Результат интеллектуальной деятельности: СИСТЕМА ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Данное изобретение относится системе изготовления для изготовления конструктивных элементов конструкции самолета согласно ограничительной части пункта 1 формулы изобретения, а также к способу эксплуатации такой системы изготовления согласно ограничительной части пункта 24 формулы изобретения.
При изготовлении конструктивных элементов конструкции самолета должно систематически изготовляться большое количество заклепочных соединений, причем изготовление этих заклепочных соединений осуществляется все больше автоматизировано. Для этого служит упомянутая система изготовления, при помощи которой можно реализовывать автоматизированную последовательность сверлильных и заклепочных циклов.
Известная система изготовления (EP 0 600 614 A1), из которой исходит изобретение, оснащена сверлильным блоком для создания отверстий в пакете материалов, а также заклепочным блоком. Кроме того, известная система изготовления имеет измерительный блок для определения параметров геометрии для отверстия, в частности для определения соответствующего диаметра отверстия.
Измерительный блок известной системы изготовления выполнен в виде емкостного измерительного блока. Использованный там емкостный измерительный щуп позиционируется во время измерительного цикла в предопределенном измерительном положении внутри измеряемого отверстия. Затем осуществляется емкостное измерение посредством соответствующего управления емкостным измерительным щупом. Измерительный щуп разделен вдоль оси отверстия на несколько участков. Измеряемые участки жестко заданы геометрией емкостного измерительного щупа, так что гибкость системы изготовления ограничена.
В частности в отношении использования в области заклепочных соединений конструктивных элементов конструкции самолета известная система изготовления несильно предпочтительна. С одной стороны это происходит потому, что контур отверстия вдоль оси отверстия измерять нельзя или можно измерять лишь с низким разрешением. Например, геометрия фаски или положение плоскости разделения между двумя слоями материала при помощи измерительного блока известной системы изготовления не может определяться или может определяться лишь неточно.
Далее проблемой у известной системы изготовления является то, что слои материала в упомянутой здесь области зачастую образованы из разных материалов, что может существенно влиять на точность измерения при использовании емкостного измерительного щупа. Наиболее заметным это становится в пакете материалов, у которого один слой материала рассчитан в виде слоя волокнистого композиционного материала. Для таких пакетов материалов, которые в области самолетостроения имеют все большее значение, емкостной измерительный блок известной системы изготовления использовать нельзя.
В основе изобретения лежит задача по выполнению и усовершенствованию известной системы изготовления таким образом, что определение параметров геометрии для отверстий в пакете материалов, по меньшей мере, из двух слоев материала улучшается в отношении гибкости и точности измерения.
Вышеуказанная задача решается для системы изготовления согласно ограничительной части пункта 1 формулы изобретения с помощью признаков отличительной части пункта 1 формулы изобретения.
Существенным является то принципиальное соображение, что точечное оптическое сканирование внутренней поверхности отверстия является наиболее предпочтительным для упомянутых здесь пакетов материалов, по меньшей мере, из двух слоев материала.
При подходящем расчете определение параметров геометрии возможно в значительной степени вне зависимости от материала, если соответствующая поверхность материала обеспечивает достаточное отражение оптического измерительного луча. Тем самым не являются проблемой также самые разные комбинации материалов в пакете материалов.
Кроме того, точечное сканирование внутренней поверхности отверстия допускает практически неограниченную гибкость при сканировании в случае, если производится соответствующее измерительное движение.
Наконец, в поперечном направлении к измерительному лучу можно реализовывать высокую разрешающую способность измерения, которая отображает, на каком минимальном расстоянии еще могут распознаваться две соседние в поперечном направлении точки измерения. Эта разрешающая способность измерения обозначается в дальнейшем как "поверхностное разрешение". Предпосылками для высокого поверхностного разрешения является высокая точность измерительного движения, а также незначительный диаметр измерительного луча.
В частности теперь предлагается то, что измерительный блок имеет электронную измерительную систему с оптическим сенсорным элементом, оптическую измерительную систему и измерительную пику. Для определения расстояния между измерительной пикой и точкой измерения на внутренней поверхности отверстия измерительный блок производит оптический измерительный луч, который выходит через оптическую измерительную систему из измерительной пики и попадает в точку измерения на внутренней поверхности отверстия. Говоря об измерительном блоке, в данном случае и предпочтительно речь идет об интерферометрической системе, у которой определение соответствующего расстояния осуществляется при помощи интерференции света ("Fachlexikon ABC Messtechnik", VGB Fachbuchverlag Leipzig 1985, ISBN 3-87 144-846-X, страница 214). Такой измерительный блок может быть создан, например, как показано в DE 10 2005 023 353 A1.
В зависимости от исполнения измерительного блока, говоря об определенных значениях расстояния, речь может идти об абсолютных расстояниях или лишь об изменениях расстояния. В последнем случае может быть необходимым регулярно производить калибровку измерительного блока, например, посредством измерения в калибровочном отверстии.
Вышеуказанное, соответствующее предложению сканирование производится в измерительных циклах, в которых в каждом случае предусмотрено измерительное движение между измерительной пикой и пакетом материалов. Во время измерительного движения измерительный блок циклично с частотой сканирования определяет значения расстояния для различных точек измерения. В свою очередь из значений расстояния измерительный блок определяет, по меньшей мере, один параметр геометрии для отверстия.
Говоря о вышеуказанном измерительном движении, речь идет об относительном движении между измерительной пикой и пакетом материалов. Для этого может быть предусмотрено движение и измерительной пики, и пакета материалов или лишь одного из этих компонентов.
В наиболее предпочтительном варианте осуществления согласно пункту 5 формулы изобретения измерительные циклы интегрированы в процесс изготовления. Таким образом, в частности возможно в пределах процесса изготовления и тем самым быстро реагировать на отклонения в определенных параметрах геометрии.
