Результат интеллектуальной деятельности: СПОСОБ РАБОТЫ УСТРОЙСТВА АВТОМАТИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к способу работы устройства автоматизации в соответствии с родовым понятием пункта 1 формулы изобретения.
Из уровня техники известны программируемые логические контроллеры (ПЛК), с помощью которых в технике автоматизации могут программироваться и автоматически управляться исполнительные устройства, в частности рабочие органы и системы подготовки, а также датчики и другие функциональные блоки машины или установки. Такой функциональный элемент, который, в принципе, может управляться программируемым логическим контроллером, как индивидуально, так и в комбинации, здесь и далее по тексту называется модулем ввода-вывода. Обычно эти программируемые логические контроллеры предоставляются посредством специально предусмотренных для этого приборов и электронных узлов. Как правило, подобные программируемые логические контроллеры осуществляют связь по шине, например промышленной шине, с модулем ввода-вывода, для управления которым они предусмотрены.
В то же время, известны программируемые логические контроллеры, функциональность которых обеспечивается с помощью компьютерной программы, исполняемой на компьютере. Такая компьютерная программа может называться компьютерной программой ПЛК, причем система, приводимая в действие такой компьютерной программой, может обозначаться как программное обеспечение ПЛК. Таким образом, никаких специальных аппаратных средств больше не предусматривается для программируемого логического контроллера, а его функциональность обеспечивается компьютерной программой, которая исполняется на обычном компьютере или на промышленном ПК или встроенном ПК, приспособленном к среде автоматизации. Для управления модулями ввода-вывода такой компьютер может быть подключен также к промышленной шине.
Из уровня техники и конкретно из ЕР 1586967 А2, из которого исходит настоящее изобретение, также известны расширения с помощью программного обеспечения такой компьютерной программы ПЛК. Такое известное расширение может, например, служить для того, чтобы обеспечивать связь с конкретным устройством с помощью драйвера или т.п. В случае представленных в этом известном уровне техники расширений речь идет о таких модулях расширения, как, например, динамические подключаемые библиотеки (DLL - Dynamic-link libraries), к которым компьютерная программа ПЛК может обращаться или включать их. Таким образом, они находятся под программно-техническим контролем компьютерной программы ПЛК. Контроль программируемого логического контроллера в программно-техническом смысле посредством этого расширения не предусматривается.
В секциях (ячейках) автоматизации в качестве составной части системы автоматизации, как правило, имеет место то, что модуль ввода-вывода, управляемый при помощи программируемого логического контроллера, располагается на манипуляторе, который представляет собой, например, многоосевой робот. В частности, модуль ввода-вывода может быть расположен в центральной точке инструмента (TCP) манипулятора.
Такой манипулятор, как правило, управляется в отношении своих перемещений посредством числового программного управления, которая упоминается здесь и далее как ( система ЧПУ. Также эта система ЧПУ может в принципе обеспечиваться компьютерной программой, исполняющейся на компьютере. За счет предусмотрения модуля ввода-вывода на манипуляторе действия, выполняемые модулем ввода-вывода, которые, например, задаются компьютерной программой ПЛК, а также движения манипулятора, которые, в свою очередь, контролируются системой ЧПУ, находятся в тесной взаимосвязи.
Исходя из этого, задача настоящего изобретения состоит в том, чтобы усовершенствовать способ работы устройства автоматизации и особенно такого устройства автоматизации, в котором функциональность программируемого логического контроллера предоставляется с помощью компьютерной программы, таким образом, чтобы обеспечивалась возможность улучшенной интеграции между компьютерной программой для программируемого логического контроллера и системы ЧПУ для управления манипулятором.
Указанная задача решается в способе работы устройства автоматизации с признаками родового понятия пункта 1 формулы изобретения с помощью признаков отличительной части пункта 1 формулы изобретения.
Существенным для изобретения является знание о том, что наряду с компьютерной программой ПЛК для обеспечения программируемого логического контроллера, в качестве программно-технически вышестоящей по отношению к нему на вычислительном устройстве предусмотрена компьютерная программа контроля секции, которая, с одной стороны, для управления модулем ввода-вывода управляет интерфейсом компьютерной программы ПЛК, а с другой стороны, обеспечивает функцию системы ЧПУ , причем тогда посредством этой компьютерной программы контроля секции выполняется собственно управление манипулятором и другими компонентами.
Другими словами, это компьютерная программа контроля секции образует вышестоящую в программно-техническом смысле ʺвершинуʺ, которая имеет под своим контролем все функции, необходимые для устройства автоматизации, включая функциональность ПЛК, и таким образом может координировать их друг с другом. При этом можно по модульному принципу получать доступ к функциональности компьютерной программы ПЛК, причем эта компьютерная программа ПЛК может быть введена в качестве уже существующего компонента в общую систему. За счет этого объединения под эгидой компьютерной программы контроля секции может также предоставляться единый интерфейс системы в целом вовне, что, в свою очередь, обеспечивает возможность единообразного управления устройством автоматизации.
Предпочтительный вариант осуществления в соответствии с зависимым пунктом 3 формулы изобретения относится к предпочтительной шинной системе для подключения модулей ввода-вывода, а также манипуляторов к вычислительному устройству.
Предпочтительные варианты осуществления согласно зависимым пунктам 6-8 формулы изобретения, в свою очередь, описывают рациональные подразделения компьютерной программы ПЛК или компьютерной программы контроля секции в пределах операционной системы и структуры процесса вычислительного устройства.
