Результат интеллектуальной деятельности: Коронная шестерня для эпициклического редуктора
Вид РИД
Изобретение
Данное изобретение относится к созданию коронной шестерни, подлежащей установке в эпициклическом редукторе.
Эпициклические редукторы часто используют в понижающих передачах авиационных турбовинтовых двигателей, чтобы обеспечить возможность снижения скорости между силовой передачей и винтом.
Зубья являются основными элементами редуктора, так как они передают энергию от входного вала к выходному валу.
Обычно эпициклический редуктор содержит комбинацию соосных элементов, по меньшей мере один из которых является коронной шестерней, планетарные водила, которые вращаются относительно общей оси и на которых установлены один или более сателлитов планетарной передачи, находящихся в зацеплении с одной или более солнечными шестернями.
При этом в некоторых случаях является удобным, если коронная шестерня или шестерни изготовлены из двух частей в сборе.
Таким образом, в эпициклической или планетарной зубчатой передаче с шевронным зубчатым зацеплением, то есть зубчатым зацеплением двух косозубых шестерен, установленных рядом друг с другом с противоположным направлением зубьев, для нейтрализации осевого усилия, необходимо, чтобы один из этих элементов - солнечная шестерня, планетарные шестерни или коронная шестерня, был выполнен из двух частей.
Из производственных соображений, предпочтительно коронная шестерня состоит из двух частей, то есть из двух коронных полушестерен. При этом следует понимать, что под формулировкой «две коронные полушестерни» понимаются два эпициклических кольца, заведомо одинаковых или по существу одинаковых, при этом каждое из них, будучи присоединенным к общей оси коронных полушестерен, имеет меньшую (например, половинную) толщину по сравнению с толщиной готовой коронной шестерни, полученной в результате соосной сборки двух коронных полушестерен.
С учетом того, что в данном случае задачей является обеспечение нулевого радиального зазора между двумя рассматриваемыми коронными полушестернями, что предусматривает необходимость посадки с натягом между ними, при том что может оказаться, что зуб одной коронной полушестерни не совпадает с зубом второй коронной полушестерни, соответственно возникает проблема, связанная со смещением зубьев коронных полушестерен относительно друг друга, в отношении способа сборки этих коронных полушестерен с одновременным выполнением выравнивания их зубьев.
С точки зрения решения этой проблемы в рамках серийного производства при сниженной себестоимости (что касается времени регулирования), для выравнивания зубьев указанного зубчатого зацепления в соответствии с настоящим изобретением предложены нижеследующие этапы, на которых
используют стержень для углового позиционирования коронных полушестерен относительно друг друга, причем стержень размещают в первом и втором соответствующих отверстиях указанных первой и второй коронных полушестерен, при этом каждое из них должно иметь окончательное поперечное сечение, подогнанное под стержень,
в соответствии с заданным технологическим чертежом просверливают первое и второе отверстия таким образом, что первое поперечное сечение первого отверстия меньше, чем указанное окончательное поперечное сечение отверстия в первой коронной полушестерне, а второе поперечное сечение второго отверстия равно указанному окончательному поперечному сечению отверстия во второй коронной полушестерне,
при этом для каждой коронной полушестерни
отмечают несколько зубьев, равноотстоящих друг от друга, при этом первый зуб, находящийся ближе к отверстию его соответствующей коронной полушестерни, чем второй зуб, определяет общую систему отсчета для обеих коронных полушестерен,
на каждом отмеченном зубе определяют многомерные координаты (по меньшей мере) отсчетной точки относительно центра коронной полушестерни,
определенные многомерные координаты сравнивают с расчетными координатами тех же самых точек с заданного технологического чертежа,
отмечают различие между определенными и расчетными координатами для определения отклонения указанных точек от заданного положения,
первое отверстие повторно рассверливают до размера указанного окончательного поперечного сечения, при этом его позиционирование или центрирование выполняют, исходя из отклонений от заданного положения отсчетных точек каждой коронной полушестерни так, что во время сборки каждый зуб, отмеченный на первой коронной полушестерне, обращен к зубу, отмеченному на второй (противоположной) коронной полушестерне, параллельно указанной оси в соответствии с общей системой отсчета,
выполняют сборку первой и второй коронных полушестерен путем введения указанного стержня, обеспечивающего угловое позиционирование, в плотное соединение с первым и вторым отверстиями, а также путем выполнения совместной посадки с натягом обеих коронных полушестерен.
