Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ
Вид РИД
Изобретение
Изобретение относится к обработке металлов резанием со снятием стружки, а именно к исследованию точности обработки цилиндрических деталей на круглошлифовальных станках с числовым программным управлением (ЧПУ), и может быть использовано непосредственно в спроектированном цикле круглого врезного шлифования.
Известен способ определения жесткости станка (авторское свидетельство SU 1125107, опубликованное 23.11.1984 МПК B23В 1/100), при котором закрепленную на оправке деталь обрабатывают инструментом и замеряют максимальные и минимальные отклонения обработанной поверхности от заданной формы, для обработки детали используют оправку с различной жесткостью в двух диаметральных направлениях, а максимальные и минимальные отклонения обработанной поверхности измеряют в указанных диаметральных направлениях, после чего производят расчет жесткости по формуле:

где Кст - жесткость станка; Δа - максимальное отклонение обработанной поверхности от заданной формы; Δb - минимальное отклонение обработанной поверхности от заданной формы; Копрмакс - жесткость оправки в одном диаметральном направлении, соответствующая максимальной жесткости оправки; Копрмин - жесткость оправки в другом диаметральном направлении, соответствующая минимальной жесткости оправки.
Недостатком известного способа является погрешность расчета жесткости станка по результатам ручного измерения заготовки. Также для заготовки другого диаметра и длины необходима переналадка с последующим измерением отклонений. Помимо этого процесс определения жесткости не встроен в цикл обработки, и определяемый параметр технологической системы будет иметь статический характер (измерения производятся после обработки).
Также известен способ определения упругой деформации системы станок - приспособление - инструмент - деталь (СПИД) (авторское свидетельство 492354, опубликованное 25.11.1975, МПК B23B 25/06) за счет косвенного определения постоянной времени через изменение мощности главного привода N, пропорциональной скорости съема металла Vд, по формуле:
где Sуд - текущая упругая деформация в зоне резания; Vд - скорость съема металла; Тс - постоянная времени; l - основание натурального логарифма.
Наиболее близким является способ определения жесткости системы СПИД (авторское свидетельство 677877, опубликованное 05.08.1979, МПК B23Q 15/00), заключающийся в измерении сил резания и определении коэффициента передачи процесса резания к постоянной времени процесса:
где i - жесткость системы СПИД; Kр - коэффициент передачи процесса резания; Ру - расчетное значение радиальной составляющей силы резания, Н; Тр - постоянная времени процесса резания; tm - поперечная подача, мм/мин.
Недостатком указанных выше способов является высокая трудоемкость расчетов параметра жесткости и упругой деформации технологической системы, а также продолжительное время переналадки эксперимента при изменении условий обработки. А также косвенная оценка искомого параметра через другие параметры технологической системы (ТС) приводит к определенной кумулятивной погрешности в результате расчета и измерения данных параметров.
Технический результат заявленного изобретения заключается в определении фактической жесткости технологической системы прибором активного контроля в процессе тестовой обработки заготовки.
Поставленная задача достигается тем, что по предлагаемому способу при врезании шлифовального круга в заготовку удаляется часть припуска. Параллельно осуществляется измерение диаметра заготовки прибором активного контроля. На основе полученных измерений определяется фактический удаляемый припуск (Пф). Далее на основе расчетного значения радиальной составляющей силы резания и разности между расчетным (Пр) и фактическим (Пф) припусками определяется жесткость технологической системы.

где Iф - фактическая жесткость технологической системы, Н/м; Ру - расчетное значение радиальной составляющей силы резания, Н.
Доказательство изобретательского уровня производится на основе дополнительной серии экспериментов по определению жесткости технологической системы при помощи виброанализаторов LMS Scadas Mobile и ДИАМЕХ2000 по методике обработки амплитудно-частотных характеристик спектров микроперемещений узлов станка. Экспериментальное исследование жесткости узлов технологической системы станка с ЧПУ проводились на базе исследовательской лаборатории кафедры «Технология машиностроения» и НИЦ «Экспериментальная механика» ФГБОУ ВПО Южно-Уральского государственного университета.
