Результат интеллектуальной деятельности: СПОСОБ ШАГОВОЙ ПРОКАТКИ
Вид РИД
Изобретение
Изобретение относится к прокатному производству, а именно к способам шаговой прокатки.
Известен способ шаговой прокатки, осуществляемый на станах с качающимися валками / Коваль Г.И. Применение прокатно-ковочных станов для получения сортового проката из специальных сплавов черных и цветных металлов /Заготовительные производства в машиностроении. - 2012. №7. С.33…36/, при котором деформация заготовки выполняется при возвратно-поступательном перемещении осей валков и свободном перемещении заготовки вдоль оси прокатки в сторону, противоположную направлению перемещения осей валков во время деформации заготовки, принудительное перемещение заготовки в сторону готового профиля во время образования зазора между заготовкой и рабочей поверхностью валков.
Недостатком этого способа является осуществление шаговой прокатки только прямым ходом, что снижает производительность процесса шаговой прокатки.
При этом принудительное перемещение заготовки на величину подачи перед прямым ходом осуществляется непрерывно перемещающимся, демпфированным с помощью пружины механизмом. Во время прямого хода свободное перемещение заготовки вдоль оси прокатки в сторону исходной заготовки и указанное перемещение механизма на величину подачи в противоположную сторону аккумулируются в сжимаемой пружине. За счет этого при обратном ходе на заготовку от сжатой пружины действует осевое усилие, передающееся как на деформирующее устройство, так и на механизм принудительного перемещения заготовки. Кроме того, в конце обратного хода в момент образования зазора между исходной заготовкой и рабочей поверхностью валков заготовка с помощью сжатой пружины ускоренно перемещается на величину подачи. Такое положение приводит к действию динамических усилий на заготовку и механизм принудительного ее перемещения. Действие динамических усилий на механизм принудительного перемещения заготовки снижает надежность его работы. Ускоренное перемещение заготовки вдоль оси прокатки на величину подачи вызывает неконтролируемое перемещение заготовки и возможность превышения перемещения заготовки на величину, превышающую величину подачи. Превышение величины подачи по сравнению с проектной подачей приведет к действию на деформирующее оборудование повышенных технологических нагрузок, снижающих надежность его работы.
Таким образом, недостатком указанного аналога является его низкая производительность, действие повышенных технологических нагрузок на деформирующее оборудование и механизм принудительного перемещения заготовки, снижающих надежность их работы.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ шаговой прокатки на станах холодной прокатки труб/Вердеревский В.А., Глейберг А.З., Никитин А.С. Трубопрокатные станы. - М.: Металлургия, 1983, 240 с. (на стр.182)/, при котором деформацию заготовки осуществляют как прямым, так и обратным ходом при возвратно-поступательном перемещении осей валков и свободном перемещении заготовки вдоль оси прокатки в сторону, противоположную направлению перемещения осей валков во время деформации заготовки. При этом заготовку принудительно перемещают в сторону готового профиля во время образования зазора между заготовкой и рабочей поверхностью валков. Осуществление деформации заготовки не только прямым, но и обратным ходом повышает производительность процесса шаговой прокатки.
Однако при шаговой прокатке согласно прототипу перед обратным ходом принудительное перемещение заготовки осуществляют только на величину проектной подачи. Согласно известным закономерностям шаговой прокатки при обратном ходе за счет линейного смещения металла в сторону исходной заготовки фактический деформируемый объем подачи в λ раз меньше проектного объема подачи (λ - отношение площадей поперечного сечения исходной заготовки и готового профиля), осуществляемого при прямом ходе. За счет этого производительность процесса шаговой прокатки при обратном ходе снижается в λ раз. Следовательно, общая производительность процесса шаговой прокатки снижается в 2λ/(λ+1) раз. При этом на заготовку и механизм, осуществляющий принудительное перемещение заготовки, во время деформации обратным ходом (особенно в его начале) действуют значительные осевые усилия. Это связано с тем, что при деформации прямым ходом за счет превышения перемещения заготовки валками над перемещением осей валков заготовка смещается относительно неподвижной рамы стана шаговой прокатки в сторону механизма, осуществляющего принудительное перемещение заготовки. Указанное перемещение при деформации заготовки прямым ходом накапливается в демпфирующем устройстве механизма, осуществляющем принудительное перемещение заготовки. Действие осевых усилий на заготовку и механизм, осуществляющий принудительное перемещение заготовки, приводит к повышению технологических нагрузок как на указанный механизм, так и на деформирующее оборудование.
