Результат интеллектуальной деятельности: СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к цветной металлургии, в частности к литейному производству алюминиевых сплавов по газифицируемым моделям, и может быть использовано в авиационной технике и автомобилестроении.
В качестве аналога известен способ литья алюминиевых сплавов, который включает сборку моделей и элементов литниковой системы, имеющих пустотелые полости и газоотводные каналы, нанесение противопригарной краски, формовку в песке, вакуумирование литейной формы и заливку ее металлом при переменном давлении газа над металлом, которое дважды понижают ниже атмосферного: в начале и в конце заполнения формы металлом. При этом над залитой полостью форм поддерживают избыточное давление газа, превышающее давление на противопригарную краску, но ниже металлостатического давления в форме. Причем в этом случае наносят противопригарную газонепроницаемую краску (Патент РФ №1764768, МПК B22C 9/00, опубл. 30.09.1992).
Наиболее близким по технической сущности является способ литья по газифицируемым моделям (ЛГМ) алюминиевых сплавов, включающий сборку моделей и элементов литниковой системы, нанесение газопроницаемого противопригарного химически отверждаемого покрытия толщиной 0,06…0,09 мм на модель, формовку ее в литейной форме в песке и заливку литейной формы металлом (Пат. РФ №2532648, МПК B22C 3/00, опубл. 10.11.2014). Хотя указанный прототип и создает определенные условия для снижения газотворности и повышения газопроницаемости покрытия, а также некоторого увеличения механических характеристик отливок из алюминиевых сплавов, он имеет следующий ряд существенных недостатков:
- способ прототипа не обеспечивает комплексного внутриформенного модифицирования алюминиевых сплавов, т.е. измельчения всех его структурных составляющих: зерен твердого раствора αAl, эвтектики, кремния эвтектики, образующихся при кристаллизации и последующей термообработки упрочняющих интерметаллидов;
- модифицирование протекает лишь в поверхностных слоях алюминиевых отливок за счет диффузионного взаимодействия расплава с покрытием формы;
- поверхностный эффект модифицирования не обеспечивает стабильного повышения физико-механических свойств отливок из алюминиевых сплавов во всем их объеме;
- анизотропия механических свойств алюминиевых отливок вызывает повышенную их склонность к трещинообразованию;
- способ прототипа практически не создает условия для существенного измельчения интерметаллидов, обеспечивающих дисперсионное упрочнение отливок из алюминиевых сплавов при их последующей термообработке, в особенности для отливок ответственного назначения для нужд авиационной техники и автомобилестроения.
В основу изобретения положена техническая задача - улучшение литейных и физико-механических свойств алюминиевых сплавов и повышение качества получаемых из них ЛГМ отливок ответственного назначения за счет их комплексного внутриформенного модифицирования тугоплавкими частицами наноструктурированного алмазного порошка, приводящего к измельчению всех структурных составляющих во всем объеме литых заготовок, в том числе создающего условия для диспергирования упрочняющих интерметаллидов при последующей термообработке таких отливок.
Указанная техническая задача решается таким образом, что в способе литья алюминиевых сплавов по газифицируемым моделям, включающем сборку моделей и элементов литниковой системы, нанесение химически отверждаемого газопроницаемого противопригарного покрытия на модель, формовку модели в литейной форме в песке, заливку литейной формы металлом, согласно изобретению перед нанесением противопригарного покрытия в газифицируемой модели литниковой системы создается полость, в которую засыпается наноструктурированный алмазный порошок, предварительно обработанный в поле электрического разряда напряженностью 800…1200 В/м, затем обработанный порошок закрывается пористой пробкой из материала модели, а после формовки модели в песке форму вакуумируют с остаточным давлением 150…280 кПа.
Засыпка наноструктурированного алмазного порошка (НАП) в полость газифицируемой модели литниковой системы обеспечивает попадание тугоплавких частиц НАП в алюминиевый расплав при выгорании модели и вызывает эффект модифицирования сплава (измельчение всех структурных составляющих: зерен α-твердого раствора, эвтектики, кремния эвтектики, образующихся при кристаллизации и последующей термообработки упрочняющих интерметаллидов).
Вакуумирование формы с остаточным давлением 150…280 кПа создает условия для блокирования окисления углерода НАП и повышения усвоения модификатора. Если вакуумирование не производить, происходит нежелательное выгорание частиц НАП и снижение эффекта модифицирования.
Обработка НАП в поле электрического разряда напряженностью 800…1200 В/м обеспечивает электризацию поверхности частиц НАП и увеличение скорости их взаимодействия с компонентами алюминиевого сплава.
Наличие пористой пробки облегчает легкий контакт частиц НАП с заливаемым на газифицируемую модель алюминиевым сплавом.
Наноструктурированный алмазный порошок состоит из тугоплавких ультрадисперсных частиц. Ультрадисперсный алмаз или наноалмаз - это углеродная структура, имеющая кристаллическую решетку типа алмаза и размеры от 1…10 нм. При этом наиболее предпочтительно использовать НАП, полученный ударно-волновым синтезом. В результате синтеза в сильнонеравновесных условиях получаются уникальные нанокристаллические структуры. Средний размер частиц соответствует 125…135 нм, доля частиц размером менее 100 нм составляет порядка 20%, что позволяет отнести используемый материал к наноструктурированному.
Таким образом, комплексное внутриформенное модифицирование алюминиевых сплавов тугоплавкими частицами наноструктурированного алмазного порошка приводит к измельчению всех структурных составляющих во всем объеме литых заготовок, в том числе создаются условия для диспергирования упрочняющих интерметаллидов при последующей термообработке таких отливок.
Предлагаемый способ литья по газифицируемым моделям из алюминиевых сплавов осуществляют следующим образом.
Для получения отливок из алюминиевого сплава способом ЛГМ производят сборку моделей и элементов литниковой системы. В газифицируемой модели литниковой системы делается полость. В нее засыпается НАП. Предварительно частицы НАП обрабатывают в поле электрического разряда напряженностью 800…1200 В/м.
Напряженность поля 800…1200 В/м представляется рациональной для электризации поверхности частиц НАП. Если напряженность поля менее 800 В/м, то взаимодействие НАП с компонентами алюминиевого сплава протекает не в полной степени, если более 1200 В/м - неоправданно возрастают электрические затраты.
Засыпанный НАП закрывают пористой пробкой, выполненной из материала газифицируемой модели. На собранные модели наносят газопроницаемое химически отверждаемое противопригарное покрытие. Затем производят формовку модели в литейной форме в песке. Вакуумируют форму до остаточного давления 150…280 кПа и заливают ее алюминиевым сплавом.
Остаточное давление 150…280 кПа является оптимальным с позиций исключения выгорания НАП и повышения формозаполняемости алюминиевыми сплавами. При создании остаточного давления более 280 кПа не достигается требуемый уровень вакуумирования форм, а при создании вакуума менее 150 кПа неоправданно возрастают затраты на технологическое оборудование.
Предлагаемый способ литья по газифицируемым моделям из алюминиевых сплавов иллюстрируется следующими примерами.