Зависимый пункт 9 формулы изобретения описывает предпочтительные возможности межпроцессного взаимодействия на вычислительном устройстве между компьютерной программой контроля секции и компьютерной программой ПЛК, которая, в частности, удовлетворяет требованиям синхронизации, предъявляемым к этим обеим программам.
Зависимые пункты 10-12 формулы изобретения описывают выполнение ЧПУ обработчика в качестве составной части компьютерной программы контроля секции и его специфическое взаимодействие с компьютерной программой ПЛК, с одной стороны, и управлением манипулятором, с другой стороны.
Как описано в зависимых пунктах 13-15 формулы изобретения, при этом управлении манипулятором и других доступах предпочтительно использовать объектно-ориентированную архитектуру программного обеспечения.
Другие детали, признаки, цели и преимущества настоящего изобретения будут пояснены ниже со ссылками на чертежи предпочтительного примера выполнения, на которых представлено следующее:
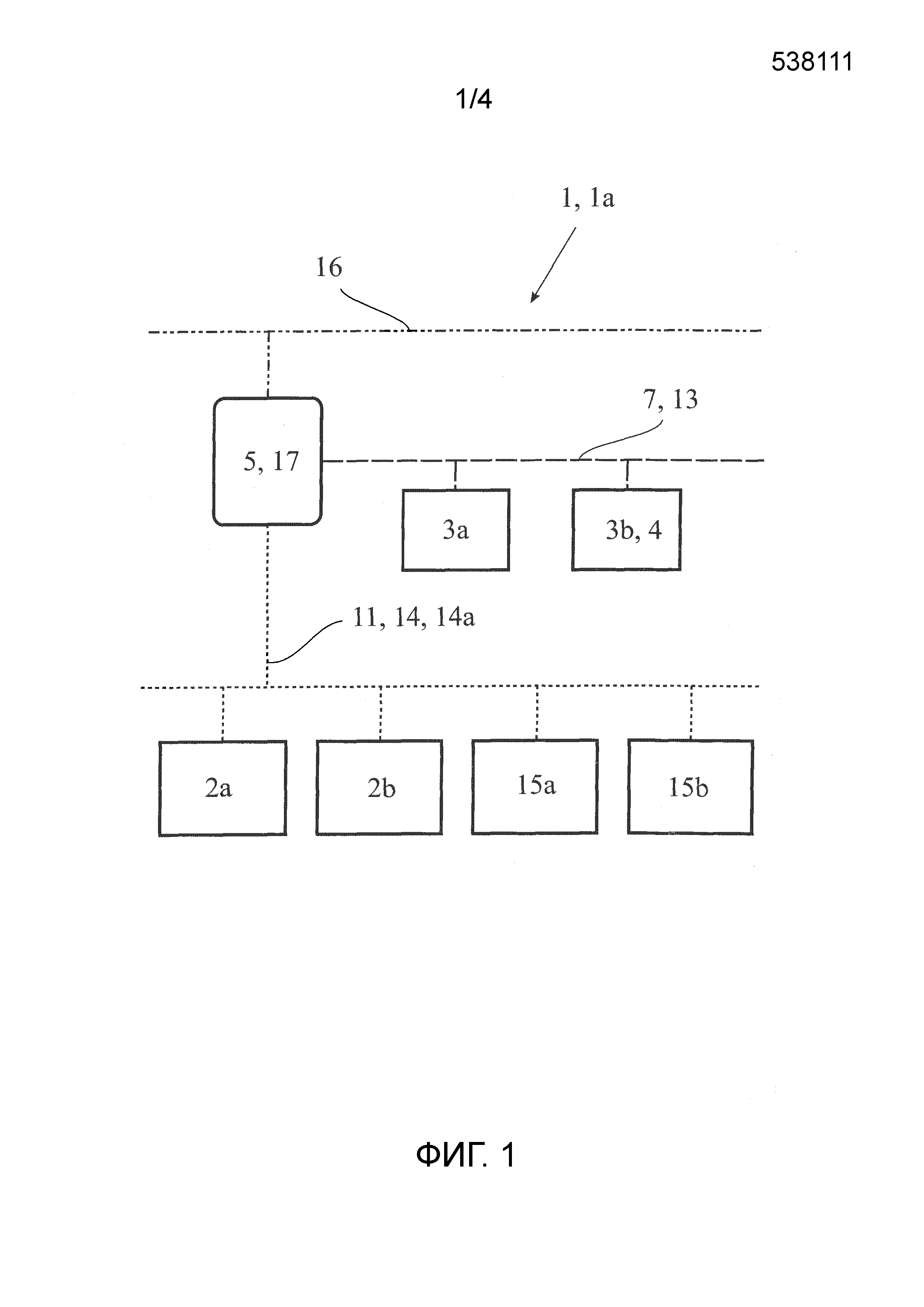
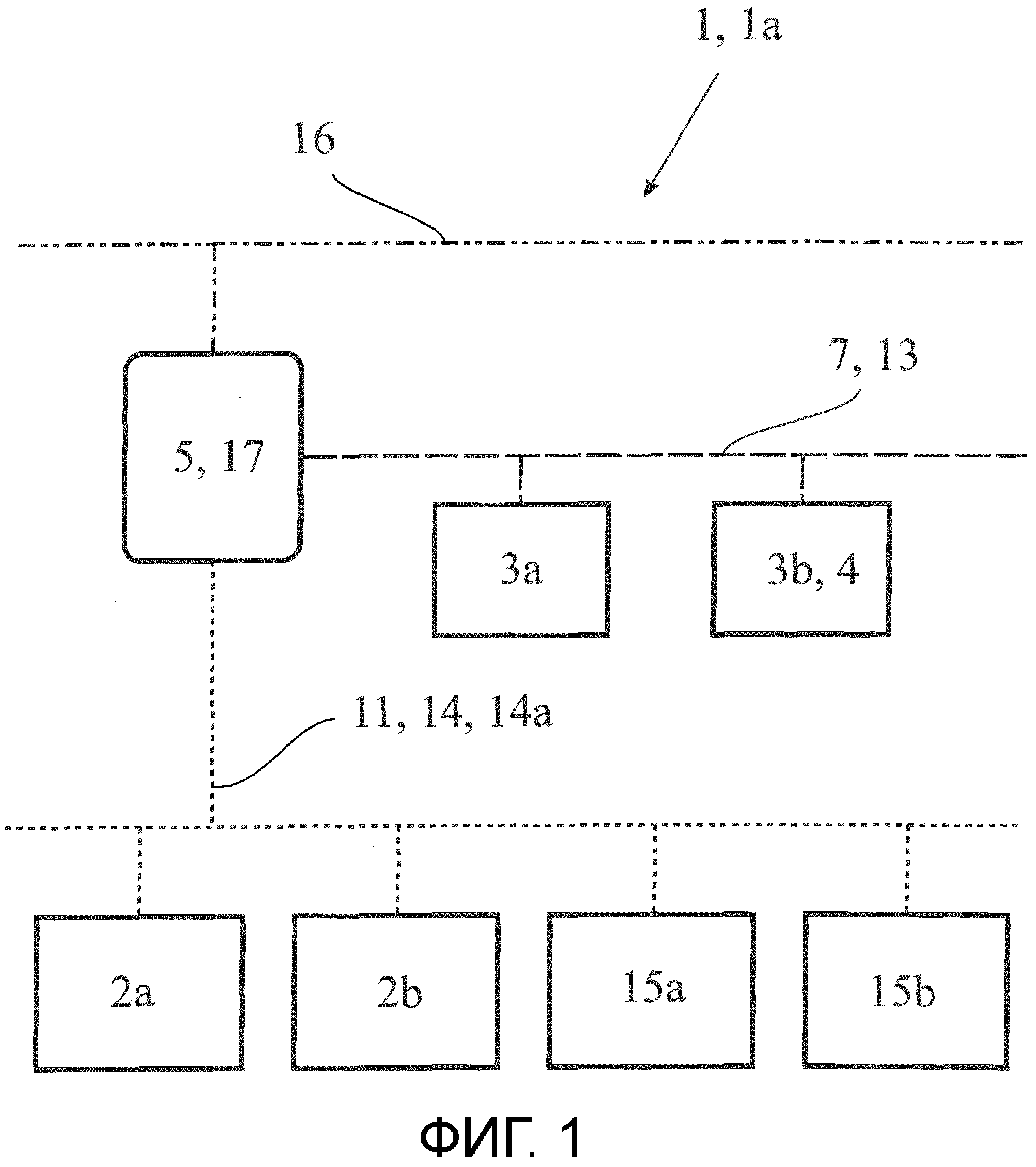