Такая посадка с натягом и учет смещения, обусловленного неодинаковыми угловыми положениями зубьев двух коронных полушестерен, обеспечивает выполнение готовой коронной шестерни без осевого смещения двух половин ее зубчатого венца.
При этом сверление отверстия с меньшим размером по сравнению с конечными размерами только в одной из двух коронных полушестерен, вместо выполнения этой операции на обеих коронных полушестернях, обеспечивает преимущество, заключающееся в обеспечении возможности выполнения угловой регулировки без увеличения количества каких-либо измерений, приводящих к потере точности при такой регулировке.
Для того чтобы дополнительно обеспечить нулевой основной радиальный зазор для оптимизации характеристик эпициклического редуктора, дополнительно предложено на этапе сборки первой и второй коронных полушестерен включать сборку с горячей посадкой. При таком решении учет возможного углового смещения между зубьями коронных полушестерен является еще более полезным, с подтверждением тем самым обоснованности вышеупомянутого способа. В действительности, после горячей посадки
существует опасность выкрашивания материала при повороте, и
инструменты и выполняемый способ являются сложными (см. ниже).
Другая проблема, которая была принята во внимание, касается способа безопасного определения воспроизводимости, а также по возможности простого и надежного определения отклонения от заданного положения указанных точек на первой и/или второй коронных полушестернях.
В связи с этим является целесообразным располагать каждую отсчетную точку как на активном профиле зуба, так и на делительной окружности рассматриваемой коронной полушестерни.
В данном изобретении активный профиль зуба определяется как боковая поверхность зуба, или только часть такой поверхности, которая входит в контакт с зубьями сопрягаемой шестерни, а делительная окружность - как прямое сечение делительного цилиндра, диаметр которого является диаметром делительной окружности.
Также предполагается, что координаты каждой отсчетной точки являются трехмерными, причем указанная отсчетная точка расположена на плоскости, проходящей через середину (в осевом направлении) рассматриваемого зуба.
Это обстоятельство упростит определение области измерения положения зуба относительно отверстия для направляющего стержня. В самом деле, эта область должна быть в достаточной степени доступной для измерительного средства. Это измерение должно быть воспроизводимым, а измеряемая величина должна быть абсолютно достоверной.
Кроме того, перед определением на каждом отмеченном зубе многомерных координат отсчетной точки (точек) следует определить по меньшей мере три равноотстоящих друг от друга зуба и предпочтительно четыре равноотстоящих друг от друга зуба, распределенных таким образом под 90° по парам.
Затем предпочтительно выполнить усреднение полученных измерений на каждой кронной полушестерне.
Таким образом, благодаря оптимизации точности измерений будут обеспечены точность и качество окончательного узла.