Таким образом, основным недостатком данного способа является его низкая производительность и повышенные технологические нагрузки на оборудование, снижающие надежность его работы.
Задачей изобретения является увеличение производительности процесса шаговой прокатки и повышение надежности технологического оборудования.
Поставленная задача достигается тем, что в заявляемом способе шаговой прокатки, включающем деформацию заготовки прямым и обратным ходом при возвратно-поступательном перемещении осей валков и свободном перемещении заготовки вдоль оси прокатки в сторону, противоположную направлению перемещения осей валков во время деформации заготовки, принудительное перемещение заготовки в сторону готового профиля во время образования зазора между заготовкой и рабочей поверхностью валков, согласно изобретению принудительное перемещение заготовки перед обратным ходом дополнительно осуществляют на величину свободного перемещения заготовки, причем свободное перемещение заготовки не превышает m×(λ-1), где λ - отношение площадей поперечного сечения исходной заготовки и готового профиля; m - проектная подача.
Применение принудительного перемещения заготовки перед обратным ходом дополнительно на величину свободного перемещения заготовки позволяет вернуть заготовку в ее положение перед прямым ходом, устраняя при деформации заготовки обратным ходом действие осевых усилий на заготовку и механизм, осуществляющий принудительное перемещение заготовки, и повышая производительности процесса шаговой прокатки.
Осуществление свободного перемещение заготовки на величину m×(λ-1) дает возможность перед прямым ходом устанавливать заготовку в положение, обеспечивающее проектную подачу заготовки m при ее деформацией прямым ходом и проектную подачу заготовки mλ при ее деформации обратным ходом.