Фиг. 1 - схематичное изображение устройства автоматизации для осуществления предложенного способа,
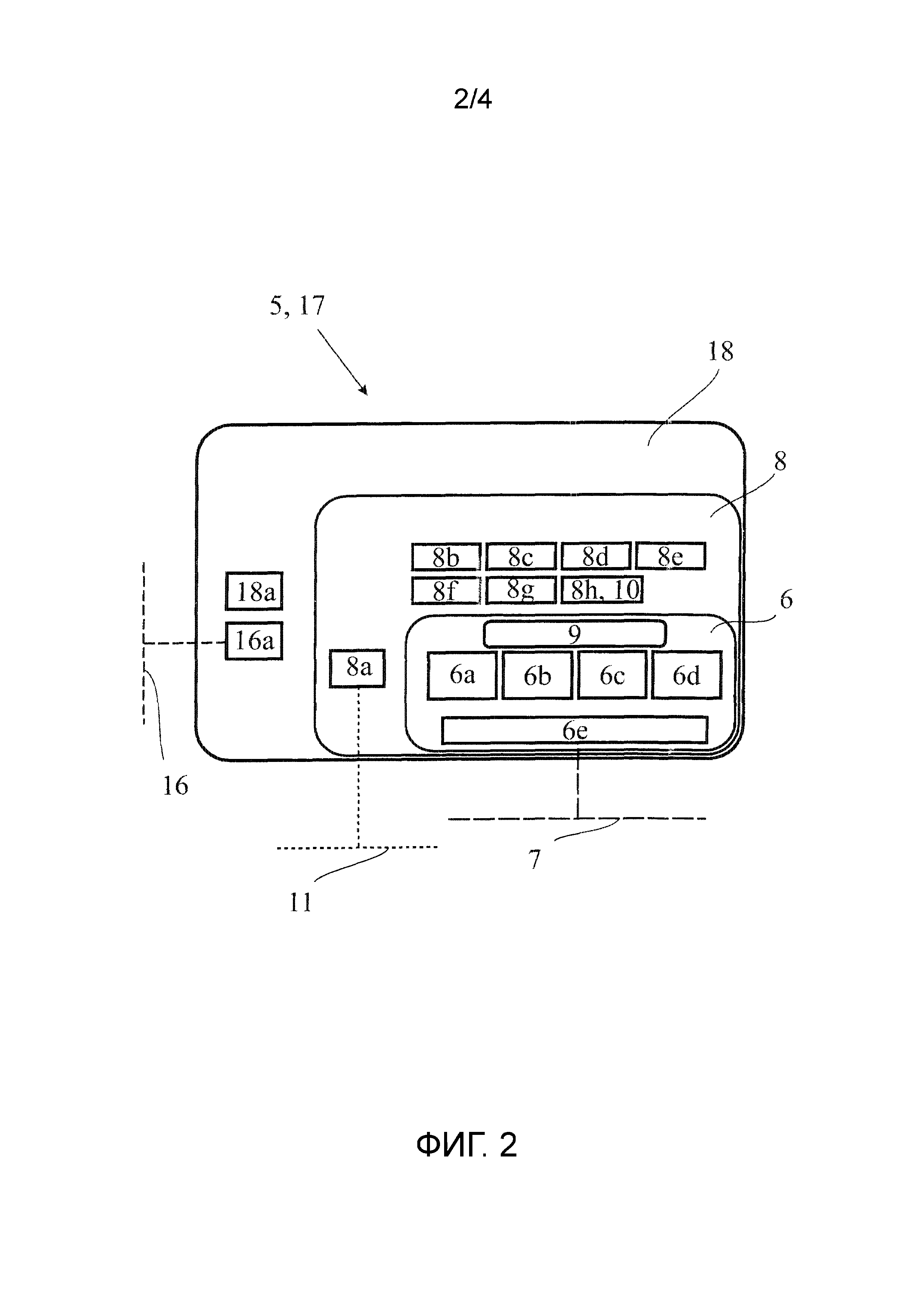
Фиг. 2 - схематичное представление структуры программного обеспечения на вычислительном устройстве устройства автоматизации согласно фиг. 1,
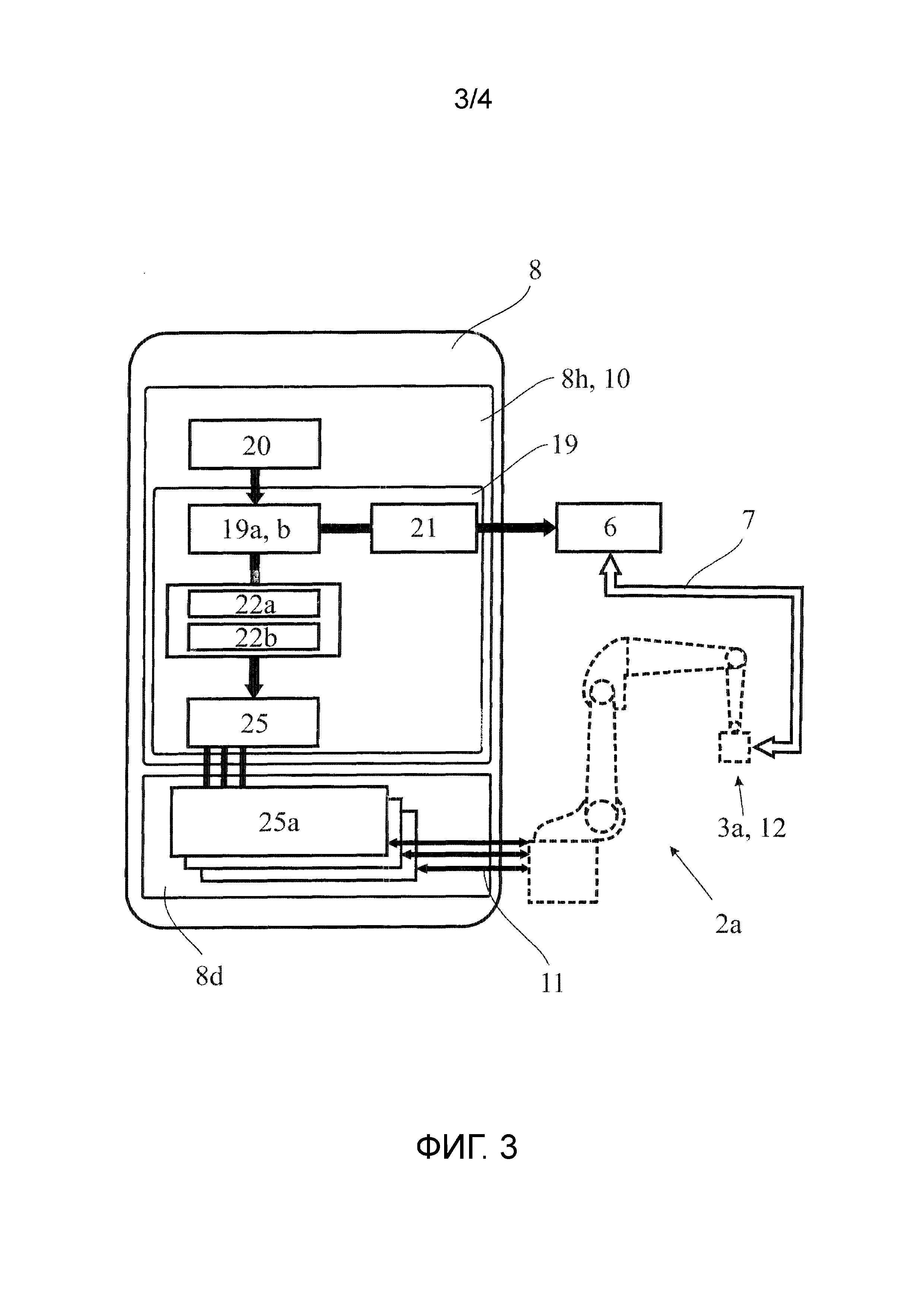
Фиг. 3 - схематичное представление потока данных компьютерной программы контроля секции согласно устройству автоматизации по фиг. 1,
Фиг. 4 - схематичное представление архитектуры компьютерной программы контроля секции согласно фиг. 3.
