в направлении клепальной машины 4 посредством шланговой системы 12. Здесь шланговая система 12 предпочтительно имеет участок 13 контроля, и участок 3 транспортировки ведет через этот участок 13 контроля, на этом участке 13 контроля обмеряется заклепка 1. При этом предпочтительно, если транспортировка заклепки 1 на участке 13 контроля на время измерения приостанавливается. То есть тогда собственно измерение может происходить при стационарной заклепке 1. Обычно заклепка 1, как уже упомянуто, приводится в движение в шланговой системе 12 сжатым воздухом. Тога процесс приостановки на участке 13 контроля и возобновленного движения, механизм которого здесь не изображен, может осуществляться, в принципе, любым образом. Когда участок 3 транспортировки служит для перемещения соответствующей заклепки 1 от нескольких станций 2 для загрузки заклепок и имеет место слияния данных отдельных участков транспортировки, то участок 13 контроля предпочтительно расположен после такого места слияния.
Чтобы обеспечить на участке 13 контроля как вполне достаточное продвижение, так и достаточную возможность оптической регистрации заклепки 1, предпочтительно предусмотрено, что шланговая система 12 на участке 13 контроля имеет ребра 14 для направления заклепки 1 по участку 3 транспортировки и расположенные между этими ребрами 14 пазы 15 для обмера заклепки 1. Пазы 15 служат для обмера заклепки 1 постольку, поскольку они, как выемка в материале шланговой системы 12, не мешают оптической регистрации заклепки 1. Предпочтительно также, чтобы пазы 14, как можно видеть из фиг.2 и 3, были расположены относительно участка 3 транспортировки по существу друг напротив друга.
Предпочтительно обмер осуществляется таким образом, что заклепка 1 обмеряется, в конкретном случае, с помощью системы 16 контроля, предназначенной для участка 13 контроля, при этом система 17 освещения системы 16 контроля освещает заклепку 1, а камерная система 18 системы 16 контроля регистрирует заклепку 1. В конкретном случае и как изображено на фиг.2 и 3, камерная система 18 может регистрировать подсветку заклепки 1 системой 17 освещения. Этот принцип называется также освещением на просвет.
В принципе, может быть предусмотрено, чтобы камерная система 18 регистрировала заклепку 1 из направления 19a взгляда. Это относится, например, к примеру осуществления фиг.2, по которому один единственный источник 17a освещения системы 17 освещения расположен напротив одной единственной камеры 18a камерной системы 18.
Однако, чтобы можно было достаточно точно определять геометрию заклепки, предпочтительно предусмотрено, что камерная система 18 осуществляет трехмерную регистрацию заклепки 1. Это может происходить таким образом, что камерная система 18, как изображено на фиг.3, регистрирует заклепку 1 по меньшей мере из двух направлений 19a, b взгляда. Здесь предпочтительно предлагается, чтобы эти два направления 19a, b взгляда были ориентированы по существу ортогонально друг другу, как изображено также на фиш.3. В конкретном случае, в примере осуществления фиг.3 предусмотрены два источника 17b, c освещения системы 17 освещения, для каждого из которых предназначено по одной камере 18b, c камерной системы 18.
В частности, нераспознанный наклон заклепки 1 может быть причиной ошибки при определении геометрии заклепки. Чтобы избежать этого, предпочтительно предусмотрено, что камерная система 18 регистрирует наклон заклепки 1. При этом могут, в частности, корректироваться геометрия заклепки, измеренная при наличии зарегистрированного наклона, и, прежде всего, длина 10 стержня и длина 11 головки.
В конкретном случае, что касается системы 16 контроля, предпочтительно, когда система 17 освещения расположена относительно заклепки 1 по существу напротив камерной системы 18. Когда система 17 освещения имеет несколько источников 17b, c освещения и соответствующие камеры 18b, c, это противоположное расположение относится предпочтительно к каждому отдельному источнику 17b, c освещения и предназначенной для него соответствующей камере 18b, c, что тоже изображено на фиг.3. При этом для особенно точной регистрации заклепки 1 может быть предпочтительно предусмотрено, чтобы система 17 освещения или камерная система 18 имели по телецентрическому объективу для обмера заклепки 1. Когда, что является предпочтительным, как система 17 освещения, так и камерная система 18 имеют по телецентрическому объективу, система 16 контроля становится более нечувствительной к смещению заклепки 16 (1?) между системой 17 освещения и системой 18 камеры, так что становится возможным более точное измерение.
Уже указывалось, что, с одной стороны, заклепка 1 обычно приводится в движение в шланговой системе 12 с помощью сжатого воздуха, а с другой стороны, на участке контроля в шланговой системе 12 могут быть предусмотрены пазы 15. Чтобы эти пазы 15 не мешали приводить в движение заклепку 1, предпочтительно предусмотрено, что измерительная камера 20a, b, изображенная соответственно на фиг.2 и 3, для воздухонепроницаемого закрытия расположена вокруг участка 13 контроля. Предпочтительно эта измерительная камера 20a, b предназначена для освещения заклепки 1 с помощью системы 17 освещения и для регистрации заклепки 1 с помощью камерной системы 18.
Это может быть обеспечено, с одной стороны, тем, что, по примерам осуществления, изображенным на фиг.2 и 3, измерительная камера 20a, b выполнена по меньшей мере частично прозрачной, а камерная система 18 и/или система 17 освещения расположены вне измерительной камеры 20a, b. При этом просвечивающие части измерительной камеры 20a, b, причем это может также относиться по существу ко всей измерительной камере 20a, b, позволяют свету, излучаемому системой 17 освещения, входить в измерительную камеру 20a, b, а также выходить из измерительной камеры 20a, b свету, регистрируемому затем с помощью камерной системы 18.
С другой стороны, по одному из не изображенных здесь вариантов камерная система 18 и/или система 17 освещения может быть также по меньшей мере частично расположена внутри измерительной камеры 20a, b, благодаря чему можно обойтись без этого по меньшей мере частично прозрачного исполнения измерительной камеры 20a, b.
Предлагаемая изобретением измерительная система для контроля заклепки 1 для определения геометрии заклепки отличается тем, что эта измерительная система имеет шланговую систему 12 для перемещения заклепки 1 по участку 3 транспортировки, и эта шланговая система 12 имеет участок 13 контроля, и участок 3 транспортировки ведет через этот участок 13 контроля. Предлагаемая изобретением измерительная система имеет также измерительную камеру 20a, b, и эта измерительная камера 20a, b для воздухонепроницаемого закрытия расположена вокруг участка 13 контроля, и предназначенную для участка 13 контроля систему 16 контроля для обмера заклепки 1.
Другие предпочтительные варианты осуществления предлагаемой изобретением измерительной камеры вытекают из приведенных выше предпочтительных вариантов осуществления предлагаемого изобретением способа или, соответственно, релевантных и предпочтительных для этого способа признаков.
Машина для укладки волокон и способ изготовления волокнистых нетканых матов
Способ работы устройства автоматизации
Устройство для изготовления заготовок
Установка для обработки структурных элементов самолета
Устройство фиксации для тестового листа
Рабочий орган для клепального устройства
Способ навертывания замыкающего кольца на резьбовой стержень
Способ компенсации отклонения рабочей точки
Манипулятор с рукой
Система изготовления