Предпочтительно управление процессом изготовления согласно пункту 5 формулы изобретения включает в себя также считывание допусков определенных параметров геометрии в отношении предопределенных критериев допусков. В зависимости от приближения к критериям допусков или от нахождения значений выше или ниже критериев допусков со стороны системы управления процессом изготовления могут инициироваться соответствующие меры. Говоря о таких мерах, речь может идти, например, о смене сверла, об адаптации параметров сверления или тому подобном.
В наиболее предпочтительном варианте осуществления согласно пункту 8 формулы изобретения, говоря об измерительном движении, в частности об измерительном движении измерительной пики, речь идет о таком по существу спиралеобразном движении, что точки измерения находятся на по существу спиралеобразной кривой измерения. Тем самым при помощи единственного непрерывного движения возможно сканировать внутреннюю поверхность отверстия на всю глубину отверстия. Дальнейшие предпочтительные варианты осуществления согласно пунктам 10-16 формулы изобретения относятся к предпочтительным вариантам для параметров геометрии, которые определяются из измеренных значений расстояния. Здесь становится наиболее заметно, что соответствующее предложению решение влечет за собой высокую степень гибкости для определения параметров геометрии.
Из дальнейших предпочтительных вариантов осуществления согласно пунктам 17-20 формулы изобретения становится заметным, что отдельные слои материала могут посредством соответствующего предложению решения сканироваться целенаправленно и отдельно. Сверх этого, это относится к возможности измерительного цикла, который ориентирован на область плоскости разделения между двумя слоями материала и/или на область вокруг плоскости разделения между двумя слоями материала.
Особое значение имеет предмет пункта 21 формулы изобретения, который предусматривает то, что для различных измерительных циклов или частичных измерительных циклов могут быть предусмотрены