Результат интеллектуальной деятельности: УСТРОЙСТВО УКЛАДКИ ЛИСТА КОМПАКТИРОВАННОЙ ПОРОШКОВОЙ СМЕСИ В ФОРМУ ДЛЯ ВСПЕНИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ НЕЕ ПАНЕЛИ ПЕНОАЛЮМИНИЯ
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии и может быть использовано при изготовлении материалов в виде панелей пеноалюминия, требуемых в гражданском строительстве, атомном машиностроении, судостроении, авиации и других отраслях.
От подобных материалов требуется сочетание таких свойств, как легкость, плавучесть, высокая звукоизоляция, сдерживание электромагнитных волн, высокая стойкость к коррозии и температуре.
Аналогом предлагаемого изобретения принят механизм для выталкивания поковки из штампа пресса и удаления ее за пределы штампа (см., например, Охрименко Я.М. Технология кузнечно-штамповочного производства. Учебник для вузов. Изд. 2-е, перераб. и доп. М.: Машиностроение, 1976, с.361), который содержит толкатель, механизм подъема толкателя и выталкивания поковки из штампа. Поковку выталкивают из штампа при помощи штока, выдвигающегося через отверстие в днище штампа в его полость.
Недостатком аналога является громоздкость, невысокое быстродействие при больших габаритах поковки, невозможность вспенивания в форме, т.к. штамп, являющийся формой, выполняется стационарным, неспособность работать в транзитном режиме.
Прототипом изобретения принят способ и линия производства листов пеноалюминия (см., например, патент РФ №2359783, опубл. 27.06.2009), где применены устройства для укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия. Укладку выполняют толкатели перед камерами для вспенивания, а извлечение производится на специальном участке. Однако в патенте не отражены устройства извлечения панели из формы.
Обрезанная со всех сторон листовая заготовка подается на шлеппер перед печью для вспенивания и устанавливается перед формой одной из камер печи для вспенивания. Толкатель подает листовую заготовку в форму, затем форму с листовой заготовкой в печь для вспенивания. После вспенивания форма с листом пеноалюминия подается на шлеппер, установленный за печью для вспенивания, для транспортирования на участок извлечения листа пеноалюминия из формы, а неостывшая форма поступает на шлеппер перед печью для вспенивания, готовой к приему следующей листовой заготовки.
Недостатком прототипа является то, что укладка листовой заготовки в форму для вспенивания и извлечение готовой панели из формы производятся на разных участках, т.к. это приводит к увеличению числа операций, а также затрудняет доставку неостывшей формы к печам. Укладка листовой заготовки в форму при помощи толкателя требует разности уровней технологического потока и дополнительных механизмов.
Технический результат предлагаемого изобретения:
1) обеспечение возможности полной автоматизации участка вспенивания;
2) минимизация остывания формы для вспенивания при извлечении и укладке;
3) снижение металлоемкости оборудования;
4) упрощение технологического процесса при сохранении надежности.
Технический результат достигается тем, что в устройстве укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия, содержащем механизмы транспортировки, укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия, предусмотрены следующие отличия: устройство состоит из неподвижной части, удерживающей лист компактированной порошковой смеси либо панель пеноалюминия, и подвижной части, перемещающейся в вертикальном направлении и удерживающей форму для вспенивания; неподвижная часть, удерживающая лист компактированной порошковой смеси либо панель пеноалюминия, представляет собой рольганг с роликами, укороченными до ширины проема формы для вспенивания и не контактирующими ней, а подвижная часть представляет собой перемещающуюся вертикально кассету с двумя рядами приводных роликов, удерживающих сверху и снизу форму для вспенивания и опускающих ее ниже технологического уровня, но не контактирующих с листом компактированной порошковой смеси либо панелью пеноалюминия. Кроме того, предложенное устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия отличается раздельным механизмом подъема задней и передней стороны подвижной части.
Техническое решение позволяет выполнять в одном устройстве укладку и извлечение, выполнять операции за минимальное время, с требуемой точностью, исключить возможность повреждения панели пеноалюминия при извлечении из формы для вспенивания.