Перед прямым ходом при задании свободного перемещения заготовки менее m×(λ-1) с помощью механизма, осуществляющего принудительное перемещение заготовки, во время наличия зазора между рабочей поверхностью валков и заготовкой последняя дополнительно переместится в требуемое проектное положение. Этим обеспечится выполнение условий, при которых проектная подача заготовки перед ее деформацией прямым ходом будет равна m.
Перед обратным ходом при задании свободного перемещения заготовки меньше m×(λ-1) прокатка обратным ходом будет осуществляться с подачей, не превышающей проектного значения mλ.
Осуществление свободного перемещения заготовки, превышающего m×(λ-1), при обратном ходе приведет к шаговой прокатке с повышенной подачей заготовки. Это увеличит проектные технологические нагрузки, приводящие к выходу из строя технологического оборудования, снизит качество получаемого проката.
Следовательно, применение предложенного способа шаговой прокатки обеспечивает увеличение производительности процесса шаговой прокатки при технологических условиях, не превышающих проектные, снижение осевых усилий в заготовке, повышающих надежность работы технологического оборудования.
Таким образом, применение предложенного способа увеличивает производительность шаговой прокатки и повышает надежность работы технологического оборудования.
Предложенный способ шаговой прокатки проиллюстрирован на чертежах.
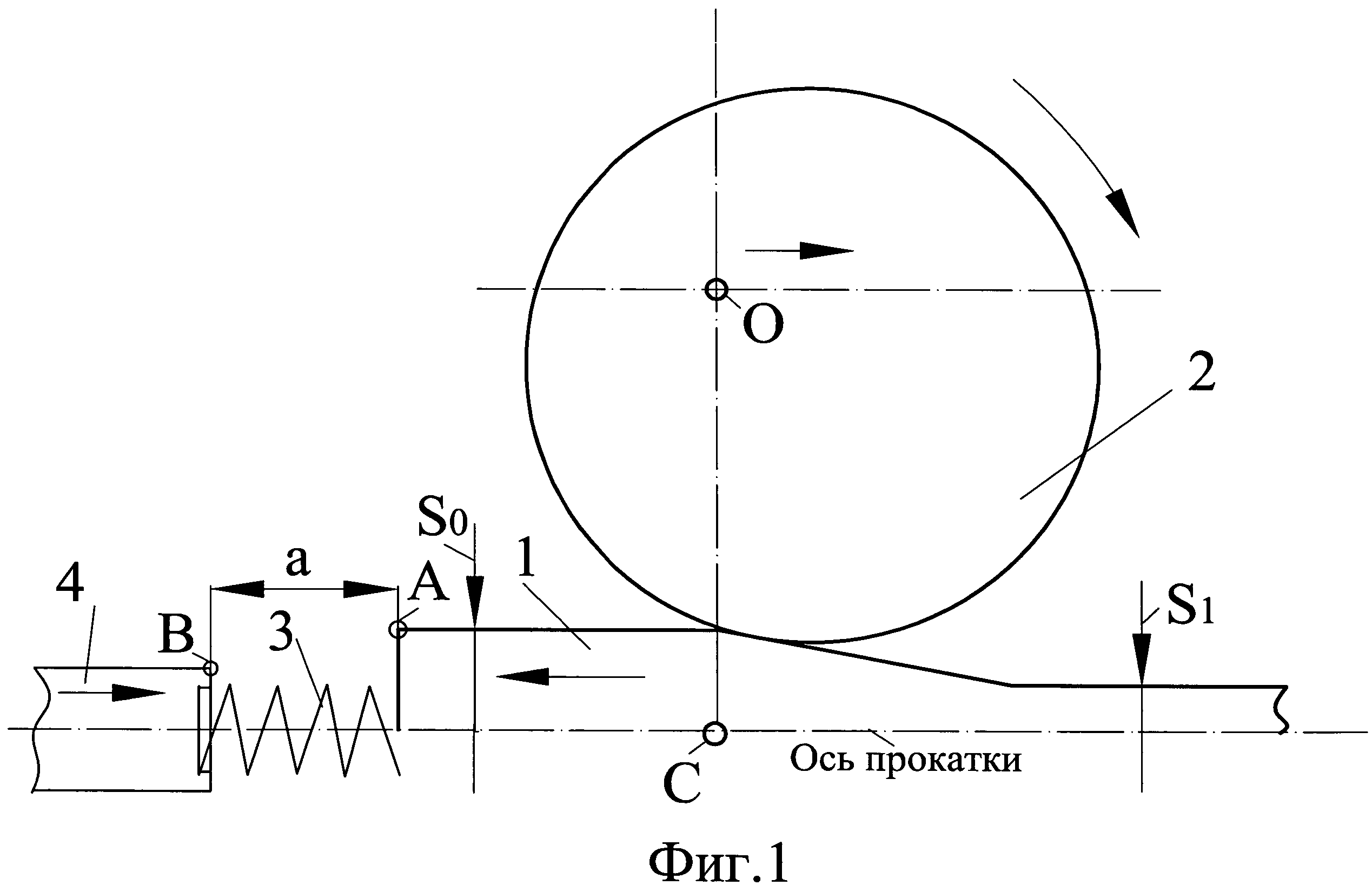
На фиг.1 показано начало процесса деформации заготовки прямым ходом.
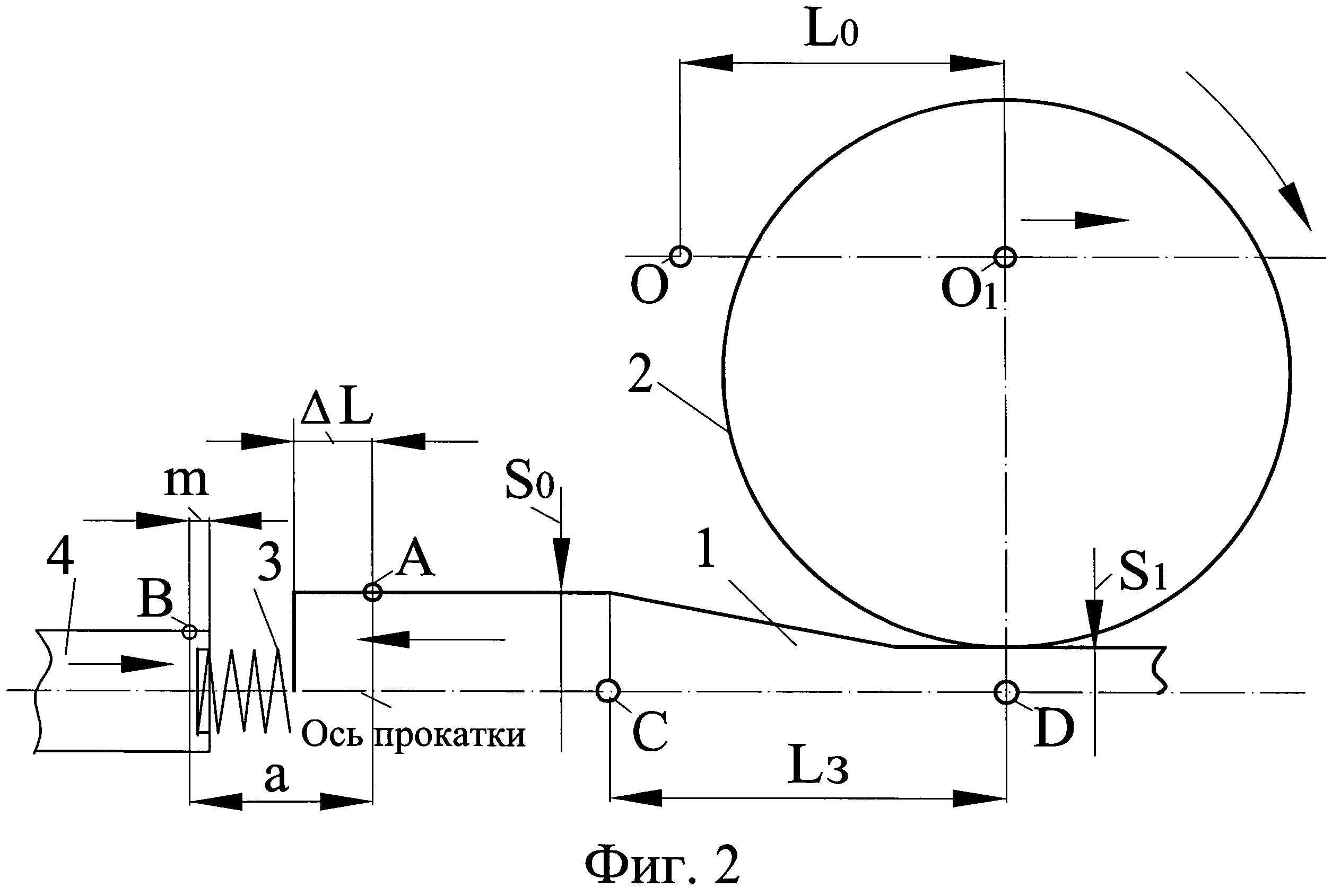
На фиг.2 показано окончание процесса деформации заготовки прямым ходом.
На фиг.3 показан момент наличия зазора между заготовкой и рабочей поверхностью валков в конце прямого и начале обратного хода.
На фиг.4 показано начало процесса деформации заготовки обратным ходом.
На фиг.5 показано окончание процесса деформации заготовки обратным ходом.
На фиг.6 показан момент наличия зазора между заготовкой и рабочей поверхностью валков в конце обратного и начале прямого хода.