различные параметры измерения. Например, измерительные циклы могут разделяться на грубые (черновые) измерительные циклы, которые делают возможным быстрое, но неточное измерение, и на точные (чистовые) измерительные циклы, которые делают возможным точное, но длительное измерение. Таким образом, при помощи соответствующего предложению решения возможно предусматривать высокую точность измерения лишь в том случае, если она действительно необходима. Тем самым можно сокращать длительность такта при автоматизированном изготовлении.
В соответствии с дальнейшим техническим решением согласно пункту 24 формулы изобретения, который имеет собственное значение, заявляется способ эксплуатации соответствующей предложению системы изготовления. Существенным является принципиальное соображение интегрировать измерительные циклы у соответствующей предложению системы изготовления, упомянутой выше, в процесс изготовления. На все исполнения относительно режима эксплуатации соответствующей изобретению системы управления процессом изготовления должна делаться ссылка.
В дальнейшем изобретение разъясняется более подробно при помощи изображающих лишь пример осуществления чертежей, на которых показано:
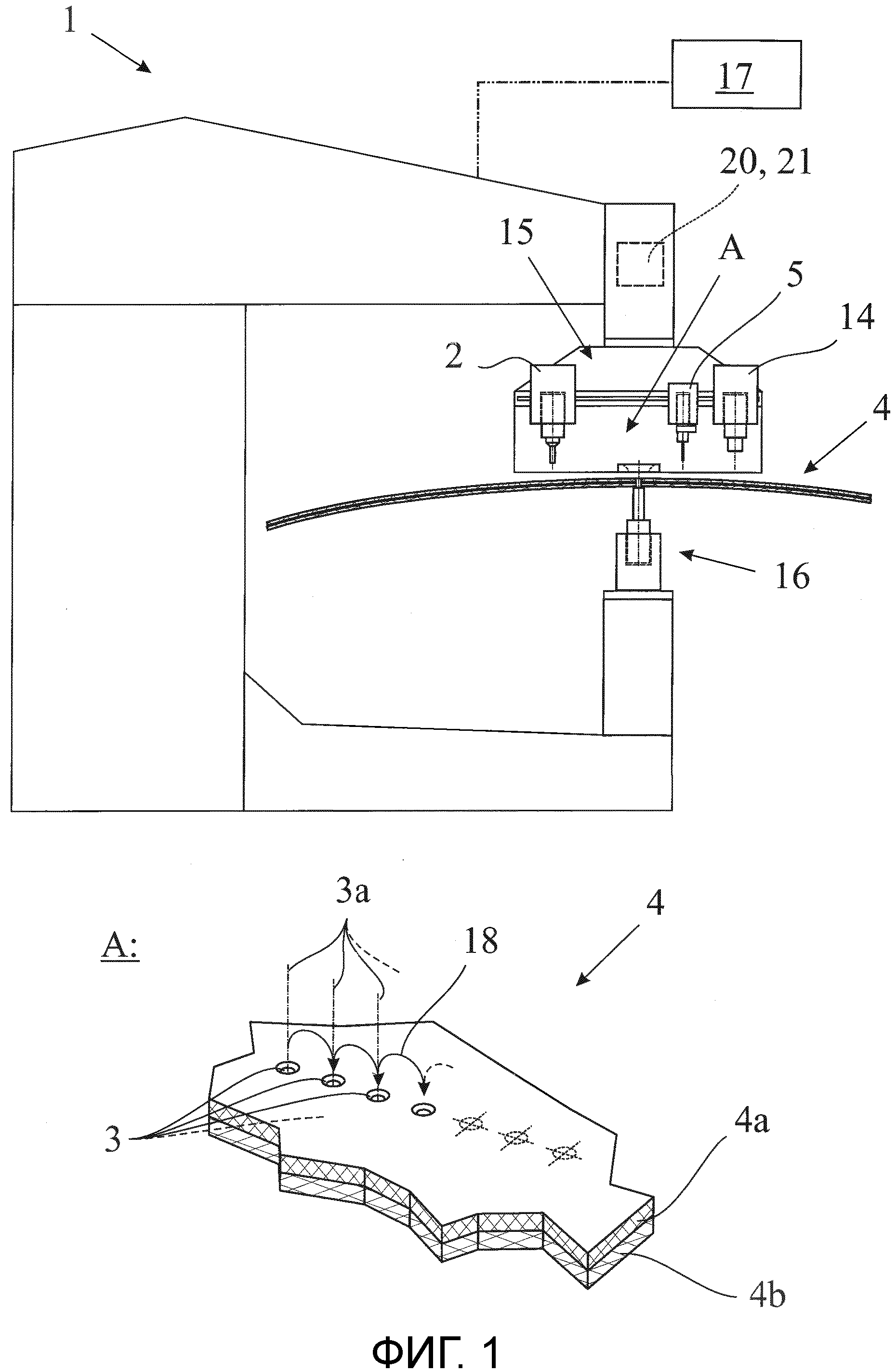
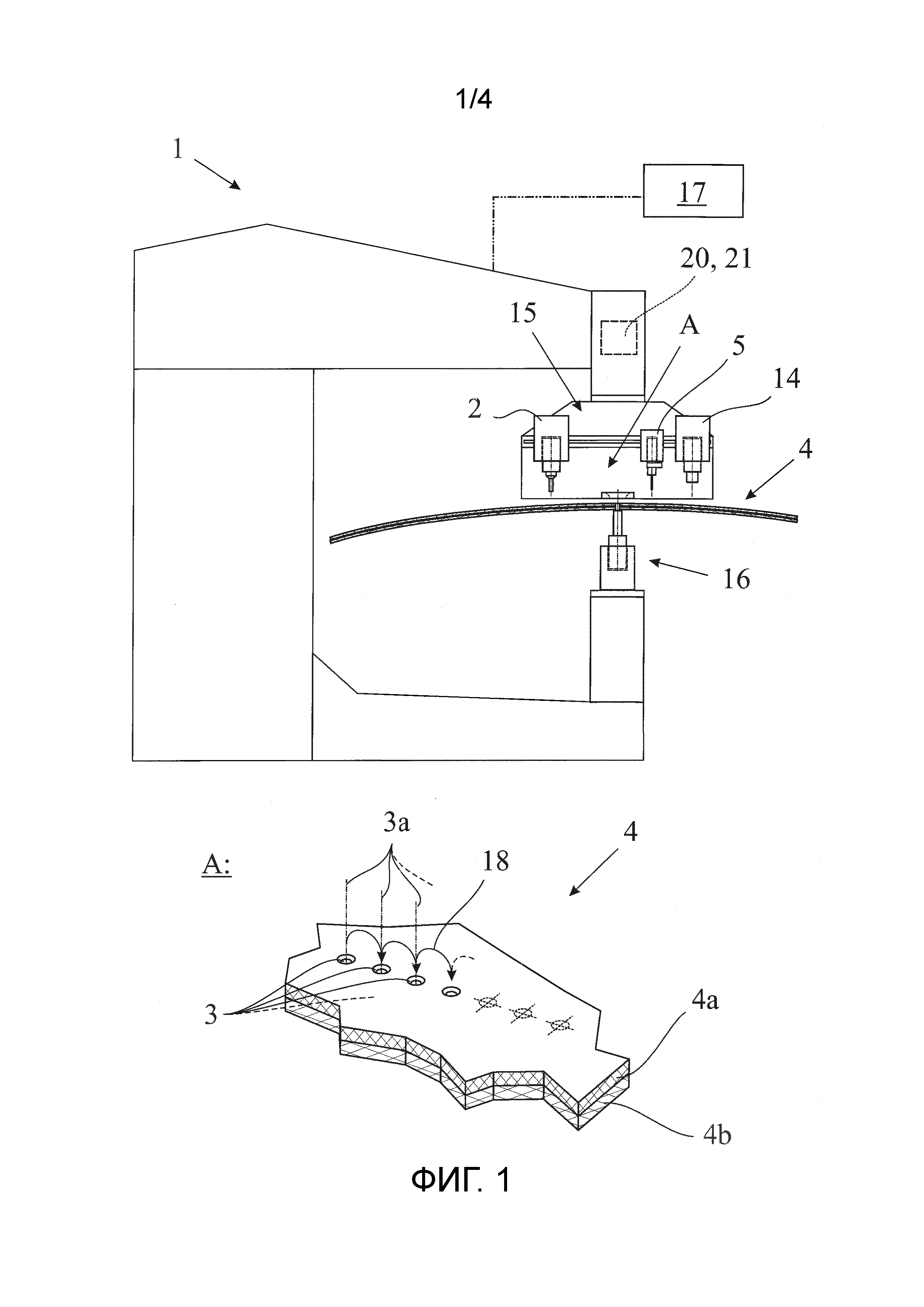
фиг.1 - соответствующая предложению система изготовления на полностью схематичном изображении;
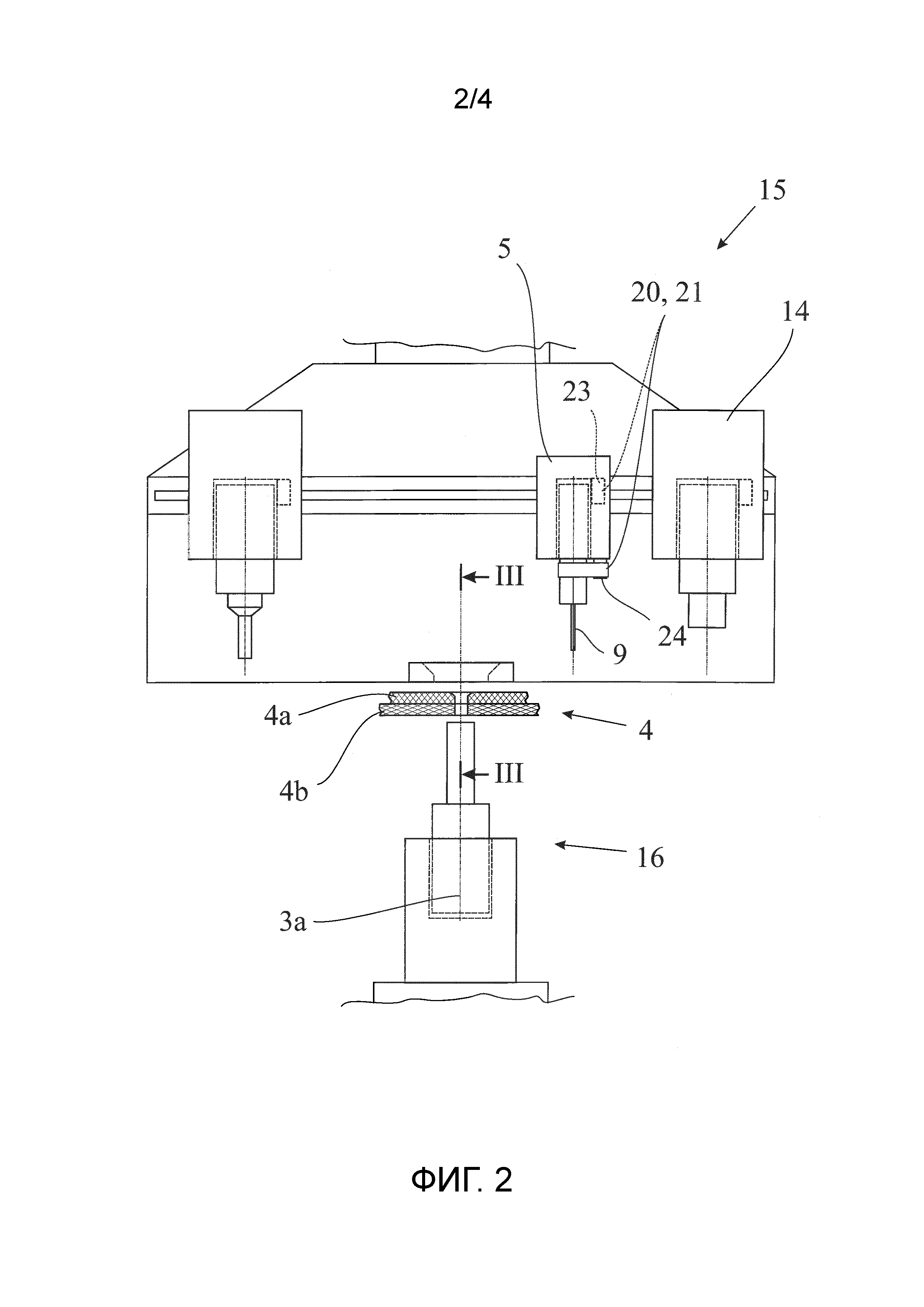
фиг.2 - область обрабатывающей головки системы изготовления согласно фиг.1 на детальном изображении;
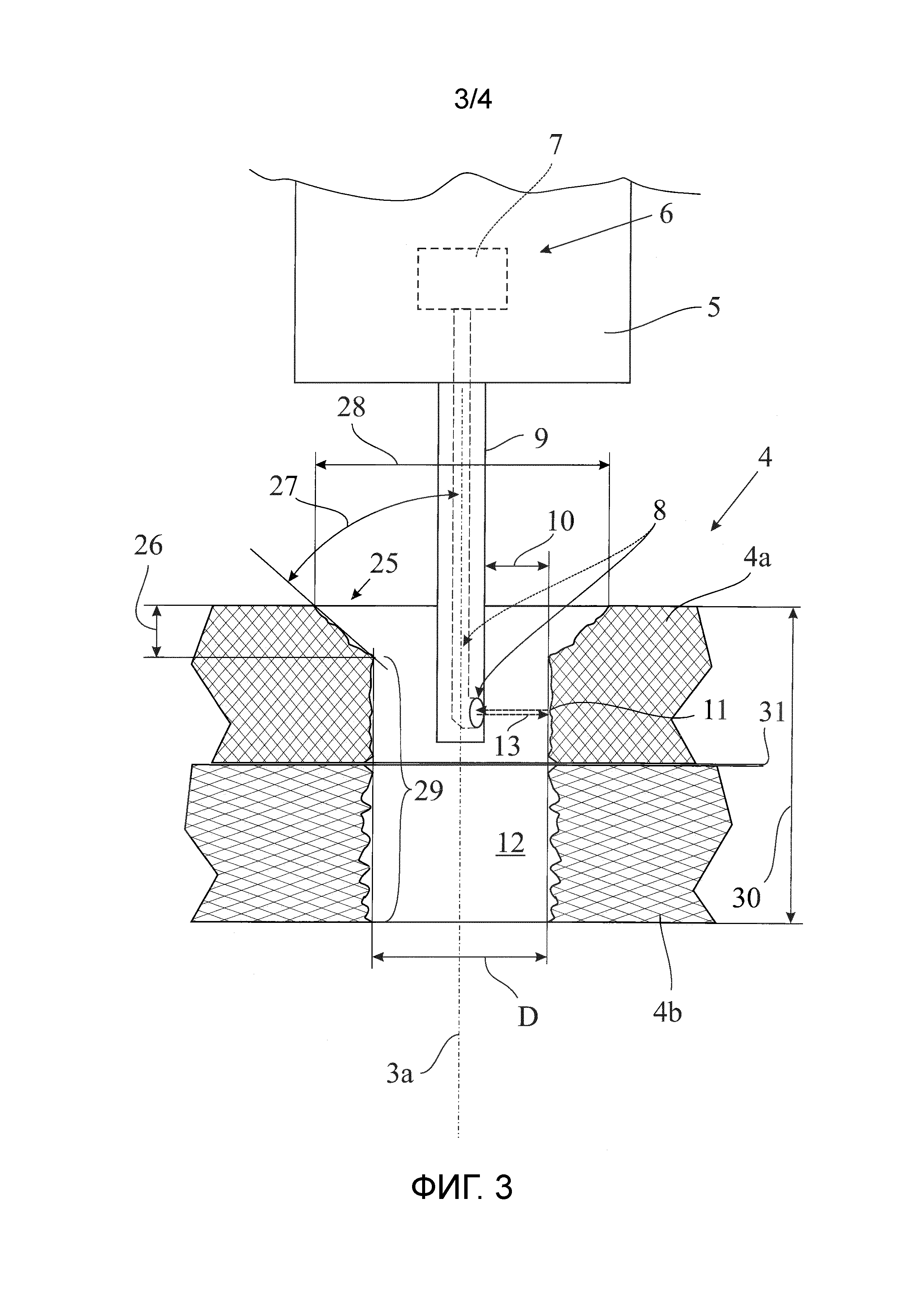
фиг.3 - обрабатывающая головка согласно фиг.2 во время измерительного цикла на виде в разрезе по линии III-III разреза; и
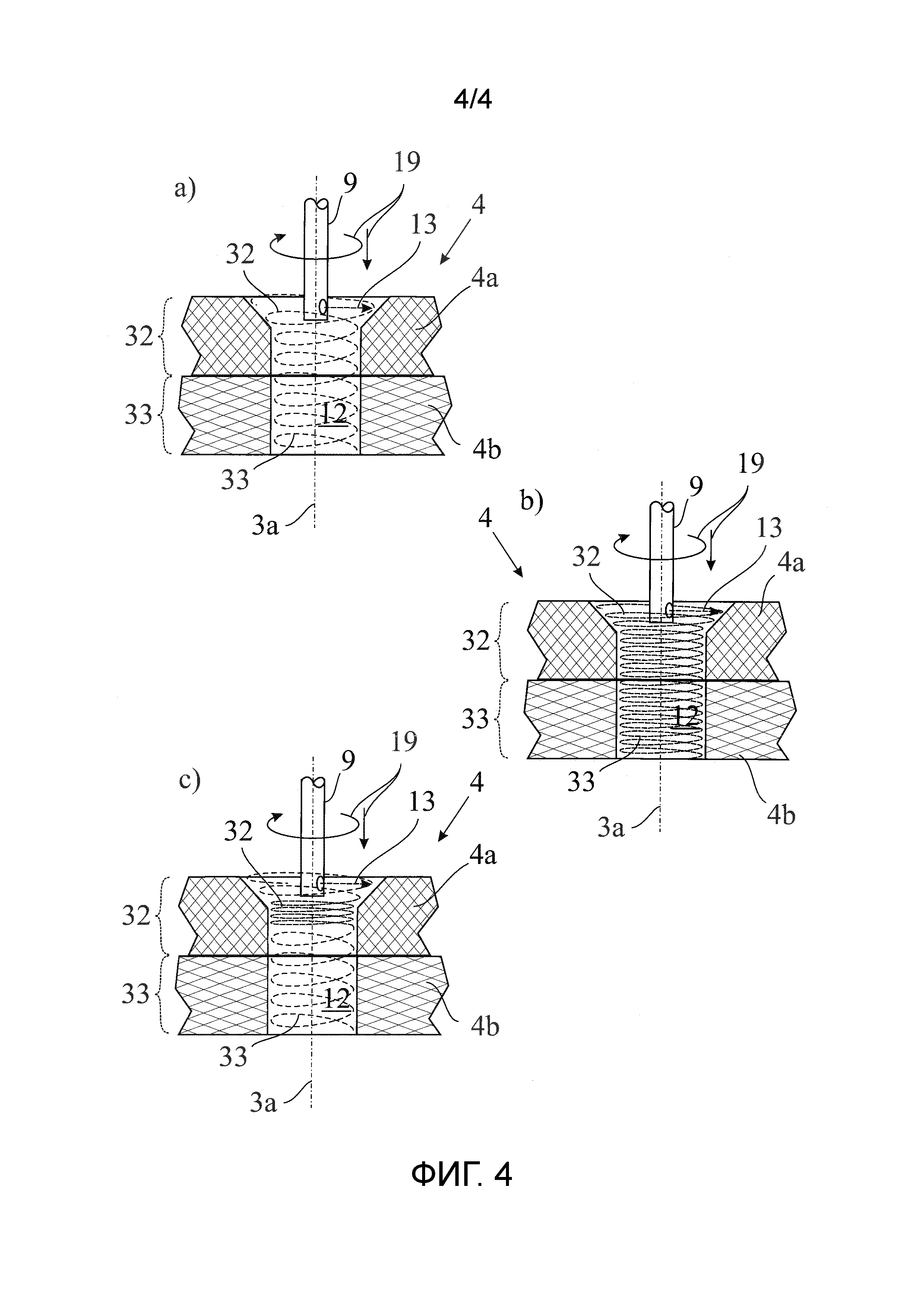
фиг.4 - система согласно фиг.3 с обозначенным измерительным движением измерительной пики a) при спиралеобразном пути измерения с большим шагом спирали, b) при спиралеобразном пути измерения с небольшим шагом спирали и c) при спиралеобразном пути измерения с различными шагами спирали.
