Результат интеллектуальной деятельности: Способ заточки шнекового сверла
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при заточке шнековых сверл.
Известны способ шлифования и заточки абразивным или алмазным инструментом с режимами заточки: V=25,0-35,0 м/с, Sпоп=0,08-0,03 мм/ дв. ход, Sпр=3,5-2,0 м/мин [Табл. 13, С. 57, В.И. Муцянко. Абразивная заточка и доводка металлорежущих инструментов. - М.: Машиностроения, 1967. - 159 с.].
Аналогом изобретения является способ заточки задних поверхностей сверл (Патент RU 2466845 от 20.11 2011 Бюл. №32). Способ включает позиционирование сверла относительно шлифовального круга прямого профиля с последующим перемещением сверла и согласованным вращением в процессе заточки.
Недостатком данного способа является неравномерный износ за счет заточки только по задней поверхности сверла, высокая шероховатость режущих кромок.
Прототипом изобретения является способ заточки сверл (Патент RU 2493952 от 27.09 2013 Бюл. №27). Способ предназначен для заточки сверл по передней поверхности и включает позиционирование сверла так, что его режущую кромку располагают перпендикулярно к оси вращения шлифовального инструмента с последующей заточкой сверла посредством его перемещения относительно шлифовального инструмента вдоль режущей кромки сверла, начиная от ее периферии.
Недостатком данного способа является неравномерный износ за счет заточки сверла только по передней поверхности, высокая шероховатость режущих кромок.
Задачей, на которую направлено изобретение, является усовершенствование способа заточки шнекового сверла, способствующее повышению эксплуатационных характеристик.
Технический результат - увеличение периода стойкости и режущей способности сверла, снижение шероховатости режущих кромок, отсутствие заедания и поломки сверла по причине заточки.
Технический результат достигается тем, что способ заточки шнекового сверла на универсально-заточном станке, характеризующийся заточкой с последующей доводкой задней и передней поверхности шнекового сверла, при этом заточку производят абразивным кругом со скоростью вращения 20-30 м/сек, скоростью поперечной подачи стола 0,04-0,06 мм/дв.ход, и скоростью продольной подачи стола 1,7-2,3 м/мин, а доводку осуществляют алмазным кругом со скоростью вращения 12-18 м/сек, скоростью поперечной подачи стола 0,005-0,01 мм/дв.ход и скоростью продольной подачи стола 1,5-2,0 м/мин, при этом при заточке и доводке задней поверхности шнекового сверла его позиционируют в делительной головке относительно направления хода стола под углом 58°-62° и под углом 0° оси шпинделя делительной головки к плоскости стола при непрерывном вращении шпинделя делительной головки, при заточке и доводке передней поверхности шнекового сверла его позиционируют в делительной головке относительно направления хода стола под углом 58°-62° и под углом 18°-22° оси шпинделя делительной головки к плоскости стола с поворотом шнекового сверла на угол 180° после заточки каждой режущей кромки.
Увеличение периода стойкости шнекового сверла достигается за счет обеспечения равномерности углов вдоль режущих кромок. Повышение режущей способности сверла достигается доводкой режущих кромок алмазным кругом до шероховатости Ra=0,32 мкм.
При заточке абразивным кругом со скоростью вращения меньше 20 м/сек, скоростью поперечной подачи стола меньше 0,04 мм/дв.ход, и скоростью продольной подачи стола меньше 1,7 м/мин, при доводке алмазным кругом со скоростью вращения меньше 12 м/сек, скоростью поперечной подачи стола меньше 0,005 мм/дв.ход и скоростью продольной подачи стола меньше 1,5 м/мин снижается производительность. При заточке абразивным кругом со скоростью вращения больше 30 м/сек, скоростью поперечной подачи стола больше 0,06 мм/дв.ход, и скоростью продольной подачи стола больше 2,3 м/мин - не обеспечивается шероховатость Ra=0,32 мкм режущих кромок.
Данные отличительные признаки позволяют обеспечить отсутствие завалов и выкашивания главных и вспомогательных режущих кромок, равноперость режущих кромок, надежное дробление стружки, отсутствие заедания и поломки сверла.
