Результат интеллектуальной деятельности: БОЕК ВАЛКА ПИЛИГРИМОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к горячей прокатке труб на пилигримовых станах.
Известен боек валка пилигримовых станов горячей прокатки труб, где радиус бойка по гребню калибра увеличивается от начального значения до радиуса полирующего участка калибра, при этом приращение радиуса бойка по гребню калибра является постоянной величиной (Емельяненко П.Т. Пильгерстаны, ГНТИУ, 1937, с.47-47, 58-59, 62-63.)
Такая калибровка бойка пилигримового валка обеспечивает постоянную величину обжатия стенки заготовки на всей длине бойка.
При такой калибровке создается так называемый тупой конус бойка, когда радиус кривизны профиля бойка больше соответствующего радиуса бойка по гребню калибра.
Прокатка на валках, у которых бойки выполнены с «тупым конусом», приводит к высокому расходу энергии, вызванному увеличением сил трения, и быстрому износу валков.
Известен боек валка пилигримовых станов горячей прокатки труб, принятый за прототип, с угловым размером 60-90° и радиусом бойка по гребню калибра, увеличивающимся от начального значения до радиуса полирующего участка калибра. Изменение радиуса бойка по гребню калибра определяется по сложным эмпирическим зависимостям и каждому значению радиуса бойка соответствует свой радиус кривизны профиля бойка (Данилов Ф.А. и др. Горячая прокатка и прессование труб. М., Металлургия, 1972, с.107-108, 293-298).
Калибровка бойка с радиусом по гребню калибра, определенным по указанным зависимостям, позволяет получить боек с «острым конусом», когда радиус кривизны профиля бойка меньше соответствующего радиуса бойка по гребню калибра. Использование такого бойка обеспечивает переменный режим обжатия заготовки по длине бойка.
При использовании пилигримовых валков с бойками, имеющими «острый конус», возрастает вероятность возникновения закатов и складок на поверхности заготовок, что приводит к снижению качества заготовок.
Техническим результатом изобретения является снижение технологических нагрузок при горячей пилигримовой прокатке труб при одновременном обеспечении высокого качества их поверхности.
Технический результат достигается тем, что у бойка валка пилигримового стана горячей прокатки труб, угловой размер которого составляет 60-90°, и каждому значению радиуса валка по гребню калибра бойка, изменяющемуся от начального радиуса бойка до радиуса полирующего участка калибра, соответствует определенный радиус кривизны профиля бойка, радиус валка по гребню калибра бойка определяется как член арифметической прогрессии
Ri=R0+d·(i-1),
где Ri - радиус валка по гребню калибра бойка на i шаге калибровки;
R0 - начальный радиус бойка;
i - номер шага калибровки;
d - разность арифметической прогрессии;
и  ,
,
где RП - радиус полирующего участка калибра по гребню вала и n - число шагов калибровки, при этом разница между радиусом кривизны профиля бойка и радиусом валка по гребню калибра бойка не превышает 0,5% на каждом шаге калибровки.
На фиг.1 представлен разрез пилигримового валка по гребню калибра, где
θб - угловой размер бойка;
θn - полирующий участок калибра;
θX - участок холостого калибра;
RИ - идеальный радиус валка;
R0 - начальный радиус бойка;
RП - радиус полирующего участка калибра по гребню вала;
Ri - радиус бойка по гребню калибра на i шаге калибровки;
ΔRi - приращение радиуса бойка на i шаге калибровки;
θi - угловая координата калибра бойка на i шаге калибровки;
Δθi - шаг калибровки.
Калибровка бойка пилигримового валка осуществляется следующим образом. В соответствии с размерами заготовки DЗ и готовой трубы DТ определяется R0 - начальный радиус бойка и RП - радиус полирующего участка калибра по гребню вала.
Например, при калибровке бойка для пилигримового стана СевТЗ горячей прокатки трубы размерами ⌀254×12 мм из заготовки размерами ⌀380×62 мм, начальный радиус бойка R0=217,5 мм, радиус полирующего участка калибра по гребню вала RП=300,0 мм. Угловой размер бойка θi=72,0°, шаг калибровки Δθi=4,0°, число шагов калибровки n=θi/Δθi=72,0/4,0=18. Разность арифметической прогрессии составляет:
 .
.
Результаты расчета значений радиусов Ri валка по гребню калибра бойка и соответствующие им радиусы кривизны профиля бойка приведены в таблице 1.
|
Разница между радиусом кривизны профиля бойка и радиусом валка по гребню калибра бойка составляет менее 0,3%.
Исследование труб после прокатки на пилигримовых валках с предложенной калибровкой бойка показало снижение на 15-20% технологических нагрузок по сравнению с калибровкой, используемой на СевТЗ, при этом прокатываемые трубы были хорошего качества, на их поверхности отсутствовали закаты и складки.