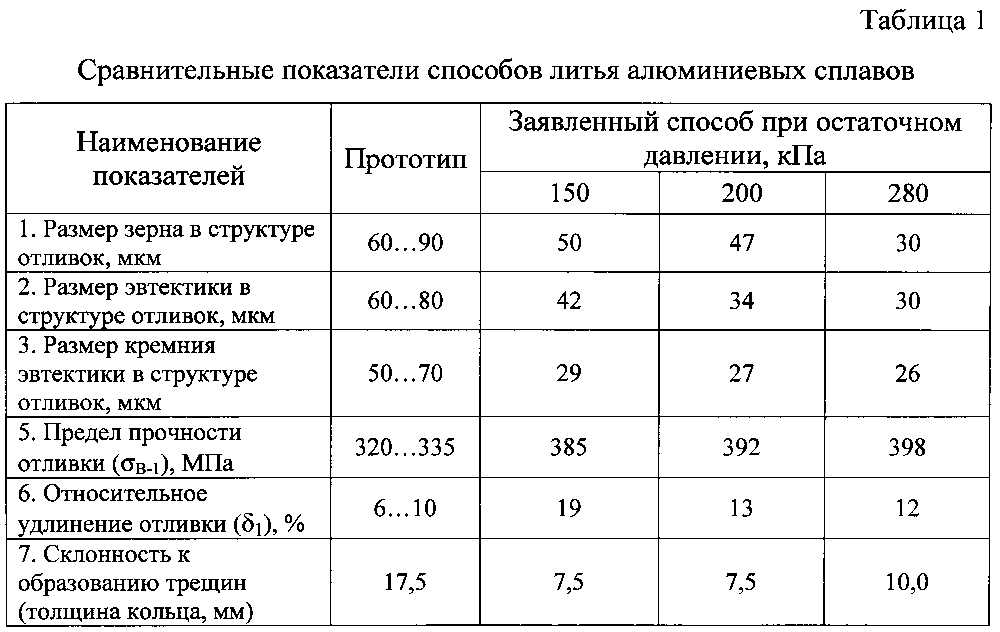
Пример 1. Для получения отливок из алюминиевого сплава АК8М (АЛ32) по газифицируемым моделям производили сборку модели и элементов литниковой системы с газоотводными каналами. В моделях элементов литниковой системы выполнялась полость, в которую засыпался НАП из расчета 0,15…0,2% от массы отливки. Предварительно частицы НАП в состоянии кипящего слоя обрабатывали в поле электрического разряда напряженностью 900 В/м в течение 3…5 мин. Засыпанные в полость модели активированные частицы НАП закрывали проницаемой пористой пробкой. На собранные модели наносили газопроницаемые противопригарные покрытия. Собранные модельные блоки заформовывали в песке, опоки накрывали полиэтиленовой пленкой и производили вакуумирование при различных значениях остаточного воздушного давления 150; 200; 280 кПа. При вакуумировании форм осуществляли их заливку алюминиевыми сплавами.
Сравнительные показатели способов литья алюминиевых сплавов (прототипа и заявленного способа) представлены в табл. 1.
Склонность к образованию трещин определялась на технологических пробах по размеру кольца применительно к литью по газифицируемым моделям.
В табл. 1 приведены механические свойства образцов, вырезанных из отливок, отлитых по предлагаемому способу и по способу-прототипу.
Механические свойства определялись после термообработки по режиму Т5: нагрев под закалку 2-ступенчатый при температуре 505°C - 4 ч +515°C - 6 ч, закалка в воде 20°C, старение при 150°C - 10 ч, охлаждение на воздухе.
