Результат интеллектуальной деятельности: Устройство для стыковой контактной сварки прутков
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно при сварке прутковых заготовок по их торцам для удлинения или соединения между собой прутков разных марок при производстве сверл, фрез, строительной арматуры и т.д.
Известно устройство для такой сварки в виде подвижного и неподвижного электродов с закрепленными на них прутками; от усилия сжатия торцы заготовок контактируют между собой с пропусканием через них сварочного тока и поэтому разогрева их в зоне контакта с образованием сварной точки для соединения заготовок между собой (см. книгу Технология металлов и конструкционные материалы. / Б.А. Кузьмин и др. - М.: Машиностроение, 1988, с. 413-415).
Его недостаток: низкая стойкость нагретых заготовками электродов без искусственного охлаждения; значительная материалоемкость электродов призматической формы.
Известно и устройство для охлаждения таких электродов в виде двух продольных глухих каналов подвода и отвода хладагента, открытых в поперечный и закрытый с концов канал, реализованное в отечественных станках с такой сваркой (см. SU 1328111 А1, 07.08.1987) с выше указанными последними недостатками.
Известно и устройство для контактной точечной сварки прутков между собой их боковыми поверхностями, содержащее электрод призматической формы, закрепленный опорной поверхностью на верхней поверхности охлаждаемого держателя призматической формы, имеющего продольные глухие каналы для подвода и отвода хладагента, открытые в закрытую с концов поперечную канавку, выполненную на этой поверхности, причем по периметру этой канавки образовано отделенное стенками от внешнего периметра держателя понижение под уплотнительную прокладку, герметизирующую зону циркуляции хладагента (см. RU 2628718 С1, 21.08. 2017).
Его недостатки: большое количество продольно -поперечных канавок на опорной под электрод поверхности держателя, определяемое длиной свариваемых прутков; значительная материалоемкость этих одинаковых по размерам элементов и поэтому существенная трудоемкость} держателя; охлаждение электрода только в зонах канавок последнего.
Задачей предлагаемых решений является повышение эффективности охлаждения электрода и снижение его материалоемкости с упрощением конструкции держателя и уменьшением его трудоемкости.
Технический результат от предлагаемого: увеличение срока службы электрода и улучшение экономических показателей предлагаемого устройства. Это достигается тем, что в устройстве для стыковой контактной сварки прутков, содержащем электрод призматической формы, закрепленный опорной поверхностью на верхней поверхности охлаждаемого держателя призматической формы, имеющего продольные глухие каналы для подвода и отвода хладагента, открытые в края закрытой с концов поперечной канавки, выполненной на этой поверхности, причем по периметру этой канавки образовано отделенное стенками от внешнего периметра держателя понижение под уплотнительную прокладку, герметизирующую зону циркуляции хладагента, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО на верхней поверхности держателя выполнена другая поперечная канавка, отделенная от имеющейся канавки стенкой-опорой электрода- с окнами - продолжениями его продольных глухих каналов под хладагент; при этом в зоне краев этой стенки образованы понижения, переходящие в имеющееся понижение первой канавки и в выполненное понижение по внешнему периметру другой канавки под выше указанную прокладку; на вершине образованной между этими поперечными канавками держателя стенки выполнены свои с открытыми в них краями канавки. Образованием в держателе закрытой с концов другой поперечной канавки увеличивается охлаждаемая поверхность электрода в 2 раза по сравнению с одной канавкой, чем увеличивается его стойкость.
Наличием разделяющих эти канавки стенки такой же длины, как и канавки, вершина которой расположена заподлицо с верхней поверхностью держателя, обеспечивается опора электроду призматической формы со свариваемым прутком, расположенным через его стенку на середине этой стенки, воспринимающей усилие зажима свариваемого прутка. Формированием с краев этой стенки в ней по поперечному окну, продолжению каналов подвода и отвода хладагента в поперечные канавки держателя, обеспечивается поступление его из одной канавки в другую, не нарушается сплошность вершины этой стенки по ее краям и, следовательно, ее прочность к действию усилия зажима прутка в электроде, чем также упрощается изготовление держателя, т.к. проще просверлить окно в этой стенке, чем выполнить фрезерованием проточку на краю ее для соединения поперечных канавок держателя.