С использованием фиг.1…6 рассмотрим вариант реализации технологии шаговой прокатки с применением предложенного способа.
Шаговая прокатка заготовки 1 осуществляется двумя валками 2 переменного радиуса. Оси валков (т. O) совершают возвратно-поступательное перемещение из положения O2 в O3, и наоборот. На заготовку со стороны ее исходных размеров через демпфирующий элемент в виде пружины 3 постоянно воздействует вдоль оси прокатки механизм 4 принудительного перемещения заготовки. В дальнейшем данный механизм для краткости будем называть просто механизм.
Описание осуществления процесса шаговой прокатки начнем из положения начала деформации заготовки обратным ходом (фиг.1). На заготовке 1 предварительно выкатан конус деформации с размерами поперечного сечения, постепенно изменяющимися от исходной заготовки S0 до готового профиля S1 и на ней получена определенная часть готового профиля. В этом положении расстояние от механизма 4 (т. B) до заднего конца заготовки 1 (т. A) максимально и равно а. Механизм 4 через пружину 3 контактирует с задним концом заготовки 1. При обжатии прямым ходом оси O валков 2 и заготовка 1 перемещаются в противоположные стороны (по стрелкам), а сами валки 2 поворачиваются (по стрелке). При этом механизм 4 движется в сторону готового профиля с постоянной заданной скоростью вдоль оси прокатки (по стрелке), обеспечивая за один цикл возвратно-поступательного перемещения осей валков его перемещение на проектную удвоенную величину подачи 2 m. Указанная скорость может меняться в зависимости от проектного значения подачи m. При движении механизм 4 через пружину 3 воздействует на торец заготовки 1. При изменении расстояния между механизмом 4 и торцом заготовки 1 пружина 3 сжимается и разжимается. Максимальное расстояние между механизмом 4 и торцом заготовки 1 задается конструкцией механизма 4. В рассматриваемом случае это расстояние равно а.