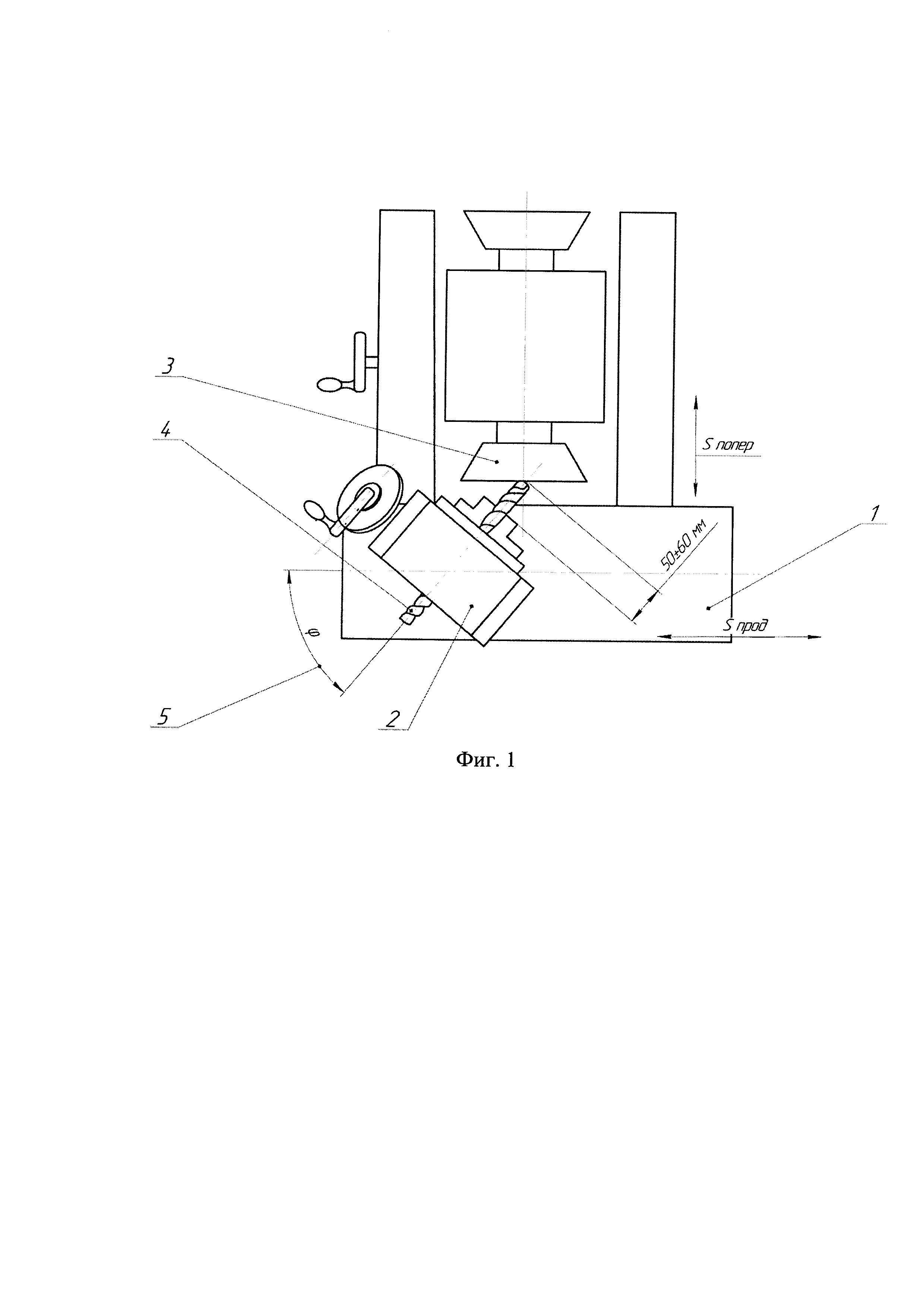
На фиг. 1 показана схема настройки универсально-заточного станка на заточку шнекового сверла. На стол 1 универсально-заточного станка устанавливают делительную головку 2, на угол позиционирования ϕ 5 шнекового сверла 4 относительно оси вращения шлифовального инструмента 3. Шлифовальный инструмент 3 крепится в станке.
Способ заточки шнекового сверла осуществляется следующим образом.
Закрепляют делительную головку 2 на столе 1 универсально-заточного станка, при угле позиционирования 5 оси шпинделя делительной головки 2 относительно направления хода стола 1 - равный 58°-62°; а угол наклона оси шпинделя делительной головки 2 к плоскости стола равный нулю. Закрепляют шлифовальный инструмент 3 на станке, а шнековое сверло 4 в 3-х кулачковом патроне делительной головки 2.
Затем шлифовальному инструменту 3 сообщают вращение и производят заточку задних поверхностей сверла 4 по конусу при непрерывном вращении шпинделя делительной головки 2 со скоростью вращения абразивного круга 20-30 м/сек, скоростью поперечной подачи стола 0,04-0,06 мм/дв.ход, скоростью продольной подачи стола 1,7- 2,3 м/мин. Затем абразивный круг заменяют на алмазный и доводят заднюю поверхность со скоростью вращения 12-18 м/сек, скоростью поперечной подачи стола 0,005-0,01 мм/дв.ход и скоростью продольной подачи стола 1,5-2,0 м/мин.