Обработка производится за 10 циклов при постоянных режимах резания (n=220 об/мин; 2П=0,1 мм; Sv=0,5 мм/мин; В=10 мм). Заготовки представляют собой кольца шириной 10 мм, установленные на оправке длиной 125 мм. Марка стали заготовки - сталь 40ХН. Каждая серия экспериментов представляет собой реализацию одноступенчатого цикла шлифования. Перед обработкой новой серии производилась правка шлифовального круга. Полученные результаты установили сходимость результатов портативных виброанализаторов с прибором активного контроля с погрешностью в 7%, что позволяет говорить о высоком уровне точности определения параметра жесткости.
На чертеже представлена схема реализации способа. Шлифовальный круг 1 с радиальной подачей Sрад, мм/об, и скоростью резания Vк, м/с, врезается в деталь 2 с максимально и минимально фиксируемым диаметром ⌀max (⌀min), вращающейся с окружной скорость Vд, м/мин. С детали удаляется некоторый фактический припуск Пф, мм. Параллельно производится фиксация диаметра заготовки в процессе обработки и запись сигнала с прибора активного контроля в массив данных. Сигнал обрабатывается при помощи разработанного контроллера с аналогово-цифровым преобразователем 3.
Фактический удаляемый припуск Пф сравнивается с расчетным значением припуска Пр, мм. Разница припусков определяет упругие деформации У в технологической системе:

Рассчитывается радиальная составляющая силы резания Ру (Калинин Е.П. Теория и практика управления производительностью шлифования без прижогов с учетом затупления инструмента / Е.П. Калинин. - СПб.: Изд-во Политехн. университета, 2009. - С. 234):

где σв - предел прочности материала, МПа; S - поперечная подача шлифовального круга, мм/об; Dкр - диаметр шлифовального круга, мм; d - диаметр заготовки, мм; Vs - окружная скорость заготовки, м/мин; V - скорость резания м/с; b - ширина шлифования, мм; Кз - коэффициент затупления шлифовального круга, %.
По выражениям (2) и (3) рассчитывается жесткость технологической системы (Переверзев П.П. Теория и методика расчета оптимальных циклов обработки деталей на круглошлифовальных станках с программным управлением: дис. … докт. техн. наук: 05.02.08 / Переверзев Павел Петрович. - Челябинск, 1999. - С. 20).
