Результат интеллектуальной деятельности: СПОСОБ СОЗДАНИЯ ТВЁРДОГО ПОВЕРХНОСТНОГО СЛОЯ НА ДЕТАЛИ АВТОСЦЕПКИ ГРУЗОВОГО ВАГОНА
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при термической обработке деталей автосцепок железнодорожного подвижного состава для создания твёрдого слоя на подверженных износу рабочих поверхностях деталей.
Известен способ создания твёрдого поверхностного слоя путём многопроходной наплавки на рабочих поверхностях деталей автосцепного устройства железнодорожного вагона, обеспечивающий исключение повреждения наплавленного слоя по кромкам указанных рабочих поверхностей (RU 57226 U1, опубл. 10.10.2006). Известный способ предполагает два варианта реализации, при которых рабочие поверхности детали автосцепного устройства предварительно занижают на толщину наплавляемого слоя и за несколько проходов наплавляют износостойкой проволокой. По одному из вариантов, по кромкам рабочих поверхностей деталей выполняют окантовочные валики из проволоки, обладающей твердостью меньшей, чем твердость проволоки, из которой выполнена основная наплавка. Согласно другому варианту, выполняют выступы, отлитые за одно целое с телом деталей, имеющие твердость меньшую, чем твёрдость проволоки, из которой выполнена основная наплавка.
При реализации данного способа имеется необходимость локального изменения формы отливок, из которых будет изготовлена деталь. В случае несоответствия после нанесения наплавки геометрических параметров детали требованиям документации может возникнуть необходимость дополнительной механической обработки с целью получения требуемой конфигурации и размеров наплавленного слоя. Кроме того, необходимо приобретение дополнительных материалов (проволоки) для осуществления наплавки.
Известен также способ термической обработки литых стальных деталей автосцепки, применяемой для автоматического сцепления железнодорожного подвижного состава, позволяющий повысить твёрдость и циклическую долговечность материала деталей автосцепки (RU 2415182 С1, опубл. 27.03.2011). Известный способ термической обработки после восстановления деталей автосцепки, принятый за наиболее близкий аналог, включает индукционный нагрев током высокой частоты (ТВЧ) детали автосцепки при температуре 890-940°С в течение 5-30 минут и последующее охлаждение детали автосцепки, помещённой в закалочный бак, потоком воды, циркулирующей по замкнутому контуру, в течение 0,4-2,5 минут. Оборудование для реализации способа может состоять из индуктора для нагрева детали автосцепки, источника питания, закалочного бака, закалочного устройства, блока согласующих трансформаторов, насоса.
Данный способ позволяет осуществить термическую обработку и повысить твёрдость всей поверхности восстанавливаемой части детали автосцепки в целом, однако не даёт возможности создать твёрдый слой отдельной, наиболее подверженной износу рабочей поверхности части детали автосцепки, в частности, тяговой поверхности большого и малого зубьев или поверхности зацепления замка.
Техническим результатом, обеспечиваемым изобретением, является повышение твёрдости наиболее подверженных износу рабочих поверхностей детали автосцепки грузового вагона с обеспечением сохранности исходной конфигурации контура рабочих поверхностей, включая кромки, повышение долговечности детали автосцепки грузового вагона.
Достигается указанный технический результат тем, что способ создания твёрдого поверхностного слоя на детали автосцепки грузового вагона включает индукционный нагрев поверхности детали и охлаждение нагретой поверхности подачей воды, при этом в отличие от наиболее близкого аналога, индукционный нагрев осуществляют при помощи индуктора непрерывно-последовательным методом в зоне рабочей поверхности детали автосцепки, исключая кромку рабочей поверхности, предварительно сканируют рабочую поверхность детали для построения траектории перемещения индуктора в пределах зоны индукционного нагрева, индуктор перемещают над рабочей поверхностью детали посредством автоматического управления в пределах зоны индукционного нагрева, а охлаждение осуществляют в процессе перемещения индуктора путём подачи воды на нагретую поверхность через отверстия, выполненные в корпусе индуктора.
В качестве индуктора может быть использована медная трубка квадратного сечения с ферритовым магнитопроводом.
В частных формах реализации индуктор перемещают на постоянном расстоянии от рабочей поверхности детали, составляющем от 1 мм до 3 мм.
Преимущественно ширина кромки рабочей поверхности детали составляет от 5 мм до 10 мм.
Отверстия в корпусе индуктора могут быть выполнены под углом к нижней части индуктора таким образом, чтобы обеспечивать наклонное направление подачи воды на нагретую поверхность, совпадающее с направлением перемещения индуктора.