Созданием в зоне краев стенки понижений, открытых краями в имеющееся понижение 1-й канавки и в образованное понижение по периметру другой канавки, отделенных стенками от периметра держателя, под общую для этого устройства уплотнительную прокладку, герметизируется зона циркуляции хладагента в нем.
Выполнение в образованной стенке поперечных окон, являющихся продолжением продольных каналов держателя, обеспечивается перетекание хладагента из одной поперечной канавки в другую для повышения эффективности охлаждения электрода.
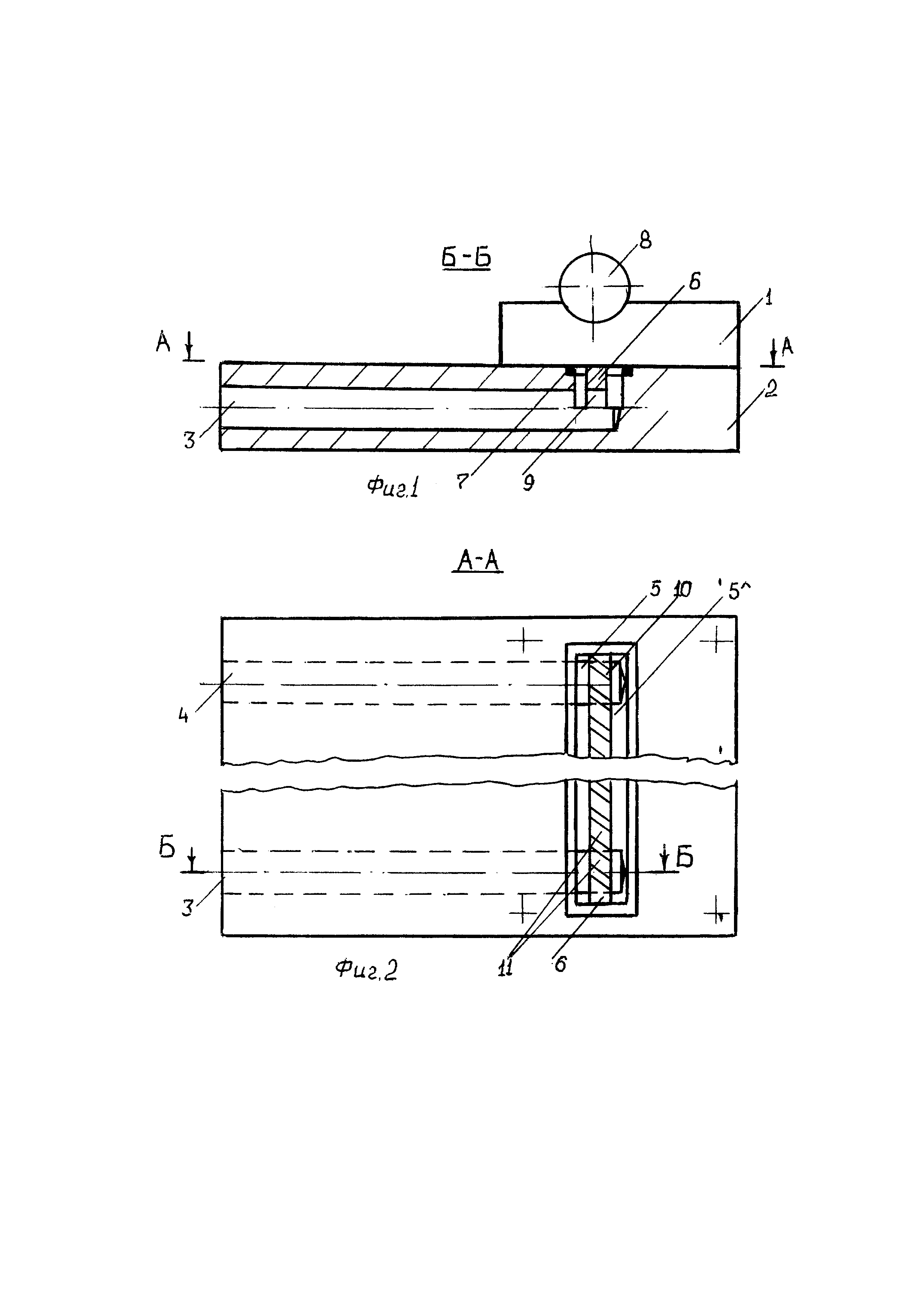
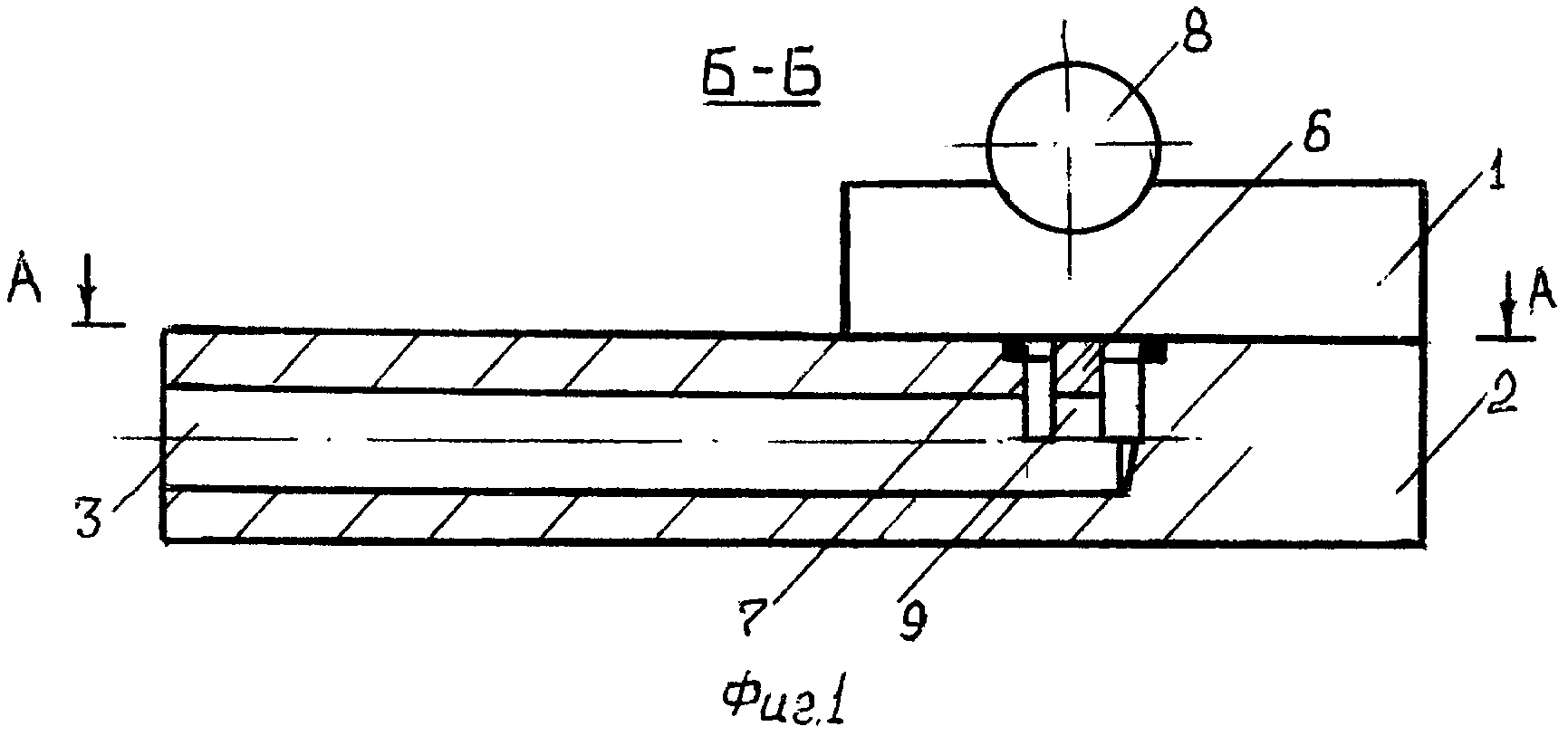
Созданием на вершине образованной стенки держателя своих канавок с открытыми в его поперечные канавки концами увеличивается охлаждаемая поверхность электрода на площадь их доньев и возрастает его стойкость. Анализ предлагаемого с известными сейчас решениями показывает, что оно ново, существенно отличаются от них, промышленно пригодно и поэтому является ИЗОБРЕТЕНИЕМ. Это устройство представлено чертежом с фиг. 1 и 2 п. 1-2 его формулы и содержат призматические подвижный электрод 1, размещенный опорной поверхностью на верхней плоскости латунного или из нержавеющей стали держателя 2 и зафиксированный на нем крепежом (устройство неподвижных электрода со своим держателем аналогично описываемому); в держателе 2 выполнены продольные глухие каналы 3 и 4, открытые в его поперечные канавки 5 и 5^, выполненные на его верхней плоскости с закрытыми концами, разделенные между собой стенкой 6 предназначенные соответственно для подвода хладагента в задние части канавок 5 и 5^ и отвода нагретого теплом электрода 1 хладагента из их передних частей за пределы держателя 2; по периметру этих канавок и в зоне краев стенки 6 выполнено отделенное стенками от периметра держателя общее понижение под уплотнительную прокладку 7, герметизирующую зону охлаждения электрода 1. Позиция 8 - свариваемый пруток, расположенный в канавке электрода и отделенный его стенками от середины стенки 6. В краях этой стенке выполнены поперечные окна 9 и 10 - продолжение продольных каналов 3 и 4 держателя - для поступления хладагента из левой канавки 5 в правую 5^ в задней части электрода 1 и наоборт в его передней части. На ее вершине могут быть и открытые с краев свои малые канавки 11 с углом наклона < 90 относительно продольной оси симметрии стенки, разделенные между собой своими малыми стенками. Этим решением увеличивается охлаждаемая поверхность электрода на площадь доньев канавок 11, чем, следовательно, повышаются эффект охлаждения и стойкость его
Охлаждение электрода 1 происходит так: хладагент по каналу 3 держателя подается в его поперечную канавку 5 и через окно 9 стенки 6 в другую канавку 5^, протекая по которым охлаждает опорную поверхность электрода 1 в зоне расположения этих канавок; нагретый его сварочным теплом хладагент канавки 5^ через окно 10 стенки 6 поступает в канавку 5 и из нее отводится по каналу 4 держателя 2 за его пределы. В вершину стенки 6 толщиной не менее 2-3 мм упирается опорная поверхность электрода 1 и поэтому его стойкость возрастает, т.к. он может работать и при меньших толщинах самой тонкой части его, расположенной на оси симметрии электрода в конце срока службы его.