Изображенная на фиг.1 система 1 изготовления приспособлена для изготовления заклепочных соединений на конструктивных элементах конструкции самолета, в данном случае, в частности, на конструктивных элементах конструкции фюзеляжа или крыла для самолета. Соответственно система 1 изготовления оснащена сверлильным блоком 2 для создания отверстий 3 в пакете 4 материалов, по меньшей мере, из двух слоев 4a, 4b материала для введения крепежных элементов, в данном случае неизображенных заклепочных элементов. В то время как само заклепывание разъясняется позже, здесь на переднем плане находится измерение отверстий 3. Для этого предусмотрен измерительный блок 5 для определения параметров геометрии для произведенных отверстий 3.
Измерительный блок 5 имеет электронную измерительную систему 6 с оптическим сенсорным элементом 7, оптическую измерительную систему 8 и измерительную пику 9, причем для определения расстояния 10 между измерительной пикой 9 и точкой 11 измерения на соответствующей внутренней поверхности 12 отверстия измерительный блок 5 производит оптический измерительный луч 13, который выходит через оптическую измерительную систему 8 из измерительной пики 9 и попадает в точку 11 измерения на соответствующей внутренней поверхности 12 отверстия. Измерительный блок 5 с указанными выше компонентами выполнен в данном случае и предпочтительно, как обозначено выше, в виде интерферометрической системы для измерения расстояния, в частности, в виде интерферометрической системы белого света. Однако является также возможным, что измерительный блок выполнен в виде лазерной интерферометрической системы.
Согласно предложению в измерительном цикле предусмотрено измерительное движение между измерительной пикой 9 и пакетом 4 материалов. В данном случае и предпочтительно измерительное движение осуществляется за счет движения исключительно измерительной пики 9. Также возможно, что соответствующим образом перемещаются и измерительная пика 9, и пакет 4 материалов для реализации измерительного движения. Во время измерительного движения измерительный блок 5 циклично с частотой сканирования определяет значения расстояния для различных точек 11 измерения, причем из значений расстояния измерительным блоком 5 определяется, по меньшей мере, один параметр геометрии для измеряемого отверстия 3.
В данном случае и предпочтительно система 1 изготовления имеет, как было обозначено выше, дополнительно заклепочный блок 14 для соединения заклепками пакета 4 материалов. Это можно схематично увидеть на изображении согласно фиг.2.
Фиг.3 показывает то, что во время измерительного цикла измерительная пика 9 входит в измеряемое в каждом случае отверстие 3, причем измерительный луч 13 проходит по существу поперек к оси 3a отверстия.
Наиболее компактное исполнение системы 1 изготовления возникает вследствие того, что сверлильный блок 2, измерительный блок 5 и предусмотренный в данном случае и предпочтительно заклепочный блок 14 объединены в обрабатывающую головку 15. Обрабатывающая головка 15 представляет собой в некоторой степени верхний инструмент для обработки пакета 4 материалов. Фиг.2 показывает далее нижний инструмент 16, который при изготовлении заклепочного соединения взаимодействует с согласованным с верхним инструментом заклепочным блоком 14.
Фиг.1 полностью схематично показывает систему 17 управления процессом изготовления для управления компонентами системы 1 изготовления. В данном случае и предпочтительно, говоря о системе 17 управления процессом изготовления, речь идет о центральном управлении. Однако также возможно, что система 17 управления процессом изготовления расположена децентрализовано, то есть будучи разделена.
Система 17 управления процессом изготовления посредством управления компонентами системы 1 изготовления отрабатывает согласно технологической карте изготовления (= правила или технические условия изготовления) последовательность сверлильных циклов и в данном случае и предпочтительно также заклепочных циклов, а согласно технологической карте измерения (= праивла или технические условия измерения) отрабатывает между предопределенными сверлильными циклами и заклепочными циклами предопределенные измерительные циклы. Последовательность сверлильных или заклепочных циклов обозначена на фиг.1 стрелками со ссылочной позицией 18. При этом пунктиром обозначены положения сверления, которые еще не были введены в действие.
Примером технологической карты изготовления является последовательное сверление и заклепывание расположенных на фиг.1 в ряд отверстий 3. Технологическая карта измерения может заключаться, например, в том, чтобы после каждого третьего сверлильного цикла производить измерительный цикл, прежде чем производится соответствующий заклепочный цикл.
Здесь не изображено зажимное устройство, которое зажимает слои 4a, 4b материала пакета 4 материалов таким образом, что в плоскости разделения зазоры не могут образовываться, или могут образовываться лишь небольшие зазоры. Такое зажимное устройство обычно снабжено расположенной на обрабатывающей головке 15 верхней втулкой нажимного пуансона и расположенной на нижнем инструменте 16 нижней втулкой нажимного пуансона.
В итоге благодаря соответствующей предложению системе изготовления для каждого отверстия 3 получается следующий технологический процесс: сначала необходимое в каждом случае сверло выбирается и при помощи системы смены сверл вставляется в сверлильный блок 2. Далее соответствующая заклепка выбирается и подается в заклепочный блок 14. Затем пакет 4 материалов зажимается при помощи зажимной системы. После этого следует сверлильный цикл при помощи сверлильного блока 2, состоящий, как правило, из рабочих операций сверления и зенкования. В зависимости от технологической карты измерения теперь следует измерительный цикл, для того чтобы определять, по меньшей мере, один параметр геометрии произведенного отверстия 3. В принципе здесь может быть предусмотрено то, что заклепка выбирается только к этому моменту времени, так как выбор заклепки может зависеть от определенных параметров геометрии. Далее следует заклепочный цикл при помощи заклепочного блока 14, состоящий из введения заклепки в отверстие 3 и деформирования заклепки. Затем при помощи дальнейшей, здесь не изображенной, предпочтительно оптической измерительной системы контролируется выступание закладной головки заклепки и параллельность головки заклепки к поверхности пакета 4 материалов.