Далее настраивают станок на заточку передних поверхностей. Делительную головку 2 настраивают, установив ось шпинделя делительной головки 2 под углом 18°-22°к плоскости стола 1. Устанавливают абразивный круг. Шлифовальному инструменту 3 сообщают вращение и затачивают передние поверхности сверла 4 с поворотом шнекового сверла на угол 180° после заточки каждой режущей кромки со скоростью вращения абразивного круга 20-30 м/сек, скоростью поперечной подачи стола 0,04-0,06 мм/дв.ход, скоростью продольной подачи стола 1,7-2,3 м/мин. Далее заменяют абразивный круг на алмазный и доводят передние поверхности шнекового сверла 4 с поворотом шнекового сверла на угол 180° после доводки каждой режущей кромки со скоростью вращения 12-18 м/сек, скоростью поперечной подачи стола 0,005-0,01 мм/дв.ход и скоростью продольной подачи стола 1,5-2,0 м/мин.
При такой последовательности осуществляемых операций обеспечивается качественная заточка шнекового сверла с шероховатостью Ra=0,32 мкм режущих кромок, без применения дополнительного оборудовании.
Примеры конкретного изготовления. Заточка и доводка осуществлялась на универсально-заточном станке мод.ЗА64. Делительную головку 2 модели УДГ-100 устанавливают на стол 1 универсально-заточного станка под углом позиционирования 5 оси шпинделя делительной головки 2 относительно направления хода стола 1 - равный 58°, угол наклона оси шпинделя делительной головки 2 к плоскости стола равен нулю. Закрепляют делительную головку 2 на столе 1 универсально-заточного станка и шлифовальный инструмент 3 на станке.