Техническая сущность предложенного технического решения поясняется графическими материалами, где
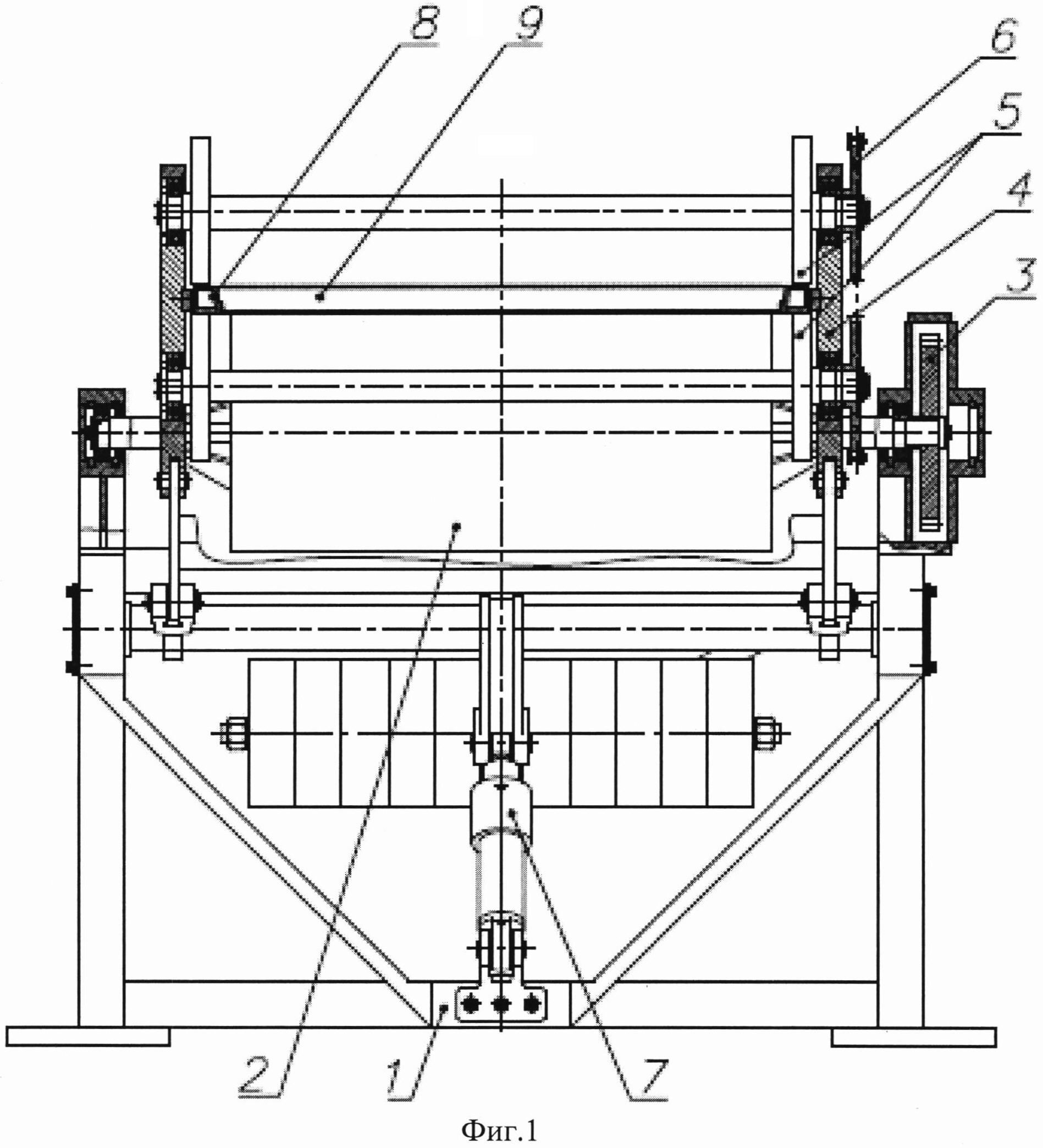
на фиг.1 приведен поперечный разрез устройства;
на фиг.2, 3, 4 и 5 - технологические действия укладки листа компактированной порошковой смеси в форму для вспенивания, а именно:
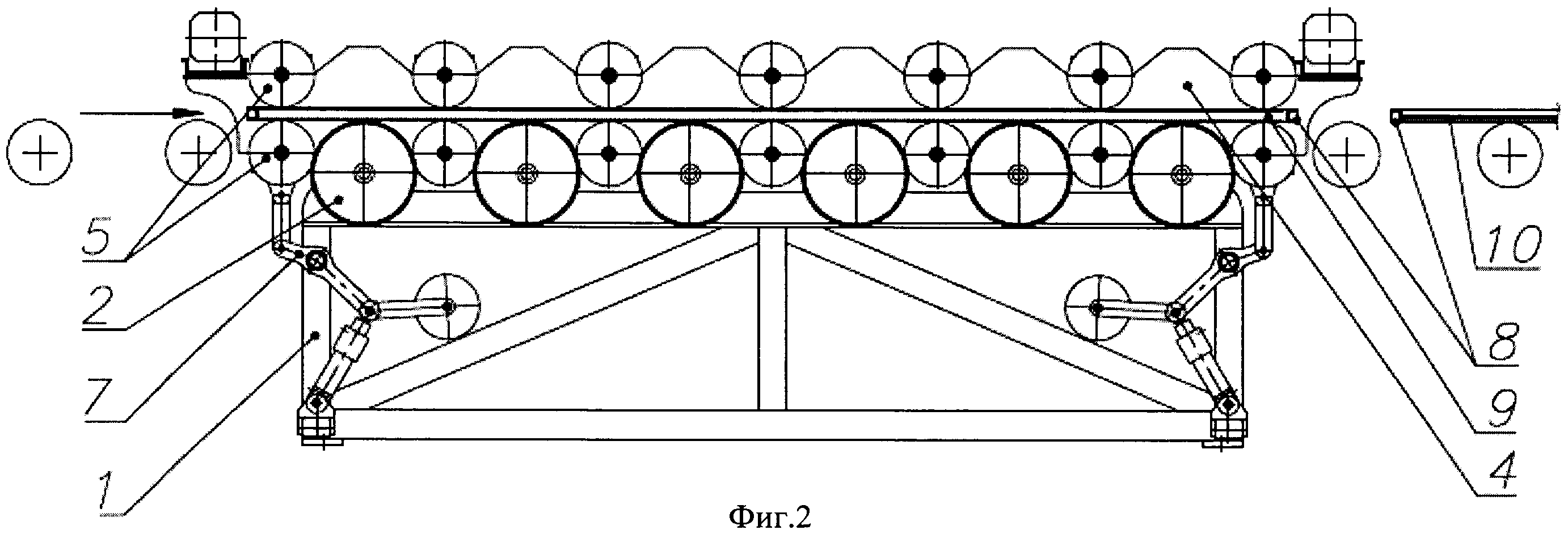
фиг.2 - прием панели пеноалюминия в форме для вспенивания;
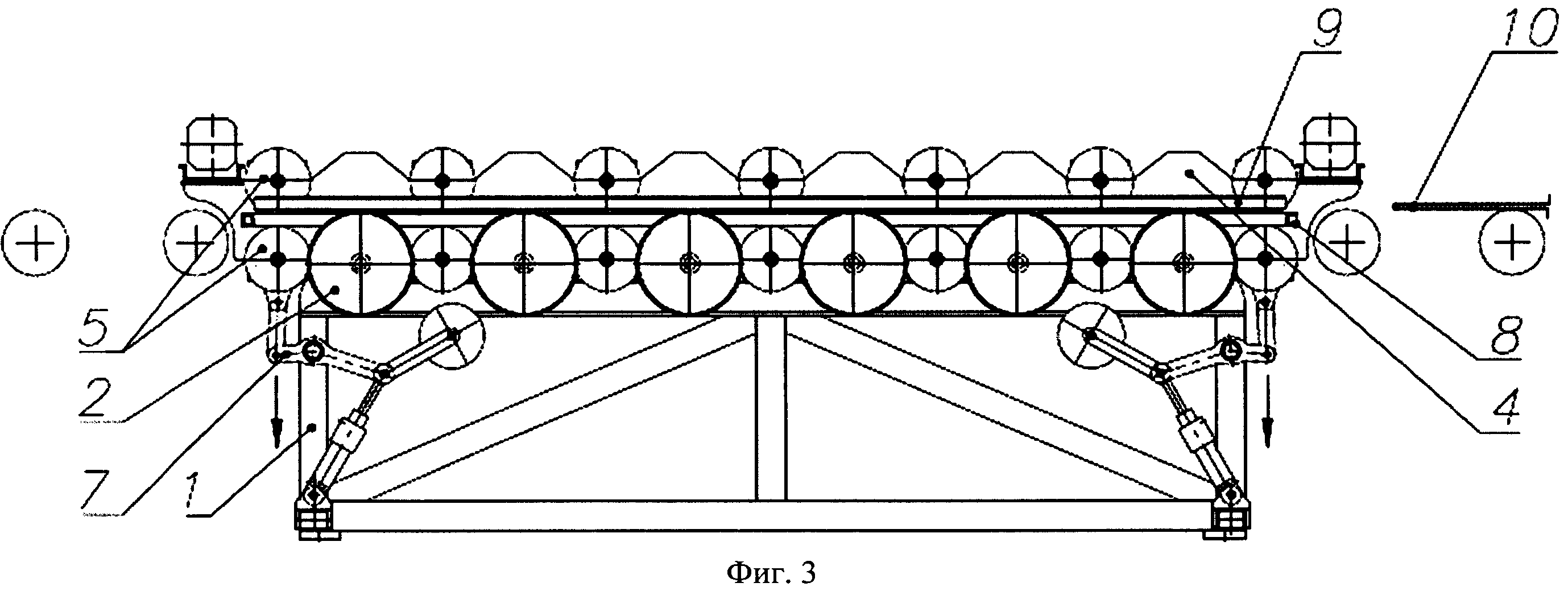
фиг.3 - извлечение панели пеноалюминия из формы для вспенивания;
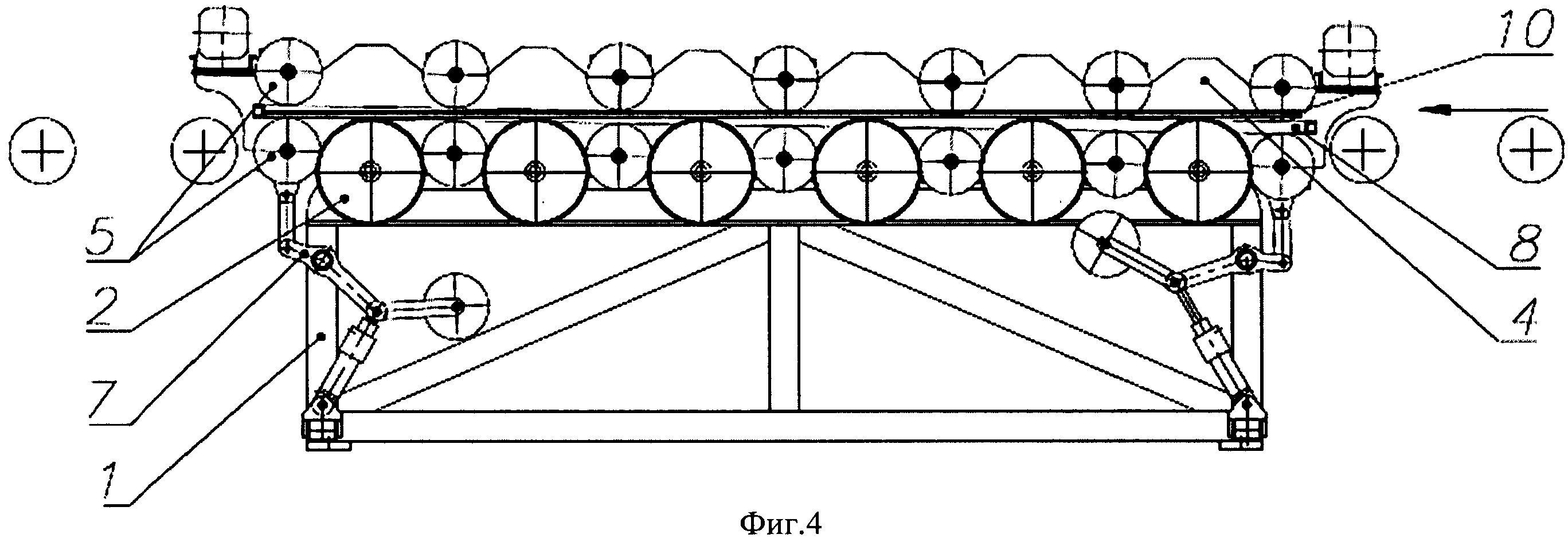