Производимое в рамках измерительного цикла измерительное движение предпочтительно включает в себя вращательную составляющую, которая далее предпочтительно является вращательным движением вокруг продольной оси измерительной пики 9. В данном случае и предпочтительно измерительное движение дополнительно включает в себя линейную составляющую, которая далее предпочтительно ориентирована в направлении продольной оси измерительной пики 9.
В результате получается то, что измерительным движением в данном случае и предпочтительно является такое по существу спиралеобразное движение, что точки измерения на внутренней стенке 12 отверстия находятся на по существу спиралеобразной кривой измерения. Спиралеобразное движение обозначено на фиг.4 ссылочными позициями 19.
Для того чтобы обеспечить автоматизированное изготовление, предпочтительно предусмотрена приводная система 20 для моторизованного движения сверлильного блока 2 и/или измерительного блока 5 и/или предусмотренного в данном случае и предпочтительно заклепочного блока 14. При этом с приводной системой 20 сначала однократно согласована приводная система 21 головки, по меньшей мере, с одним приводом для моторизованного позиционирования обрабатывающей головки 15. Приводная система 21 головки может быть выполнена одноосной или многоосной и на фиг.1 лишь схематично обозначена.
В данном случае и предпочтительно приводная система 20 включает в себя также привод для перемещения сверлильного блока 2, измерительного блока 5 и заклепочного блока 14 относительно самой обрабатывающей головки 15. Тем самым сверлильный блок 2, измерительный блок 5 и заклепочный блок 14 можно перемещать в каждом случае из изображенных нерабочих положений, на фиг.2 в каждом случае посредством бокового движения, в рабочее положение. В данном случае и предпочтительно рабочее положение находится в средней области обрабатывающей головки 15.
Далее в данном случае и предпочтительно имеет место то, что с приводной системой 20 согласована измерительная приводная система 22, по меньшей мере, с одним приводом 23, 24 для моторизованного позиционирования измерительной пики 9. В данном случае и предпочтительно имеет место то, что измерительная приводная система 22 включает в себя привод 23 для вышеупомянутой линейной составляющей измерительного движения и привод 24 для вышеупомянутой вращательной составляющей измерительного движения. Благодаря обоим приводам 23, 24 возможно моторизованное перемещение измерительной пики 9 относительно обрабатывающей головки 15.
В принципе может быть предусмотрено то, что один привод приводной системы 20 используется дважды, а именно и в качестве приводной системы 21 головки, и в качестве измерительной приводной системы 22. Это относится в принципе к приводной системе 21 головки, если, как изображено, измерительный блок 5 расположен на обрабатывающей головке 15, и тем самым измерительный блок 5 может перемещаться при помощи приводной системы 21 головки.
Из полученных в измерительном цикле данных о расстоянии можно определять многочисленные различные параметры геометрии для измеряемого в каждом случае отверстия 3.
В предпочтительном варианте, говоря о параметре геометрии, речь идет о диаметре D или круглости отверстия 3. В частности в случае, если измерительная пика 9 выполнила, по меньшей мере, один полный оборот при одновременном сканировании внутренней поверхности 12 отверстия, из определенных данных о расстоянии можно известным образом вычислять диаметр отверстия 3.
В случае, если во время сверлильного цикла была произведена фаска 25 (фиг. 3), параметром геометрии может быть глубина 26 фаски или угол 27 фаски или диаметр 28 фаски для соответствующего отверстия 3. Для определения глубины 26 фаски и угла 27 фаски в принципе можно отказаться от вращения измерительной пики 9. В этом случае требуется лишь измерительное движение в направлении измерительной пики 9 при одновременном сканировании. Для определения же диаметра фаски измерительная пика должна позиционироваться на верхнем краю фаски 25 и затем приводиться во вращение. Вследствие того, что поверхность фаски 25 не является идеально отражающей поверхностью, измерение расстояния можно систематически выполнять, как правило, при помощи проходящего поперек к оси 3a отверстия измерительного луча 13. Однако также возможно, что из глубины 26 фаски и угла 27 фаски делается вывод о диаметре 28 фаски.
Следует отметить, что во время измерительного цикла измерительная пика 9 выровнена предпочтительно по оси 3a отверстия. Это относится, в частности, ко всем измерительным циклам, во время которых из данных о расстоянии должен делаться вывод о величине диаметра.
В упомянутом выше случае, если отверстие 3 снабжено фаской 25, переходу от фаски 25 к стволу 29 отверстия, то есть к цилиндрической части отверстия 3, придается совершенно особое значение. Из этого перехода, в частности, имеющегося там радиуса перехода, можно получать данные об износе сверла. Соответственно предпочтительный параметр геометрии для отверстия 3 относится предпочтительно к переходу от фаски 25 к стволу 29 отверстия.
Также качество, в частности структура, внутренней поверхности 12 отверстия может предоставлять данные об износе сверла. Соответственно в данном случае и предпочтительно имеет место то, что параметром геометрии является качество поверхности, в частности структура, внутренней поверхности 12 отверстия.
В частности, для выбора заклепки может иметь значение толщина 30 пакета 4 материалов вдоль оси 3a отверстия, которая также обозначается как "длина захвата". Толщину 30 пакета можно снова определять посредством чисто линейного движения измерительной пики 9.
Дальнейшим предпочтительным параметром геометрии, который можно определять при помощи чисто линейного измерительного движения, является положение плоскости 31 разделения между двумя слоями 4a, 4b материала пакета 4 материалов.
Наконец, предпочтительным параметром геометрии является ширина зазора, имеющегося при необходимости между двумя слоями 4a, 4b материала пакета 4 материалов. Такой зазор можно сканировать подходящим измерительным движением, например, на его наличие/отсутствие.
