Результат интеллектуальной деятельности: ПРИВОД КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к холодной продольной периодической прокатке труб.
Привод рабочей клети стана холодной прокатки труб обычно осуществляется от двигателя через систему зубчатых передач и кривошипно-шатунный механизм, преобразующий вращательное движение ротора двигателя и зубчатых колес в возвратно-поступательное движение клети.
При передаче момента от одного зубчатого колеса к сопряженному с ним зубчатому колесу осуществляется взаимодействие между рабочими боковыми поверхностями зубьев этих зубчатых колес, при этом между нерабочими боковыми поверхностями всегда существует боковой зазор (см., например, Я.И.Адам, Г.Г.Овумян. Справочник зубореза. М.: Машиностроение, 1964, с.30). Боковой зазор необходим для безопасной работы зубчатой передачи. Если зазор недостаточен, то повышается шум, возникает дополнительный износ и возможны задиры на зубьях. Следует отметить, что величина бокового зазора различна при различных относительных угловых положениях сопряженных зубчатых колес и изменяется в пределах нормированного стандартами допуска на боковой зазор.
В процессе возвратно-поступательного движения рабочая клеть движется с переменной, как по величине, так и по направлению скоростью, то есть с ускорением и торможением. В процессе ускорения клети ее кинетическая энергия увеличивается, при этом двигатель потребляет энергию, передавая ее клети через зубчатые передачи и кривошипно-шатунный механизм. В процессе торможения клети ее кинетическая энергия уменьшается. При этом энергия передается от клети через кривошипно-шатунный механизм, зубчатые передачи к двигателю. При смене ускорения клети на ее торможение и наоборот меняются взаимодействующие между собой боковые поверхности зубьев сопряженных зубчатых колес.
При этом происходит сначала раскрытие бокового зазора с последующим соударением противоположными боковыми поверхностями зубьев, при котором кинетическая энергия движущихся масс переходит в потенциальную энергию упругой деформации элементов привода. В результате на зубчатые колеса и валы привода действуют значительные динамические нагрузки (см., например, М.И.Гриншпун, В.И.Соколовский. Станы холодной прокатки труб. М.: Машиностроение, 1967, с.148). В зоне соударения на боковых поверхностях зубьев формируются значительные контактные напряжения, а в ножках взаимодействующих зубьев действуют значительные изгибные напряжения. При действии повышенных контактных напряжений происходит прогрессирующий износ боковых поверхностей зубьев, вследствие чего боковой зазор дополнительно увеличивается.
Величины контактных и изгибных напряжений существенно зависят от скорости взаимного сближения соударяющихся боковых поверхностей зубьев, массы рабочей клети и динамических моментов инерции валов с установленными на них зубчатыми колесами и другими деталями. С увеличением указанной скорости, массы клети и динамических моментов инерции вращающихся масс эти напряжения увеличиваются. В свою очередь скорость взаимного сближения соударяющихся боковых поверхностей зубьев увеличивается вместе с увеличением бокового зазора и ростом частоты возвратно-поступательного движения клети.
Кроме того, для привода клети стана холодной прокатки труб характерны проблемы, связанные с высокими нагрузками, действующими на элементы крепления привода к фундаменту. Источником этих нагрузок являются инерционные силы, возникающие в рабочей клети при ее возвратно-поступательном движении. С увеличением частоты возвратно-поступательного движения клети уровень этих инерционных сил растет и при высоких частотах возвратно-поступательного движения клети они могут стать причиной разрушения элементов крепления привода.
Для компенсации инерционных сил клети широко используют противовесы, которые монтируются на вращающихся валах. Наличие противовесов на вращающихся валах привода позволяет существенно снизить уровень нагрузок, формирующихся в элементах крепления привода клети к фундаменту. Однако массивные противовесы существенно увеличивают динамические моменты инерции системы. В результате динамические нагрузки, связанные с наличием боковых зазоров в зубчатых зацеплениях дополнительно возрастают.
Известен привод клети стана холодной прокатки труб (a.c. CCCP 820946, опубл. 15.04.1981, бюл. изобр. №14), содержащий фиксированный в осевом направлении ведущий вал, вращаемый двигателем, ведущие зубчатые колеса, подвижную клеть, два шатуна, шарнирно соединенные с клетью, два кривошипа, по отдельности шарнирно соединенные с шатунами, установленные на соосных фиксированных в осевом направлении кривошипных валах, смонтированных в корпусе, и ведомые зубчатые колеса, установленные на кривошипных валах.
Основным недостатком известного привода является наличие незамкнутых боковых зазоров в зубчатых зацеплениях, что приводит к формированию высоких динамических нагрузок на элементы привода.
Другим недостатком являются большие нагрузки, формирующиеся в элементах крепления привода клети к фундаменту, источником которых являются инерционные силы, возникающие при возвратно-поступательном движении клети.
Известен также привод клети стана холодной прокатки труб (патент РФ 2247613, опубл. 10.03.2005), содержащий фиксированный в осевом направлении ведущий вал, вращаемый двигателем, одно ведущее зубчатое колесо, подвижную клеть, два шатуна, одним концом шарнирно соединенные с клетью, а другим концом шарнирно соединенные со смонтированным в корпусе общим коленчатым валом, ось которого параллельна оси ведущего вала. Коленчатый вал снабжен одним зубчатым механизмом, состоящим из зубчатого колеса, установленного на этом валу, промежуточного зубчатого колеса и промежуточного вала. Ведущее зубчатое колесо, промежуточное зубчатое колесо и зубчатое колесо на коленчатом валу последовательно сопряжены друг с другом. Кроме того, на коленчатом и промежуточном валах установлены противовесы. Все зубчатые колеса выполнены цилиндрическими.
За счет применения противовесов в этом приводе достигается, по меньшей мере, частичная компенсация инерционных сил клети, действующих на корпус.
Однако при незамкнутых боковых зазорах в зубчатых зацеплениях размещение на валах противовесов, обладающих значительными динамическими моментами инерции, приводит к дополнительному увеличению уровня динамических нагрузок.
Кроме того, рассмотренный известный привод имеет ряд дополнительных недостатков.
Применение одного коленчатого вала для привода двух шатунов принципиально не позволяет выполнить кривошипный привод несмещенным. Несмещенным называется такой кривошипный привод, у которого ось вращения коленчатого вала (или кривошипов) лежит в плоскости перемещения шарниров шатунов со стороны клети.
Использование для привода шатунов только одного зубчатого механизма, расположенного с одной стороны от оси прокатки, ввиду существования заметной крутильной податливости коленчатого вала, приводит к рассогласованию движения шарниров шатунов, соединенных с коленчатым валом.
Необходимость установки на промежуточном валу только одного противовеса, плоскость вращения которого должна совпадать с плоскостью вращения соответствующего противовеса на коленчатом валу, приводит, в некоторых случаях, к необоснованному усложнению конструкции привода.
Наиболее близким к заявляемому по технической сущности является привод клети стана холодной прокатки труб (патент США 5540076, 30.07.1996), содержащий фиксированный в осевом направлении ведущий вал, вращаемый двигателем, ведущие конические зубчатые колеса, подвижную клеть, два шатуна, шарнирно соединенные с клетью, два кривошипа, по отдельности шарнирно соединенные с шатунами, установленные на соосных фиксированных в осевом направлении кривошипных валах, смонтированных в корпусе. Кривошипы снабжены аналогичными зубчатыми механизмами. Каждый из зубчатых механизмов включает в себя кривошипный вал с установленным на нем зубчатым колесом, а также может содержать фиксированные в осевом направлении смонтированные в корпусе промежуточные валы, оси которых параллельны оси кривошипного вала, с установленными на этих валах промежуточными зубчатыми колесами. При этом эти промежуточные зубчатые колеса и зубчатое колесо на кривошипном валу последовательно сопряжены друг с другом. Кроме того, на кривошипном и/или промежуточном валу могут быть установлены противовесы.
Привод каждого кривошипа осуществляется от отдельного зубчатого механизма, что позволяет выполнить кривошипно-шатунные механизмы несмещенными. Наличие системы противовесов позволяет достаточно хорошо скомпенсировать инерционные нагрузки, обусловленные возвратно-поступательным движением клети.
Однако известный привод обладает рядом недостатков.
Так, разнонаправленное вращение кривошипов и шатунов приводит к возникновению поперечного опрокидывающего момента, действующего на клеть.
Кроме того, расположение оси ведущего вала параллельно оси прокатки требует применения конических зубчатых передач для передачи вращения от ведущего вала к зубчатым механизмам. Вместе с тем известно, что конические передачи имеют меньшую надежность по сравнению с цилиндрическими.
Основным недостатком известного привода является наличие незамкнутых боковых зазоров в зацеплениях сопряженных зубчатых колес, что обуславливает высокий уровень динамических нагрузок, формирующихся при ударном замыкании упомянутых зазоров. Причем наличие противовесов приводит к дополнительному увеличению динамических нагрузок.
Техническим результатом применения предлагаемого изобретения является снижение динамических нагрузок, действующих на элементы привода, за счет гарантированного замыкания боковых зазоров в зубчатых передачах в течение всего цикла возвратно-поступательного движения клети.
Технический результат достигается за счет того, что привод снабжен дополнительным валом, сопрягающим аналогичные зубчатые колеса двух зубчатых механизмов посредством установленных на этом валу дополнительных зубчатых колес. Дополнительный вал выполнен плавающим в осевом направлении и снабжен механизмом осевого нажатия, сопряженным с корпусом. Все зубчатые колеса выполнены цилиндрическими косозубыми, при этом зубчатые колеса, установленные на разных кривошипных валах, имеют разное направление угла наклона зубьев, Кроме того, в отличие от прототипа, ведущий вал установлен параллельно оси кривошипных валов, а ведущие зубчатые колеса установлены непосредственно на ведущем валу и сопряжены с аналогичными зубчатыми колесами двух зубчатых механизмов.
Абсолютная величина угла наклона зубьев зубчатых колес находится в диапазоне от 5 до 45 градусов.
На дополнительном валу также установлены противовесы.
На ведущем валу также установлены противовесы.
Механизм осевого нажатия выполнен в виде гидроцилиндра.
Параллельные оси ведущего, кривошипных, промежуточных и дополнительного валов расположены в пространстве таким образом, что они не принадлежат одной плоскости.
Из уровня техники известен привод клети стана холодной прокатки труб (З.А.Кофф, П.М.Соловейчик и др. Холодная прокатка труб. Свердловск, Металлургиздат, 1962, с.62-63), содержащий две ведущие косозубые шестерни, установленные на ведущем валу, ось которого параллельна оси кривошипного вала. Как правило, в такой схеме привода ведущий вал выполняется плавающим, что позволяет при медленном вращении вала более или менее равномерно распределить нагрузку между двумя зубчатыми зацеплениями. При увеличении скорости вращения возрастает инерционная осевая сила, действующая на ведущий вал, в результате чего неравномерность распределения нагрузки увеличивается, вплоть до того, что весь крутящий момент передается одним зацеплением.
В заявляемом техническом решении фиксированный в осевом направлении ведущий вал не несет функцию элемента, равномерно распределяющего нагрузку между зацеплениями, а выполняет задачу замыкания контура, состоящего из зубчатого механизма одного кривошипа, дополнительного вала и зубчатого механизма второго кривошипа, что необходимо для замыкания боковых зазоров.
Из уровня техники также известно устройство, обеспечивающее замыкание боковых зазоров в двухступенчатой зубчатой передаче механизма поворота (патент РФ 2225549, опубл. 10.03.2004). В этом устройстве ведущий вал выполнен плавающим в осевом направлении, а все остальные валы зафиксированы в осевом направлении. При этом на ведущем валу установлены две косозубых шестерни с противоположным направлением зуба. На каждом из двух промежуточных валов установлены промежуточные шестерни и промежуточные зубчатые колеса. Косозубые шестерни, установленные на ведущем валу, сопряжены с промежуточными косозубыми колесами, а промежуточные шестерни сопряжены с ведомым зубчатым колесом, установленном на выходном валу. Плавающий ведущий вал подпружинен в осевом направлении. Замыкание зазоров в двухступенчатой зубчатой передаче осуществляется за счет приложения к ведущему валу необходимой осевой силы со стороны пружины. В известном устройстве вращение ведущего вала осуществляется от установленного на нем ведущего зубчатого колеса. В общем случае привод вращения ведущего вала может осуществляться через муфту или другое устройство, обеспечивающее связь ведущего вала с двигателем.
Основным недостатком известного решения является то, что плавающим выполнен ведущий вал, связанный с механизмами, обеспечивающими его вращение. Вследствие этого, например, на зубья ведущего зубчатого колеса действуют силы, которые мешают свободному осевому перемещению этого вала. Аналогичные силы могут действовать также со стороны муфты или других устройств, связывающих ведущий вал с двигателем. В результате известное устройство не обеспечивает гарантированного замыкания боковых зазоров.
Еще одним недостатком является то, что описанная схема применима только к двухступенчатой зубчатой передаче.
Кроме того, подпружиненный ведущий вал с массивными зубчатыми колесами образует колебательную систему, в которой при определенных скоростях вращения могут возникать резонансные явления.
В предлагаемом приводе плавающим выполнен дополнительный вал, который не связан с внешними механизмами и устройствами, препятствующими его свободному осевому перемещению. Благодаря этому достигается возможность гарантированного замыкания боковых зазоров в сколь угодно длинной цепи зубчатых зацеплений во всем диапазоне взаимных угловых положений зубчатых колес.
Кроме того, выполнение механизма осевого нажатия в виде гидроцилиндра позволяет исключить возможные резонансные явления в механизме, также препятствующие гарантированному замыканию зазоров.
Изобретение поясняется чертежами, где
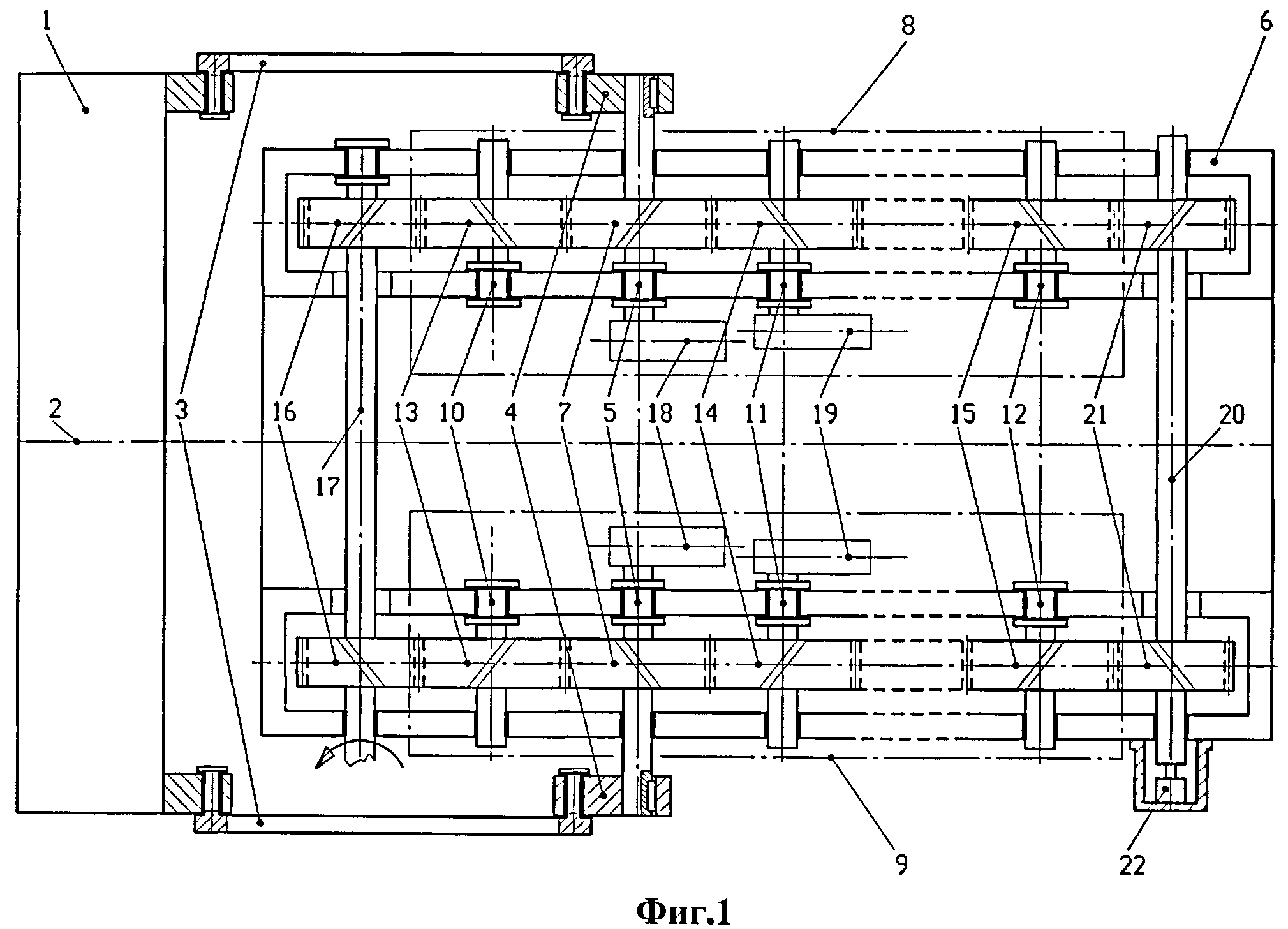
- на фиг.1 показана схема привода клети стана холодной прокатки труб в общем случае;
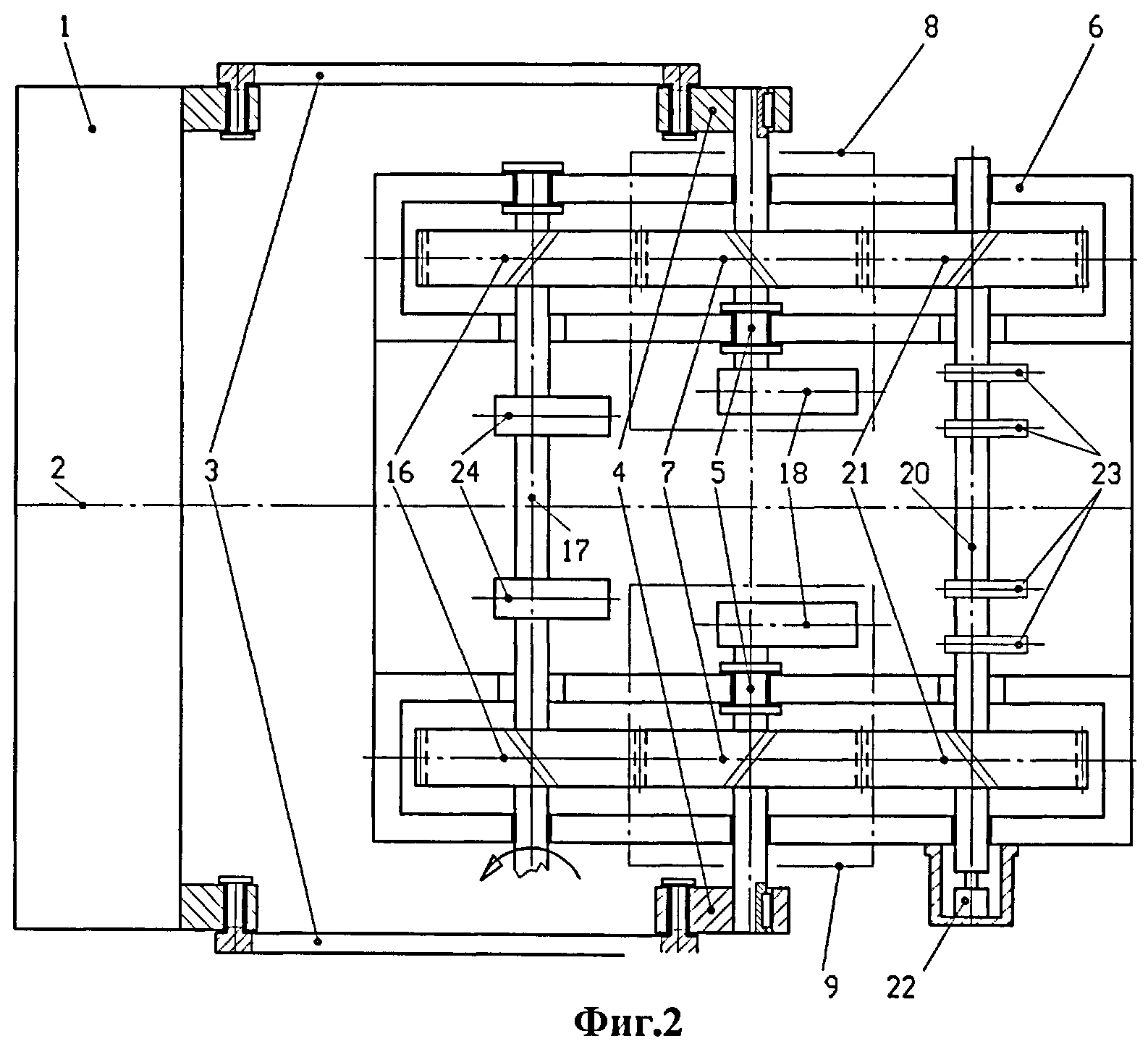
- на фиг.2 приведена схема привода клети стана холодной прокатки труб, не содержащего промежуточных валов;
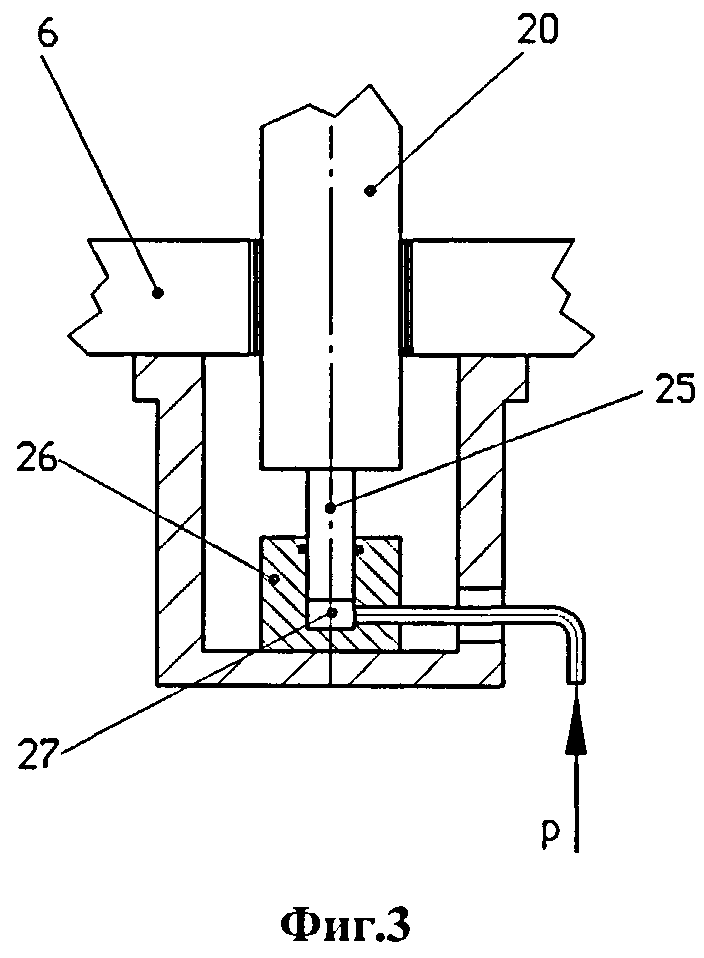
- на фиг.3 изображен механизм осевого нажатия;
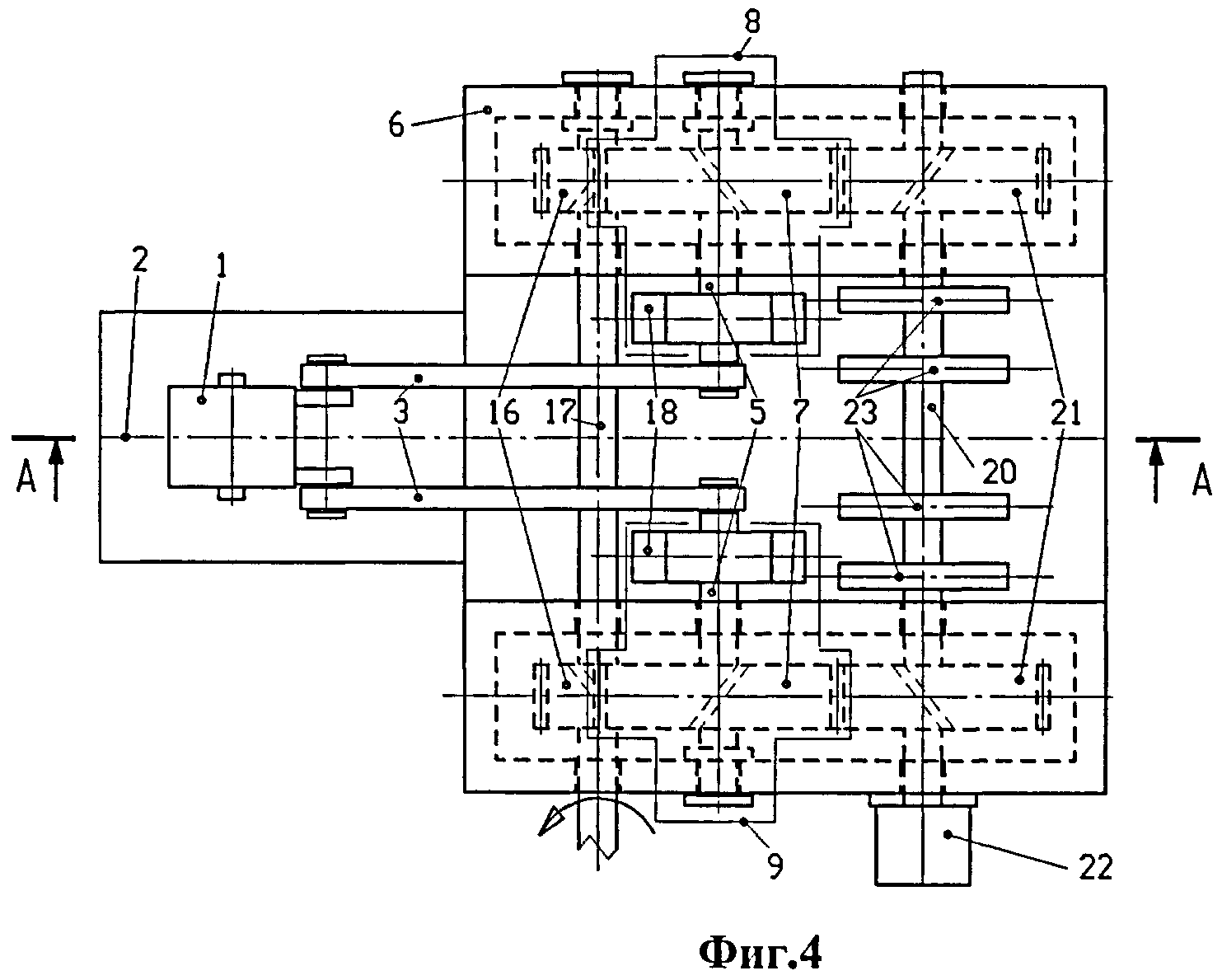
- на фиг.4 показан привод клети стана холодной прокатки труб, не содержащий промежуточных валов, причем оси валов не принадлежат одной плоскости (вид сверху);
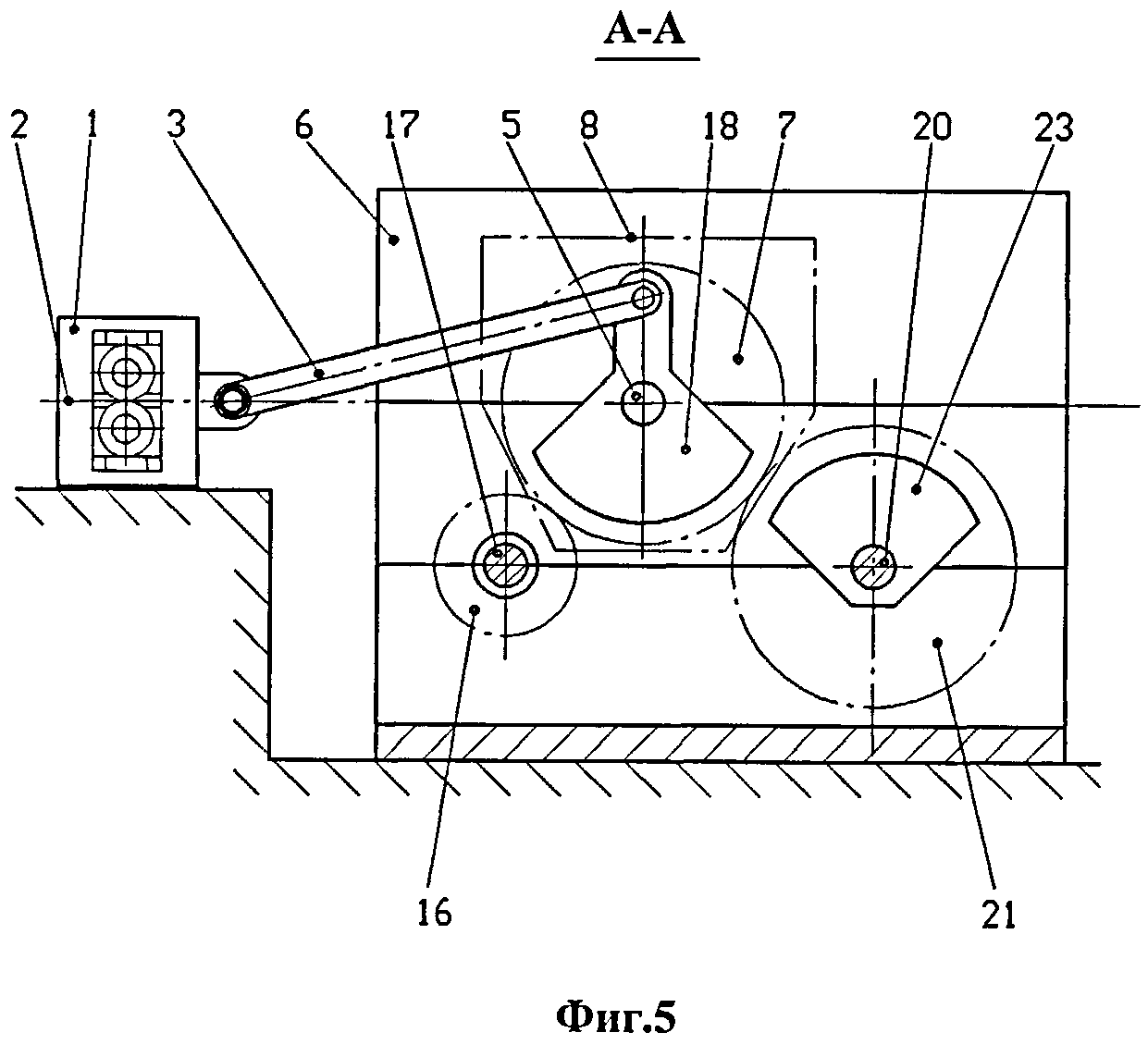
- на фиг.5 дан разрез привода (фиг.4) вертикальной плоскостью, проходящей через ось прокатки;
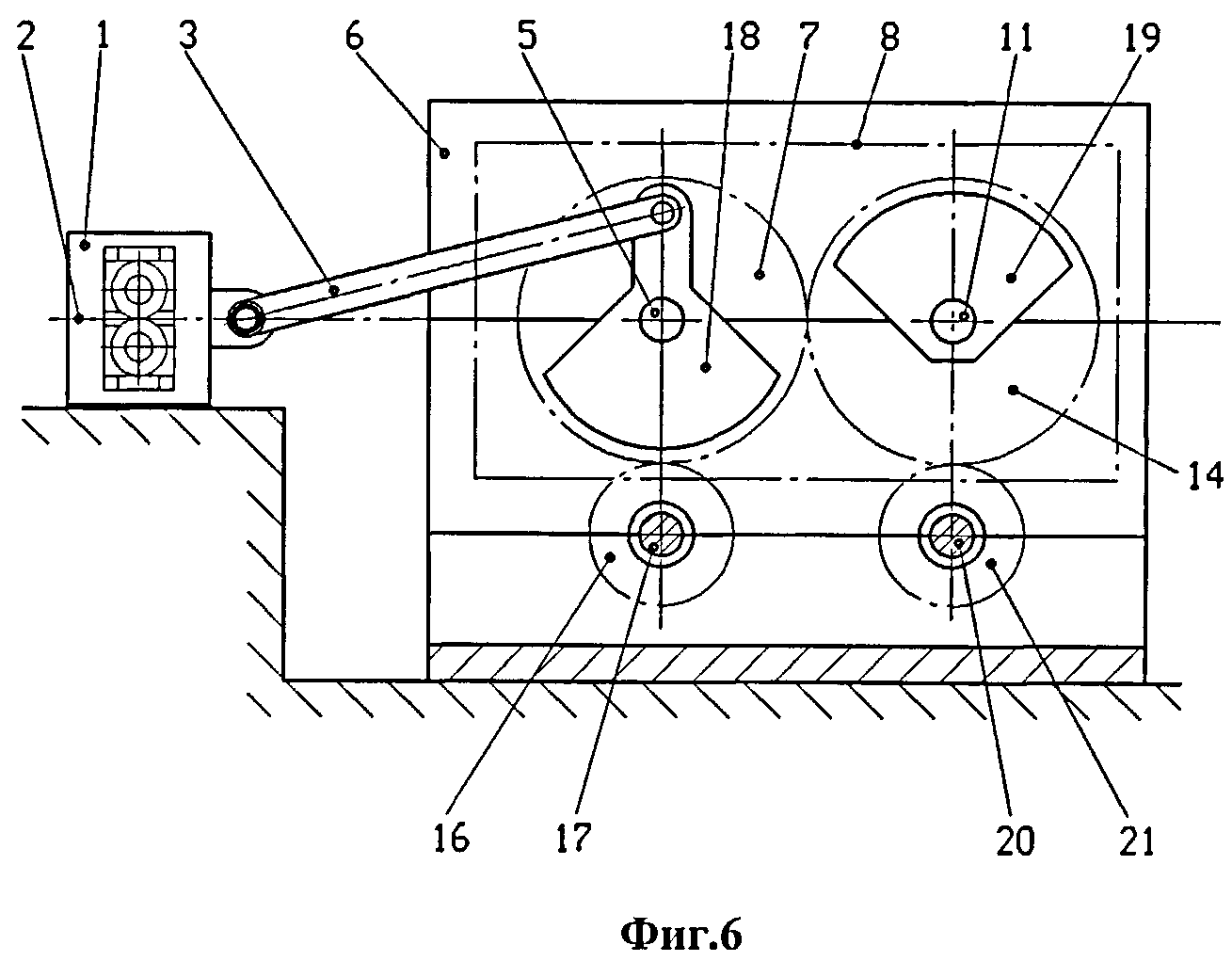
- на фиг.6 приведен аналогичный разрез для привода, каждый из зубчатых механизмов которого содержит по одному промежуточному валу;
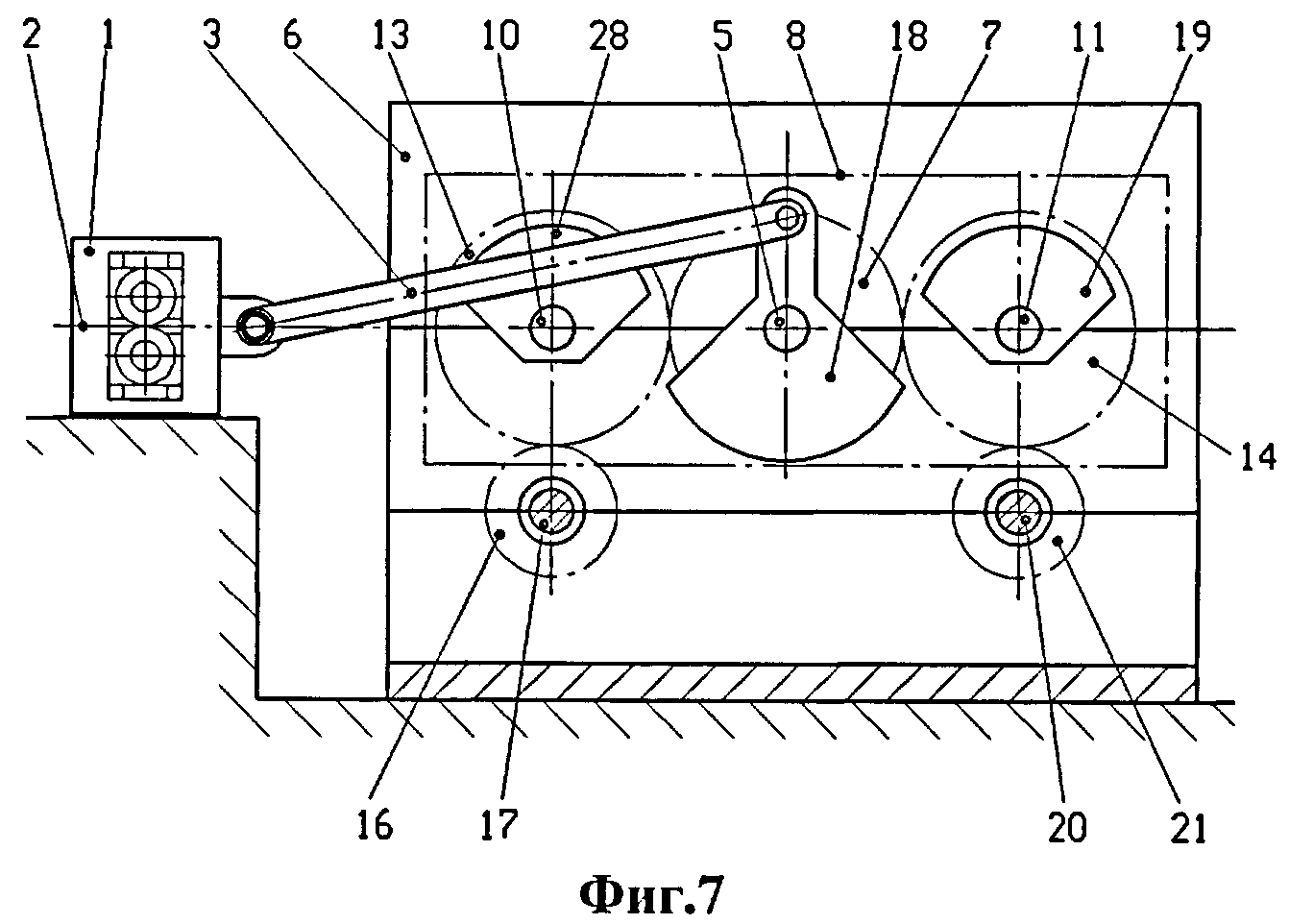
- на фиг.7 приведен аналогичный разрез для привода, каждый из зубчатых механизмов которого содержит по два промежуточных вала.
Привод клети стана холодной прокатки труб (фиг.1) содержит подвижную клеть 1, способную совершать возвратно-поступательное движение вдоль оси прокатки 2. С подвижной клетью 1 шарнирно соединены два шатуна 3.
Каждый из шатунов 3 шарнирно связан со своим кривошипом 4. Кривошипы 4 жестко установлены на соосных кривошипных валах 5, смонтированных в корпусе 6 и фиксированных относительно корпуса в осевом направлении.
На кривошипных валах 5 жестко установлены зубчатые колеса 7, сообщающие вращение валам кривошипов. Привод кривошипов осуществляется посредством двух аналогичных зубчатых механизмов 8 и 9, состоящих из аналогичных элементов, которые сопряжены друг с другом в одинаковой последовательности. Каждый из зубчатых механизмов 8, 9 включает в себя уже упомянутый кривошипный вал 5 с зубчатым колесом 7. Кроме этого зубчатый механизм содержит фиксированные в осевом направлении смонтированные в корпусе 6 промежуточные валы 10, 11, 12 с жестко установленными на них промежуточными зубчатыми колесами 13, 14, 15. Отметим, что для реализации предлагаемого технического решения количество промежуточных валов и промежуточных зубчатых колес является несущественным, то есть между промежуточными валами 11 и 12 может быть смонтировано неограниченное дополнительное количество промежуточных валов с установленными на них промежуточными зубчатыми колесами.
Все промежуточные валы смонтированы в корпусе таким образом, что их оси параллельны оси кривошипных валов.
Промежуточные зубчатые колеса 10, 11, 12 и зубчатое колесо 7 на кривошипном валу последовательно сопряжены друг с другом, то есть образуют кинематическую цепь из колес, поочередно передающих вращение от одного к другому. При этом местоположение зубчатого колеса 7 в этой цепи является несущественным.
С аналогичными промежуточными зубчатыми колесами 10 зубчатых механизмов 8 и 9 сопряжены ведущие зубчатые колеса 16, установленные непосредственно на ведущем валу 17, фиксированном в осевом направлении. Ведущий вал 17 установлен в корпусе 6 параллельно оси кривошипных валов 5 и приводится во вращение двигателем (на чертеже не показан) непосредственно, либо через передачу (ременную, зубчатую и т.п.).
На кривошипных валах 5 могут быть установлены противовесы 18 для компенсации сил инерции от подвижной клети. Также противовесы могут быть установлены на промежуточных валах, например, противовесы 19 установлены на двух аналогичных промежуточных валах 11.
Согласно изобретению привод снабжен дополнительным валом 20. На дополнительном валу 20 установлены два дополнительных зубчатых колеса 21, посредством которых этот вал сопряжен с аналогичными зубчатыми колесами 15 зубчатых механизмов 8 и 9. В конкретном примере, показанном на чертеже фиг.1, колеса 15 являются промежуточными зубчатыми колесами.
Дополнительный вал 20 выполнен плавающим, то есть установлен в корпусе 6 с возможностью перемещения в осевом направлении. Кроме того, дополнительный вал 20 снабжен механизмом осевого нажатия 22, сопряженным с корпусом 6.
Все зубчатые колеса привода клети (ведущие 16, промежуточные 13, 14, 15, колеса кривошипов 7 и дополнительные 21) выполнены цилиндрическими косозубыми. При этом зубчатые колеса 7, установленные на разных кривошипных валах, имеют, как показано на чертеже фиг.1, разное направление угла наклона зубьев. Следует отметить, что задание направления и величины угла наклона зубьев для зубчатых колес 7 полностью и однозначно определяет направление и величину угла наклона зубьев для всех остальных зубчатых колес, поскольку зубчатые колеса, кинематически связанные с каждым из колес 7, последовательно сопряжены друг с другом.
По абсолютной величине углы наклона зубьев двух зубчатых колес 7 могут отличаться, что не влияет на работоспособность предлагаемого устройства. Однако предпочтительным с точки зрения унификации конструкции является вариант, когда абсолютные величины этих углов равны.
Как показали расчеты, рациональные значения абсолютных величин углов наклона зубьев лежат в диапазоне от 5 до 45 градусов. При углах, меньших 5°, амплитуда осевого перемещения дополнительного вала 20, при которой обеспечивается компенсация кинематических погрешностей зубчатых зацеплений, становится необоснованно большой. При углах, превышающих 45°, требуется необоснованно большая сила осевого нажатия плавающего дополнительного вала 20.
Предлагаемое техническое решение способно обеспечить гарантированное замыкание зазоров в зубчатых механизмах, содержащих неограниченное число промежуточных валов и промежуточных зубчатых колес. Между тем, очевидно, что промежуточные валы должны иметь функциональное назначение. Кроме применения промежуточных валов для установки противовесов, эти валы могут использоваться для присоединения к приводу дополнительных внешних механизмов, датчиков и т.п. Однако анализ этих дополнительных возможностей выходит за рамки рассматриваемой технической задачи. В каждом конкретном случае количество промежуточных валов определяется соображениями конструктивной целесообразности.
На фиг.2 показан привод клети стана холодной прокатки труб, который не содержит промежуточных валов. По составу конструктивных элементов этот привод практически полностью совпадает с приводом, показанным на фиг.1, за исключением одного - каждый из зубчатых механизмов 8 и 9 включает в себя один единственный вал (кривошипный вал 5) и одно единственное зубчатое колесо (зубчатое колесо кривошипа 7). Соответственно, ведущие зубчатые колеса 16 и дополнительные зубчатые колеса 21 сопряжены с аналогичными зубчатыми колесами зубчатых механизмов 8 и 9, а именно, с зубчатыми колесами 7, установленными на валах кривошипов 5.
Дополнительный вал 21 снабжен механизмом осевого нажатия 22.
На дополнительном валу установлены противовесы 23.
На ведущем валу установлены противовесы 24.
Механизм осевого нажатия (фиг.3) выполнен в виде гидроцилиндра, содержащего два основных элемента: корпус и поршень. Один из этих элементов, например, поршень 25 гидроцилиндра, жестко связан с плавающим дополнительным валом 20, а другой, например корпус 26 гидроцилиндра, сопряжен с корпусом 6 привода. Полость 27 гидроцилиндра связана с источником давления p. Благодаря этому создается возможность приложить к валу 20 силу, действующую в направлении его оси.
На фиг.4 изображен привод клети стана холодной прокатки труб, в котором каждый из зубчатых механизмов 8, 9 состоит из кривошипного вала 5 и зубчатого колеса кривошипа 7. При этом параллельные оси ведущего 17, кривошипных 5 и дополнительного 20 валов расположены в пространстве таким образом, что они не принадлежат одной плоскости (фиг.5). Как видно из чертежа, оси ведущего 17 и дополнительного 20 валов расположены ниже оси кривошипных валов 5.
На кривошипных валах 5 установлены противовесы 18, а на дополнительном валу - противовесы 23.
Кривошипы 4 и шатуны 3 расположены с той стороны кривошипных валов 5, которая обращена к оси прокатки 2.
Благодаря такой компоновке, направленной на рациональное расположение элементов устройства в пространстве, можно добиться уменьшения габаритных размеров привода.
На фиг.6 показан привод клети стана холодной прокатки труб, в котором каждый из аналогичных зубчатых механизмов состоит из кривошипного вала 5, зубчатого колеса кривошипа 7, одного промежуточного вала 11 и одного установленного на этом валу промежуточного зубчатого колеса 14.
Параллельные друг другу оси ведущего 17, кривошипных 5, промежуточных 11 и дополнительного 20 валов расположены в пространстве таким образом, что они не принадлежат одной плоскости, а именно, оси ведущего 17 и дополнительного 20 валов лежат в горизонтальной плоскости, которая находится ниже горизонтальной плоскости, проходящей через оси кривошипных валов 5 и оси промежуточных валов 11.
На промежуточных валах 11 установлены противовесы 19. На дополнительном валу 20 противовесов нет.
При таком варианте исполнения привода, ввиду малой инерции дополнительного вала, может быть несколько уменьшена сила осевого нажатия, причем без потери эффекта гарантированного замыкания боковых зазоров в зубчатых зацеплениях.
На фиг.7 приведен привод клети стана холодной прокатки труб, в котором каждый из аналогичных зубчатых механизмов состоит из кривошипного вала 5, зубчатого колеса кривошипа 7, двух промежуточных валов 10 и 11 и двух промежуточных зубчатых колес 13 и 14.
Параллельные друг другу оси ведущего 17, кривошипных 5, промежуточных 10, 11 и дополнительного 20 валов расположены в пространстве таким образом, что они не принадлежат одной плоскости, а именно, оси ведущего 17 и дополнительного 20 валов лежат в горизонтальной плоскости, которая находится ниже горизонтальной плоскости, проходящей через оси кривошипных валов 5 и оси промежуточных валов 10, 11. На промежуточных валах 11 и 10 установлены противовесы 19 и 28, соответственно.
Дополнительным преимуществом такой схемы привода является возможность полной компенсации опрокидывающего момента, создаваемого вращающимися противовесами.
Необходимо отметить, что предлагаемая конструкция привода клети стана холодной прокатки труб позволяет выполнить кривошипно-шатунные механизмы несмещенными, что иллюстрируется чертежами фиг.5, 6 и 7.
Все номера позиций на чертежах фиг.4-7, не упомянутые при описании этих чертежей, соответствуют ранее принятым обозначениям на фиг.1, 2.
Привод клети стана холодной прокатки труб (фиг.1) работает следующим образом.
Рассмотрим исходное состояние привода, при котором двигатель не вращается, сила осевого нажатия отсутствует, а зазоры в зубчатых зацеплениях не замкнуты.
После приложения к дополнительному валу 20, выполненному плавающим в осевом направлении, осевой силы, создаваемой механизмом осевого нажатия 22, дополнительный вал начинает перемещаться в направлении своей оси. При отсутствии вращения дополнительного вала 20, с учетом различного направления угла наклона зубьев на дополнительных зубчатых колесах 21 боковые зазоры в зубчатых зацеплениях этих колес с промежуточными зубчатыми колесами 15 выбираются. После замыкания указанных зазоров зубчатые колеса 15, валы 12 которых зафиксированы от осевого смещения, начинают поворачиваться в противоположных направлениях (углы поворота колес весьма незначительны и определяются угловой величиной боковых зазоров). При этом последовательно происходит выборка боковых зазоров во всех зубчатых зацеплениях колес, входящих в состав зубчатых механизмов 8 и 9, а также в зацеплениях зубчатых колес 13 с ведущими зубчатыми колесами 16. Отметим, что в процессе замыкания боковых зазоров аналогичные зубчатые колеса зубчатых механизмов поворачиваются в противоположных направлениях. В связи с тем, что ведущие зубчатые колеса 16 жестко связаны с ведущим валом 17, а он зафиксирован в осевом направлении, после выборки боковых зазоров вращение зубчатых колес зубчатых механизмов прекращается. Поскольку сила осевого нажатия продолжает действовать на дополнительный вал 20 и после замыкания боковых зазоров, зубья сопряженных зубчатых колес оказываются поджатыми друг к другу силами, величины которых однозначно связаны с величиной силы осевого нажатия, и могут быть определены из условий равновесия зубчатых колес привода по известным зависимостям.
При работе привода на холостом ходу двигатель приводит во вращение ведущий вал 17. В результате начинают вращаться все зубчатые колеса и валы привода, а кривошипно-шатунные механизмы, состоящие из кривошипов 4 и шатунов 3, сообщают возвратно-поступательное движение клети 1 вдоль оси прокатки 2. При этом боковые зазоры в зубчатых зацеплениях остаются замкнутыми, поскольку сила осевого нажатия продолжает действовать. Учитывая наличие кинематических погрешностей в зубчатых зацеплениях, гарантированная выборка боковых зазоров обеспечивается за счет небольших осевых перемещений дополнительного вала в процессе вращения привода. Следует подчеркнуть, что вращение аналогичных зубчатых колес и валов является однонаправленным, в отличие от поворота в режиме выборки боковых зазоров, описанном выше.
После разгона привода до рабочей скорости начинают подачу заготовки в клеть 1, совершающую возвратно-поступательное движение. В результате осуществления технологического процесса на клеть действуют внешняя технологическая сила, а также инерционная сила, связанная с ускорением и торможением клети при ее возвратно-поступательном движении. Эти силы, имеющие одинаковое направление, передаются через шатуны 3 на кривошипы 4 и, в дальнейшем, на зубчатые механизмы 8 и 9, ведущий 17 и дополнительный 20 валы. В результате силы в зубчатых зацеплениях, сформировавшиеся за счет действия осевого нажатия на дополнительный вал 20, начинают изменяться. Причем в зубчатом механизме одного кривошипа эти силы увеличиваются, в то время как в зубчатом механизме другого кривошипа они уменьшаются. Для гарантии замкнутого состояния боковых зазоров сила осевого нажатия должна быть выбрана таким образом, чтобы силы в зубчатых зацеплениях всего привода не уменьшались до нуля. Требуемая величина силы осевого нажатия определяется известными методами, исходя из условий динамического равновесия элементов привода.
При работе привода на рабочей скорости плавающий дополнительный вал 20 продолжает совершать небольшие осевые перемещения, компенсируя кинематические погрешности зубчатых колес и упругие деформации нагруженных элементов привода.
Процесс работы приводов клети стана холодной прокатки труб, показанных на фиг.2, 4, 6 и 7, полностью аналогичен описанному выше.
Гарантированное нераскрытие боковых зазоров позволяет исключить динамические нагрузки, формирующиеся в результате ударного замыкания зазоров. Тем самым достигается заметное снижение общего уровня напряжений в элементах привода и соответствующее повышение их долговечности.
На практике существуют две возможности использования достигаемого технического результата, заключающегося в снижении динамических нагрузок. Одна состоит в интенсификации технологического процесса за счет увеличения числа циклов возвратно-поступательного движения клети, совершаемых в единицу времени. Другая заключается в снижении материалоемкости привода за счет уменьшения размеров его элементов.
Установка для обработки торовых и рогообразных поверхностей
Зубчато-реечный привод валка стана периодической прокатки труб
Способ получения керамических изделий на основе волластонита
Дезинтегратор
Дезинтегратор
Дезинтегратор
Дезинтегратор
Дезинтегратор
Дезинтегратор
Дезинтегратор
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Газостат
Инструмент для прессования труб на вертикальном прессе
Барабан моталки для смотки полосового материала
Газостат
Газостат
Способ производства панелей из пеноалюминия
Способ дуговой сварки полос в непрерывных металлургических агрегатах