Различные аспекты представленных в данном документе решений будут при необходимости более понятны, а другие их детали, характеристики и преимущества будут очевидны после изучения нижеследующего описания, приведенного в качестве неограничительного примера, со ссылкой на прилагаемые чертежи, на которых
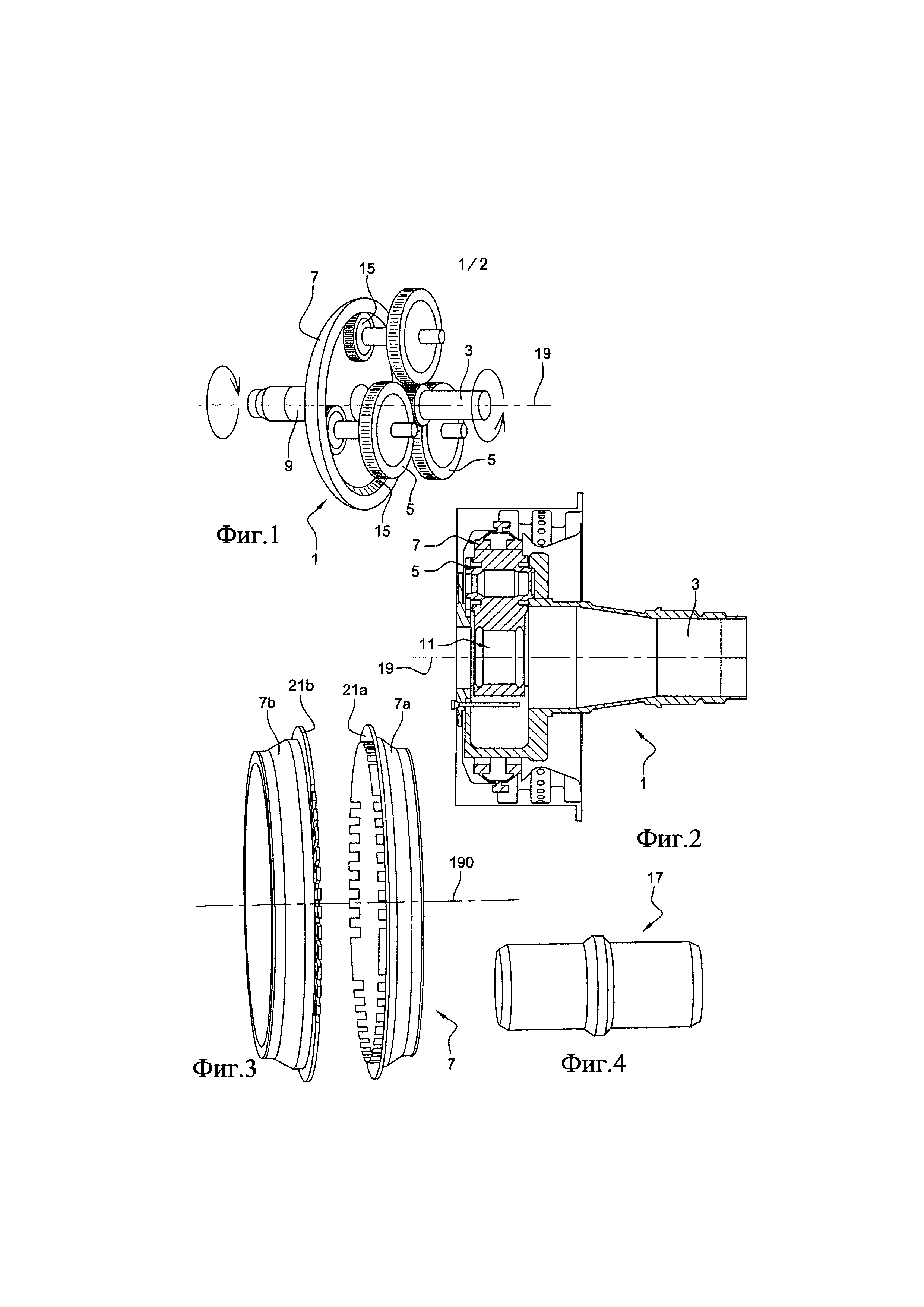
фиг. 1 представляет собой схему расположения зубьев в редукторе для винта турбодвигателя, при этом водило планетарных шестерен, которое является неподвижным относительно системы отсчета, на чертеже не показано,
фиг. 2 показывает внутреннюю часть планетарного или эпициклического редуктора,
фиг. 3 представляет собой начальный этап соосной сборки (по оси 190 коронной шестерни) первой и второй коронных полушестерен,