Предлагаемый способ служит для работы устройства 1 автоматизации с манипулятором 2а, b и модулем 3a, b ввода-вывода, причем манипулятор 2а, b и модуль 3a, b ввода-вывода, соответственно, предусмотрены для автоматизированного производства.
Такое устройство 1 автоматизации показано на фиг. 1, причем здесь предусмотрено два манипулятора 2а, b и два модуля 3a, b ввода-вывода, из которых модуль 3b ввода-вывода представляет собой защитный модуль 4. Этот защитный модуль 4 может обеспечивать функциональность аварийного останова. На фиг. 3 представлены только, соответственно, один манипулятор 2a и один модуль 3a ввода-вывода.
Устройство 1 автоматизации, которое должно работать согласно предложенному способу, также включает в себя вычислительное устройство 5. Устройство 1 автоматизации может представлять собой, в частности, секцию 1а автоматизации, то есть модульное устройство для автоматизации в рамках более крупной системы автоматизации, например, крупного предприятия.
В соответствии с предложением, на вычислительном устройстве 5 исполняется компьютерная программа 6 ПЛК для обеспечения программируемого логического контроллера для 3 модуля ввода-вывода, причем компьютерная программа 6 ПЛК через шину 7 модуля для управления модулем 3a, b ввода-вывода соединена с ним посредством коммуникационного соединения.
Предложенный способ отличается тем, что на вычислительном устройстве 5 исполняется компьютерная программа 8 контроля секции для управления компьютерной программой 6 ПЛК через интерфейс 9 ПЛК компьютерной программы ПЛК, причем компьютерная программа 9 контроля секции предоставляет систему ЧПУ 10 для манипулятора 2а, b, и что компьютерная программа 8 контроля секции через сетевую шину 11 для управления манипулятором 2a, b, соединена с ним посредством коммуникационного соединения.
Манипулятор 2а, b может, как в данном случае, представлять собой многоосевой манипулятор, в частности шестиосевой манипулятор. Вычислительное устройство 5 также может состоять из нескольких отдельных вычислительных блоков. Точно так же, как компьютерная программа 6 ПЛК, так и компьютерная программа 8 контроля секции может строиться из ряда отдельных компьютерных программ, которые, соответственно, могут исполняться в собственном процессе. Более детально это описано ниже.
В предпочтительном варианте осуществления, модуль 3a, b ввода-вывода имеет размещенное на манипуляторе 2a, b устройство 12 применения. Модуль 3a, b ввода-вывода также может состоять из такого устройства 12 применения. Это устройство 12 применения может, в частности, размещаться в центральной точке инструмента манипулятора 2a, b и предпочтительно может представлять собой инструмент, измерительное устройство или базирующий элемент. Устройство 12 применения может, в частности, управляться с помощью компьютерной программы 6 ПЛК через управление самим модулем 3a, b ввода-вывода.
Кроме того, предпочтительным является, что шина 7 модуля представляет собой промышленную шину 13. В качестве альтернативы или дополнительно, сетевая шина 11 может представлять собой Ethernet-шину 14, причем в этом случае, в частности, используется Ethernet-шина 14а с возможностью работы в реальном времени. Ethernet-шина 14а является Ethernet-шиной протокола, который обеспечивает способность работы в режиме реального времени.
Аналогично, предпочтительным является, что компьютерная программа 8 контроля секции соединена через сетевую шину 11 с сенсорным устройством 15a, b посредством коммуникационного соединения для считывания сенсорного устройства 15a, b. В примере выполнения согласно фиг. 1, сенсорное устройство 15a представляет собой строчный сканер, а сенсорное устройство 15b представляет собой камеру или систему камер, причем в этом случае каждая камера системы камер может быть выполнена различным образом.
Устройство 1 автоматизации и конкретно секция 1а автоматизации может, как уже было , вместе с другими устройствами автоматизации быть составной частью более крупной системы автоматизации, которая, например, управляется централизованно. В таком случае предпочтительно предусмотрено, что компьютерная программа 8 контроля секции обеспечивает интерфейс контроля секции через заводскую шину 16, причем компьютерная программа 8 контроля секции находится в информационно-техническом соединении с этой заводской шиной 16. Соответствующий драйвер 16а заводской шины показан на фиг. 2. Таким образом, центральный вычислитель, который управляет несколькими секциями автоматизации, может также получать доступ к секции 1а автоматизации и конкретно к компьютерной программе 8 контроля секции на вычислительном устройстве 5.
В принципе, вычислительное устройство 5 может представлять собой любое устройство компьютерного типа, такое как промышленный компьютер или иная микропроцессорная система. Однако предпочтительным является, что вычислительное устройство 5 представляет собой персональный компьютер 17. Это предоставляет возможность, наряду с компьютерной программой 8 контроля секции, гибким образом выполнять на вычислительном устройстве 5 еще и другие компьютерные программы. Здесь также предпочтительно, что компьютерная программа 6 ПЛК и компьютерная программа 8 контроля секции исполняются на мультимедийной операционной системе 18 для персонального компьютера 17.
Схематично эта взаимосвязь представлена на фиг. 2. Здесь прежде всего можно видеть компьютерную программу 6 ПЛК, которая реализует различные функциональные блоки, здесь функцию 6а рабочего органа, систему 6b подвода инструмента, базу данных 6с заготовки, а также защитные функции 6d. Любая такая функция может быть реализована с помощью отдельного модуля в программно-техническом смысле. Для коммуникационного соединения с шиной 7 модуля предусмотрен драйвер 6е шины модуля. Интерфейс к внешней среде, в программно-техническом смысле, образует вышеописанный интерфейс 9 ПЛК.