Во время обжатия прямым ходом (фиг.1 и 2) оси валков перемещаются из положения O в положение O1 на расстояние L0. На заготовке 1 выкатывается конус деформации длиной L3 (расстояние между точками C и D). При этом заготовка 1 за счет разности перемещения ее и осей O валков 2 при деформации свободно смещается вдоль оси прокатки в сторону, противоположную указанному направлению перемещения осей валков на величину ΔL=L3-L0 (фиг.2). При этом механизм 4 за счет постоянного движения переместится на расстояние m в сторону готового профиля. (На приведенных рисунках перемещение механизма 4 на величину m показано условно. (Фактически такое перемещение механизма 4 достигается за половину цикла прокатки, соответствующего перемещению осей поворота валков 2 из положения O2 в O3, или наоборот (фиг.1…6)). Расстояние между торцом заготовки 1 и механизмом 4 уменьшится, произойдет сжатие пружины на величину m+ΔL.
При дальнейшем повороте валков 2 и перемещении их осей из т. O1 в т. O2 (фиг.3) между рабочей поверхностью валков и заготовкой образуется зазор. В это время заготовка 1 с помощью механизма 4 путем полного разжатия пружины 3 до значения а переместится в сторону готового профиля вдоль оси прокатки на величину подачи m и дополнительно на величину свободного перемещения заготовки ΔL. При заданном свободном перемещении заготовки, не превышающем m×(λ-1), общее перемещение заготовки не будет превышать m+m×(λ-1)=mλ. Согласно известным закономерностям шаговой прокатки такое значение перемещения заготовки при обжатии ее обратным ходом не превышает проектные технологические режимы. Максимальное проектное значение перемещения заготовки при шаговой прокатке обратным ходом, как известно, равно m×λ.
Далее начинается обратный ход. Оси валков 2 из положения O2 (фиг.3) перемещаются в положение O1 (фиг.4). За это время между рабочей поверхностью валков 1 и заготовкой 2 устраняется зазор. После осуществления деформации заготовки 1 обратным ходом (фиг.5) оси валков 2 переместятся из положения O1 в положение О, пройдя путь L0. На заготовке 1 выкатывается новый конус деформации FE длиной L3. При этом заготовка 1 со стороны готового профиля свободно переместится вдоль оси прокатки на величину ΔL=L3-L0 в сторону готового профиля. Заготовка 1 со стороны ее исходных размеров также свободно переместится в ту же сторону на ту же величину и за счет известных закономерностей шаговой прокатки, связанных с линейным смещением металла при его деформации, получит перемещение в противоположную сторону на величину (ΔL+m)×(λ-1)/λ. Это выражение получается следующим образом. Перемещение заготовки 1 перед обратным ходом, как было показано ранее, равно (ΔL+m). При шаговой прокатке соблюдается равенство объемов подачи

где X - значение принимаемой условной подачи заготовки при деформации прямым ходом, соответствующее принудительному перемещению заготовки 1 на величину (ΔL+m) перед деформацией обратным ходом;
S1 и S0 - площади поперечного сечения готового профиля и исходной заготовки.
Из уравнения (1) можно определить

Учитывая, что

получим

Линейное смещение металла при шаговой прокатке в (λ-1) раз превышает подачу, тогда с учетом зависимости (4) линейное смещение металла заготовки при деформации обратным ходом равно

Найдя разницу между указанными перемещениями заготовки 1 со стороны ее исходных размеров, получим

Полученное выражение определяет значение перемещения заготовки 1 со стороны ее исходных размеров (фиг.5). Т.е. точка G (фиг.4) переместится на величину m-(ΔL+m)/λ (фиг.5).
Механизм 4 при этом за счет постоянного движения во время деформации обратным ходом переместится на заданную величину проектной подачи m. Пружина 3 сожмется на величину m+m-{ΔL+m)/λ=2m-(ΔL+m)/λ (фиг.5).
В дальнейшем оси валков 2 перемещаются из положения O в положение O3. При этом валки 2 поворачиваются, образуя зазор между их рабочей поверхностью и заготовкой 1 (фиг.6). После образования зазора заготовка 1 (т. G, F) с помощью механизма 4 путем полного разжатия пружины 3 до значения а переместится в сторону готового профиля вдоль оси прокатки на величину 2m-(ΔL+m)/λ.
При заданном значении свободного перемещения заготовки 1, не превышающем
m×(λ-1),
максимальное значение полученного перемещения заготовки 1 составит
2m-(ΔL+m)/λ=2m-(m×(λ-1)+m)/λ=m.