фиг. 4 показывает монтажный стержень для углового закрепления клином вместе коронных полушестерен,
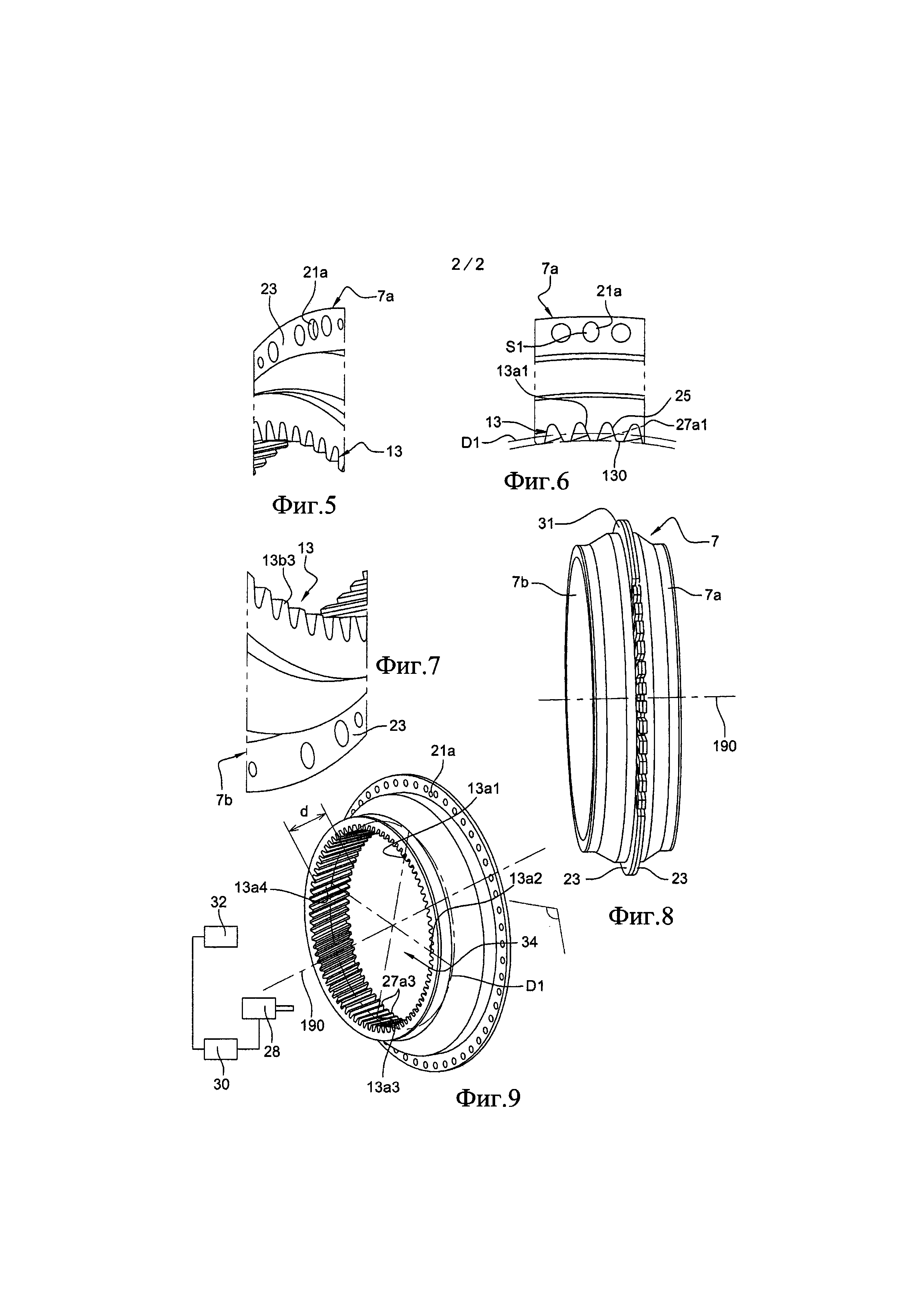
фиг. 5, 6, 7 показывают частично обе коронные полушестерни,
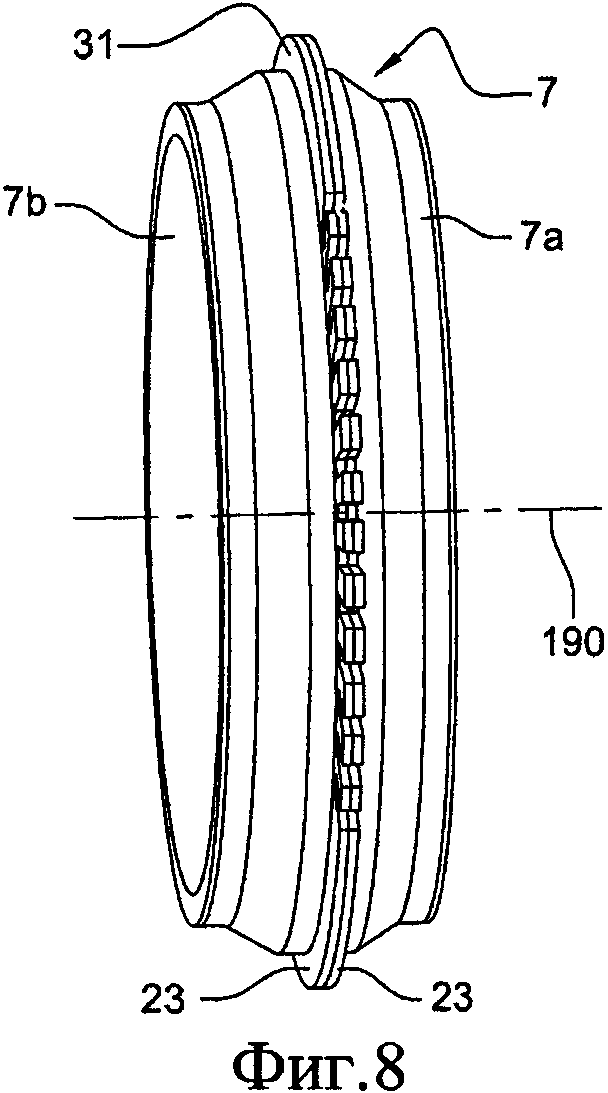
фиг. 8 показывает готовую коронную шестерню, собранную с использованием горячей посадки, и
фиг. 9 показывает характерные зубья, отмеченные для определения возможного отклонения между двумя коронными полушестернями при изготовлении.
Назначение редуктора, размещенного между турбиной и осью винта, заключается в уменьшении скорости вращения винта. Таким образом, фиг. 1 показывает весьма схематично планетарный или эпициклический редуктор 1. Водило, неподвижное относительно системы отсчета, на нижеследующих чертежах не показано. На чертеже показан (входной) вал турбины, обозначенный ссылочной позицией 3, а ссылочными позициями 5 и 7 обозначены, соответственно, планетарные шестерни и коронная шестерня эпициклического редуктора 1. Вал винта (выходной) обозначен ссылочной позицией 9.
На фиг. 2 показаны вал 3 турбины, центральная солнечная шестерня 11, область планетарной передачи или планетарных шестерен 5 и периферическая коронная шестерня 7 с внутренними, в данном случае косыми, зубьями.
В данном примере рассмотрена эпициклическая зубчатая передача с шевронным зубчатым зацеплением.
Исходя из производственных соображений, предпочтительно, чтобы коронная шестерня 7 состояла из двух частей, то есть из двух коронных полушестерен 7а и 7b, как схематически показано на фиг. 3.