При реализации п. 2 формулы ширина малых стенок между малыми канавками 11 стенки 6 примерно равна одной трети ширины этих канавок (3-4 мм), по которым дополнительно, кроме окна 10, циркулирует хладагент из канавки 5^ в канавку 5 глубиной 5-6 мм и ее шириной, определяемой диаметром свариваемых прутков.
Эффективность охлаждения электрода 1 с малыми канавками 11 выше, чем без них, и определяется величиной охлаждаемой поверхности его, скоростью циркуляции хладагента вдоль этой поверхности, продолжительностью цикла сварки, толщинами стенок между теплообменными поверхностями электрода и при оптимальных величинах этих параметров температура электрода к началу очередной сварки будет минимальна, обеспечивающая максимальную стойкость его. При длине электрода в несколько раз меньше длины держателя, его толщине в 1, 5 раза как минимум меньше электрода -прототипа из-за использования стенки между двумя поперечными канавками, существенно снижающими затраты на его материал и трудоемкость держателя, улучшая этим самым экономические показатели предлагаемого устройства с одновременным возрастанием как минимум в 1,5 раза стойкости такого электрода.
Устройство для электромагнитной точечной сварки
Устройство для электромагнитной точечной сварки
Поршневой узел машины литья под давлением
Электрод-колпачок для контактной точечной сварки
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Способ охлаждения горячего штампа
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод-колпачок для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