Компьютерная программа 8 контроля секции обращается к компьютерной программе 6 ПЛК через этот интерфейс 9 ПЛК. Компьютерная программа 8 контроля секции имеет также драйвер 8а сетевой шины для коммуникационного соединения с сетевой шиной 11. Другими, в частности, программно-техническими модулями компьютерной программы 8 контроля секции являются модуль 8b визуализации, диагностический модуль 8с, модуль 8d робота, модуль 8e датчика нормали, модуль 8f датчика положения, модуль 8g лазерного датчика и модуль ЧПУ 8h. Эти модули взаимодействуют друг с другом. Кроме того, могут быть предусмотрены дополнительные модули.
Помимо компьютерной программы 8 контроля секции и на операционной системе, которая представляет собой здесь мультимедийную операционную систему 18, исполняется, в свою очередь, наряду с вышеописанным драйвером 16а заводской шины для коммуникационного соединения с заводской шиной 16, модуль 18а конфигурации, который, например, разрешает доступ для конфигурации к компьютерной программе 8 контроля секции через обычную плоскость обслуживания мультимедийной операционной системы 18.
Кроме того, предпочтительно, что компьютерная программа 6 ПЛК и компьютерная программа 8 контроля секции исполняются, соответственно, посредством различных процессов. Понятие ʺпроцессʺ следует понимать здесь в программно-техническом смысле. При этом, как компьютерная программа 6 ПЛК, так и компьютерная программа 8 контроля секции исполняются, соответственно, посредством отдельного процесса. Но также может быть, что компьютерная программа 6 ПЛК и компьютерная программа 8 контроля секции исполняются, соответственно, множеством различных процессов. Разделение компьютерной программы 6 ПЛК и компьютерной программы 8 контроля секции на отдельные процессы может при этом соответствовать разделению на модули в соответствии с представлением на фиг. 2 или аналогичному разделению, но также несколько модулей могут быть объединены и могут исполняться в отдельном процессе. Кроме того, может быть, что некоторые модули по меньшей мере частично предоставляются операционной системой, например, драйверы.
Предпочтительное подразделение компьютерной программы 8 контроля секции на различные процессы предусматривает, что компьютерная подпрограмма ЧПУ компьютерной программы 8 контроля секции исполняется для предоставления системы ЧПУ 10 в процессе ЧПУ, и что подпрограмма манипулятора компьютерной программы 8 контроля секции исполняется для управления манипулятором 2а, b в процессе работы манипулятора. При этом процесс работы манипулятора, таким образом, отличается от процесса ЧПУ. Система ЧПУ 10 и, таким образом, компьютерная подпрограмма ЧПУ обрабатывает команды ЧПУ, которые, с одной стороны, относятся к управлению модулем 3a, b ввода-вывода, а с другой стороны, относятся к управлению манипулятором 2a, b. Полученная из команд ЧПУ информация для управления манипулятором 2a, b, то есть ʺочищеннаяʺ от информации для управления модулем 3a, b ввода-вывода, может затем обрабатываться подпрограммой манипулятора. Эта подпрограмма ЧПУ для обеспечения системы ЧПУ 10 может согласно представлению на фиг. 3 представлять собой модуль ЧПУ 8h согласно фиг. 2, а подпрограмма манипулятора компьютерной программы 8 контроля секции может представлять собой модуль 8d робота согласно фиг. 2.
К интерфейсу 9 ПЛК компьютерной программы 6 ПЛК можно обращаться, как правило, из любых программ и, соответственно, из различных процессов. С одной стороны, к нему обращаются для управления модулем 3a, b ввода-вывода посредством компьютерной программы 8 контроля секции, с другой стороны, через интерфейс 9 также предоставляются данные для вызова, которые затем посредством модуля 8b визуализации компьютерной программы 8 контроля секции могут представляться на экране вычислительного устройства 5.
Кроме того, может быть, что системные процессы операционной системы вычислительного устройства 5 и, в частности, мультимедийной операционной системы 18 должны обращаться к интерфейсу 9 ПЛК компьютерной программы 6 ПЛК. При этом, как правило, для установления синхронности между действиями модуля 3a, b ввода-вывода и движениями манипулятора 2a, b, доступ к управлению модулями 3a, b ввода-вывода является более важным и особенно более критичным по времени, чем, например, визуализация на экране.
Следовательно, является предпочтительным, что вычислительное устройство 5 предоставляет несколько межпроцессных каналов для коммуникации с компьютерной программой 6 ПЛК, а именно, с по меньшей мере частично различной приоритетностью. Здесь приоритетность означает последовательность, в которой соответствующая коммуникация через такой межпроцессный канал обрабатывается операционной системой, причем скорость реакции на коммуникацию по межпроцессному каналу с более высоким приоритетом более высокая, чем на коммуникацию по межпроцессному каналу с более низким приоритетом. В частности, процесс с более высоким приоритетом процесса может прервать исполняющийся в текущий момент процесс с более низким приоритетом. Это может быть сделано, с одной стороны, тем, что отдельный процесс обеспечивает коммуникацию по межпроцессным каналам и обрабатывает ее в зависимости от соответствующего приоритета межпроцессных каналов. В качестве альтернативы или дополнительно, любой межпроцессный канал может быть сопоставлен с процессом с приоритетом в соответствии с приоритетом межпроцессного канала, причем тогда соответствующий процесс обрабатывается в соответствии с его приоритетом.