Детальный чертеж на фиг. 5 в общих чертах показывает вариант выполнения одинаковым образом каждой из этих коронных полушестерен 7а, 7b. Таким образом, каждая из них содержит внутренние зубья 13, в данном случае косые зубья, расположенные по всей внутренней периферии, точно так же, как проиллюстрировано с той же системой отсчета на фиг. 1, так что коронная полушестерня входит в зацепление с наружными зубьями 15 по меньшей мере некоторых планетарных шестерен.
При этом должно быть обеспечено точное относительное позиционирование обеих коронных полушестерен 7а, 7b.
Как схематически показано на фиг. 5, для обеспечения этого условия выполнен направляющий стержень 17 или стержень, обеспечивающий угловое позиционирование коронных полушестерен относительно друг друга. Данный стержень будет обеспечивать возможность выравнивания зубьев обеих коронных полушестерен.
Для завершения действия, обеспечиваемого этим стержнем, предложено после надлежащего позиционирования полушестерен относительно друг друга с их выровненными зубьями 13, вдоль (например, общей) оси 19 вала турбины и винта 9, выполнять сборку этих первой и второй полушестерен 7а, 7b путем выполнения посадки с натягом, в данном случае путем выполнения горячей посадки.
Следует напомнить, что горячая посадка заключается в окружении внутренней детали, называемой «охватываемой частью», наружной частью, называемой «охватывающей частью». Сборку выполняют с допусками на механическую обработку, которые не допускают сборку вручную или даже с использованием прессовой посадки. Одним решением, которое можно использовать без возникновения ухудшения качества материала, является нагревание охватывающей части для ее расширения перед ее размещением на охватываемой части.
Следствием выполнения такой сборки с использованием горячей посадки является невозможность осуществления в дальнейшем поворота коронных полушестерен относительно друг друга вокруг их центральной оси для их относительного углового позиционирования после завершения горячей посадки. В действительности при этом существует опасность выкрашивания материала, обусловленная горячей посадкой, а также при этом сложно выполнить инструментальную обработку, так как усилие, необходимое для обеспечения поворота коронных полушестерен друг относительно друга, должно быть значительным. Кроме того, в данном способе будет необходимо точное регулирований перемещений, так как после первого позиционирования корректирующие повороты являются слабыми.
Таким образом, предложенное решение заключается в сверлении в одной из двух коронных полушестерен отверстия, размер которого является меньше планируемого размера, для размещения стержня 17 с тем чтобы измерять угловое смещение соответствующих зубьев обеих коронных полушестерен 7а, 7b, и, наконец, в повторном рассверливании указанного отверстия до окончательных размеров перед окончательной сборкой.
Более подробно, предложенный способ включает нижеследующие этапы.
Прежде всего, стержень 17, обеспечивающий угловое позиционирование коронных полушестерен 7а, 7b относительно друг друга, должен быть размещен в первом и втором соответствующих отверстиях 21а, 21b указанных первой и второй коронных полушестерен, тогда как каждое из этих отверстий должно иметь окончательное поперечное сечение, подогнанное под указанный стержень.
Каждое из отверстий 21а, 21b расположено вдоль оси, параллельной общей оси 190 первой и второй коронных полушестерен.
Каждое из этих отверстий предпочтительно расположено в периферической радиальной части 23 коронной полушестерни, окружающей зубчатый венец 13, по существу перпендикулярно ему.
Специфика заключается в том, что первое и второе отверстия 21а, 21b просверливают так, что
первое отверстие 21а имеет первое поперечное сечение, например S1, как показано на фиг. 6, меньшее, чем указанное окончательное поперечное сечение отверстия в первой коронной полушестерне 7а,
при этом второе отверстие 21b имеет второе поперечное сечение, равное указанному окончательному поперечному сечению отверстия во второй коронной полушестерне 7b.
В типичном случае вышеупомянутые сечения могут быть круглыми и иметь диаметры (отверстий с круглым поперечным сечением).