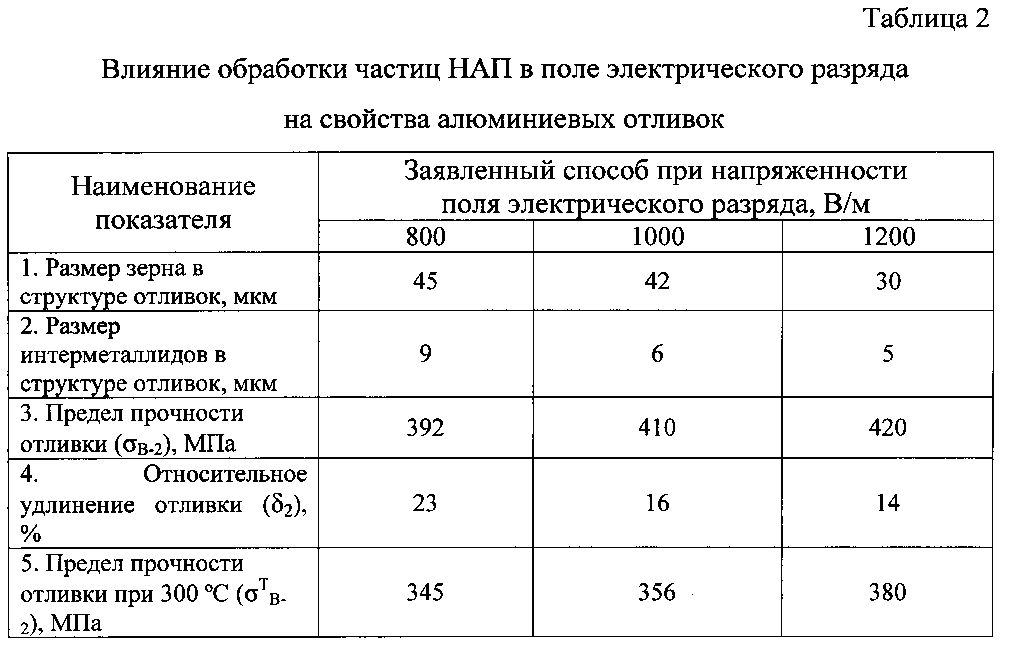
Пример 2. Изготовление отливок из алюминиевого сплава АК8М (АЛ32) по газифицируемым моделям осуществляли аналогично примеру 1, варьируя напряженность электрического поля при обработке частиц НАП в кипящем слое 800, 1000, 1200 В/м. Остаточное давление в форме при заливке расплава составляло 180 кПа. Влияние обработки частиц НАП в поле электрического разряда на свойства алюминиевых отливок представлено в табл. 2.
Из примеров следует, что для отливок из алюминиевых сплавов, полученных по предлагаемому способу, существенно улучшаются литейные и физико-механические свойства, а также качество их изготовления литьем по газифицируемым моделям.
Учитывая повышенные физико-механические свойства получаемых отливок из алюминиевых сплавов, заявленный способ их изготовления может быть с успехом использован практически в любых отечественных и зарубежных цехах ЛГМ для нужд авиации, приборостроения и других областей применения специальных способов литья.
Способ литья алюминиевых сплавов по газифицируемым моделям, включающий сборку моделей отливки и элементов литниковой системы, нанесение химически отверждаемого газопроницаемого противопригарного покрытия на модели, формовку моделей в литейной форме в песке, заливку литейной формы металлом, отличающийся тем, что перед нанесением противопригарного покрытия в газифицируемой модели литниковой системы создают полость, в которую засыпают наноструктурированный алмазный порошок, предварительно обработанный в поле электрического разряда напряженностью 800…1200 В/м, обработанный порошок закрывают пористой пробкой из материала модели, а после формовки моделей в песке форму вакуумируют с остаточным давлением 150…280 кПа.Полуфабрикат мясорастительный рубленый
Способ производства крошковых пирожных с антиоксидантными свойствами
Способ производства мясных рубленых полуфабрикатов с антиоксидантными свойствами
Крошковое пирожное с функциональными свойствами
Центрователь
Способ управления многофазным выпрямительным агрегатом
Способ получения термостабильного фотокатализатора на основе диоксида титана
Четырёхтактный бескривошипный поршневой тепловой двигатель с оппозитным расположением цилиндров
Стабилизатор переменного напряжения
Система зажигания для двс с увеличенной энергией разряда
Способ обработки коллагенсодержащего сырья
Способ производства круп быстрого приготовления
Способ производства обогащенных заварных пряников
Способ повышения воспроизводства животных
Способ получения отливок типа "стакан"
Способ получения отливок по выплавляемым моделям
Способ металлотермического получения металлов и сплавов с вакуумированием их в жидком состоянии и устройство для его осуществления
Легкообрабатываемая конструкционная хромомарганцевомолибденовая сталь
Схема ресурсосберегающей релейной защиты кабельных линий 6(10) кв и зонного автоматического повторного включения в распределительной сети
Способ изготовления электроугольных изделий