Кроме того, является предпочтительным, что компьютерная подпрограмма ЧПУ и программа визуализации, выполняемая в процессе визуализации, соответственно, осуществляют коммуникацию через межпроцессный канал с компьютерной программой 6 ПЛК, и межпроцессный канал компьютерной подпрограммы ЧПУ имеет более высокий приоритет, чем таковой для программы визуализации. Это учитывает то описанное обстоятельство, что управление посредством компьютерной подпрограммы ЧПУ является более важным и должно выполняться быстрее, чем визуализация.
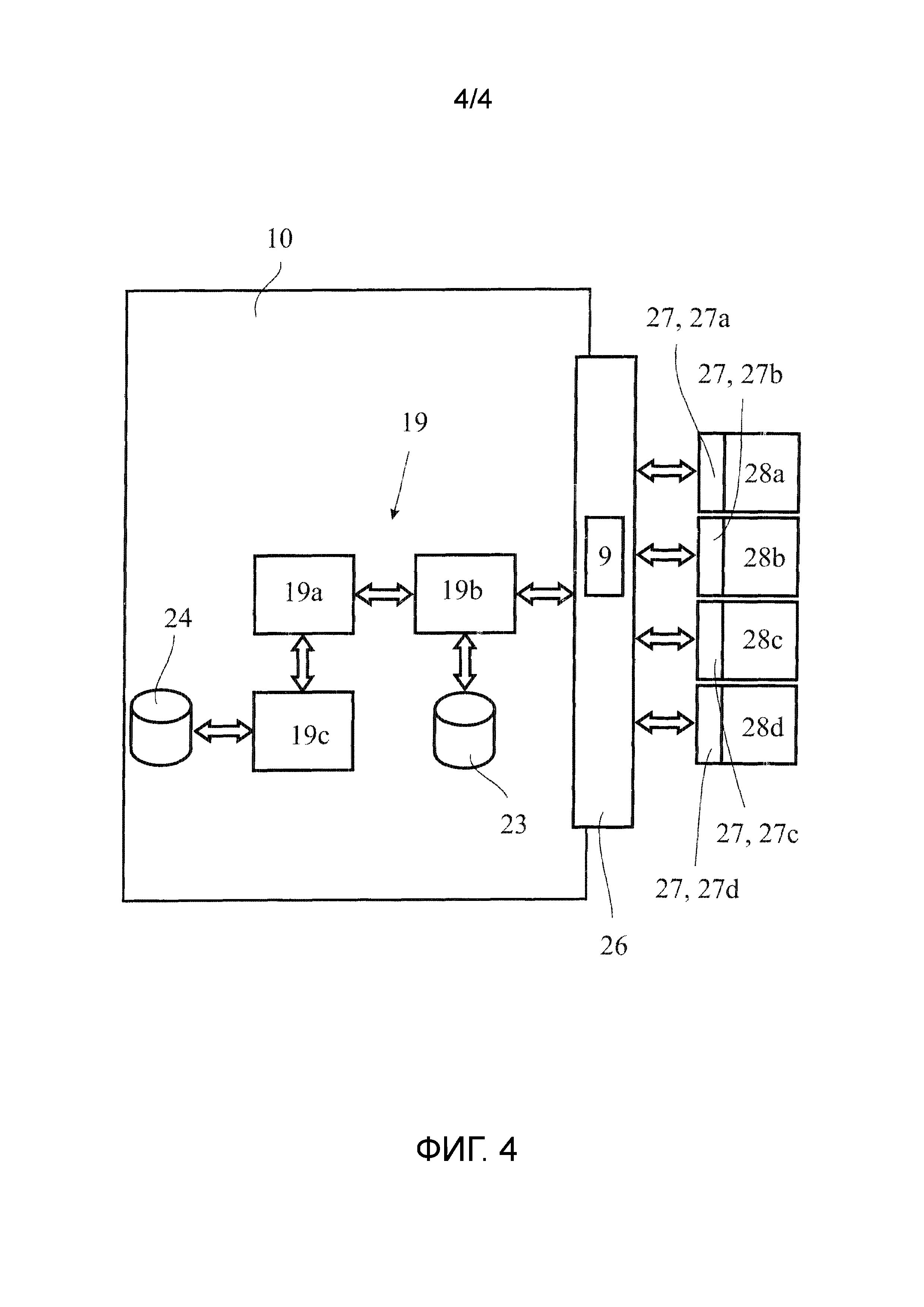
Со ссылкой на представление на фиг. 3 и фиг. 4, предпочтительно предусмотрено, что компьютерная программа 6 контроля секции имеет ЧПУ обработчик 19 для преобразования программы 20 ЧПУ в команды 21 переключения для управления модулем 3a, b ввода-вывода. В качестве альтернативы или дополнительно, ЧПУ обработчик 19 может также быть выполнен с возможностью преобразования программы 20 ЧПУ в геометрические данные 22а и/или в технологические данные 22b для управления манипулятора 2a, b. Соответствующие представления на фиг. 3 и фиг. 4 дополняют друг друга, поскольку на фиг. 3 в первую очередь представлен поток обработки данных, а на фиг. 4 описана программно-техническая структура интерфейсов.
ЧПУ обработчик 19, с одной стороны, может состоять из нескольких модулей, которые исполняются, соответственно, в своем собственном процессе. В качестве альтернативы, ЧПУ обработчик 19 может исполняться полностью в одном процессе, при этом, в частности, речь может идти о вышестоящем процессе ЧПУ. Таким образом, ЧПУ обработчик 19 может, в частности, соответствовать вышестоящей компьютерной подпрограмме ЧПУ или быть включенным в нее. Следовательно, ЧПУ обработчик также может быть образован посредством вышестоящего модуля ЧПУ 8h.