Оба отверстия 21а, 21b просверлены в одном и том же расчетном местоположении.
Как проиллюстрировано на фиг. 6, для заданного зуба, каждый зуб, такой как обозначенный ссылочной позицией 13а, будет иметь активный профиль 25, при этом все зубья первой и, соответственно, второй коронной полушестерни будут проходить радиально вверх до области их внутренней концевой части 130 при одном и том же расчетном диаметре D1 делительной окружности.
После этого определяют и отмечают на каждом зубчатом венце несколько зубьев, равноудаленных друг от друга, например, 13а1, 13а2, 13а3, 13а4, показанных на фиг. 9, при этом первый зуб, который расположен ближе, чем другие зубья к отверстию 21а (см. фиг. 9) его коронной полушестерни, определяет общую систему отсчета для обеих коронных полушестерен. В действительности, во время окончательной сборки обеих коронных полушестерен является важным, чтобы они были расположены соосно и обращены друг к другу при одном и том же относительном угловом положении указанных «отмеченных зубьев».
Затем на каждом отмеченном зубе определяют многомерные координаты отсчетной точки относительно центра (оси 190) коронной полушестерни.
Трехмерные координаты (прямоугольная система координат х, y, z) являются заведомо предпочтительными по сравнению с двумерными координатами (в частности х, y).
Эти полученные многомерные координаты сравнивают с расчетными координатами тех же самых точек на заданном технологическом чертеже.
Практически это вычисление расчетных координат может быть получено значительно раньше посредством трехмерного (3D) обзора заданного технологического чертежа.
Для представления вышеизложенного иным образом, можно считать, что для измерения возможного смещения между шевронными зубьями обеих коронных полушестерен
на первой коронной полушестерне 7а с отверстием 21а для направляющего стержня, просверленным с размером меньшим, чем окончательный размер
a) отмечают вышеупомянутые зубья 13а1, 13а2, 13а3, 13а4. Следовательно, первый зуб является зубом, расположенным ближе всего к отверстию 21а для направляющего стержня,
b) с использованием трехкоординатного маркировочного станка 28 отмечают или обозначают точку (обозначенную, соответственно, ссылочными позициями 27а1, 27а3 для зубьев 13а1, 13а3, как показано на фиг. 6 и 9) на каждом из этих зубьев, которая, таким образом, будет расположена предпочтительно на активном профиле, на делительной окружности (D1) и в серединной части зуба, то есть на половине длины d/2 в осевом направлении, как показано на чертежах (см. на фиг. 9 плоскость 34, проходящую посередине рассматриваемого зуба (в направлении оси)),
c) если принимать во внимание, что координаты x1, y1, z1 указанного зуба будут отмечены в соответствующем компьютере 30, присоединенном к средству 28 записи данных, то благодаря 3D данным, изначально сохраненным в запоминающем средстве 32 в соответствии с заданным технологическим чертежом указанных коронных полушестерен, также будет доступно расчетное расположение каждой вышеупомянутой отмеченной точки (такой как 27а1), при этом ее расчетные трехмерные координаты обозначены как х2, у2, z2,
d) следовательно, посредством вычисления с использованием калькулятора 30 можно определить разницу между координатами x1, y1, z1 и х2, у2, z2, т.е. расхождение Е в координатах (по трем осям х, y, z в примере, рассмотренном в данном документе) между расчетным и фактическим расположением,
на второй коронной полушестерне с отверстием 21b, обработанным до конечных размеров, будут воспроизведены вышеупомянутые этапы от а) до d).
Таким образом, будет получена информация об указанном расхождении Е на каждой коронной полушестерне относительно расчетного расположения рассматриваемых зубьев (или полузубьев), то есть расположения, предусмотренного технологическим чертежом.
Затем отверстие 21а в первой коронной полушестерне может быть повторно рассверлено до окончательных размеров путем смещения так, чтобы получить требуемое расхождение Е между обеими коронными полушестернями.