Интересным в вышеизложенном рассмотрении параметров геометрии является то, что одна часть параметров геометрии, в частности, определение диаметров, требует вращательного движения измерительной пики 9, в то время как другие параметры геометрии, например, определение толщины 30 пакета, требуют лишь линейного измерительного движения измерительной пики 9. В этом отношении упомянутое еще выше спиралеобразное измерительное движение представляется универсальным и в этой связи предпочтительным, так как любой указанный выше параметр геометрии может определяться при подходящем исполнении спиралеобразного измерительного движения лишь при помощи одного единственного измерительного движения.
В принципе может быть предусмотрено то, что один измерительный цикл всегда ориентирован на все слои 4a, 4b материала. Однако, предпочтительным может быть также то, что измерительный цикл ориентирован лишь на часть слоев 4a, 4b материала, в частности, даже лишь на один единственный слой 4a, 4b материала. Последний случай может быть предпочтителен по причинам времени такта. Формулировка "ориентирован" описывает здесь, какая область, в частности, какие слои 4a, 4b материала, сканируются.
Измерительный цикл может также включать в себя два или большее количество частичных измерительных циклов 32, 33, которые отрабатываются друг за другом, причем параметры геометрии для частичных измерительных циклов 32, 33 определяются в каждом случае отдельно. Это предпочтительно, в частности, в том случае, если частичные измерительные циклы 32, 33 ориентированы в каждом случае на различные слои 4a, 4b материала пакета 4 материалов. У обозначенных на фиг.4 измерительных циклов в каждом случае предусмотрены два частичных измерительных цикла 32, 33, которые выполняются непосредственно друг за другом. При этом измерительное движение первого частичного измерительного цикла 32 непосредственно и непрерывно прилегает к измерительному движению второго частичного измерительного цикла 33. В данном случае и предпочтительно оба измерительных движения рассчитаны спиралеобразными. Они переходят друг в друга без разрыва.
На фиг.4 частичные измерительные циклы 32, 33 обозначены при помощи распространения в пространстве их кривых измерения. На изображении согласно фиг.4 можно увидеть, что верхний частичный измерительный цикл 32 ориентирован на верхний слой 4a материала, а нижний частичный измерительный цикл 33 на нижний слой 4b материала. Тем самым параметры геометрии для отдельных слоев 4a, 4b материала можно определять простым образом отдельно друг от друга.
Сравнение фиг.4a с фиг.4b показывает, что для двух различных измерительных циклов возможно предусматривать различные параметры измерения. Говоря о параметрах измерения, речь может идти о геометрии измерительного движения и/или скоростях измерительных движений и/или частотах сканирования. Другие параметры измерения возможны. В принципе возможно изменение параметров измерения от одного частичного измерительного цикла 32 к другому частичному измерительному циклу 33. Причинами изменения параметров измерения могут быть требования к времени такта, требования к точности или тому подобное.
В более общих чертах может быть также предусмотрено то, что вышеуказанные параметры измерения различны в пределах одного измерительного цикла, то есть даже в пределах одного частичного измерительного цикла.
Соответствующее предложению решение делает возможной, как уже было обозначено, установку (настройку) поверхностного разрешения измерительного блока 5. В измерительном цикле промежутки между соседними точками 11 измерения на внутренней поверхности 12 отверстия определяют поверхностное разрешение измерительного блока 5 для этого измерительного цикла. Поверхностное разрешение посредством настройки измерительного движения, в частности, скорости измерительного движения вдоль кривой измерения на внутренней поверхности 12 отверстия, может устанавливаться на частоту сканирования. В данном случае и предпочтительно имеет место то, что в пределах измерительного цикла или, по меньшей мере, у двух различных измерительных циклов или частичных измерительных циклов поверхностные разрешения установлены по-разному.
Из вышеизложенных исполнений становится ясно, что соответствующее предложению решение, в частности, благодаря разделению измерительных циклов на частичные измерительные циклы 32, 33, предоставляет практически неограниченную гибкость при определении параметров геометрии для измеряемого отверстия 3.
В соответствии с дальнейшим техническим решением, которое также имеет собственное значение, заявляется способ эксплуатации соответствующей предложению системы 1 изготовления.
Существенным является то, что предусмотрена система 17 управления процессом изготовления для управления компонентами системы 1 изготовления, и что при помощи системы 17 управления процессом изготовления посредством управления компонентами системы 1 изготовления отрабатывается согласно технологической карте изготовления последовательность сверлильных циклов и при необходимости заклепочных циклов, и отрабатываются согласно технологической карте измерения между предопределенными сверлильными циклами, соответственно, заклепочными циклами предопределенные измерительные циклы. На все исполнения относительно режима эксплуатации соответствующей предложению системы 1 изготовления должна делаться ссылка.
В наиболее предпочтительном исполнении способа, в котором полностью используются преимущества системы 1 изготовления, предусмотрено то, что, по меньшей мере, часть слоев 4a, 4b материала образована из различных материалов. В наиболее предпочтительном варианте осуществления, по меньшей мере, один слой 4a, 4b материала образован из неметаллического материала, предпочтительно из волокнистого композиционного материала. Учитывая оптический измерительный блок 5, можно сразу измерять также неметаллические слои 4a, 4b материала. Это делает соответствующее предложению решение привлекательным, в частности, для всех типов композиционных материалов.
Машина для укладки волокон и способ изготовления волокнистых нетканых матов
Способ работы устройства автоматизации
Устройство для изготовления заготовок
Установка для обработки структурных элементов самолета
Устройство фиксации для тестового листа
Рабочий орган для клепального устройства
Способ навертывания замыкающего кольца на резьбовой стержень
Способ компенсации отклонения рабочей точки
Манипулятор с рукой
Машина для укладки волокон