Таким образом, максимальное значение перемещения заготовки перед прямым ходом равно значению проектной подачи m. Это дает возможность вести процесс шаговой прокатки прямым ходом в заданных технологических режимах.
Далее циклы шаговой прокатки повторяются.
Рассмотрим на конкретном примере реализацию предложенного способа шаговой прокатки на стане ШП175 с рычажной системой привода валков /Коваль Г.И. Применение прокатно-ковочных станов для получения сортового проката из специальных сплавов черных и цветных металлов / Заготовительные производства в машиностроении. - 2012. №7. С.33…36/.
На стане ШП175 могут быть использованы следующие параметры валков. Эксцентриситет e=57,5 мм, радиус кривизны ρ=110 мм, расстояние между осями валков Д0=350 мм. Высота исходной заготовки H0=60 мм, высота получаемого профиля H1=15 мм. При прокатке в двух валках принимается отсутствие уширения заготовки. Тогда отношение площадей поперечного сечения исходной заготовки и готового профиля λ=4.
С использованием методики /Выдрин В.Н., Березин Е.Н., Коваль Г.И. Формоизменение, геометрия рабочих валков и конуса деформации при многоручьевой прокатке на стане прокатки-ковки. Известия вузов. Черная металлургия. - 1980. №4. с.67…71/ с учетом прокатки в валках с гладкой рабочей поверхностью определяется длина конуса деформации L3 при обжатии заготовки по формуле, которая в принятых обозначениях имеет вид

В этой формуле

После подстановки параметров в формулы (6) и (7) и расчета получим
δнк≈70 град, L3≈186 мм.
По методике, изложенной, например, в работе /Основы проектирования и расчета станов прокатки-ковки. Учебное пособие по курсовому и дипломному проектированию. В.Н.Выдрин, Е.Н. Березин, Г.И.Коваль, В.Г.Дремин. - Челябинск: ЧПИ, 1983. 44 с., на стр.18…20/ с использованием значения Lнк≈70 град, графоаналитическим методом определяется перемещение осей валков L0≈164 мм.
Затем из условия

определяется величина подачи m≥1,13 мм, обеспечивающая выполнение требуемых для реализации предложенного способа шаговой прокатки технологических условий.
Для расчета конкретных технологических параметров с использованием приведенных формул и рекомендованных методик могут применяться и другие алгоритмы расчета. Например, при заданном значении m определяться λ, а следовательно, и значения Н0 и H1. В любом случае должно выполняться условие (9).
Предложенный способ шаговой прокатки планируется использовать на станах ШП175, ШП200, ШП280 и ПК600.
Способ шаговой прокатки, включающий деформацию заготовки прямым и обратным ходом при возвратно-поступательном перемещении осей валков и свободном перемещении заготовки вдоль оси прокатки в сторону, противоположную направлению перемещения осей валков во время деформации заготовки, принудительное перемещение заготовки в сторону готового профиля во время образования зазора между заготовкой и рабочей поверхностью валков, отличающийся тем, что принудительное перемещение заготовки перед обратным ходом осуществляют дополнительно на величину свободного перемещения заготовки, при этом свободное перемещение заготовки не превышает m×(λ-1), где λ - отношение площадей поперечного сечения исходной заготовки и готового профиля; m - проектная подача заготовки при ее деформации прямым ходом.
Однотактный многозонный интегрирующий преобразователь
Двухтактная бескривошипная поршневая тепловая машина-двигатель
Интегрирующий аналого-цифровой преобразователь с широтно-импульсной модуляцией
Способ производства рубленых изделий из мяса птицы
Хрупкая мачта
Мобильная лебедка
Биойогурт функционального назначения
Мобильный робот
Легкообрабатываемая конструкционная хромомарганцевоникельмолибденовая сталь
Легкообрабатываемая конструкционная среднеуглеродистая хромомарганцевоникельмолибденовая сталь
Адаптивное интегрирующее устройство синхронизации
Установка для импульсной обработки воды
Способ литья алюминиевых сплавов
Устройство для резки прутков круглого сечения
Способ сушки продуктов растительного происхождения
Фурма для продувки металла
Способ изготовления горячекатаных полос и литейно-прокатный комплекс для его реализации
Моющее дезинфицирующее средство
Управляемый реактор
Способ обработки радиоактивных растворов и установка для его осуществления