Использование предлагаемого способа позволяет повысить точность, надежность и производительность процесса круглого врезного шлифования на станке с ЧПУ за счет учета определяемого фактического параметра жесткости технологической системы на этапе предварительного проектирования цикла шлифования методом тестирования системы станка для конкретных условий обработки. А также позволяет производить быструю переналадку для измененных условий обработки для любого круглошлифовального станка с ЧПУ с прибором активного контроля БВ-6067.
Способ определения жесткости технологической системы круглошлифовального станка с ЧПУ, отличающийся тем, что в процессе обработки заготовки измеряют ее диаметр прибором активного контроля, на основании сигнала которого в контроллере с аналогово-цифровым преобразователем определяют фактический удаляемый припуск (П), а жесткость технологической системы определяют на основании расчетного значения радиальной составляющей силы резания и разности между расчетным (П) и фактическим (П) припусками по формуле: I = Р/(П-П),где I - жесткость технологической системы, Н/м;Р - расчетное значение радиальной составляющей силы резания, Н.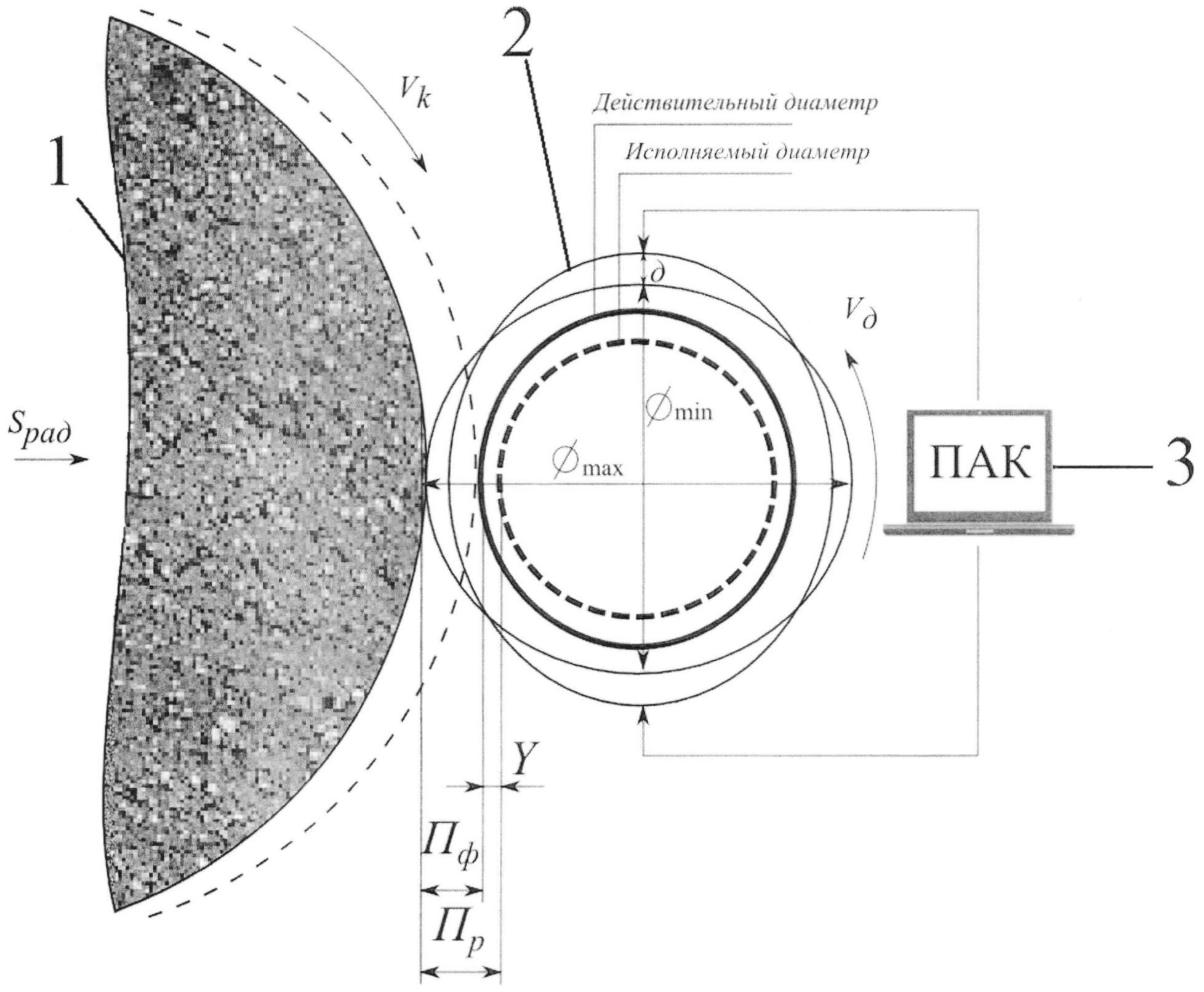
Способ производства мясных рубленых полуфабрикатов с антиоксидантными свойствами
Крошковое пирожное с функциональными свойствами
Центрователь
Способ управления многофазным выпрямительным агрегатом
Способ получения термостабильного фотокатализатора на основе диоксида титана
Четырёхтактный бескривошипный поршневой тепловой двигатель с оппозитным расположением цилиндров
Стабилизатор переменного напряжения
Система зажигания для двс с увеличенной энергией разряда
Способ прессования электротехнических изделий из порошковых композиций на основе углерода
Способ производства экструдированных кукурузных хлопьев
Способ обработки коллагенсодержащего сырья
Способ производства круп быстрого приготовления
Способ производства обогащенных заварных пряников
Способ повышения воспроизводства животных
Способ получения отливок типа "стакан"
Способ получения отливок по выплавляемым моделям
Способ металлотермического получения металлов и сплавов с вакуумированием их в жидком состоянии и устройство для его осуществления
Легкообрабатываемая конструкционная хромомарганцевомолибденовая сталь
Схема ресурсосберегающей релейной защиты кабельных линий 6(10) кв и зонного автоматического повторного включения в распределительной сети
Способ изготовления электроугольных изделий