Закрепляют шнековое сверло 4 в 3-х кулачковом патроне делительной головки 2 через разрезную втулку за диаметр 20 мм, выдерживают вылет сверла 4 из патрона делительной головки L=50.мм, при этом биение сверла по ленточкам должно быть не более 0,02 мм. Затем шлифовальному инструменту 3 сообщают вращение и производят заточку задних поверхностей сверла 4 по конусу при непрерывном вращении шпинделя делительной головки, с последующей доводкой алмазным кругом.
Далее настраивают станок на заточку передних поверхностей. Делительную головку 2 настраивают, установив под углом позиционирования 5 оси шпинделя делительной головки 2 относительно направления хода стола 1 на 58°, а ось шпинделя делительной головки 2 под углом 18° к плоскости стола 1. Шлифовальному инструменту 3 сообщают вращение и затачивают передние поверхности сверла 4 с поворотом шнекового сверла на угол 180° после заточки каждой режущей кромки, с последующей доводкой алмазным кругом.
Для заточки и доводки шнекового сверла диаметром 20 мм длиной l=800 мм по передней и задней поверхности были применены следующие режимы по описанному выше способу. Данные указаны в табл. 1.
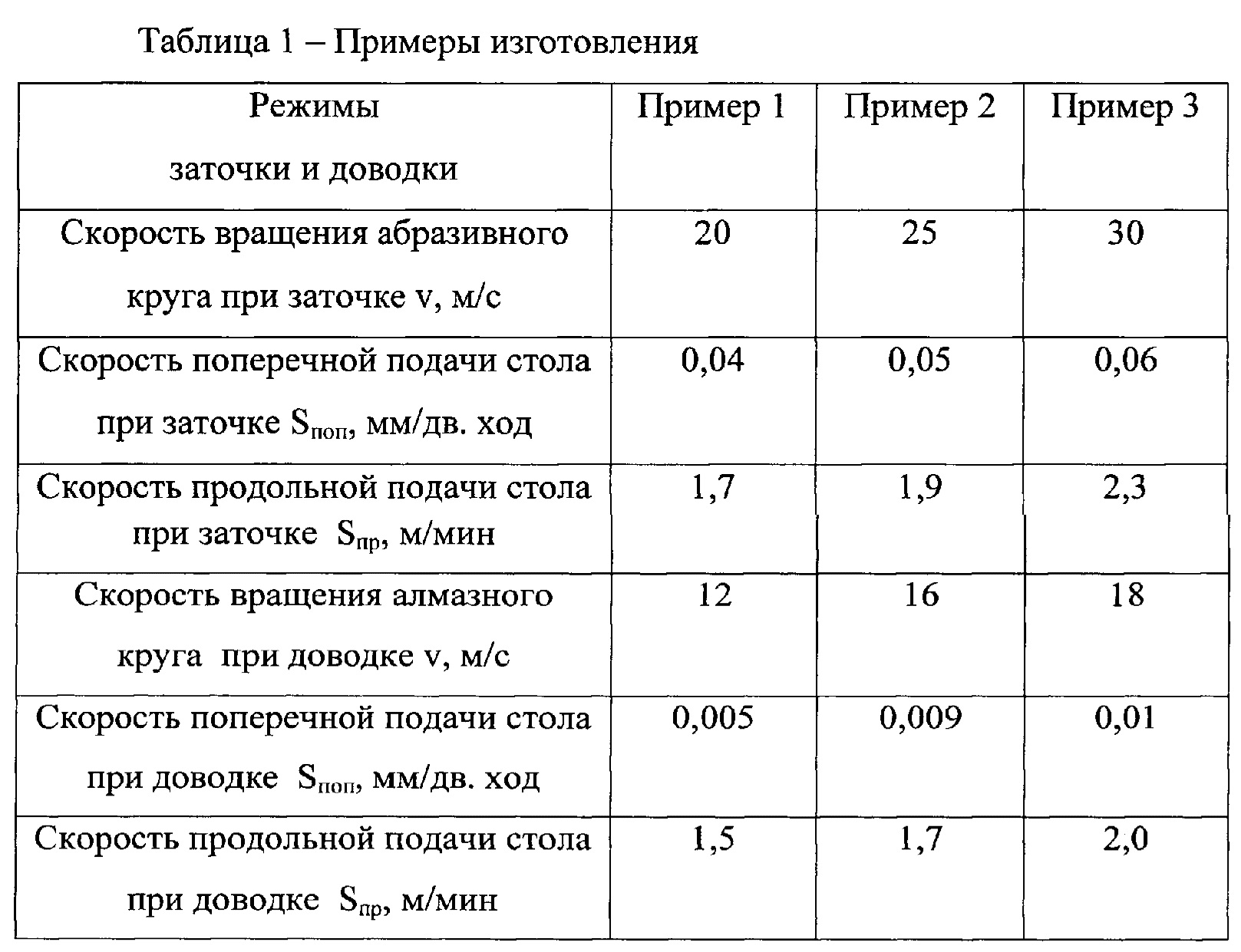
При заточке использовался абразивный круг Э40СМ1К6, при доводке алмазный круг АЧК зернистостью АС10, связка Б1, концентрация 100%.
Экспериментально установлено, что лучшим примером для отсутствия заедания и поломки сверла по причине заточки является пример 1, где скорость вращения абразивного круга v=20 м/с, скорость поперечной подачи стола Sпоп=0,04 мм/дв. ход, скорость продольной п одачи стола Sпр=1,7 м/мин; с режимами доводки: скорость вращения алмазного круга v=12 м/с, скорость поперечной подачи стола Sпоп=0,005 мм/дв. ход, скорость продольной подачи стола Sпр=1,5 м/мин.
В результате предложенного способа увеличивается период стойкости сверла и режущая способность сверла на 20%, обеспечивается надежное дробление стружки, отсутствует заедание и поломка сверла по причине заточки.