В случае приведенной выше программы 20 ЧПУ, речь идет о последовательности NC-команд, которые написаны в виде обычного текста. Это также известно как G-код. G-код может включать в себя G-команды, а также M-команды и общие параметры. ЧПУ обработчик 19 включает в себя ЧПУ интерпретатор 19а и ЧПУ преобразователь 19b команд, который имеет доступ к базе данных 23 команд. ЧПУ интерпретатор 19a и ЧПУ преобразователь 19b команд преобразуют простой текст NC-программы 20 в геометрические данные 22а и/или технологические данные 22b, с одной стороны, соответственно, для управления манипулятором 2а, b, и в команды 21 переключения для управления модулем 3a, b ввода-вывода, с другой стороны. При этом генерация команд 21 переключения может быть основана также на технологических данных 22b.
Программа 20 ЧПУ может также включать в себя ссылки на или зависимости от данных датчика, так что предпочтительно предусмотрено, что ЧПУ обработчик 19 также приспособлен к тому, чтобы преобразовывать NC-программу 20 в опросы датчиков для считывания сенсорного устройства 15а, b.
В данном примере ЧПУ обработчик 19 включает в себя еще ЧПУ сборщик 19с данных, который при обработке программы ЧПУ сохраняет автоматически сформированные блоки данных в протокольной базе данных 24.
Далее предусмотрено, что ЧПУ обработчик 19 выполняет вычислительную подпрограмму 25 для планирования траектории манипулятора 2а, b на основании геометрических данных 22а и/или на основе технологических данных 22b. Предпочтительно, планирование траектории, выполняемое вычислительной подпрограммой 25, включает в себя кинематическое преобразование, т.е. преобразование декартовых координат в осевые координаты или наоборот. В качестве альтернативы или дополнительно, планирование траектории, выполняемое вычислительной подпрограммой 25, может также включать в себя интерполяцию. На основе результатов вычислительной подпрограммы 25, затем один или несколько регуляторов положения 25а манипулятора 2а снабжаются задающими воздействиями. Этот вариант соответствует показанному на фиг. 3. В отличие от этого представления, вычислительная подпрограмма 25 может также предоставляться модулем 8d робота.
В другом варианте, эта вычислительная подпрограмма 25 выполняет вышеупомянутое кинематическое преобразование, а не планирование траектории. Здесь, на основе кинематического преобразования, роботизированное управление (не показано) манипулятора 2а, b снабжается результатами кинематического преобразования. Как планирование траектории, так и функциональные возможности вышеупомянутого регулятора 25а положения тогда предоставляются посредством этого роботизированного управления.
В отношении модуля 3a, b ввода-вывода, специально предусмотрено, что ЧПУ обработчик 19 выполняет команды 21 переключения, при этом компьютерная программа 8 контроля секции - компонентом которой является ЧПУ обработчик 19 - получает доступ к интерфейсу 9 ПЛК компьютерной программы 6 ПЛК, и компьютерная программа 6 ПЛК в ответ на этот доступ управляет модулем 3a, b ввода-вывода через шину 7 модуля.
При этом для этого доступа и других доступов может быть предусмотрен специальный вид инкапсулирования, как показано здесь ниже со ссылкой на фиг. 4. В частности, предпочтительно предусмотрено, что ЧПУ обработчик 19 для управления манипулятором 2а, b, предпочтительно также для считывания сенсорного устройства 15а, b, в частности, также для выполнения вычислительной программы 25 получает доступ к интерфейсу 26 инкапсулирования компьютерной программы 8 контроля секции, и что в ответ на этот доступ манипулятор 2а, b управляется через сетевую шину 11. Кроме того, предпочтительно, что, при необходимости, также сенсорное устройство 15a, b считывается через сетевую шину 11, и затем, в частности, в ответ на этот доступ, также выполняется планирование маршрута.
Как этот доступ к интерфейсу 26 инкапсулирования, так и доступ к интерфейсу 9 ПЛК могут быть осуществлены с помощью объектно-ориентированного класса интерфейсов. Поэтому предпочтительно, что доступ к интерфейсу 26 инкапсулирования и/или к интерфейсу 9 ПЛК включает в себя доступ к объектно-ориентированному классу 27 интерфейсов типа класса 27а манипулятора 27а, класса 27b модуля ввода-вывода, класса 27с планирования траектории и/или класса 27d датчика. Тем самым, таким образом, соответственно, для управления манипулятором, модулем ввода-вывода, подпрограммой планирования траектории или датчиком всегда предоставляется тот же интерфейс для этих доступов, и любые различия в реализации инкапсулируются. В частности, доступ к интерфейсу 9 ПЛК может включать в себя доступ к классу 27b модуля ввода-вывода.
Они принимаются во внимание за счет того, каким образом предпочтительно класс 27а манипулятора, класс 27b модуля ввода-вывода и/или класс 27d датчика, соответственно, реализуется посредством объекта 28а манипулятора, объекта 28b модуля ввода-вывода и объекта 28d датчика, который зависит от типа манипулятора 2а, b, модуля 3а, b ввода/вывода или сенсорного устройства 15а, b. Аналогично, класс 27d планирования траектории может быть реализован с помощью объекта 28d планирования траектории, который зависит от конкретных алгоритмов, которыми реализуется планирование траектории и, в частности, интерполяция и кинематическое преобразование.
Машина для укладки волокон и способ изготовления волокнистых нетканых матов
Устройство для изготовления заготовок
Установка для обработки структурных элементов самолета
Устройство фиксации для тестового листа
Рабочий орган для клепального устройства
Способ навертывания замыкающего кольца на резьбовой стержень
Способ компенсации отклонения рабочей точки
Манипулятор с рукой
Система изготовления
Машина для укладки волокон