Валок пилигримового стана горячей прокатки труб, имеющий полирующий участок, участок холостого хода и боек с угловым размером 60-90° и радиусом валка по гребню бойка, изменяющимся от начального радиуса бойка до радиуса полирующего участка, отличающийся тем, что радиус валка по гребню бойка равен: R=R+d·(i-1), где , R - радиус валка по гребню бойка на i шаге калибровки;R - начальный радиус бойка;i - номер шага калибровки;R - радиус полирующего участка; n - число шагов калибровки,при этом на каждом шаге калибровки разница между радиусом кривизны профиля бойка и радиусом валка по гребню бойка не превышает 0,5%.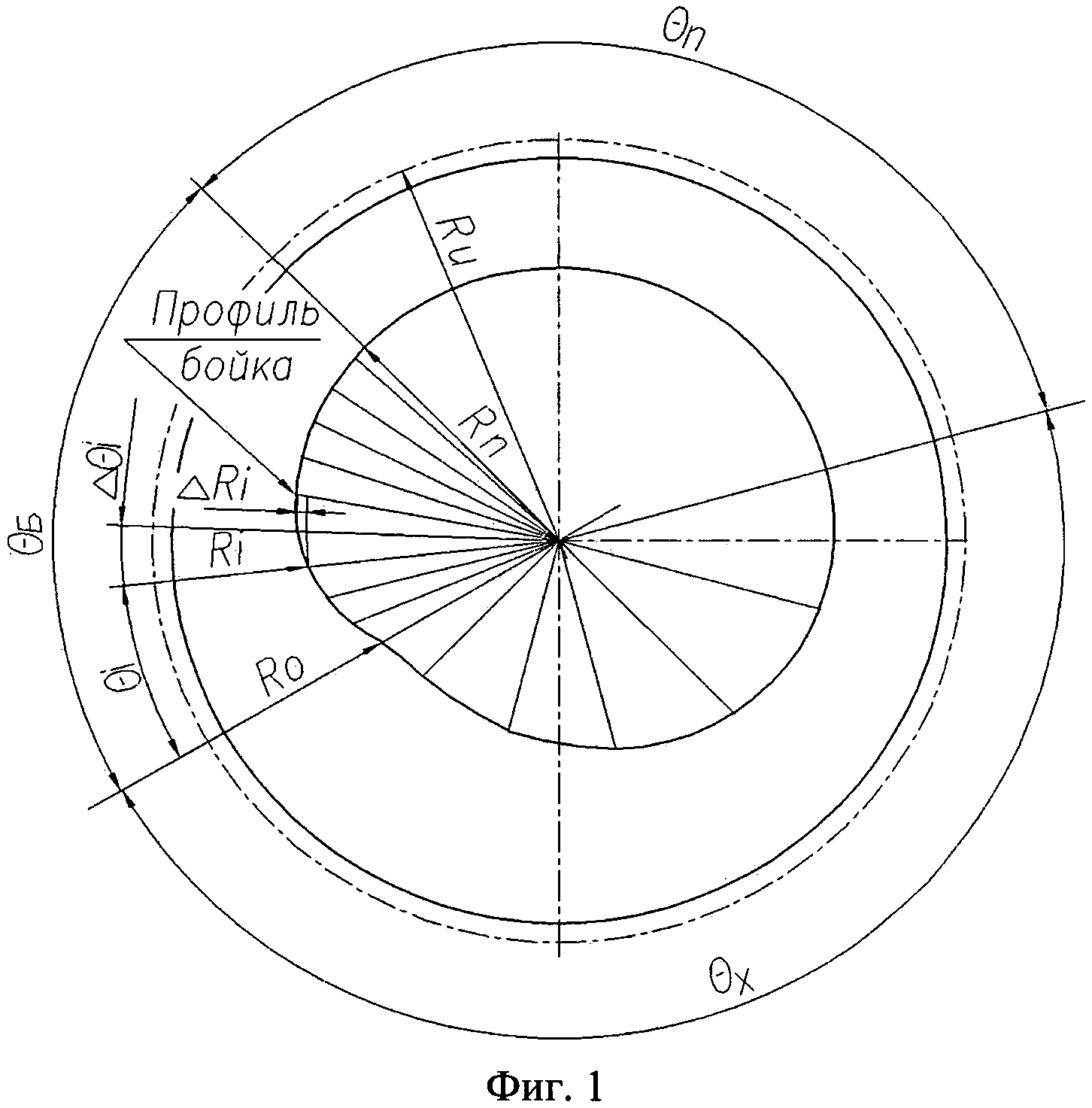

Привод клети стана холодной прокатки труб
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Зубчато-реечный привод валка стана периодической прокатки труб
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Сопло для производства аморфной ленты
Способ измерения усилия осадки при контактной стыковой сварке
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Подающий механизм пилигримового стана
Способ получения ингибитора коррозии меди
Машина бесслитковой прокатки алюминиевого листа
Вакуумно-компрессионная печь
Вакуумный пресс
Привод клети стана холодной прокатки труб
Способ и устройство для внепечной обработки металла в ковше
Литейное колесо роторной литейной машины
Тест-система для определения рнк интерферона λ, интерлейкина il23 и противовирусного белка mxa
Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа

