Результат интеллектуальной деятельности: СПОСОБ ТРИАНГУЛЯЦИОННОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области контрольно-измерительной техники и может быть использовано для автоматизации процессов контроля и сортировки листового проката и других подобных изделий.
Известен способ триангуляционного измерения толщины листовых изделий (авторское свидетельство СССР №1647249 «Фотоэлектрическое устройство для измерения профиля и толщины изделий сложной формы», 1988 г., G01B 21/00), при котором осуществляют подачу листового изделия в зону измерения, на изделие с двух противоположных сторон с помощью источников излучения оптических систем направляют зондирующие пучки излучения, лежащие на одной прямой, отраженное от изделия излучение фокусируют на фотоприемники оптических систем и путем измерения координат световых пятен на фотоприемниках определяют расстояния от центров соответствующих оптических систем до поверхности изделия, а толщину изделия вычисляют по формуле:
h=T-A-B, где
T - расстояние между центрами первой и второй оптических систем (величина постоянная, задается конструктивно);
A и B - соответственно расстояния от центров первой и второй оптических систем до поверхности изделия.
Измерение толщины изделия по такому способу осуществляется без учета его наклона, что снижает точность измерений.
Известен также способ триангуляционного измерения толщины листовых изделий с учетом наклона (авторское свидетельство СССР №1826698 «Способ бесконтактного измерения толщины», 1990 г., G01B 11/06), при котором осуществляют подачу листового изделия в зону измерений, на изделие с двух противоположных сторон с помощью источников излучения оптических систем направляют зондирующие пучки излучения, лежащие на одной прямой, кроме того, с одной из сторон на листовое изделие направляют дополнительный зондирующий пучок излучения, ориентированный параллельно двум другим зондирующим пучкам и отстоящий от них на заданном расстоянии, отраженное от изделия излучение фокусируют на фотоприемники оптических систем и путем измерения координат световых пятен на фотоприемниках определяют расстояния от центров соответствующих оптических систем до поверхности изделия, при этом толщину листового изделия вычисляют из показаний соответствующих оптических систем и геометрического расположения оптических систем в пространстве.
Недостатком такого способа является низкая точность измерений, так как при измерениях учитывается наклон листового изделия только в продольном направлении (направлении подачи изделия) и не учитывается его наклон в поперечном направлении (направлении, перпендикулярном направлению подачи изделия).
Известен способ триангуляционного измерения толщины листовых изделий с учетом наклона в продольном и поперечном направлениях (авторское свидетельство СССР №1728647 «Способ измерения толщины листовых изделий», 1988 г., G01B 11/06), при котором осуществляют подачу листового изделия в зону измерений, на изделие с двух противоположных сторон с помощью источников излучения оптических систем направляют зондирующие пучки излучения, лежащие на одной прямой, кроме того, с одной из сторон на листовое изделие направляют два дополнительных зондирующих пучка излучения, ориентированных параллельно двум другим зондирующим пучкам, при этом все четыре пучка не лежат вместе в одной плоскости, отраженное от изделия излучение фокусируют на фотоприемники оптических систем и путем измерения координат световых пятен на фотоприемниках определяют расстояния от центров соответствующих оптических систем до поверхности изделия, а толщину изделия вычисляют из показаний соответствующих оптических систем и геометрического расположения оптических систем в пространстве.
К недостаткам данного способа относятся:
1. Низкая точность измерения, так как наклон листового изделия определяется лишь по наклону одной (верхней) поверхности изделия, не учитывая при этом возможно иной наклон другой (нижней) поверхности, вызванный изменением толщины изделия или его искривлением;
2. Необходимость использования сложных оптических систем, содержащих непрозрачные и полупрозрачные зеркала (плоскопараллельные пластины), неудобные при настройке и эксплуатации.
Наиболее близким по технической сущности заявляемому является способ триангуляционного измерения толщины листовых изделий (Авторское свидетельство СССР №1826697 «Способ бесконтактного измерения толщины объекта», 1990 г., G01B 11/06), учитывающий наклон изделия как в продольном, так и в поперечном направлениях, при котором осуществляют подачу листового изделия в зону измерений, на изделие с двух противоположных сторон с помощью источников излучения оптических систем направляют зондирующие пучки излучения, лежащие на одной прямой, кроме того, с обеих сторон на листовое изделие направляют два дополнительных зондирующих пучка излучения. Дополнительные пучки ориентированы параллельно двум другим зондирующим пучкам и расположены от них на заданных расстояниях так, что плоскости, образованные парами пучков, лежащих по одну сторону изделия, ориентированы взаимно перпендикулярно и пересекаются по линии, образованной зондирующими пучками, лежащими на одной прямой. Отраженное от листового изделия излучение фокусируют на фотоприемники оптических систем и путем измерения координат световых пятен на фотоприемниках определяют расстояния от центров соответствующих оптических систем до поверхности изделия, при этом толщину листового изделия вычисляют из показаний соответствующих оптических систем и геометрического расположения оптических систем в пространстве.
К недостаткам данного способа относятся:
1. В реальности имеет место одновременное изменение толщины и наклона (коробления) листового изделия по двум координатам, в результате чего на отдельных его участках нижняя и верхняя поверхности могут быть непараллельными друг другу и иметь разный наклон, что не учитывается в данном изобретении;
2. Кроме того, данный способ устанавливает наклон локального участка листового изделия лишь по наклону одной из его поверхностей. При этом не учитывается наклон другой его поверхности.
Задачей предлагаемого изобретения является повышение точности определения толщины листового изделия посредством учета наклона нижней и верхней его поверхностей.
Поставленная задача решается тем, что в способе триангуляционного измерения толщины листовых изделий, при котором осуществляют подачу листового изделия в зону измерений, на изделие с двух противоположных сторон с помощью источников излучения оптических систем направляют зондирующие пучки излучения, отраженное от изделия излучение фокусируют на фотоприемники оптических систем и путем измерения координат световых пятен на фотоприемниках определяют расстояние от центров оптических систем до поверхности изделия, при этом толщину листового изделия вычисляют из показаний соответствующих оптических систем и геометрического расположения оптических систем в пространстве, согласно изобретению, зондирующих пучков излучения как минимум три с каждой стороны, причем источники излучения оптических систем ориентированы таким образом, что зондирующие пучки на противоположных сторонах листового изделия образуют вершины пересекающихся выпуклых многоугольников, при этом толщину изделия вычисляют как расстояние между многоугольниками на противоположных сторонах листа в области их пересечения.
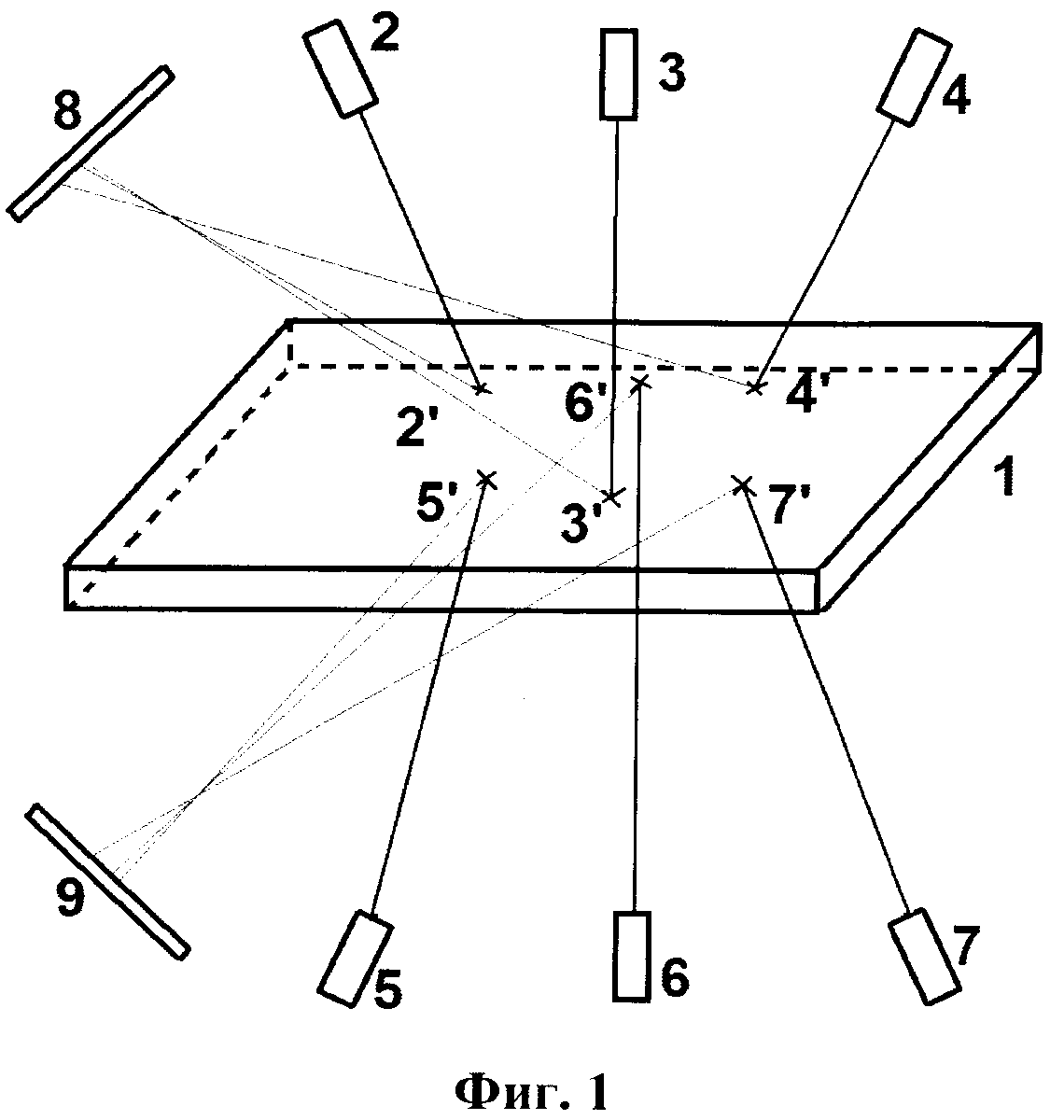
Способ триангуляционного измерения толщины листовых изделий представлен на фигуре 1. На изделие 1 с помощью источников излучения оптических систем 2, 3, 4 направляют зондирующие пучки излучения 2', 3' 4' с одной стороны и с помощью источников излучения оптических систем 5, 6, 7 направляют зондирующие пучки излучения 5', 6', 7' с другой стороны. Отраженное от изделия излучение фокусируют на фотоприемники оптических систем 8 и 9, которые могут состоять, например, из фоточувствительной матрицы и фокусирующей линзы.
На фигуре 2 представлена схема расположения пучков излучения на поверхностях изделия. Пучки излучения, расположенные с одной стороны изделия 5', 6', 7', образуют многоугольник (в частности, треугольник) M1. Пучки излучения, расположенные с противоположной стороны изделия 2', 3', 4', образуют многоугольник (в частности, треугольник) М2. Многоугольник М3 образован пересечением многоугольников M1 и М2. Вершины многоугольника М3 лежат в точках к1, к2, к3, к4, к5, к6.
Способ осуществляется следующим образом. На изделие 1 с одной стороны с помощью источников излучения оптических систем 2, 3, 4 направляют зондирующие пучки излучения 2', 3', 4', отраженное от изделия излучение фокусируют на фотоприемнике оптической системы 8. С другой стороны помощью источников излучения оптических систем 5, 6, 7 направляют зондирующие пучки излучения 5', 6', 7', отраженное от изделия излучение фокусируют на фотоприемнике оптической системы 9.
Поскольку геометрическое положение источников излучения оптических систем 2, 3, 4, направление излучения и положение оптической системы 8, принимающей отраженное от изделия излучение, неподвижны в пространстве, то по координатам световых пятен на фотоприемнике оптической системы 8 можно однозначно определить пространственные координаты зондирующих пучков излучения 2', 3', 4' на поверхности изделия. Аналогично определяются пространственные координаты зондирующих пучков 5', 6', 7' на противоположной поверхности изделия 1. Координаты пучков излучения вычисляются с помощью процедуры калибровки, реализация которой представлена ниже.
После определения пространственных координат зондирующих пучков излучения 2', 3', 4', 5', 6', 7' на поверхности изделия 1 вычисляется толщина изделия по следующему алгоритму:
1. Вычисляются пространственные координаты многоугольника M1 - ортогональной проекции многоугольника, образованного пучками излучения 5', 6', 7', на плоскость, образованную многоугольником 2', 3', 4' (многоугольник М2).
2. Вычисляются пространственные координаты вершин многоугольника М3, образованного пересечением многоугольников M1 и М2.
3. Вычисляются пространственные координаты центра масс многоугольника М3, например, следующим образом:
a. Многоугольник М3 разбивается на треугольники k1k2k6, k2k3k6, k3k4k6, k4k5k6.
b. Вычисляются координаты центра масс (xi, yi, zi) и площадь полученных треугольников (Si), используя стандартные геометрические формулы.
c. Вычисляются координаты центра масс многоугольника М3 по формуле

где xi, yi, zi - пространственные координаты i-й вершины многоугольника М3, N - количество вершин многоугольника М3.
Калибровка осуществляется следующим образом. Независимо калибруются источники излучения, чтобы по положению их изображения на фотоприемнике можно определить пространственное положение пучка излучения на контролируемом объекте.
Калибровка может выполняться либо опираясь на геометрическое расположение и направление излучения источников и расположение приемников излучения, либо с использованием плоской калибровочной поверхности, смещаемой на известное расстояние перпендикулярно плоскости поверхности.
В результате калибровки для каждого источника излучения будет получена зависимость

где m, n - координаты изображения пучка излучения на фотоприемнике, Kx, Ky, Kz - функции зависимости соответствующих пространственных координат от координат изображения пучка на фотоприемнике.
Функции Kx, Ky, Kz представляют собой монотонные функции, близкие к линейным.
Таким образом, способ триангуляционного измерения толщины листовых изделий позволяет измерять толщину листового изделия при его произвольной ориентации в измерительном объеме. Изобретение может применяться, например, в металлургической промышленности для измерения толщины горячего и холодного металлопроката.