Рабочей поверхностью детали для индукционного нагрева с целью создания твёрдого поверхностного слоя может быть тяговая поверхность большого зуба, либо тяговая поверхность малого зуба корпуса автосцепки.
Применение метода непрерывно-последовательного нагрева током высокой частоты позволяет осуществлять нагрев и создавать твёрдый слой на отдельных поверхностях детали, а именно, на рабочих поверхностях, наиболее подверженных износу в процессе эксплуатации автосцепки грузового вагона. Охлаждение нагретой поверхности путём подачи воды на эту поверхность в процессе перемещения индуктора позволяет осуществлять этап охлаждения непосредственно сразу после этапа индукционного нагрева и тем самым исключить из процесса этап выдержки, обеспечивая создание твёрдого слоя на рабочей поверхности детали, без прогрева детали на всю толщину. Осуществление индукционного нагрева в пределах зоны рабочей поверхности детали автосцепки, исключая кромку рабочей поверхности, не оказывает влияния на исходную конфигурацию детали. Не подверженная индукционному нагреву кромка рабочей поверхности сохраняет исходную твёрдость поверхностного слоя, что снижает вероятность хрупкого разрушения кромки в процессе эксплуатации автосцепки. Последовательность предлагаемых этапов обеспечивает увеличение устойчивости рабочей поверхности детали автосцепки к износу, повышение долговечности, увеличение межремонтного срока службы автосцепки.
Изобретение поясняется графическими материалами, где показано:
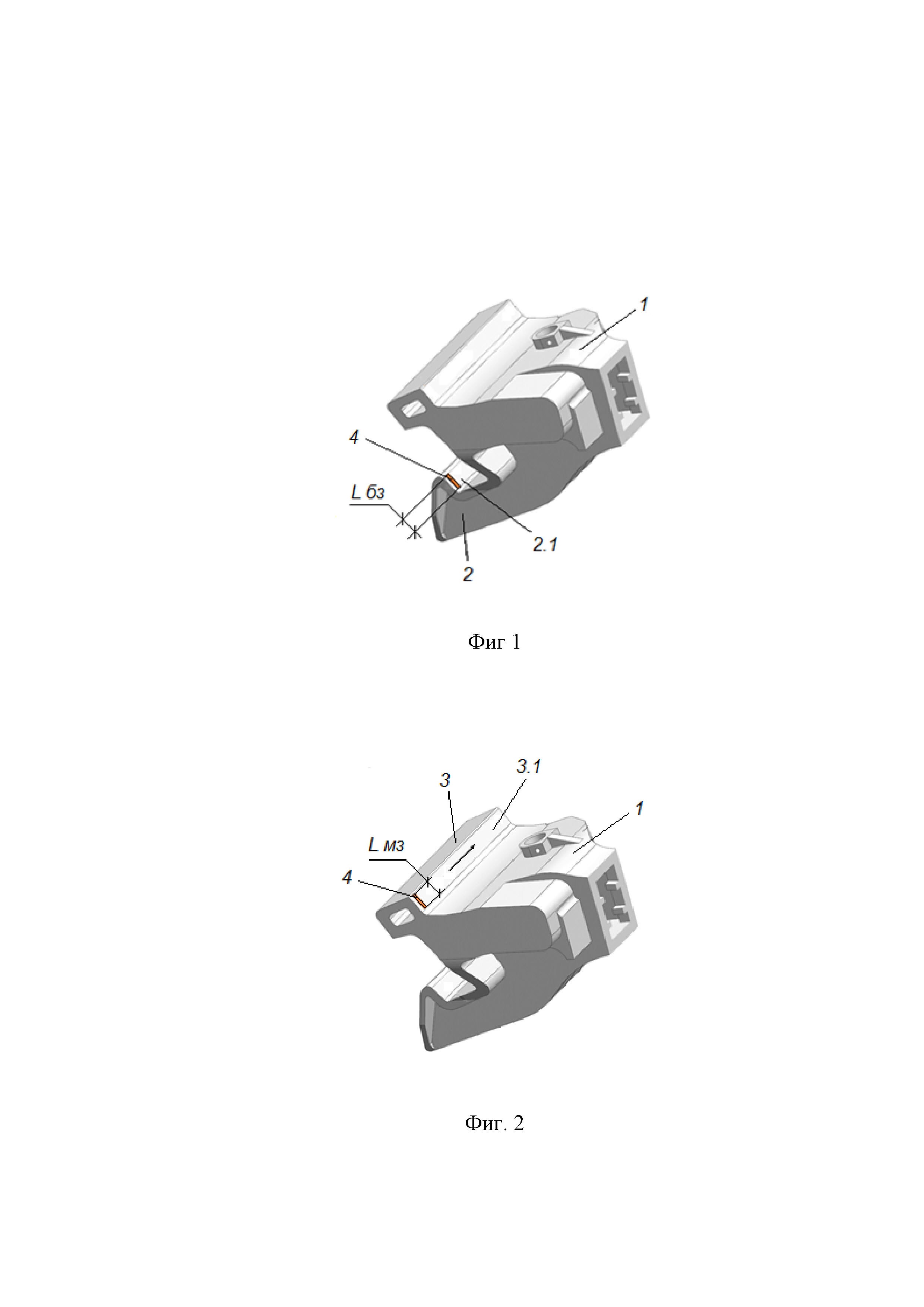
на фиг. 1 - расположение индуктора над тяговой поверхностью большого зуба корпуса автосцепки, аксонометрическая проекция;
на фиг. 2 - расположение индуктора над тяговой поверхностью малого зуба корпуса автосцепки, аксонометрическая проекция;
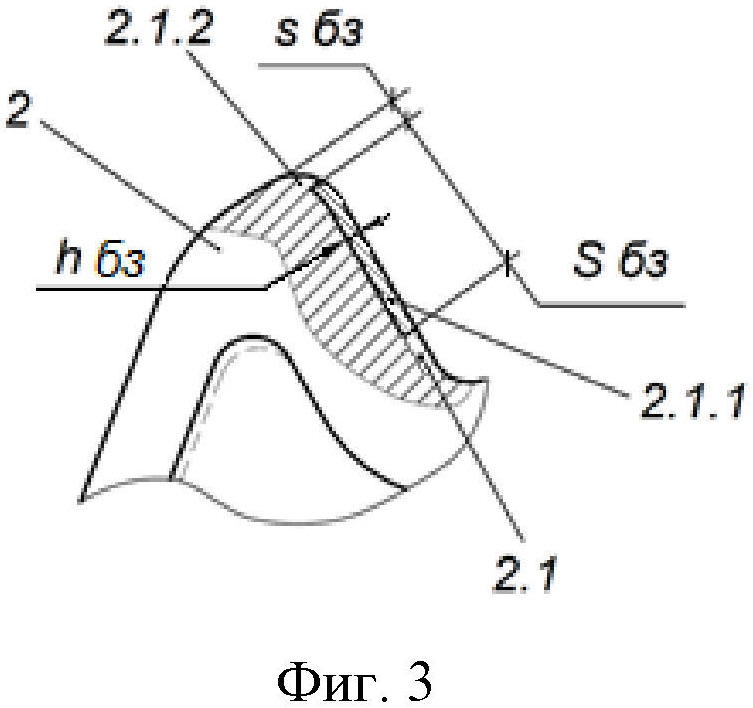
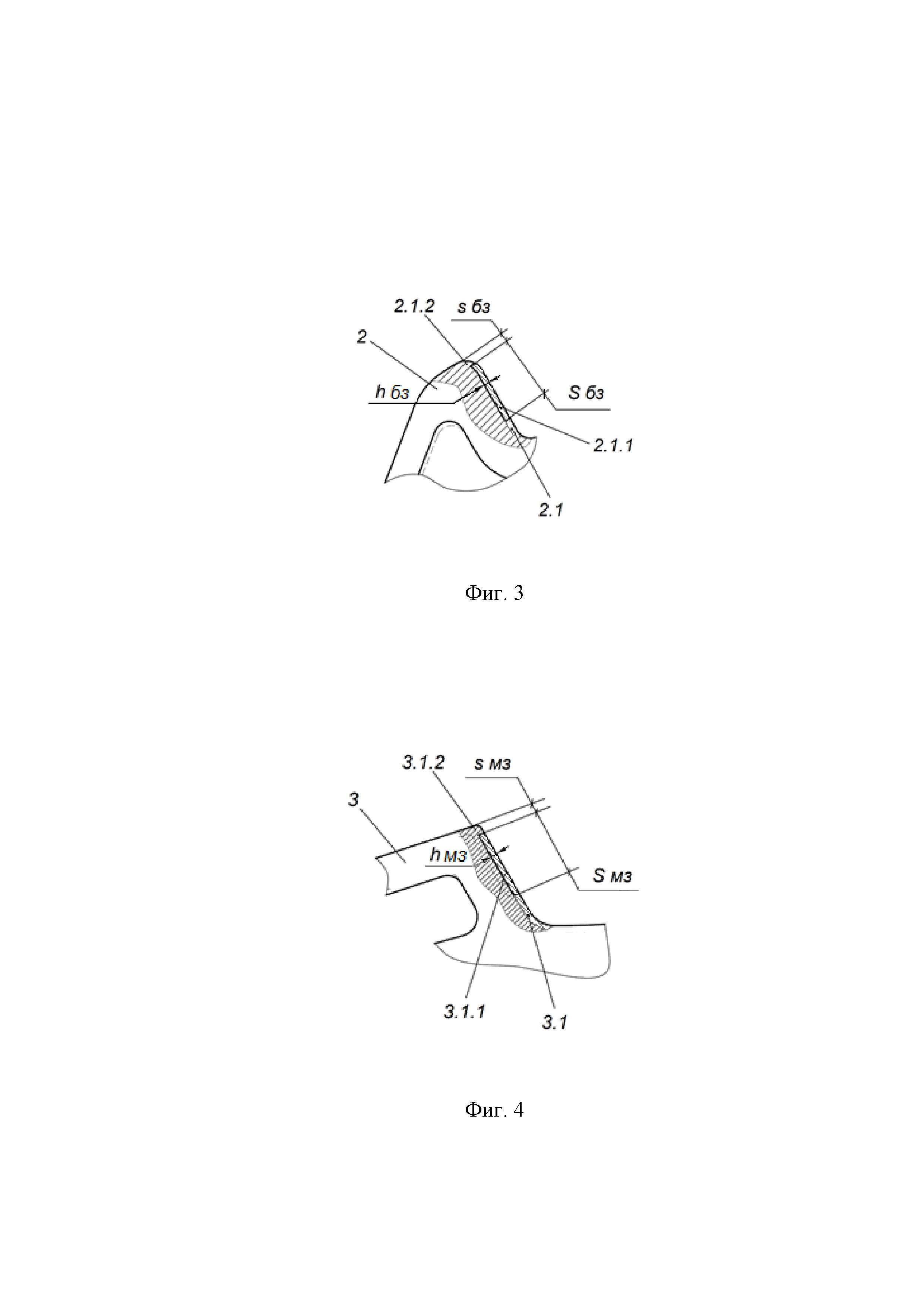
на фиг. 3 - большой зуб корпуса автосцепки с зоной индукционного нагрева, местный поперечный разрез;
на фиг. 4 - малый зуб корпуса автосцепки с зоной индукционного нагрева, местный поперечный разрез;
на фиг. 5 - зависимость твёрдости структуры с 99,9% мартенсита от количества углерода в стали.
Предлагаемое изобретение позволяет создать твёрдый поверхностный слой на таких рабочих поверхностях корпуса 1 автосцепки, как рабочая поверхность 2.1 большого зуба 2 (фиг. 1) и рабочая поверхность 3.1 малого зуба 3 (фиг. 2). Индуктор 4, который может иметь различную конфигурацию, в той своей части, которая обращена к рабочей поверхности 2.1 или 3.1, выполнен, соответственно, длиной Lбз или длиной Lмз.
Зона 2.1.1 индукционного нагрева на большом зубе 2 корпуса 1 автосцепки (фиг. 3) имеет ширину Sбз, глубину hбз и располагается на расстоянии от края большого зуба 2, соответствующем ширине sбз кромки 2.1.2.
Зона 3.1.1 индукционного нагрева на малом зубе 3 корпуса 1 автосцепки (фиг. 4) имеет ширину Sмз, глубину hмз и располагается на расстоянии от края большого зуба 2, соответствующем ширине sмз кромки 3.1.2.
Индуктор 4 расположен таким образом, что его обращённая к рабочей поверхности детали часть длиной L расположена параллельно короткой стороне рабочей поверхности 2.1 или 3.1. При этом величина указанной длины L не превышает величины ширины S соответствующей зоны индукционного нагрева для исключения индукционного нагрева кромки рабочей поверхности. Ширина sбз и sмз кромок 2.1.2 и 3.1.2 составляет от 5 до 10 мм, что обусловлено требованием сохранности конфигурации контура рабочих поверхностей. При ширине кромок менее 5 мм возрастает вероятность откалывания кромок от действия эксплуатационных нагрузок; при ширине кромок более 10 мм происходит сокращение площади зоны индукционного нагрева с твёрдым поверхностным слоем.