фиг.4 - прием листа компактированной порошковой смеси;
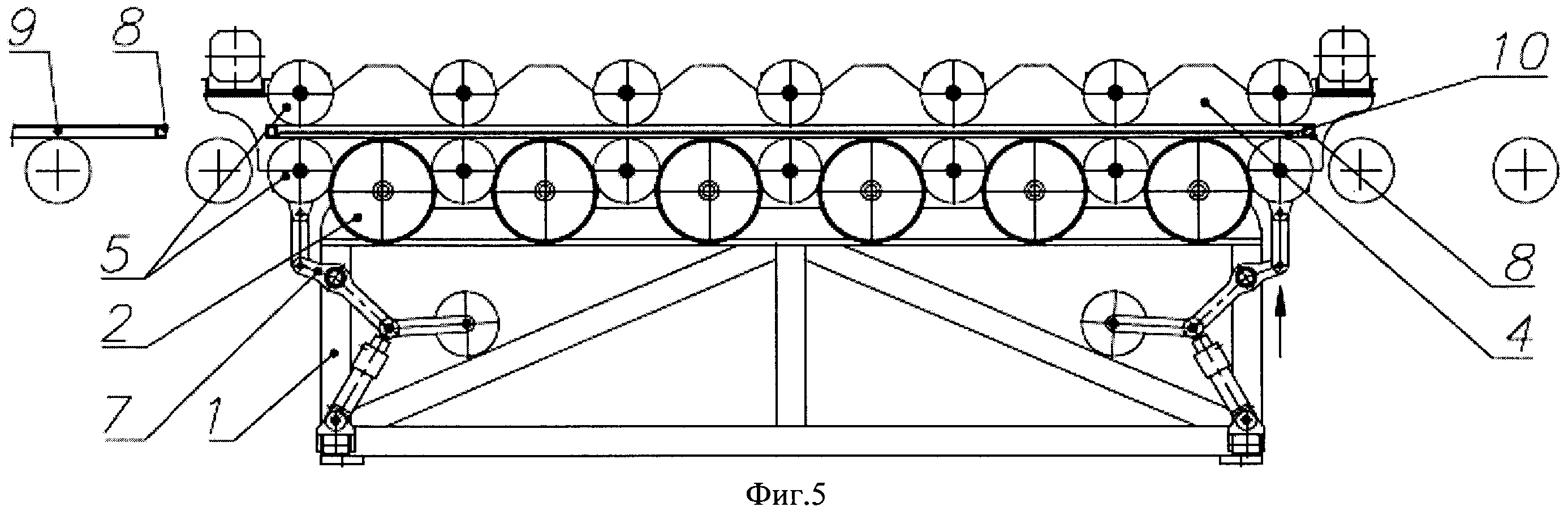
фиг.5 - надевание формы для вспенивания на лист компактированной порошковой смеси.
Предложенное устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия состоит из стационарного рольганга, представляющего собой раму 1 (фиг.1) с установленными на ней роликами 2 и механизмом группового привода роликов 3, качающейся кассеты, представляющей из себя раму 4, с установленными на ней роликами 5 и механизмом группового привода роликов 6, а также механизмов подъема кассеты 7.