Способ заточки шнекового сверла на универсально-заточном станке, характеризующийся заточкой с последующей доводкой задней и передней поверхностей шнекового сверла, при этом заточку производят абразивным кругом со скоростью вращения 20-30 м/сек, скоростью поперечной подачи стола 0,04-0,06 мм/дв.ход и скоростью продольной подачи стола 1,7-2,3 м/мин, а доводку осуществляют алмазным кругом со скоростью вращения 12-18 м/сек, скоростью поперечной подачи стола 0,005-0,01 мм/дв.ход и скоростью продольной подачи стола 1,5-2,0 м/мин, причем при заточке и доводке задней поверхности шнековое сверло позиционируют в делительной головке относительно направления хода стола под углом 58-62° и под углом 0° оси шпинделя делительной головки к плоскости стола при непрерывном вращении шпинделя делительной головки, а при заточке и доводке передней поверхности шнековое сверло позиционируют в делительной головке относительно направления хода стола под углом 58-62° и под углом 18-22° оси шпинделя делительной головки к плоскости стола с поворотом шнекового сверла на угол 180° после заточки каждой режущей кромки.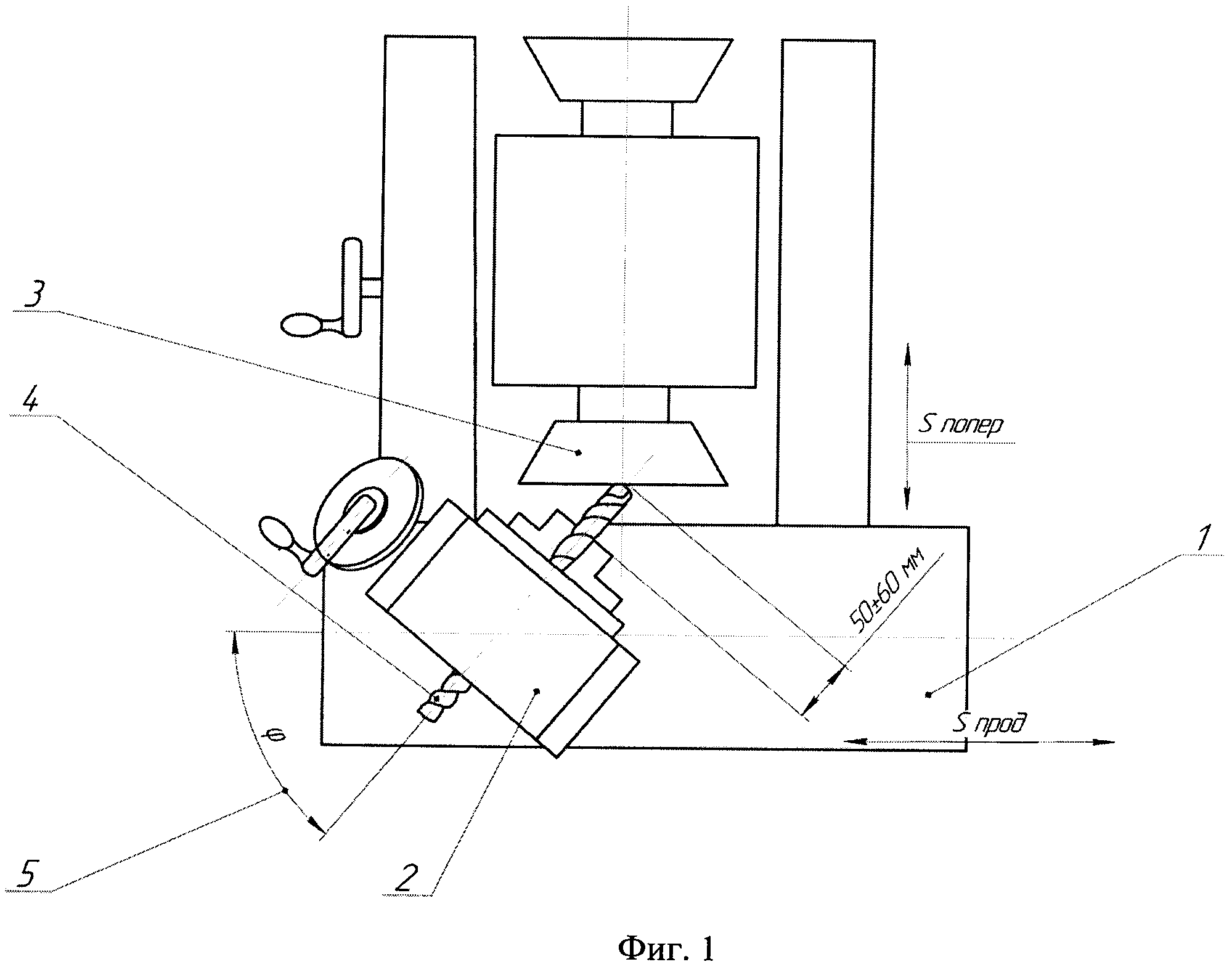
Аксиальный трехвходовый ветро-солнечный генератор
Соус ягодный
Безглютеновая сухая смесь для блинчиков
Сухая смесь для блинчиков
Кондитерская оболочка
Сухая смесь для блинчиков
Применение способа неинвазивной световой импульсной терапии для фотостимуляции растений и микроорганизмов
Установка для пропаривания и увлажнения табачных кип
Способ оптимального адаптивного управления процессом бурения нефтегазовых скважин по трем режимным параметрам
Способ сверления глубокого отверстия в стальной заготовке
Способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок
Способ сверления сквозных отверстий в меди
Способ сверления глубокого отверстия в медной заготовке на токарно-винторезном станке
Способ сверления глубоких отверстий в меди
Способ строгания бронзовой плиты
Способ изготовления полой цилиндрической заготовки
Способ получения износостойкого покрытия на изделии из инструментальной стали