В состав оборудования для реализации предлагаемого способа входят электромеханическая часть, включающая в себя индуктор ТВЧ, сканирующее устройство, система автоматического управления (САУ) положением и движением индуктора, генератор тока высокой частоты. В качестве индуктора используют, в частности, медную трубку, имеющую квадратное сечение, с ферритовым магнитопроводом. В корпусе медной трубки выполнены сквозные отверстия для выполнения индуктором функции охлаждающего устройства.
Перед проведением индукционного нагрева (поверхностной закалки ТВЧ) детали автосцепки осуществляют сканирование рабочей поверхности детали с целью определения геометрии рабочей поверхности. Результаты сканирования передаются в САУ для построения траектории трёхмерного движения индуктора над рабочей поверхностью детали.
Для осуществления предлагаемого способа индуктор 4 размещают над тяговой поверхностью 2.1 большого зуба 2 корпуса 1 автосцепки (фиг. 1), либо над тяговой поверхностью 3.1 малого зуба 3 корпуса 1 автосцепки (фиг. 2) и приводят индуктор 4 в действие. Индуктор 4 осуществляет перемещение с постоянной скоростью, в направлении трех координат, задаваемом САУ, с соблюдением постоянного расстояния над рабочей поверхностью, повторяя индивидуальную геометрию рабочей поверхности детали, включая ее криволинейные участки.
Для охлаждения зоны индукционного нагрева в процессе перемещения индуктора 4 на нагретую поверхность подают воду из отверстий, выполненных в нижней части корпуса индуктора 4. При этом отверстия могут быть выполнены под углом к нижней части индуктора таким образом, чтобы обеспечивать наклонное направление подачи воды на нагретую поверхность металла, совпадающее с направлением перемещения индуктора.
Твердость поверхностного слоя, получаемая в результате осуществления способа, находится в диапазоне 40,5-50,0 HRC. Данный диапазон твердости обеспечивается получением в результате закалки слоя со структурой мартенсита с содержанием углерода 0,17-0,25% (фиг. 7).
После проведения поверхностной закалки ТВЧ проводят низкий отпуск при температуре 180-250°С для снятия остаточных напряжений.
Индивидуальность каждой отдельной рабочей поверхности, имеющая место в силу наличия довольно больших величин допусков на размеры, учитывается с помощью САУ и предварительного сканирования каждой поверхности перед индукционным нагревом для построения траектории движения индуктора.
Для различных вариантов стали 20ГЛ в пределах марочного состава по ГОСТ 22703 «Детали литые сцепных и автосцепных устройств железнодорожного подвижного состава. Общие технические условия» проведены компьютерные расчеты с учетом скорости нагрева металла и исходного состояния металла перед закалкой ТВЧ после объемной закалки с отпуском. Диапазон температур индукционного нагрева на глубине h=3 мм составляет 880-910°С и обусловлен обеспечением гомогенного аустенита. Температура индукционного нагрева на поверхности детали составляет от 910 до 1150°С. Верхнее значение температуры 1150°С обусловлено тем, что выше данной температуры происходит чрезмерный рост аустенитного зерна - свыше среднего условного диаметра 55 мкм (соответствует номеру 5 по ГОСТ 5639 «Стали и сплавы. Методы выявления и определения величины зерна»). Скорость перемещения индуктора составляет 1,5-3 мм/с. Расстояние между индуктором и рабочей поверхностью детали составляет от 1 до 3 мм. Данные диапазоны скорости перемещения индуктора и расстояния между индуктором и рабочей поверхностью детали выбраны таким образом, чтобы обеспечить указанные выше диапазоны температур индукционного нагрева детали на рабочей поверхности и на глубине h не более 3 мм.

Универсальная система перевозки съемных грузовых модулей (варианты)
Способ упрочнения пятника единицы железнодорожного подвижного состава и устройство для его осуществления
Боковая рама тележки грузового вагона
Система для разгрузки сыпучих материалов из грузовых ёмкостей
Литой корпус сцепки железнодорожного подвижного состава
Тормоз электропневматический грузового вагона (варианты)
Устройство для крепления котла вагона-цистерны к раме платформы (варианты)
Профиль поверхности обода железнодорожного колеса
Способ изготовления литейной формы методом вакуумно-пленочной формовки и прокалывающий элемент для его реализации
Коготь железнодорожной сцепки (варианты) и способ его изготовления
Способ обработки опорных витков пружин методом плазменной резки, роботизированный комплекс и линия для его воплощения
Железнодорожное колесо
Балка надрессорная
Котёл цистерны и способ его изготовления
Способ изготовления отливок в вакуумно-плёночных формах на конвейере и устройство для его осуществления
Способ выполнения газоотводных каналов в литейной форме