Длина бочки роликов рольганга 2 меньше ширины проема формы для вспенивания 8, а их диаметр максимально увеличен - для снижения давления на панель пеноалюминия при выдавливании ее из формы для вспенивания. Ролики кассеты 5 имеют вид гантели, т.е. состоят из оси и двух дисков, насаженных на концах оси. (см. фиг.1 поз.6). При опускании кассеты диски и лежащая на них форма для вспенивания 8 заходят в пространство между торцами роликов рольганга и его рамой, а ось - в пространство между роликами рольганга, при этом верхние ролики в нижнем положении оставляют достаточно пространства для панели пеноалюминия 9, лежащей на рольганге 2. Зазор между дисками верхних и нижних роликов на 1 мм больше, чем высота формы для вспенивания 8. Верхнее положение кассеты устанавливается, когда образующие дисков ее нижних роликов 5 находятся на одном уровне с рольгангом 2 (фиг.1). Уровень рольганга равен уровню производственной линии. Кассета поднимается и опускается по направляющим, что обеспечивает минимальные люфты в поперечных направлениях. Механизмы подъема кассеты 7 - рычажные с грузовым уравновешиванием и гидравлическим приводом. Кассета переуравновешена и остается в верхнем положении при отсутствии давления в гидросистеме.
Для приема панели пеноалюминия 9 в форме для вспенивания 8 (см. фиг.2, панель пеноалюминия движется по стрелке) или приема пустой формы для вспенивания 8, а также для выдачи листа компактированной порошковой смеси 10, уложенного в форму для вспенивания 8, кассета устанавливается в верхнее положение, и все ролики вращаются с одинаковой окружной скоростью. Остановка формы для вспенивания осуществляется с помощью двигателей. Извлечение панели пеноалюминия 9 из формы для вспенивания 8 (см. фиг.3) осуществляется опусканием кассеты с формой для вспенивания 8 ниже уровня рольганга (опускание кассеты обозначено стрелками), после чего ролики рольганга 2 начинают вращаться, и панель пеноалюминия 9, лежащая на них, перемещается за пределы устройства. При укладке листа компактированной порошковой смеси 10 в форму для вспенивания 8 поднимается сторона кассеты, противоположная стороне подачи листа компактированной порошковой смеси 10, при этом форма для вспенивания 8 оказывается наклоненной в сторону листа компактированной порошковой смеси 10. Лист компактированной порошковой смеси 10 подается в устройство путем вращения роликов рольганга 2 и останавливается, дойдя до поднятой стенки формы для вспенивания (см. фиг..4, лист компактированной порошковой смеси движется в направлении, указанном стрелкой). После этого, правая сторона кассеты поднимается (см. фиг.5, подъем правой стороны кассеты обозначен стрелкой), и лист компактированной порошковой смеси 11 оказывается уложенным в форму для вспенивания 8. Для выдачи листа компактированной порошковой смеси 10, уложенного в форму для вспенивания 8, из устройства, ролики кассеты 5 и ролики рольганга 2 вращаются совместно.
Устройство может работать в транзитном режиме, т.е. пропускать без задержек листы компактированной порошковой смеси.
Таким образом, устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия, включающее механизмы транспортировки, укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия, позволяет:
- упростить технологический процесс при сохранении надежности и минимизировать остывание формы для вспенивания при извлечении и укладке, что позволяет снизить издержки на производство панелей пеноалюминия;
- обеспечить возможность полной автоматизации участка вспенивания, а следовательно, снизить трудозатраты на производство продукции;
- снизить металлоемкость оборудования, что ведет к снижению его стоимости.
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Инструмент для прессования труб на вертикальном прессе
Контейнер пресса для изготовления крупногабаритных труб и профилей
Барабан моталки для смотки полосового материала
Способ производства панелей из пеноалюминия
Способ дуговой сварки полос в непрерывных металлургических агрегатах
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Газостат
Инструмент для прессования труб на вертикальном прессе
Барабан моталки для смотки полосового материала
Газостат
Газостат
Способ производства панелей из пеноалюминия
Способ дуговой сварки полос в непрерывных металлургических агрегатах