Способ триангуляционного измерения толщины листовых изделий, при котором осуществляют подачу листового изделия в зону измерений, на изделие с двух противоположных сторон с помощью источников излучения оптических систем направляют зондирующие пучки излучения, отраженное от листового изделия излучение фокусируют на фотоприемники оптических систем и путем измерения координат световых пятен на фотоприемниках определяют расстояние от центров оптических систем до поверхности листового изделия, при этом толщину листового изделия вычисляют из показаний соответствующих оптических систем и геометрического расположения оптических систем в пространстве, отличающийся тем, что зондирующих пучков излучения как минимум три с каждой стороны изделия, причем источники излучения оптических систем ориентированы таким образом, что зондирующие пучки на противоположных сторонах листового изделия образуют вершины пересекающихся выпуклых многоугольников, при этом толщину листового изделия вычисляют как расстояние между многоугольниками на противоположных сторонах листового изделия в области их пересечения.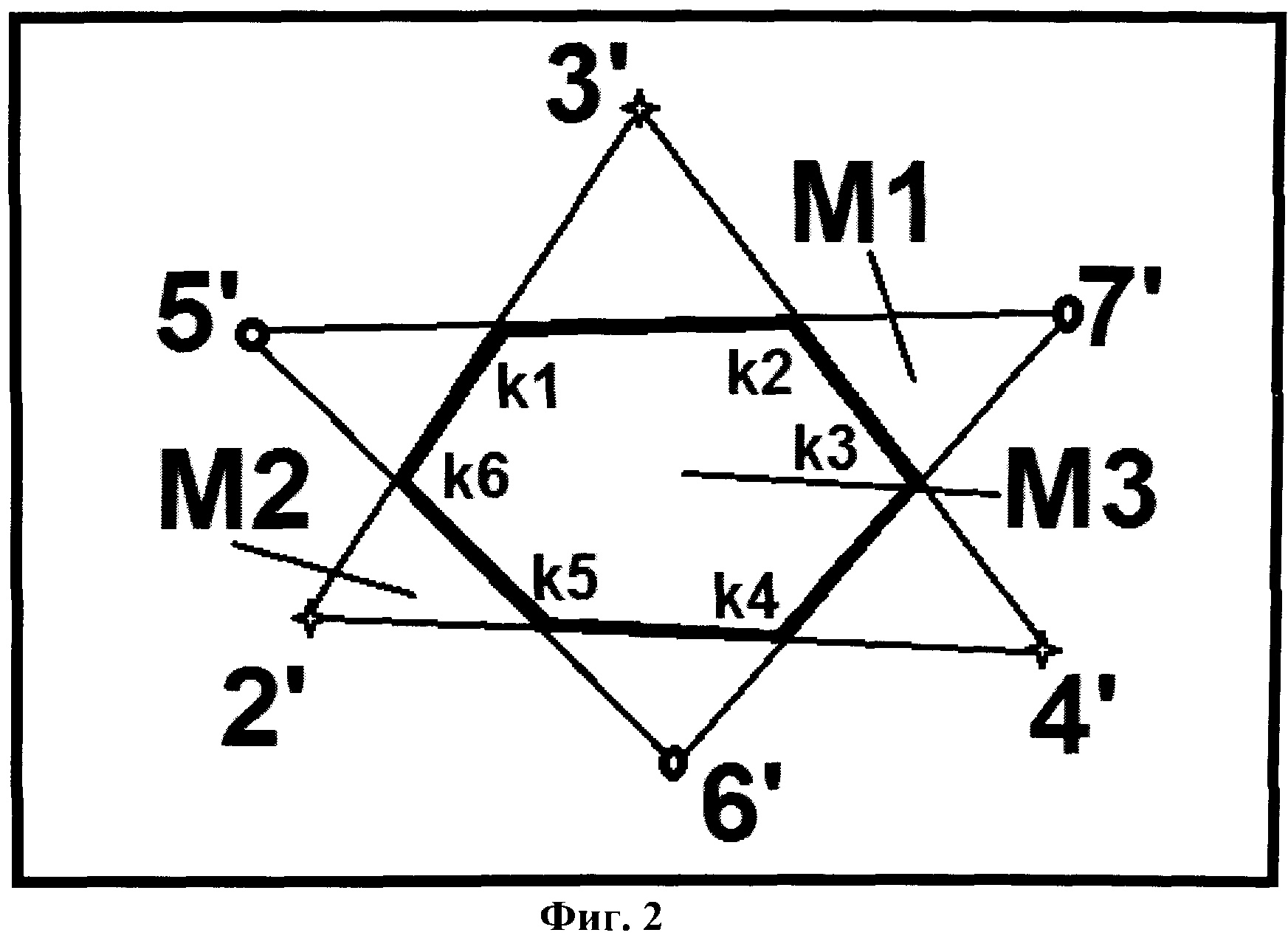
Автономное горелочное устройство длительного действия
Пусковое горелочное устройство
Способ охлаждения электронного оборудования пленочными и капельными потоками жидкости с использованием оребрения
Способ измерения трехмерной геометрии выпуклых и протяженных объектов
Система мониторинга режимов горения топлива путем анализа изображений факела при помощи классификатора на основе свёрточной нейронной сети
Способ повышения эффективности вакуумной дезинтеграции золотоносных глинистых пород
Автоматическая система диагностики процесса сжигания пылеугольного топлива в камере сгорания
Способ оптимизации капельно-факельного сжигания водоугольного топлива в вихревом потоке
Способ изготовления оптического фильтра на основе графена
Способ изготовления нагревателя на основе графена
Плоский эффективный конденсатор-сепаратор для микрогравитации и транспортных приложений
Оптический способ измерения поля толщины прозрачной наледи на лопастях ветрогенератора
Лазерное устройство для измерения воздушного зазора электрической машины
Способ измерения трехмерной геометрии выпуклых и протяженных объектов