Даже если вышеупомянутое расположение отверстий 21а, 21b является «одинаковым» на обеих коронных полушестернях 7а, 7b при их наложении, появляется возможность учитывать неодинаковость форм их соответствующих зубьев, что является обычным на практике.
После этого выполняют сборку первой и второй коронных полушестерен вдоль общей оси 190 путем введения указанного стержня 17 в плотное соединение с первым и вторым отверстиями 21а, 21b, а также путем выполнения посадки с натягом по периферии коронных полушестерен, предпочтительно путем выполнения горячей посадки.
Кроме того, для обеспечения качественных внутренних зубьев 13 коронных полушестерен 7а, 7b перед выполнением любого просверливания следует провести зачистку этих зубчатых венцов отдельно на каждой коронной полушестерне. Таким образом, зубья будут иметь точно определенный и завершенный внешний вид.
Следует понимать, что суть выполняемых действий заключается в аккуратности или точности расположения отверстий, подлежащих просверливанию, и, следовательно, в аккуратности или точности углового расположения коронных полушестерен относительно друг друга, поэтому целесообразно для первого вычисления расхождения Е
выполнить измерения для трех и предпочтительно (по меньшей мере) для четырех зубьев, разделенных попарно под углом 90°, на каждой коронной полушестерне,
и затем усреднить измерения, полученные на каждой коронной полушестерне 7а, 7b, путем вычисления среднего арифметического.
Таким образом, на практике будет предпочтительно на каждой коронной полушестерне выполнить измерение расхождения между расчетным положением четырех зубьев, расположенных под 90°, и фактическим положением этих же самых зубьев (см. фиг. 9). Затем получить среднее арифметическое четырех расхождений и провести (при необходимости «уточненное») повторное рассверливание отверстия для направляющего стержня на коронной полушестерне там, где оно было просверлено с меньшим размером, с устранением тем самым какой-либо угловой ошибки.
После правильного просверливания отверстий 21а, 21b можно будет ввести стержень 17 в плотное соединение частично с каждым из этих отверстий и осуществить сборку первой и второй коронных полушестерен путем выполнения плотной посадки в осевом направлении.
На фиг. 8 схематично показана обозначенная ссылочной позицией 31 охватывающая часть, окружающая и плотно прижимающая друг к другу две периферические радиальные части 23 с образованием тем самым соосно соединенной (по оси 190) готовой единой коронной шестерни 7.
Встраивание системы зубчатых колес в стенку шестерни коробки приводов для газотурбинного двигателя
Коробка приводов агрегатов для газотурбинного двигателя и газотурбинный двигатель
Коробка приводов агрегатов (варианты) и газотурбинный двигатель
Редуктор с двумя промежуточными линиями трансмиссии
Способ изготовления редуктора винта
Коробка для установки вспомогательного оборудования на газотурбинный двигатель, содержащая магнитный редуктор
Компактная трансмиссия
Гидродинамический подшипник
Интегрирование насоса в хвостовик шестерни
Масляное сопло для газотурбинного двигателя
Коробка приводов для отбора мощности от газотурбинного двигателя, содержащая сборный корпус
Планетарный редуктор, в частности, для турбомашины
Шестеренчатая коробка передач для отбора мощности на газотурбинном двигателе, состоящая из кинематической цепи с линиями зацепления, расположенными в непараллельных плоскостях
Коробка приводов
Водило планетарной передачи для эпициклического редуктора
Компактная конструкция вспомогательной коробки передач газотурбинного двигателя летательного аппарата
Встраивание системы зубчатых колес в стенку шестерни коробки приводов для газотурбинного двигателя
Коробка приводов агрегатов для газотурбинного двигателя и газотурбинный двигатель
Редуктор с двумя промежуточными линиями трансмиссии
Коробка приводов агрегатов турбомашины, оснащенная центробежным насосом

